Изобретение относится к машиностроению, а именно к способам соединения гибких, в том числе и конвейерных, лент.
Известен способ соединения конвейерных лент [1, 2], заключающийся в том, что соединяемые поверхности лент разделывают ступенями и дважды промазывают клеем. Одну ленту размещают на опорном столе соединяемой поверхностью вверх, вторую ленту накладывают сверху соединяемой поверхностью вниз, начиная с верхней ступени и оставляя между ступенями зазор 2…3 мм. Ленты после наложения прикатывают роликом по направлению к краям и пристукивают молотком. Швы стыка промазывают клеем, закрывают тканевой полосой, прокатывают роликом от середины к краям.
Недостатком данного способа является недостаточная прочность соединения лент вследствие ограниченной площади соединяемых поверхностей, концентрации напряжений по краям соединения.
Наиболее близким к предлагаемому техническому решению является способ соединения концов лент [3, 4], заключающийся в том, что на соединяемых поверхностях лент выполняют продольные пазы и выступы, соединяемые поверхности лент дважды промазывают клеем. Одну ленту размещают на опорном столе соединяемой поверхностью вверх, вторую ленту накладывают сверху соединяемой поверхностью вниз, совмещают выступы одной ленты с пазами второй ленты. Ленты после наложения прикатывают роликом по направлению к краям и пристукивают молотком. Швы стыка промазывают клеем, закрывают тканевой полосой, прокатывают роликом от середины к краям.
Выполнение на соединяемых поверхностях лент продольных пазов и выступов увеличивает площадь соединения лент и его прочность.
Недостатком данного способа является сложность процесса соединения лент. Относительный сдвиг соединяемых поверхностей лент, вступивших в контакт, вызывает смещение (соскребание) клеевого слоя, что приводит к снижению качества и прочности соединения. С увеличением размеров и гибкости лент сложность процесса соединения лент возрастает.
Для изготовления качественного высокопрочного соединения необходимо точно разместить выступы одной ленты в пазах второй ленты и совместить кромки лент без относительного сдвига соединяемых поверхностей лент.
Задачей предлагаемого изобретения является улучшение технологичности процесса соединения лент.
Способ соединения лент, включающий выполнение продольных пазов и выступов на соединяемых поверхностях лент, нанесение клеящего материала на соединяемые поверхности, размещение первой ленты на опорном столе соединяемой поверхностью вверх, наложение сверху второй ленты соединяемой поверхностью вниз, совмещение выступов первой ленты с пазами второй ленты, прижатие лент.
Согласно изобретению вторую ленту сначала изгибают в продольном направлении выпуклостью вниз, затем накладывают в изогнутом состоянии на первую ленту и распрямляют.
Обе ленты изгибают в продольном направлении выпуклостями навстречу друг другу, затем сближают и накладывают в изогнутом состоянии, после чего вторую ленту распрямляют, изгибают в противоположном направлении и прижимают к первой ленте.
При осуществлении изобретения может быть получен технический результат, заключающийся в улучшении технологичности процесса соединения лент.
Указанный технический результат достигается тем, что облегчается ориентация соединяемых поверхностей, совмещение выступов первой ленты с пазами второй ленты и совмещение кромок лент. Исключение относительного сдвига соединяемых поверхностей лент при их контактировании повышает качество и прочность соединения лент.
Изгиб обеих лент в продольном направлении позволяет уменьшить кривизну изгиба каждой из них и предотвратить таким образом повреждение хрупких и малопрочных лент.
