Область техники, к которой относится изобретение
Настоящее изобретение относится к металлическому сепаратору для топливного элемента и способу изготовления такого сепаратора, а в частности к металлическому сепаратору для топливного элемента с мембраной из полимерного электролита, который содержит покровную пленку, сформированную на поверхности сепаратора, для обеспечения превосходной коррозионной стойкости, электрической проводимости и долговечности и способу изготовления такого сепаратора.
Уровень техники
В общем случае, поскольку элементарная ячейка топливного элемента производит слишком низкое напряжение для практического использования в одиночку, топливный элемент содержит от нескольких до нескольких сотен элементарных ячеек, уложенных в нем стопкой. При укладке элементарных ячеек в стопку, используется сепаратор или биполярная пластина, чтобы облегчить электрическое соединение между элементарными ячейками и отделить химически активные газы.
Биполярная пластина является важным компонентом топливного элемента, наряду со сборкой мембранных электродов (МЕА), и выполняет целый ряд функций, таких как конструктивная опора сборки мембранных электродов и слой газовой диффузии (GDL), накопление и передача электрического тока, передача и удаление химически активного газа, передача охлаждающей воды, используемой для отвода тепла и т.п.
Следовательно, материалам сепаратора необходимо иметь превосходную электрическую и тепловую проводимость, воздухонепроницаемость, химическую стойкость и т.п.
Как правило, для формирования сепаратора используются графитовые материалы и композиционные графитовые материалы, состоящие из смолы и графитовой смеси.
Однако графитовые материалы показывают более низкую прочность и воздухонепроницаемость, чем металлические материалы, и влекут более высокие производственные затраты и более низкую производительность применительно к изготовлению сепараторов. В последние годы активно исследовались металлические сепараторы с тем, чтобы преодолеть такие недостатки графитовых сепараторов.
Выполнение сепаратора из металлического материала предпочтительно, потому что благодаря уменьшению толщины сепаратора может быть достигнуто уменьшение объема и веса указанной стопки топливного элемента, а сепаратор может быть изготовлен штамповкой, что способствует его массовому производству.
Однако в этом случае металлический материал неизбежно подвергается коррозии в течение использования топливного элемента, вызывая загрязнение сборки мембранных электродов и ухудшение эксплуатационных характеристик стопки топливного элемента. Кроме того, после длительного использования топливного элемента может формироваться толстая оксидная пленка на поверхности металлического материала, вызывая увеличение внутреннего сопротивления топливного элемента.
Нержавеющая сталь, сплавы титана, алюминиевые сплавы, сплавы никеля и т.п. были предложены в качестве подходящих материалов для сепаратора топливного элемента. Среди этих материалов нержавеющая сталь удостоилась внимания благодаря ее меньшей стоимости и хорошей коррозионной стойкости, однако до сих пор необходимы дополнительные улучшения коррозионной стойкости и электрической проводимости.
Сущность изобретения
Настоящее изобретение направлено на обеспечение металлического сепаратора для топливных элементов, который имеет коррозионную стойкость и контактное сопротивление, удовлетворяющие стандартам, установленным Министерством энергетики (DOE), не только на начальном этапе, но также после воздействия условий высокой температуры/высокой влажности в топливном элементе в течение длительного периода времени, и способа изготовления такого сепаратора.
Технические задачи настоящего изобретения не ограничены вышеуказанными проблемами, и специалисты в данной области техники несомненно поймут другие технические задачи из нижеследующего описания.
Техническое решение
Согласно аспекту настоящего изобретения предложен способ изготовления металлического сепаратора для топливных элементов, согласно которому: подготавливают лист нержавеющей стали в качестве матрицы металлического сепаратора; формируют прерывистую покровную пленку на поверхности листа нержавеющей стали, причем покровная пленка содержит по меньшей мере одно вещество из следующих: золото (Аu), платина (Pt), рутений (Ru), иридий (Ir), оксид рутения (RuO2) и оксид иридия (IrO2); и термически обрабатывают лист нержавеющей стали, содержащий прерывистую покровную пленку, для формирования оксидной пленки на части листа нержавеющей стали, на которой не сформирована покровная пленка.
