Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления конструктивного компонента из армированного волокнами композиционного материала (волоконного композиционного материала), в частности для авиакосмической отрасли, к формовочному стержню для изготовления такого конструктивного компонента из армированного волокнами композиционного материала и к конструктивному компоненту из армированного волокнами композиционного материала, имеющему, по меньшей мере, один стрингер, полученному этим способом и/или из этого стержня.
Несмотря на то что данное изобретение может применяться для изготовления любых требуемых конструктивных компонентов из армированного волокнами композиционного материала, более подробное объяснение сути настоящего изобретения и лежащей в его основе проблемы произведено далее по отношению к плоским усиленным стрингерами конструктивным компонентам из армированного углеродными волокнами пластика (CFP, carbon fibre plastic), например к панелям обшивки воздушного судна.
Уровень техники
Общеизвестно, что панели обшивки из CFP могут быть усилены стрингерами из CFP, что позволяет панелям обшивки выдерживать большие нагрузки, возникающие в воздушном судне, и обеспечивает минимально возможное увеличение веса. В этой связи различают два типа стрингеров: Т-образные и Ω-образные стрингеры.
Поперечное сечение Т-образных стрингеров состоит из основания и стенки. Основание образует поверхность для присоединения к панели обшивки. Панели обшивки, усиленные Т-образными стрингерами, получили широкое распространение в самолетостроении.
Профиль Ω-образных стрингеров напоминает шляпу, и края этого профиля присоединяются к панели обшивки. Ω-образные стрингеры в отвержденном состоянии могут быть приклеены к тоже уже отвержденной панели или могут быть отверждены одновременно с панелью, с использованием процесса «мокрым по мокрому». Последний вариант предпочтителен, поскольку он более удобен с точки зрения технологии производства. Однако, для того, чтобы осуществить процесс изготовления «мокрым по мокрому» панелей обшивки, усиливаемых Ω-образными стрингерами, необходимы поддерживающие стержни или формовочные стержни, которые позволяют зафиксировать и удержать пространственно нестабильные заготовки из армированного волокнами материала, сохраняя требуемую Ω-образную форму в процессе изготовления. Преимущество панелей обшивки с Ω-образными стрингерами по сравнению с Т-образными стрингерами заключается в их лучшей инфильтрационной способности на этапе нагнетания, когда в заготовку из армированного волокнами материала вводится связующий материал (матрица), например эпоксидная смола. По сравнению с другими известными способами изготовления конструктивных компонентов из армированного волокнами композиционного материала, такими, например, как технология препрегов, способы нагнетания могут быть эффективными с точки зрения затрат, так как они позволяют использовать более дешевые заготовки из армированного волокнами материала.
Однако при изготовлении Ω-образных стрингеров возникает проблема, которая заключается в том, что материал, используемый в настоящее время для поддерживающего стержня или формовочного стержня, дорог и с трудом извлекается после формовки Ω-образных стрингеров, так что оставшийся в стрингерах материал увеличивает полный вес воздушного судна.
Раскрытие изобретения
В противоположность решениям из уровня техники задачей настоящего изобретения является обеспечение более экономичного с точки зрения затрат и более легкого конструктивного компонента из армированного волокнами композиционного материала, в частности для авиакосмической отрасли.
Согласно изобретению эта задача решается за счет использования способа, обладающего признаками пункта 1 формулы изобретения, формовочного стержня, обладающего признаками пункта 12 формулы изобретения, и/или конструктивного компонента из армированного волокнами композиционного материала, обладающего признаками пункта 23 формулы изобретения.
Соответственно, предлагается способ изготовления конструктивного компонента из армированного волокнами композиционного материала, в частности для авиакосмической отрасли, который состоит из следующих этапов: формируется формовочный стержень, содержащий заданное количество полых элементов, определяющих внешнюю геометрию формовочного стержня, при этом полые элементы выполнены так, что проходят в продольном направлении формовочного стержня и могут упруго расширяться по меньшей мере в поперечном направлении;
по меньшей мере одна заготовка из армированного волокнами материала размещается по меньшей мере частично на сформированном формовочном стержне для задания формы по меньшей мере одной формуемой секции изготавливаемого конструктивного компонента из армированного волокнами композиционного материала; и по меньшей мере одна формуемая секция подвергается нагреванию и/или воздействию давления с целью изготовления конструктивного компонента из армированного волокнами композиционного материала.
При надлежащем использовании формовочного стержня эти полые элементы находятся под действием прикладываемого к ним внутреннего давления, вследствие чего они расширяются в поперечном направлении и образуют формовочный стержень с определенной внешней геометрией. Для извлечения из формы внутреннее давление изменяется таким образом, что, например, поперечное сечение формовочного стержня снова уменьшается. Это выгодно позволяет без труда извлечь формовочный стержень. Дополнительное преимущество заключается в том, что формовочный стержень может быть использован многократно.