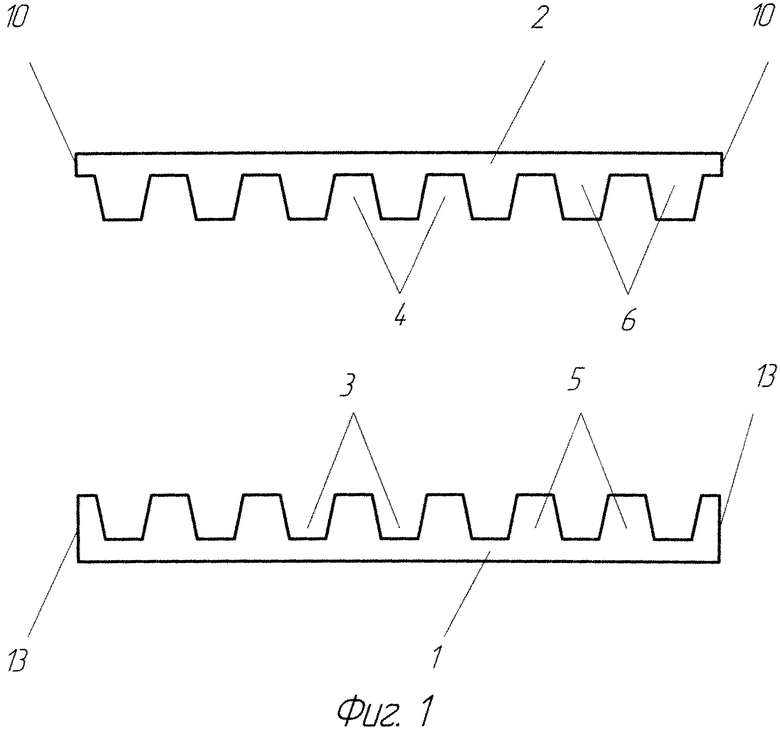
На фиг.1 изображены поперечные сечения лент;
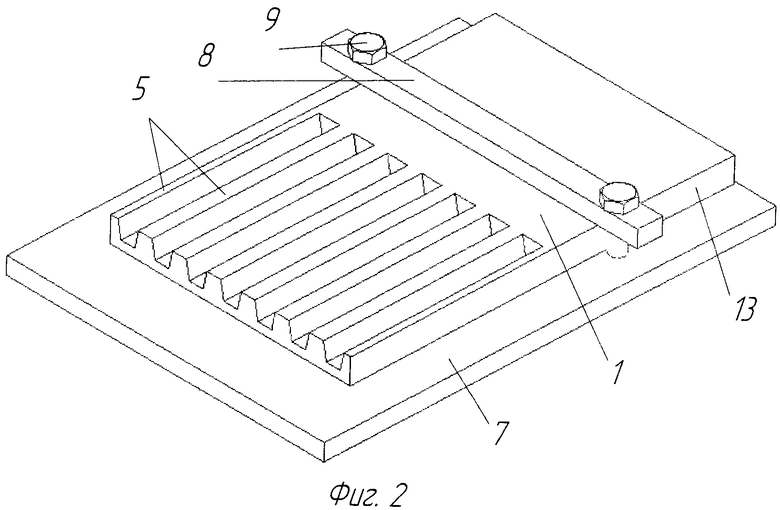
на фиг.2 изображена закрепленная на опорном столе лента с продольными пазами и выступами на соединяемой поверхности;
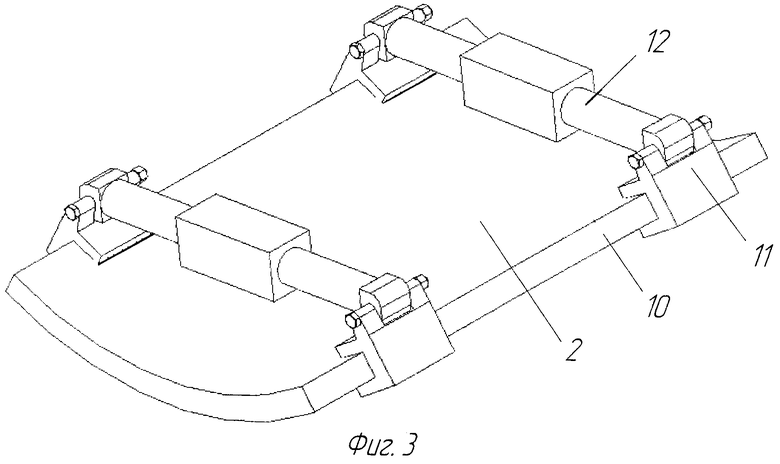
на фиг.3 - лента, изогнутая в продольном направлении выпуклостью вниз;
на фиг.4 - расположение лент (поперечное сечение);
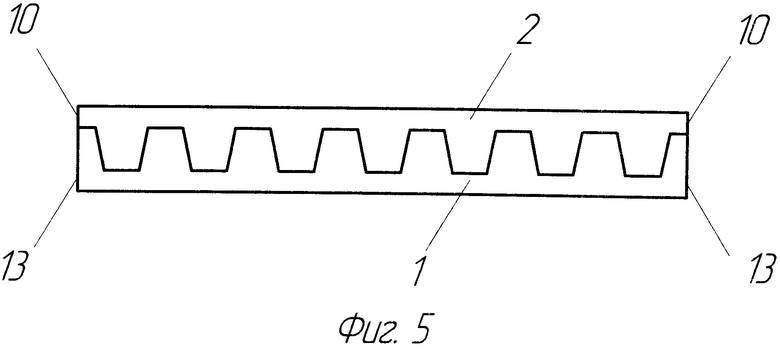
на фиг.5 - соединение лент (поперечное сечение);
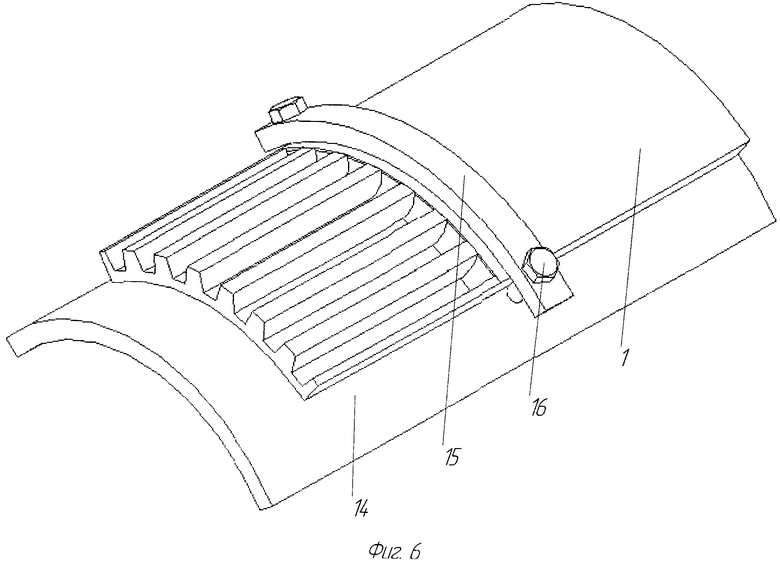
на фиг.6 - лента, закрепленная на выпуклом столе;