Прерывистая покровная пленка может иметь плотность покрытия от 5 до 500 мкг/см2, и термическая обработка может быть выполнена при температуре от 80 до 300°С. Прерывистая покровная пленка может содержать наночастицы, и лист нержавеющей стали может содержать углерод (С) в количестве до 0,08% от общего веса, хром (Сr) в количестве от 16% до 28% от общего веса, никель (Ni) в количестве от 0,1% до 20% от общего веса, молибден (Мо) в количестве от 0,1% до 6% от общего веса, вольфрам (W) в количестве от 0,1% до 5% от общего веса, олово (Sn) в количестве от 0,1% до 2% от общего веса и медь (Cu) в количестве от 0,1% до 2% от общего веса, а остальную его часть составляют железо (Fe) и неустранимые примеси. Термическая обработка может выполняться в течение от 10 минут до 3 часов. Дополнительно, термическая обработка может быть выполнена при разрежении в атмосферной и/или кислородной газовой среде.
В соответствии с другим аспектом настоящего изобретения предложен металлический сепаратор для топливных элементов, содержащий: лист нержавеющей стали в качестве матрицы металлического сепаратора; прерывистую покровную пленку, сформированную на поверхности листа нержавеющей стали, причем покровная пленка содержит по меньшей мере одно вещество из следующих: золото (Аu), платина (Pt), рутений (Ru), иридий (Ir), оксид рутения (RuO2) и оксид иридия (IrO2); и оксидную пленку, сформированную на части листа нержавеющей стали, на которой не сформирована покровная пленка.
Металлический сепаратор может иметь плотность тока коррозии в 1 мкА/см или менее и контактное сопротивление в 10 мОм·см2 или менее на обеих его поверхностях.
Технический результат
Металлический сепаратор для топливных элементов, согласно вариантам реализации изобретения, имеет превосходную коррозионную стойкость и электрическую проводимость не только в начальной стадии, но также и после длительного использования в рабочих условиях топливного элемента.