Далее, предлагается формовочный стержень для изготовления конструктивного компонента из армированного волокнами композиционного материала, в частности стрингера на базовой детали, при этом материал стержня представляет собой пластик, содержащий заданное количество полых элементов, которые проходят в продольном направлении формовочного стержня и обладают возможностью упругого расширения по меньшей мере в поперечном направлении.
Далее, предлагается конструктивный компонент из армированного волокнами композиционного материала, включающий по меньшей мере один стрингер, в частности для авиакосмической отрасли, изготовленный с применением формовочного стержня согласно изобретению и/или способа согласно изобретению.
Таким образом, преимущество настоящего изобретения по сравнению с упомянутыми в начале подходами заключается в том, что конструктивный компонент из армированного волокнами композиционного материала может быть изготовлен с помощью недорогого формовочного стержня. Вместо обычного дорогостоящего материала стержня, который остается в конструктивном компоненте, можно использовать пригодный для многократного использования формовочный стержень, форму которого легко изменять путем подачи внутреннего давления, благодаря чему стержень можно без труда извлечь из формы. Вследствие этого формовочный стержень больше не увеличивает вес конструктивного компонента.
Предпочтительные варианты осуществления и усовершенствования настоящего изобретения охарактеризованы в зависимых пунктах формулы изобретения и в описании совместно с чертежами.
В таком формовочном стержне предпочтительно, чтобы полые элементы были скреплены друг с другом, а полученный таким образом формовочный стержень был снабжен эластичным внешним слоем для сглаживания контура наружной поверхности формовочного стержня. Тем самым обеспечивается гладкая наружная поверхность сформованного стержня. Эластичность внешнего слоя означает, что полые элементы могут без труда расширяться и сжиматься в поперечном направлении.
Один из вариантов осуществления изобретения предусматривает нанесение внешнего слоя таким образом, что он полностью окружает полые элементы, и обеспечивает их скрепление друг с другом.
В одном предпочтительном варианте осуществления изобретения формовочный стержень полностью окружен оболочкой стержня, которая при извлечении из формы обеспечивает разделение между формуемой секцией и поверхностями формовочного стержня. Более того, оболочка стержня предотвращает попадание рабочей среды под давлением, например воздуха, в конструктивный компонент из армированного волокнами композиционного материала в случае какой-либо утечки из маленькой трубки. В то же время, это предотвращает повреждение и неблагоприятное воздействие на формовочный стержень, тем самым обеспечивая его многократное использование.
Согласно одному предпочтительному варианту осуществления изобретения по внешней геометрии полученного формовочного стержня располагаются средства усиления, которые расположены внутри или снаружи оболочки стержня в области переходов, которые должны быть выполнены с острыми кромками. Эти средства усиления, в частности угловые профили, обладают тем преимуществом, что они образуют острые кромки и углы, а формовочный стержень в этой области может быть снабжен скругленными участками, которые легко выполнить.
Разделительный слой, который предпочтительно наносят на оболочку стержня, уменьшает прилипаемость заготовки из армированного волокнами материала и/или связующего материала к оболочке стержня. Это облегчает извлечение оболочки стержня после по меньшей мере частичного отверждения секции конструктивного компонента из армированного волокнами композиционного материала, изготовленного с помощью формовочного стержня.
Заготовки из армированного волокнами материала включают накладки из холста, ткани и волокна. Для них предусматривается связующий материал, например эпоксидная смола, и их отверждение происходит далее, например, в автоклаве.
Согласно еще одному предпочтительному варианту осуществления изобретения формовочный стержень располагается на базовом компоненте, выполненном из заготовок из армированного волокнами композиционного материала, и/или по меньшей мере частично окружается заготовками из армированного волокнами материала, чтобы сформовать по меньшей мере одну формуемую секцию конструктивного компонента из армированного волокнами композиционного материала. В результате базовые компоненты, например панели обшивки, гермоднища, и т.д., могут изготавливаться с Ω-образными стрингерами. В качестве альтернативы или в дополнение к этому можно также изготавливать отдельные конструктивные компоненты из армированного волокнами композиционного материала, форма которых полностью определяется формовочным стержнем.
При изготовлении, например, Ω-образного стрингера оболочку стержня извлекают из формы в направлении, совпадающем с продольной осью стрингера. Вследствие этого, стержень больше не увеличивает полный вес воздушного судна.
Краткое описание чертежей
Далее в тексте будет представлено подробное объяснение изобретения со ссылкой на примерный вариант осуществления, проиллюстрированный на чертежах.
Фиг.1 схематически показывает изображение в перспективе первого примерного варианта конструктивного компонента из армированного волокнами композиционного материала в процессе изготовления способом, соответствующим изобретению.
Фиг.2 схематически показывает вид в разрезе формовочного стержня для изготовления конструктивного компонента из армированного волокнами композиционного материала по фиг.1.