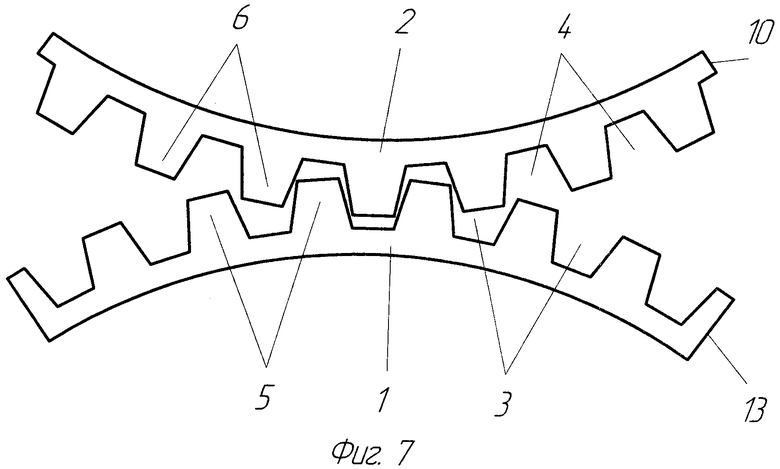
на фиг.7 - расположение выпуклых лент (поперечное сечение);
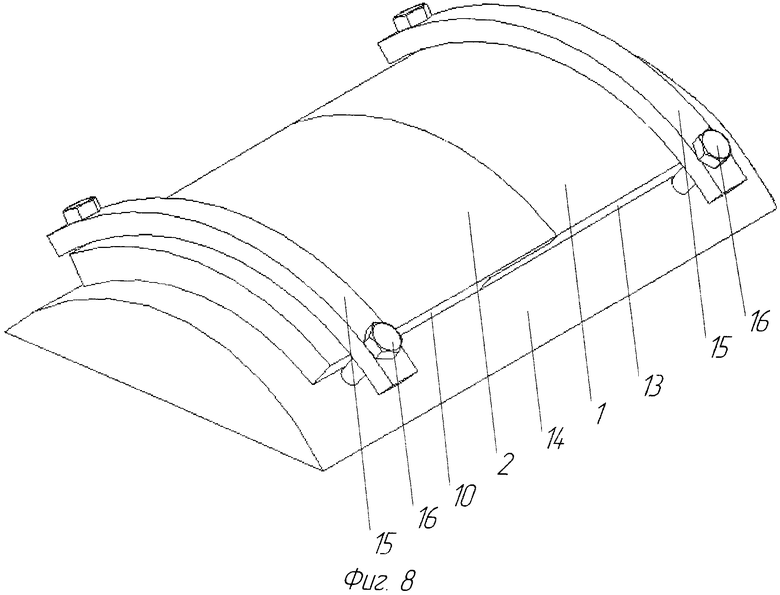
на фиг.8 - соединение лент на выпуклом столе;
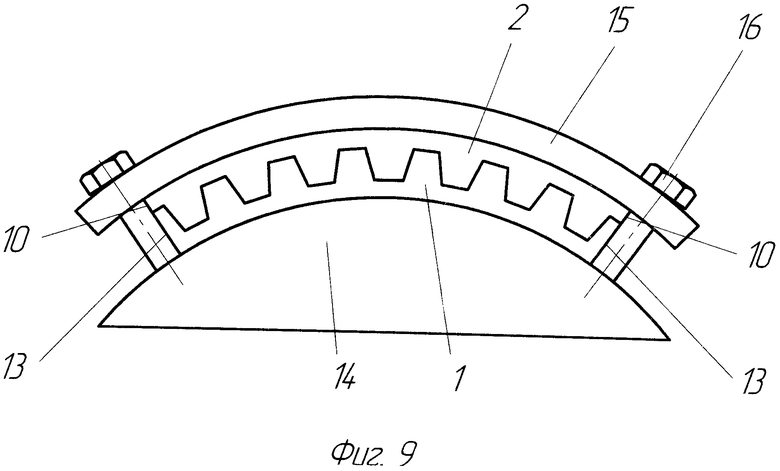
на фиг.9 - поперечный разрез соединения лент на выпуклом столе.
Способ соединения лент осуществляют следующим образом.
На соединяемых поверхностях лент 1 и 2 выполняют продольные пазы 3, 4 и выступы 5, 6, например, фрезерованием. Причем форма и размеры пазов 3, 4 и выступов 5, 6 обеспечивают плотное совмещение выступов 5 первой ленты 1 с пазами 4 второй ленты 2 и выступов 6 второй ленты 2 с пазами 3 первой ленты 1 (фиг.1).
Соединяемые поверхности лент 1 и 2 очищают и промазывают клеящим материалом дважды. Затем первую ленту 1 размещают на плоском столе 7 соединяемой поверхностью вверх и прижимают к столу поперечной балкой 8 (фиг.2), болтами 9, шайбами и гайками (на чертежах не показаны).
На боковых кромках 10 второй ленты 2 закрепляют зажимы 11 стяжек 12. Стягивая зажимы 11, вторую ленту 2 изгибают в продольном направлении и ориентируют выпуклостью вниз (фиг.3).