В дополнение, способ изготовления металлического сепаратора для топливных элементов, согласно вариантам реализации изобретения, позволяет посредством модификации поверхности получать превосходную продолжительность службы даже для по существу недорогого листа нержавеющей стали, тем самым снижая затраты на производство металлического сепаратора.
Металлический сепаратор для топливных элементов, согласно вариантам реализации изобретения, имеет плотность тока коррозии 1 мкА/см2 или менее и контактное сопротивление 10 мОм·см2 или менее на обеих поверхностях сепаратора.
Краткое описание чертежей
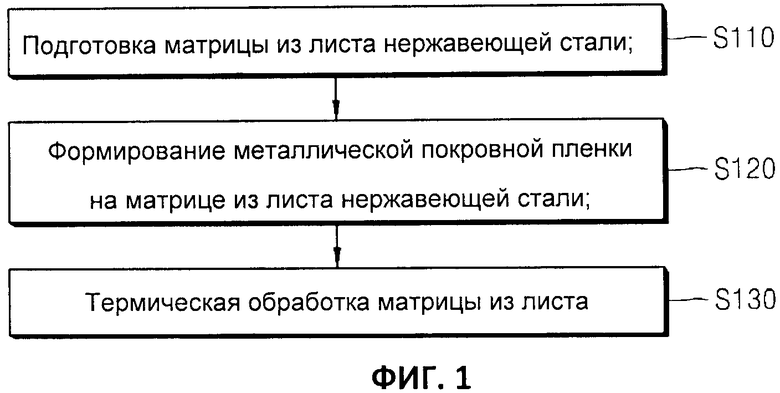
На Фиг.1 показана блок-схема способа изготовления металлического сепаратора для топливных элементов согласно одному примерному варианту реализации настоящего изобретения;
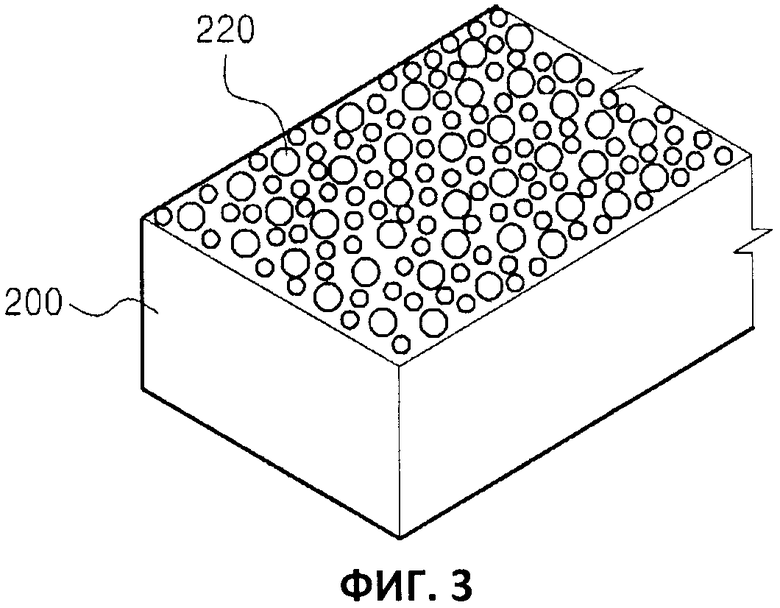
на Фиг.2-4 показаны перспективные виды металлического сепаратора на соответствующих этапах способа, показанного на Фиг.1;
на Фиг.5 показан вид в разрезе сепаратора, показанного на Фиг.3;
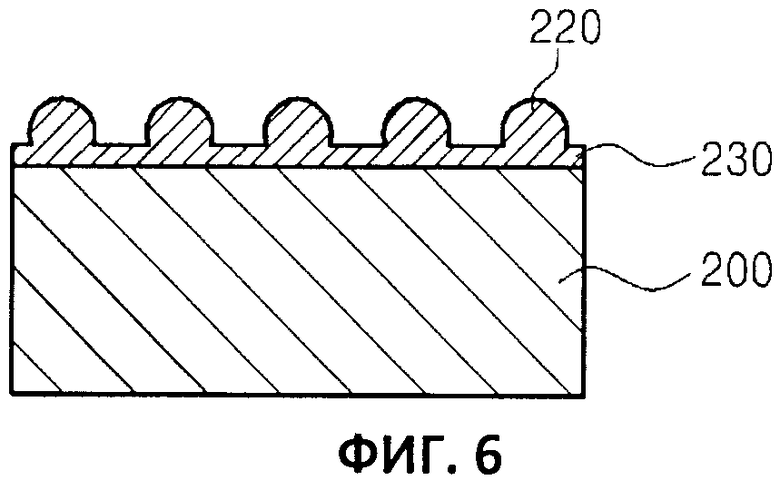
на Фиг.6 показан вид в разрезе сепаратор, показанного на Фиг.4;
на Фиг.7 показан схематический вид измерителя контактного сопротивления для измерения контактного сопротивления листа нержавеющей стали согласно настоящему изобретению;
на Фиг.8 показан график, изображающий результаты оценки контактного сопротивления металлического сепаратора для топливных элементов согласно настоящему изобретению;
на Фиг.9 показан график, изображающий результаты оценки плотности тока коррозии металлического сепаратора для топливных элементов согласно настоящему изобретению;
на Фиг.10 показан график, изображающий результаты оценки плотности тока коррозии каждого из металлических сепараторов для топливных элементов согласно примерам и сравнительным примерам в модулированной среде топливного элемента;
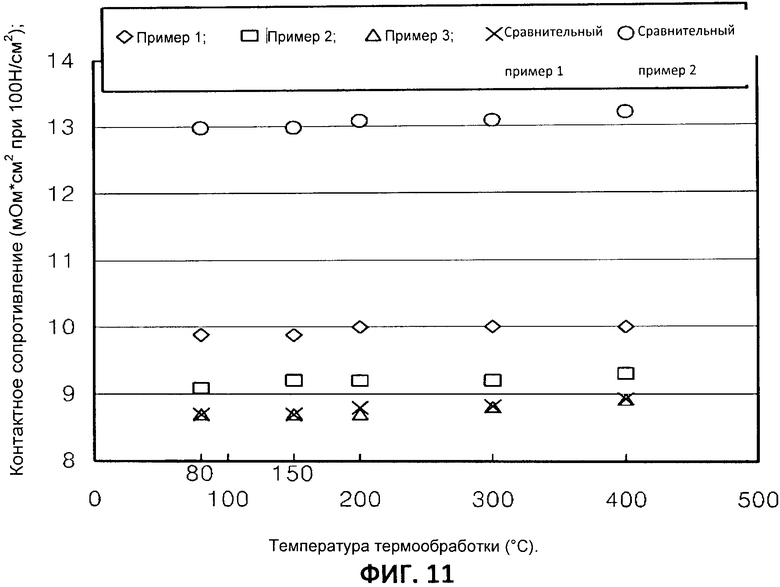