Фиг.3 схематически показывает вид в разрезе первого формовочного стержня согласно изобретению для конструктивного компонента из армированного волокнами композиционного материала по фиг.1.
Фиг.4 схематически показывает вид в разрезе второго формовочного стержня согласно изобретению для конструктивного компонента из армированного волокнами композиционного материала по фиг.1.
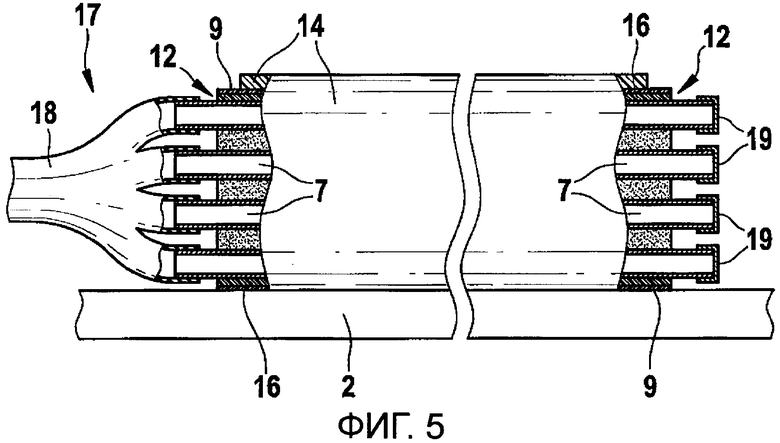
Фиг.5 показывает вид сбоку первого или второго формовочного стержня согласно изобретению, представленных на фиг.3 или 4.
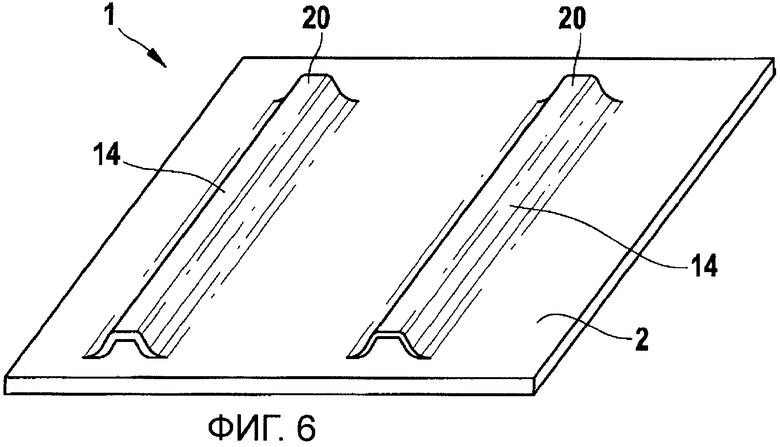
Фиг.6 показывает схематическое изображение в перспективе конструктивного компонента из армированного волокнами композиционного материала по фиг.1 после извлечения формовочных стержней.
Если не указано иначе, одни и те же номера позиций на всех фигурах обозначают одинаковые компоненты или компоненты, выполняющие одинаковые функции.
Осуществление изобретения
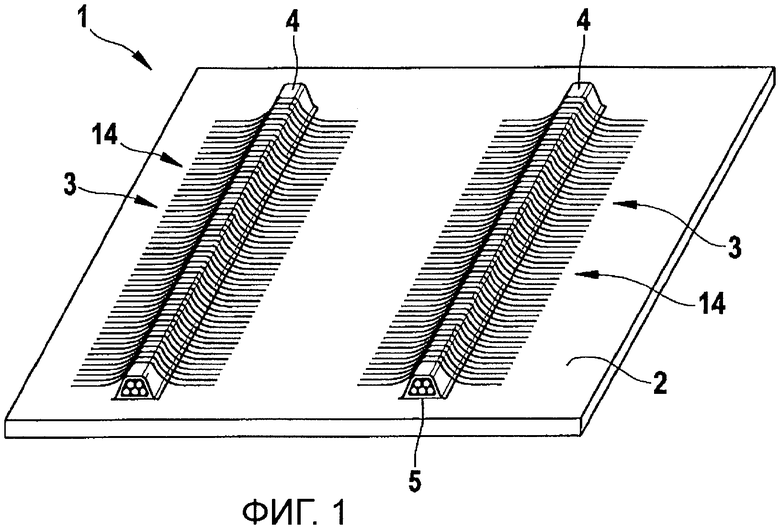
Фиг.1 схематически показывает перспективное изображение первого примерного варианта осуществления конструктивного компонента 1 из армированного волокнами композиционного материала при изготовлении посредством способа в соответствии с изобретением.
В этом примере использованы два формовочных стержня 4, хотя их количество не ограничивается этим числом. Два формовочных стержня 4, изготовление которых объясняется ниже, имеют приблизительно трапецеидальное поперечное сечение, при этом их основание 5 находится на базовом конструктивном компоненте 2.