После этого вторую ленту 2 в изогнутом состоянии накладывают на первую ленту 1 так, чтобы выступы 5 первой ленты 1 заходили в пазы 4 второй ленты 2, а выступы 6 второй ленты 2 заходили в пазы 3 первой ленты 1 (фиг.4). Затем, раздвигая зажимы 11, распрямляют вторую ленту 2 до полного совмещение выступов 5 первой ленты 1 с пазами 4 второй ленты 2, выступов 6 второй ленты 2 с пазами 3 первой ленты 1 и совмещения боковых кромок 13 первой ленты 1 с боковыми кромками 10 второй ленты 2.
После этого вторую ленту 2 полностью освобождают от зажимов 11 и прикатывают роликом (на чертежах не показан) для образования плотного контакта соединяемых поверхностей лент 1 и 2 (фиг.5).
После полимеризации клеящего материала снимают поперечную балку 8, предварительно освободив болты 9, и пускают соединение в эксплуатацию.
При соединении хрупких и (или) малопрочных лент для уменьшения кривизны изгиба первую ленту 1 размещают на выпуклом столе 14 соединяемой поверхностью вверх и прижимают к столу 14 изогнутой поперечной балкой 15, болтами 16, шайбами и гайками (на чертежах не показаны) (фиг.6).
На боковых кромках 10 второй ленты 2 закрепляют зажимы 11 стяжек 12. Стягивая зажимы 11, вторую ленту 2 изгибают в продольном направлении и ориентируют выпуклостью вниз (фиг.3). Таким образом обе ленты 1 и 2 изгибают в продольном направлении выпуклостями навстречу друг другу.
После этого вторую ленту 2 в изогнутом состоянии накладывают на первую ленту 1 так, чтобы выступы 5 первой ленты 1 заходили в пазы 4 второй ленты 2, а выступы 6 второй ленты 2 заходили в пазы 3 первой ленты 1 (фиг.7). Затем раздвигают и снимают зажимы 11, распрямляют вторую ленту 2. После этого вторую ленту 2 за пределами соединяемой поверхности прижимают к столу 14 изогнутой поперечной балкой 15, болтами 16, шайбами и гайками (на чертежах не показаны) до полного совмещение выступов 5 первой ленты 1 с пазами 4 второй ленты 2, выступов 6 второй ленты 2 с пазами 3 первой ленты 1 и совмещения боковых кромок 13 первой ленты 1 с боковыми кромками 10 второй ленты 2 (фиг.8, фиг.9). Затем вторую ленту 2 прикатывают роликом (на чертежах не показан) для образования плотного контакта соединяемых поверхностей.
После полимеризации клеящего материала снимают изогнутые поперечные балки 15, предварительно освободив болты 16, и пускают соединение в эксплуатацию.
Технико-экономическое преимущество заявляемого изобретения заключается в улучшении технологичности процесса соединения лент за счет придания второй ленте устойчивой (выпуклой) формы. Это облегчает ориентацию соединяемых поверхностей, совмещение выступов первой ленты с пазами второй ленты и совмещение кромок лент.
Изгиб обеих лент в продольном направлении позволяет уменьшить кривизну изгиба каждой из них и предотвратить таким образом разрушение лент.
Источники информации
1. Руководство по выбору и эксплуатации конвейерных лент / Курск: ЗАО «Курскрезинотехника», 2004, с.66-67.
2. Реутов А.А. Монтаж, эксплуатация и ремонт ленточных конвейеров: учеб. пособие / А.А. Реутов. - Брянск: Изд-во БГТУ, 2008, с.37.
3. Патент РФ №2001332, МПК5 F16G 3/10, БИ №37-38, 1993 г. Способ разделки концов резинотканевых конвейерных лент и устройство для разделки концов резинотканевых конвейерных лент.