на Фиг.11 показан график, изображающий результаты оценки контактного сопротивления каждого из металлических сепараторов для топливных элементов согласно примерам и сравнительным примерам в модулированной среде топливного элемента; и
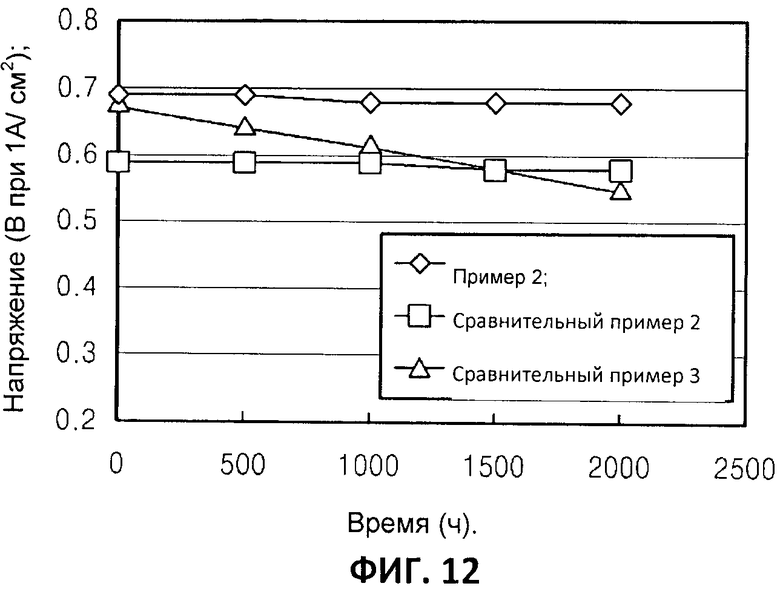
на Фиг.12 показан график, изображающий результаты оценки длительности срока службы каждого из металлических сепараторов для топливных элементов согласно примерам и сравнительным примерам в модулированной среде топливного элемента.
Осуществление изобретения
Примерные варианты реализации настоящего изобретения будут далее подробно описаны со ссылкой на сопровождающие чертежи.
Следует понимать, что чертежи не выполнены в точном масштабе и могут быть выполнены увеличенными по толщине линий или размерам компонентов лишь для наглядного удобства и ясности. Более того, следует понимать, что при упоминании слоя или пленки как находящихся «на» другом слое или пленке, он может быть непосредственно на другом слое или пленке либо могут также присутствовать промежуточные слои.
На Фиг.1 показана блок-схема способа изготовления металлического сепаратора для топливных элементов согласно одному примерному варианту реализации изобретения.
Со ссылкой на Фиг.1, выполняют этап S110 подготовки листа нержавеющей стали в качестве матрицы для металлического сепаратора и этап S120 формирования прерывистой покровной пленки на поверхности листа нержавеющей стали. В этом варианте реализации прерывистая покровная пленка содержит наночастицы и служит для усиления проводимости и коррозионной стойкости металлического сепаратора. Однако такая прерывистая форма может обнажать часть листа нержавеющей стали, тем самым вызывая снижение коррозионной стойкости. Таким образом, согласно этому варианту реализации, способ включает термическую обработку листа нержавеющей стали на S130, чтобы сформировать оксидную пленку на области листа нержавеющей стали, на которой не была сформирована прерывистая покровная пленка, то есть область между прерывистыми покровными пленками.