На формовочные стержни 4 размещают заготовки 3 из армированного волокнами материала. Заготовки 3 из армированного волокнами материала в данном случае покоятся своей средней частью на наружной поверхности формовочных стержней 4, а своими краями - на базовом конструктивном компоненте 2, например на обшивке воздушного судна. Так получают две формуемые секции 14 конструктивного компонента 1 из армированного волокнами композиционного материала.
Для обработки армированного волокнами композиционного материала можно использовать различные способы изготовления. Для введения связующего материала, то есть, например, эпоксидной смолы в заготовки из армированного волокнами материала, предпочтительно выбирается так называемый процесс нагнетания. Однако в данном случае с равным успехом можно применять способ использования препрегов.
На дальнейшем этапе базовый конструктивный компонент 2 вместе с формовочными стержнями 4 и заготовками 3 из армированного волокнами материала под воздействием тепла и давления отверждается в печи или автоклаве с использованием цикла отверждения, который не рассматривается подробно. В результате образуется законченный конструктивный компонент 1 из армированного волокнами композиционного материала.
В первую очередь, описывается образование формовочных стержней 1 со ссылкой на фиг.2-4.
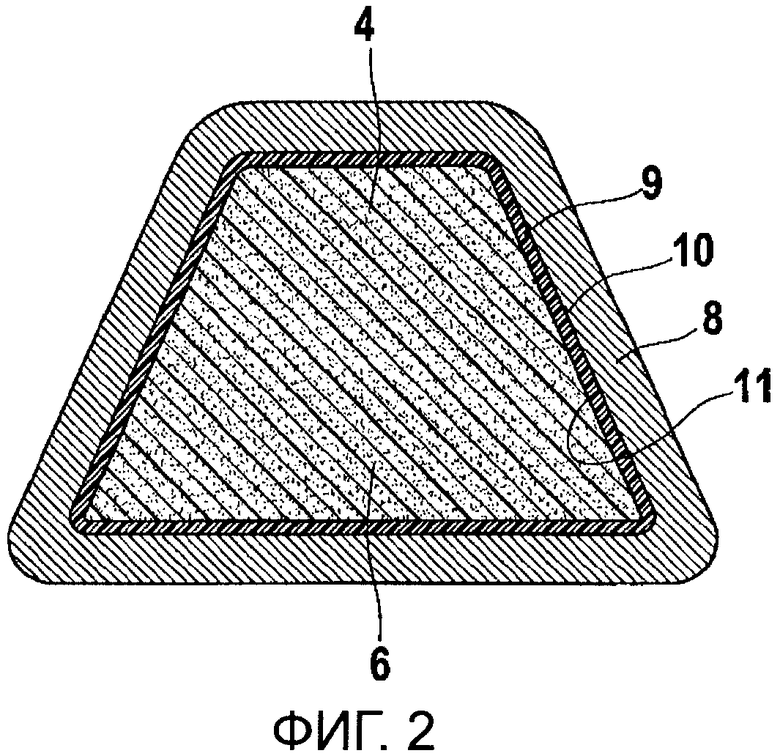
Фиг.2 схематически показывает поперечное сечение формовочного стержня 4 согласно изобретению для конструктивного компонента 1 из армированного волокнами композиционного материала по фиг.1.
Формовочный стержень 4, конструкция которого подробно описана ниже, вводится в форму 8, и в этой форме поперечное сечение 6 принимает нужные очертания, в данном случае напоминающие трапецию. В этом примере формовочный стержень 4 окружен оболочкой 9 стержня, которая полностью закрывает формовочный стержень 4. С точки зрения температуры и давления эта оболочка пригодна для процесса изготовления стержня и для его дальнейшего отверждения и обработки. Оболочка 9 стержня изготавливается из пластического материала, в частности полиамида и/или политетрафторэтилена. Ее внутренняя сторона 11 соприкасается непосредственно с поверхностью формовочного стержня 4, а на ее наружную сторону 10 в данном примере наносится разделительный (облегчающий выемку из формы) слой (не показан), который также может содержать дополнительную оболочку. Разделительный слой используется для надлежащего отделения формовочного стержня 4 от формуемой секции 14 во время извлечения из формы.