4. Реутов А.А. Монтаж, эксплуатация и ремонт ленточных конвейеров: учеб. пособие / А.А. Реутов. - Брянск: Изд-во БГТУ, 2008, с.28-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ЛЕНТА | 2012 |
|
RU2520264C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ ЛЕНТ | 1994 |
|
RU2083893C1 |
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |
| РЕЗИНОТКАНЕВАЯ ЗАГОТОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2014 |
|
RU2563700C1 |
| ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО | 2014 |
|
RU2561156C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛЕНТ | 2012 |
|
RU2526018C2 |
| ПРИВОДНОЙ РЕМЕНЬ И РЕМЕННЫЙ ПРИВОД КАНАТА | 2015 |
|
RU2588171C1 |
| КОЛЬЦЕВОЙ КОНВЕЙЕР | 2004 |
|
RU2270797C1 |
| ЛЕНТА ИЗОГНУТОГО КОНВЕЙЕРА | 2014 |
|
RU2538490C1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД УКЛОННОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2018 |
|
RU2671794C1 |
Изобретение относится к машиностроению, а именно к способам соединения гибких, в том числе и конвейерных, лент. Способ соединения включает выполнение продольных пазов и выступов на соединяемых поверхностях лент, нанесение клеящего материала на соединяемые поверхности, размещение первой ленты на опорном столе соединяемой поверхностью вверх, наложение сверху второй ленты соединяемой поверхностью вниз, совмещение выступов первой ленты с пазами второй ленты, прижатие лент. Вторую ленту сначала изгибают в продольном направлении выпуклостью вниз, затем накладывают в изогнутом состоянии на первую ленту и распрямляют. В виде альтернативы обе ленты изгибают в продольном направлении выпуклостями навстречу друг другу, затем сближают и накладывают в изогнутом состоянии, после чего вторую ленту распрямляют, изгибают в противоположном направлении и прижимают к первой ленте. Достигается улучшение технологичности процесса соединения лент. 9 ил.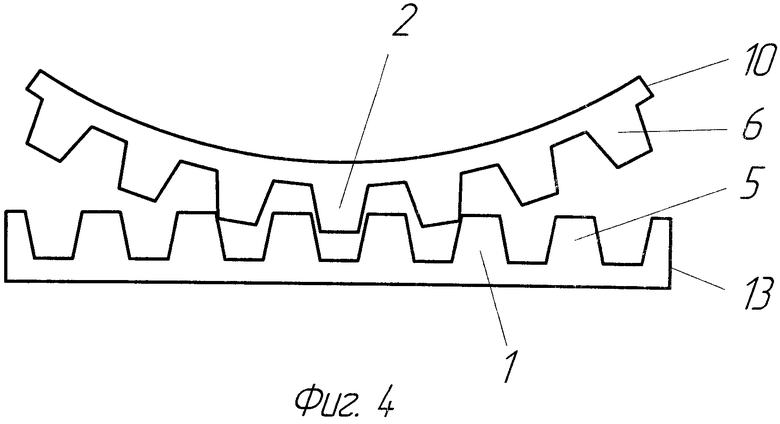
Способ соединения лент, включающий выполнение продольных пазов и выступов на соединяемых поверхностях лент, нанесение клеящего материала на соединяемые поверхности, размещение одной ленты на опорном столе соединяемой поверхностью вверх, наложение сверху другой ленты соединяемой поверхностью вниз, совмещение выступов одной ленты с пазами другой ленты, прижатие лент, отличающийся тем, что одну или обе ленты сначала изгибают в продольном направлении так, что выпуклость изогнутой ленты направлена в сторону другой ленты, затем ленты сближают и накладывают в изогнутом состоянии, после чего изогнутую ленту распрямляют и прижимают к другой ленте или распрямляют, изгибают в противоположном направлении и прижимают к другой ленте.
| RU 2001332 C1, 15.10.1993 | |||
| Электрический указатель для мнемонических схем в распределительных устройствах | 1929 |
|
SU22126A1 |
| СПОСОБ СТЫКОВКИ РЕЗИНО-ТКАНЕВЫХ ТРАНСПОРТЕРНЫХ ЛЕНТ И ПЛОСКИХ ПРИВОДНЫХ РЕМНЕЙ | 0 |
|
SU245349A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРИВОДНЫХ РЕМНЕЙ ИЗ ТКАНИ | 1928 |
|
SU30897A1 |
| Зажимно-растяжное приспособление к прессу для вулканизации конвейерных лент | 1988 |
|
SU1537552A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ИЗДЕЛИЙ ИЗ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 2010 |
|
RU2457176C1 |