В настоящем описании наночастицы относятся к частицам, имеющим размер частицы от 10 нм до 1 мкм. Поскольку наночастицы наносят покрытием с плотностью от 5-500 мкг/см2, с учетом экономической целесообразности, для увеличения электрической проводимости, покровная пленка неизбежно имеет прерывистую форму. Другими словами, подготовка покровной пленки, имеющей более высокую плотность на поверхности листа нержавеющей стали, влечет увеличение стоимости подготовки.
Таким образом, чтобы снизить стоимость подготовки в максимально возможной степени, покровную пленку формируют прерывисто на поверхности листа нержавеющей стали.
В результате поверхность листа нержавеющей стали частично оказывается открытой наружу.
Кроме того, оксидная пленка, сформированная на части листа нержавеющей стали, которая непосредственно открыта наружу, содержит по меньшей мере один компонент, выбранный из металлических компонентов, содержавшихся в листе нержавеющей стали.
Далее способ изготовления металлического сепаратора, согласно примерному варианту реализации изобретения, будет описан более подробно.
На Фиг.2-4 показаны перспективные виды металлического сепаратора на соответствующих этапах способа, показанного на Фиг.1. В дополнение, на Фиг.5 показан разрез сепаратора, показанного на Фиг.3, а на Фиг.6 показан разрез сепаратора, показанного на Фиг.4.
Со ссылкой на Фиг.2, для изготовления металлического сепаратора для топливных элементов, согласно одному примерному варианту реализации, подготавливают матрицу 200 из листа нержавеющей стали.
В этом варианте реализации матрица 200 из листа нержавеющей стали может быть листом нержавеющей стали, который содержит хром (Сr) в количестве от 16% до 28% от общего веса. В частности, лист нержавеющей стали содержит хром в количестве приблизительно 18% от общего веса.
Более конкретно, матрица 200 из листа нержавеющей стали содержит углерод (С) в количестве до 0,08% от общего веса, хром (Сr) в количестве от 16% до 28% от общего веса, никель (Ni) в количестве от 0,1% до 20% от общего веса, молибден (Мо) в количестве от 0,1% до 6% от общего веса, вольфрам (W) в количестве от 0,1% до 5% от общего веса, олово (Sn) в количестве от 0,1% до 2% от общего веса и медь (Сu) в количестве от 0,1% до 2% от общего веса, а остальную его часть составляют железо (Fe) и неустранимые примеси. В некоторых вариантах реализации лист нержавеющей стали может быть аустенитной нержавеющей сталью, такой как сталь марки SUS 316L 0,2t.
Далее на Фиг.3 показан этап формирования прерывистой покровной пленки 220 на поверхности матрицы 200 из листа нержавеющей стали. В этом варианте реализации прерывистую покровную пленку 220 формируют для следующих целей.
Когда поверхность матрицы 200 из листа нержавеющей стали подвергается в течение большого времени рабочим условиям с высокой температурой и/или высокой влажностью топливного элемента, на поверхности матрицы 200 из листа нержавеющей стали формируются оксиды металлов. Оксиды металлов могут поддерживать коррозионную стойкость, но имеют отрицательное влияние на электрическую проводимость. Следовательно, согласно настоящему изобретению, прерывистая покровная пленка 220 формируется из материала, проявляющего превосходную коррозионную стойкость и электрическую проводимость. В результате сепаратор для топливного элемента, согласно примерным вариантам реализации изобретения, может быть подготовлен с наличием превосходной коррозионной стойкости и электрической проводимости не только на начальной стадии работы, но также и после длительной эксплуатации.
В некоторых вариантах реализации материал, проявляющий превосходную коррозионную стойкость и электрическую проводимость, может включать в себя любое вещество, выбранное группы, содержащей золото (Аu), платину (Pt), рутений (Ru), иридий (Ir), оксид рутения (RuO2) и оксид иридия (IrO2).