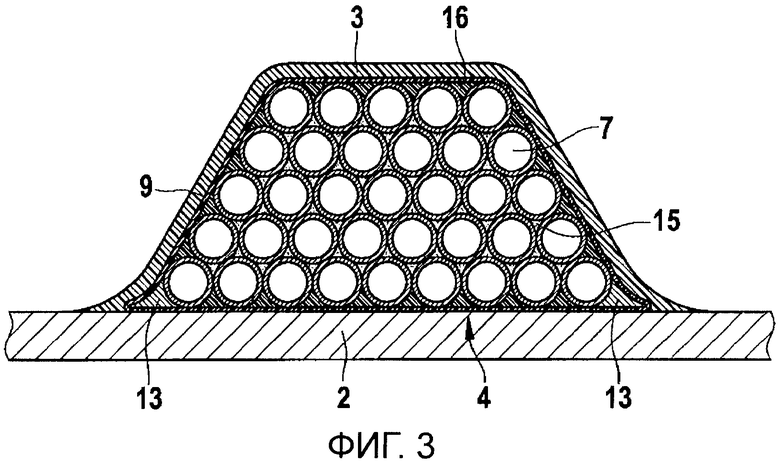
Формовочный стержень 4 состоит из отдельных полых элементов 7, как показано на фиг.3. В данном примере полые элементы 7 представляют собой отдельные трубки малого диаметра, предпочтительно в виде тонких пленок, с поперечным сечением, близким к круглому. Эти трубки обладают эластичностью в поперечном направлении, то есть в радиальном направлении. Полые элементы 7 образуют поначалу довольно приблизительную структуру поперечного сечения 6 формовочного стержня 4. Их скрепляют друг с другом по линиям касания в продольном направлении, например, путем склеивания с помощью подходящего адгезионного материала. В данном случае между ними остается промежуточное пространство 15. Для получения нужного сечения количество тонких трубок, располагающихся рядом друг с другом, и одна над другой, а также их диаметр можно свободно выбирать в определенных пределах. В данном примере единственной особенностью является то, что величина угла составляет 60°.
После этого на наружную сторону формовочного стержня 4, состоящего из отдельных полых элементов 7, наносится внешний слой 16, который сглаживает контур стержня и образует гладкие поверхности для формовочного стержня 4, например, с использованием формы 8 (фиг.2). Этот внешний слой 16 заполняет внешние желобки между полыми элементами 7.
На фиг.3 в нижних углах изображены средства 13 усиления в виде профилей, например полосок, выполненных из металла или пластика. Таким образом, путем изготовления в отдельной форме средств 13 усиления, формовочный стержень 4 может быть снабжен геометрически правильными угловыми участками. Они могут быть расположены как внутри оболочки 9 стержня (не показана на фиг.3), так и вне ее.
Внешний слой 16 выполняется из достаточно эластичного материала, например из подходящего упругого пластического материала, который надежно выдерживает воздействие температуры технологического процесса.
На некоторых участках наносимый наружный слой может быть толще, так что фиксированный в иных отношениях угол 60° может меняться в определенных пределах.
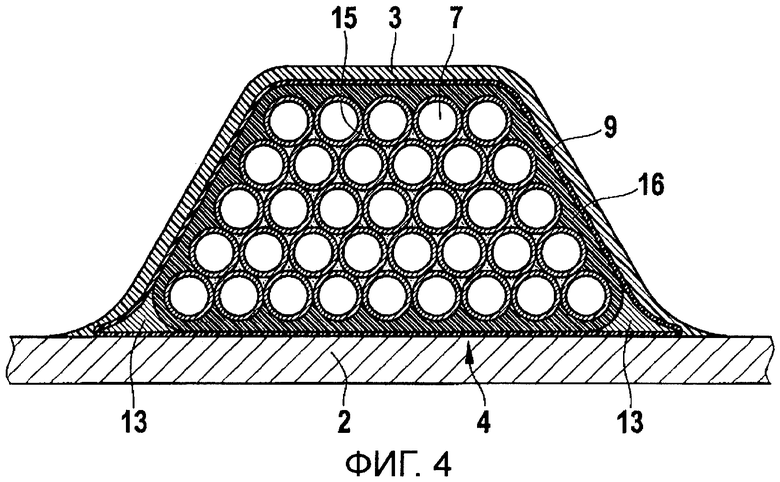
Кроме того, внешний слой 16 может наноситься таким образом, что он полностью окружает полые элементы 7 и обеспечивает их скрепление друг с другом. Пример такого стержня, который в то же время имеет угол, отличный от 60°, показан на фиг.4.
Изготовленный таким образом формовочный стержень 4 извлекается из формы 8 и накладывается на базовый конструктивный компонент 2, как описано выше. Это состояние показано на фиг.3 и 4. До подачи давления поперечное сечение сформованного стержня будет немного меньше. После этого в полые элементы 7 подается давление, в результате чего внешняя геометрия формовочного стержня 4 принимает нужный вид. Более подробно это объясняется ниже. После этого формовочный стержень 4 покрывается заготовкой 3 из армированного волокнами материала для образования формуемой секции 14, как объяснялось выше.
Конструктивный компонент 1 из армированного волокнами композиционного материала, полученный после цикла отверждения, который не рассматривается здесь подробно, изображен на фиг.6 в соответствующем виде после извлечения формовочных стержней 4 из формы. Формуемые секции 14 имеют вид стрингеров 20.
На фиг.5 схематически показан вид сбоку формуемой секции 14. Формовочный стержень 4 располагается так, что оболочка 9 стержня с отверстиями 12 выступает с обеих сторон за пределы формуемой секции 14. Преимущество этого заключается в том, что в случае протечки полых элементов 7 выходящий воздух не может попасть в отверждаемую заготовку 3 из армированного волокнами материала, а выходит наружу через оболочку 9 стержня. Аналогичным образом, все концы полых элементов 7 с обеих сторон выступают за пределы формовочной секции 14.
В этом примере правые концы полых элементов 7 закрыты крышками 19, а каждый из противоположных концов полых элементов присоединен к соединительному устройству 17. Для выполнения этого соединения соединительные патрубки могут быть вставлены в концы полых элементов 7, или, как показано на фиг.5, надеты на них. В этом примере соединительное устройство 17 включает в себя магистраль 18, снабженную ответвлениями, которые ведут к каждому полому элементу 7 и соединяются с ними.
После этого оболочка 9 стержня, окружность которой немного больше окружности формовочного стержня 4, надевается на стержень.
Внутреннее давление подается в полые элементы 7 через соединительное устройство 17, вследствие чего полые элементы 7 расширяются в поперечном направлении, образуя требуемую внешнюю геометрию формовочного стержня 4. Это выполняется перед изготовлением формуемой секции 14, как объяснялось выше. В результате увеличения окружности оболочка плотно прилегает к формовочному стержню 4. Оболочка 9 стержня фиксируется под воздействием внутреннего давления, возникающего во время расширения формовочного стержня 4.
Выполнение этого способа контролируется путем правильной комбинации высокого внутреннего давления величиной, например, 10 бар, которое, тем не менее, обеспечивает упругое, обратимое поперечное расширение полых элементов 7 при температуре отверждения, например, 180°С, и достаточно малой толщине стенки полых элементов 7, например, 0,05 мм. Другим важным фактором в данном случае является материал, обеспечивающий приемлемый компромисс между модулем упругости, слабой тенденцией к ползучести при температуре отверждения, с хорошими свойствами сопротивляемости, сохраняемыми во времени, и достаточно хорошей пластичностью. Материалы, которые могут использоваться в этом случае, включают в себя, в частности, термопласты из группы ароматических полисульфидов и полисульфонов, такие как PSU, PPS или PES. Эти материалы обеспечивают хорошую долговременную термостойкость и слабую тенденцию к ползучести при таких температурах.
В данном примере использовано 35 полых элементов 7 диаметром 5 мм. С представленными выше в качестве примера параметрами можно получить обратимое расширение формовочного стержня по высоте и по ширине в интервале от 2 до 3%. Для каждого полого элемента 7 предусмотрен напорный соединитель и крышка. Напорные соединители (соединительное устройство 17) могут быть также предусмотрены с обеих сторон.
На фиг.6 схематически показано изображение в перспективе законченного конструктивного компонента 1 из армированного волокнами композиционного материала по фиг.1, где формуемые секции 14 выполнены в виде стрингеров 20, после извлечения формовочных стержней 4.
Во время извлечения из формы к полым элементам 7 с помощью соединительного устройства 17 приложено такое внутреннее давление, что полые элементы 7 возвращаются в свое исходное состояние, то есть сжимаются и отделяются от стенки и от разделительной эластичной трубки. Можно подавать также отрицательное давление, что приведет к дальнейшему сжатию стержня, при этом отдельные маленькие трубки сожмутся еще больше и, например, могут стать плоскими. Это позволяет очень сильно уменьшить поперечное сечение.
Формовочный стержень 4, который был сжат таким образом, можно извлечь из отвержденной формуемой секции 14 и затем использовать повторно. Аналогичным образом можно извлечь оболочку 9 стержня, и это можно сделать особенно легко при наличии разделительного слоя. Теперь конструктивный компонент 1 из армированного волокнами композиционного материала можно подвергнуть дальнейшей обработке. При наличии средств 13 усиления они извлекаются аналогичным образом или остаются в конструктивном компоненте 1 из армированного волокнами композиционного материала.
Таким образом, предусмотрен способ изготовления конструктивного компонента из армированного волокнами композиционного материала, соответствующий формовочный стержень и соответствующий конструктивный компонент из армированного волокнами композиционного материала, что обеспечивает значительное снижение материальных затрат по сравнению с известным уровнем техники, где материалы стержня остаются в конструктивном компоненте. Формовочный стержень может быть извлечен полностью, что позволяет снизить вес конструктивного компонента из армированного волокнами композиционного материала по сравнению с известным уровнем техники.
Изобретение не ограничивается определенным способом изготовления конструктивного компонента из армированного волокнами композиционного материала для авиакосмической отрасли, проиллюстрированным на фигурах.
Например, идея настоящего изобретения может также быть применена к конструктивным компонентам из армированного волокнами композиционного материала в области спортивного оборудования или в области мотоспорта.
Более того, геометрия формовочного стержня, в частности толщина стенки и диаметр маленьких трубочек, а также схема их расположения, может быть изменена множеством способов.