В некоторых вариантах реализации прерывистая покровная пленка 220 может быть сформирована любым процессом, выбранным из группы, содержащей нанесение электролитического покрытия, осаждение методом химического восстановления и нанесение покрытия осаждением паров (процесс PVD). В некоторых вариантах реализации прерывистая покровная пленка 220 может иметь плотность покрытия от 5 до 500 мкг/см2.
Если плотность покрытия меньше 5 мкг/см2, может возникнуть сложность обеспечения необходимой степени электрической проводимости. Если плотность покрытия превышает 500 мкг/ см2, влияние усиления электрической проводимости не происходит пропорционально увеличению величины покрытия. Таким образом, в настоящем изобретении, процесс определения плотности покрытия является существенным элементом, и плотность покрытия измеряется следующим образом.
При формировании покровной пленки из золота (Аu) матрицу из стального листа (металлический сепаратор), покрытую наночастицами золота, растворяют в 3 литрах «царской водки» (смесь соляной и азотной кислот), и концентрацию ионов золота измеряют с использованием атомной абсорбционной спектроскопии (ААС), чтобы вычислить плотность покрытия золота (Аu) по Уравнению 1:
Плотность покрытия золота (Аu) (мкг/см2)={3∗ концентрация ионов золота (Аu) (шт./миллион)}/общая площадь металлического сепаратора (см2)
Как показано на Фиг.3 и 5, покровная пленка 220 формируется прерывисто на поверхности листа нержавеющей стали. В общем, возможно обеспечить необходимые характеристики металлического сепаратора, когда сепаратор содержит покровную пленку, как показано на фигурах. Тем не менее, чтобы обеспечить, что металлический сепаратор имеет плотность тока коррозии 1 мкА/см2 или менее и контактное сопротивление 10 мОм·см2 или менее на обеих его поверхностях, выполняют процесс формирования оксидной пленки посредством термической обработки.
На Фиг.4 показан перспективный вид процесса термической обработки для формирования оксидной пленки, а на Фиг.6 показан вид в разрезе сепаратора, показанного на Фиг.4.
Со ссылкой на Фиг.4 и 6, оксидная пленка 230 сформирована на части матрицы 200, на которой не сформирована прерывистая покровная пленка 220, посредством термической обработки.
В таком случае металлический сепаратор для топливных элементов, согласно этому варианту реализации, полностью огражден прерывистой покровной пленкой 220 и оксидной пленкой 230, и тем самым обеспечена превосходная коррозионная стойкость.
В некоторых вариантах реализации термическая обработка может быть выполнена при 80-300°С в течение от 10 минут до 3 часов. Кроме того, термическая обработка может быть выполнена при разрежении в атмосферной и/или кислородной газовой среде.
Согласно способу по этому варианту реализации изобретения, возможно обеспечить металлический сепаратор для топливных элементов, который имеет превосходную коррозионную стойкость и электрическую проводимость не только в начальной стадии, но также и после длительного использования в рабочих условиях топливного элемента.
Следовательно, металлический сепаратор для топливных элементов, изготовленный способом по варианту реализации изобретения, содержит матрицу 200 из листа нержавеющей стали; прерывистую покровную пленку 220, сформированную на поверхности матрицы 200 и содержащую по меньшей мере одно вещество из следующих: золото (Аu), платина (Pt), рутений (Ru), иридий (Ir), оксид рутения (RuO2) и оксид иридия (IrO2); и оксидную пленку 230, сформированную на части матрицы 200, на которой не сформирована прерывистая покровная пленка 220.
Далее описание настоящего изобретения будет представлено со ссылкой на примеры изобретения и сравнительные примеры. Более того, измерение коррозионной стойкости и электрической проводимости металлического сепаратора будут описываться со ссылкой на процесс измерения плотности тока коррозии и процесс измерения контактного сопротивления.
Нержавеющая сталь марки 316L использовалась в качестве матрицы листа нержавеющей стали. Прерывистая покровная пленка была сформирована на поверхности матрицы листа нержавеющей стали, чтобы обеспечить электрическую проводимость, и оксидная пленка была сформирована на ней посредством термической обработки, чтобы обеспечить коррозионную стойкость. В этом примере нижеследующий эксперимент был выполнен, чтобы определить экономически целесообразные и оптимальные условия для формирования покровной пленки и оксидной пленки.