Кроме того, путем использования множества формовочных стержней можно создать формовочный стержень, который окружается тканью из армированного волокнами композиционного материала. В этом случае задача заключается в том, чтобы при помощи нескольких формовочных стержней обеспечить более сложную геометрию. Это позволяет изготавливать более сложные конструктивные компоненты из армированного волокнами композиционного материала.
Один альтернативный вариант осуществления изобретения предусматривает большую толщину накладываемого внешнего слоя на отдельных участках, что делает возможным изменение в определенных пределах угла у основания стержня, который в иных случаях составляет фиксированное значение в 60°.
Поперечное сечение полых элементов 7 не обязательно должно быть круглым в состоянии, когда в них не подается давление. Их диаметр также может быть различным для того, чтобы таким образом создать различные радиусы закругления вершин.
Для обеспечения повторяемости расширения в поперечном направлении необходимо регулировать внутреннее давление.
Толщина стенки полых элементов 7 также может отличаться.
Список обозначений
1 Конструктивный компонент из армированного волокнами композиционного материала
2 Базовый компонент
3 Заготовка из армированного волокнами материала
4 Формовочный стержень
5 Основание формовочного стержня
6 Поперечное сечение сформованного стержня
7 Полый элемент
8 Форма
9 Оболочка стержня
10 Наружная сторона оболочки стержня
11 Внутренняя сторона оболочки стержня
12 Отверстие оболочки стержня
13 Средства усиления
14 Формуемая секция
15 Промежуточное пространство
16 Внешний слой
17 Соединительное устройство
18 Магистраль
19 Крышка
20 Стрингер
Изобретение относится к конструктивному компоненту из армированного волокнами композиционного материала, способу изготовления такого конструктивного компонента и к формовочному стержню для изготовления этого конструктивного компонента. Техническим результатом заявленного изобретения является облегчение извлечения материала стержня после формовки Ω-образных стрингеров и уменьшение массы конструктивного компонента из армированного волокнами композиционного материала. Технический результат достигается в способе изготовления конструктивного компонента из армированного волокнами композиционного материала, включающем следующие этапы. Получение формовочного стержня, который содержит заданное количество полых элементов, определяющих внешнюю геометрию формовочного стержня. Причем полые элементы выполнены так, что проходят в продольном направлении формовочного стержня, обладают возможностью упругого расширения и скреплены друг с другом. При этом полученный формовочный стержень имеет эластичный внешний слой для сглаживания контура наружной поверхности указанного стержня и оболочку стержня, окружающую формовочный стержень с целью изоляции формовочного стержня от изготавливаемого конструктивного компонента из армированного волокнами композиционного материала. Затем размещают заготовку из армированного волокнами материала на полученном формовочном стержне для задания формы формуемой секции изготавливаемого конструктивного компонента из армированного волокнами композиционного материала. Далее подвергают нагреванию и/или воздействию давления формуемую секцию с целью изготовления конструктивного компонента из армированного волокнами композиционного материала. 3 н. и 20 з.п. ф-лы, 6 ил.
1. Способ изготовления конструктивного компонента (1) из армированного волокнами композиционного материала, в частности, для авиакосмической отрасли, включающий следующие этапы:
- получают формовочный стержень (4), который содержит заданное количество полых элементов (7), определяющих внешнюю геометрию формовочного стержня (4), причем полые элементы (7) выполнены так, что проходят в продольном направлении формовочного стержня (4), обладают возможностью упругого расширения по меньшей мере в поперечном направлении и скреплены друг с другом, при этом полученный формовочный стержень (4) имеет эластичный внешний слой (16) для сглаживания контура наружной поверхности указанного стержня и оболочку (9) стержня, окружающую формовочный стержень (4) с целью изоляции формовочного стержня (4) от изготавливаемого конструктивного компонента (1) из армированного волокнами композиционного материала;
- размещают по меньшей мере одну заготовку (3) из армированного волокнами материала по меньшей мере в определенных местах на полученном формовочном стержне (4) для задания формы по меньшей мере одной формуемой секции (14) изготавливаемого конструктивного компонента (1) из армированного волокнами композиционного материала; и
- подвергают нагреванию и/или воздействию давления по меньшей мере одну формуемую секцию (14) с целью изготовления конструктивного компонента (1) из армированного волокнами композиционного материала.
2. Способ по п.1, отличающийся тем, что полые элементы (7) скреплены друг с другом по линиям касания.
3. Способ по п.2, отличающийся тем, что концы полых элементов (7) с одной стороны закрыты, а на другой стороне снабжены соединительным устройством (17) для подачи среды под давлением или снабжены соединительным устройством (17) с обеих сторон.
4. Способ по п.1, отличающийся тем, что оболочка (9) стержня представляет собой эластичную трубку.
5. Способ по п.1, отличающийся тем, что на оболочку (9) стержня в формовочном стержне (4) нанесен разделительный слой, который предотвращает прилипание заготовки (3) из армированного волокнами материала и/или связующего материала к оболочке.
6. Способ по п.1, отличающийся тем, что при размещении по меньшей мере одной заготовки (3) из армированного волокнами материала по меньшей мере в определенных местах формовочный стержень (4) располагают на базовом конструктивном компоненте (2), выполненном из заготовок из армированного волокнами композиционного материала, и/или по меньшей мере частично окружают заготовками (3) из армированного волокнами материала, чтобы сформовать по меньшей мере одну формуемую секцию (14) конструктивного компонента (1) из армированного волокнами композиционного материала, причем в полые элементы (7) формовочного стержня (4) через их концы подают регулируемое внутреннее давление.
7. Способ по п.6, отличающийся тем, что при размещении по меньшей мере в определенных местах концы оболочки (9) стержня и концы полых элементов (7) формовочного стержня (4) находятся за пределами формуемой секции (14).
8. Способ по п.1, отличающийся тем, что связующий материал вводят по меньшей мере в одну заготовку (3) из армированного волокнами материала с формовочным стержнем (4) и затем по меньшей мере частично отверждают под воздействием давления и/или нагревания.
9. Способ по п.1, отличающийся тем, что после нагревания и/или воздействия давления внутреннее давление в полых элементах (7) изменяют через их концы таким образом, чтобы сжать формовочный стержень (4) для извлечения его из формуемой секции (14).
10. Способ по п.9, отличающийся тем, что внутреннее давление в полых элементах (7) изменяют, прикладывая атмосферное давление или создавая вакуум.
11. Способ по п.1, отличающийся тем, что представляет собой ручное ламинирование, способ использования препрегов, литье под давлением и/или вакуумное нагнетание.
12. Формовочный стержень (4) для изготовления конструктивного компонента (1) из армированного волокнами композиционного материала, в частности стрингера (20), на базовом конструктивном компоненте (2), предназначенного для авиакосмической отрасли, содержащий заданное количество полых элементов (7), причем полые элементы (7) проходят в продольном направлении формовочного стержня (4) и обладают возможностью упругого расширения по меньшей мере в поперечном направлении, при этом полые элементы (7) скреплены друг с другом, а также содержащий эластичный внешний слой (16) для сглаживания контура наружной поверхности указанного стержня и оболочку (9) стержня, окружающую формовочный стержень (4) с целью изоляции формовочного стержня (4) от изготавливаемого конструктивного компонента (1) из армированного волокнами композиционного материала.
13. Формовочный стержень по п.12, отличающийся тем, что полые элементы (7) скреплены друг с другом по линиям касания.
14. Формовочный стержень по п.12 или 13, отличающийся тем, что внешний слой (16) распространяется внутрь, сглаживая контур наружной поверхности формовочного стержня (4), и заполняет промежуточное пространство (15) с обеспечением скрепления полых элементов (7).
15. Формовочный стержень по п.12, отличающийся тем, что все полые элементы (7) имеют поперечное сечение, близкое к круглому.
16. Формовочный стержень по п.12, отличающийся тем, что каждый из полых элементов (7) выполнен из термопластичного материала, выбранного из группы ароматических полисульфидов и/или полисульфонов.
17. Формовочный стержень по п.12, отличающийся тем, что оболочка (9) стержня представляет собой эластичную трубку.
18. Формовочный стержень по п.12, отличающийся тем, что оболочка (9) стержня имеет разделительный слой, который образует наружную поверхность формовочного стержня (4).
19. Формовочный стержень по п.17 или 18, отличающийся тем, что формовочный стержень (4) выполнен из пластика, в частности полиамида и/или политетрафторэтилена.
20. Формовочный стержень по п.12, отличающийся тем, что в формовочном стержне (4) в области переходов, которые должны быть выполнены с острыми кромками, по внешней геометрии указанного стержня расположены средства (13) усиления.
21. Формовочный стержень по п.20, отличающийся тем, что средства (13) усиления представляют собой угловые профили, выполненные из металла и/или пластика.
22. Формовочный стержень по п.12, отличающийся тем, что имеет Ω-образную, трапецеидальную, треугольную, кольцевую и/или волнистую форму.
23. Конструктивный компонент (1) из армированного волокнами композиционного материала, включающий по меньшей мере один стрингер (20), в частности, для авиакосмической отрасли, изготовленный с применением формовочного стержня (4), охарактеризованного по п.12, и/или посредством способа, охарактеризованного по п.1.
| WO 2005105402 A1, 10.11.2005 | |||
| US 3629030 A, 21.12.1971 | |||
| Устройство для свинчивания электродов | 1987 |
|
SU1522432A2 |
| US 5368807 A, 29.11.1994 | |||
| US 5387098 A, 07.02.1995 | |||
| Диафрагменный узел для формования и вулканизации покрышек | 1983 |
|
SU1123235A2 |