1. Измерение контактного сопротивления
Во-первых, контактное сопротивление было измерено с использованием измерителя контактного сопротивления для оценки электрической проводимости.
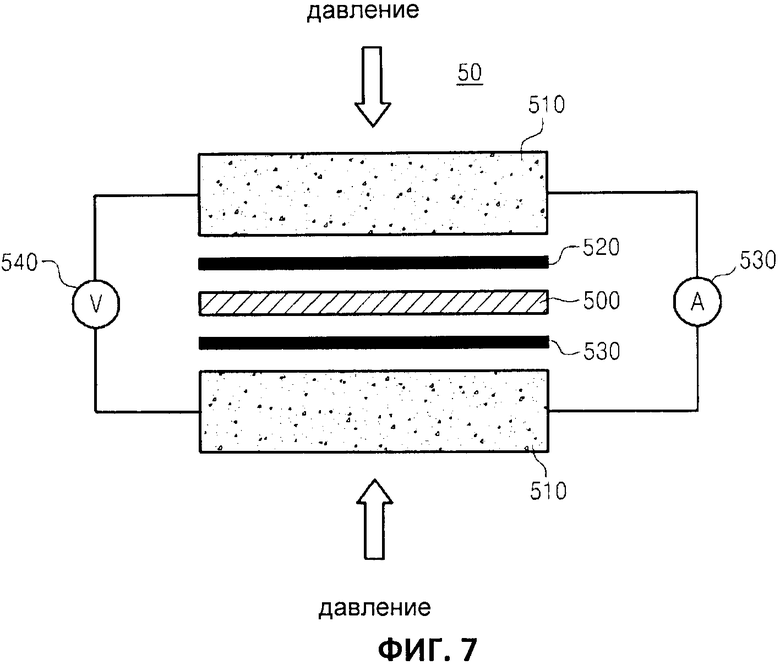
На Фиг.7 показан вид в разрезе измерителя контактного сопротивления для измерения контактного сопротивления сепаратора из нержавеющей стали согласно одному примерному варианту реализации изобретения.
Со ссылкой на Фиг.7, чтобы определить оптимальные параметры для сборки топливного элемента посредством измерения контактного сопротивления листа 500 нержавеющей стали, использовался модифицированный способ Дейвиса для измерения контактного сопротивления между нержавеющей сталью SS и двумя частями копировальной бумаги.
Контактное сопротивление было измерено, основываясь на принципе четырехпроводного вольтамперного измерения, при помощи измерителя контактного сопротивления, предложенного фирмой Zahner Inc., модель «lМ6».
Измерение контактного сопротивления было выполнено путем приложения постоянного тока (DC) силой 5 А и переменного тока (АС) силой 0,5 А к объекту измерения через площадь электрода 25 см2 в режиме постоянного тока при частоте в диапазоне от 10 кГц до 10 мГц. Копировальная бумага была марки «10 ВВ», производимой фирмой SGL Inc.
В измерителе 50 контактного сопротивления, образец 500 был расположен между двумя частями копировальной бумаги 520 и покрытыми золотом медными пластинами 510, присоединенными и к источнику 530 тока, и к индикатору 540 напряжения.
Далее напряжение было измерено путем приложения постоянного тока DC 5 А/переменного тока АС 0,5 А к образцу 500 через площадь электрода 25 см2 при помощи поставщика 530 тока (фирма Zahner Inc., модель «lM6»).
Затем образец 500, копировальная бумага 520 и медные пластины 510 были подвержены сжатию, чтобы сформировать структуру стопки из обеих медных пластин 510 измерителя 50 контактного сопротивления при помощи регулятора давления (модель «№5566», фирма Instron Inc., тест на поддержание сжатия). Используя регулятор давления, давление в 50-150 Н/см2 было приложено к измерителю 50 контактного сопротивления.
Результаты измерения с использованием измерителя 50 контактного сопротивления показаны на Фиг.8.
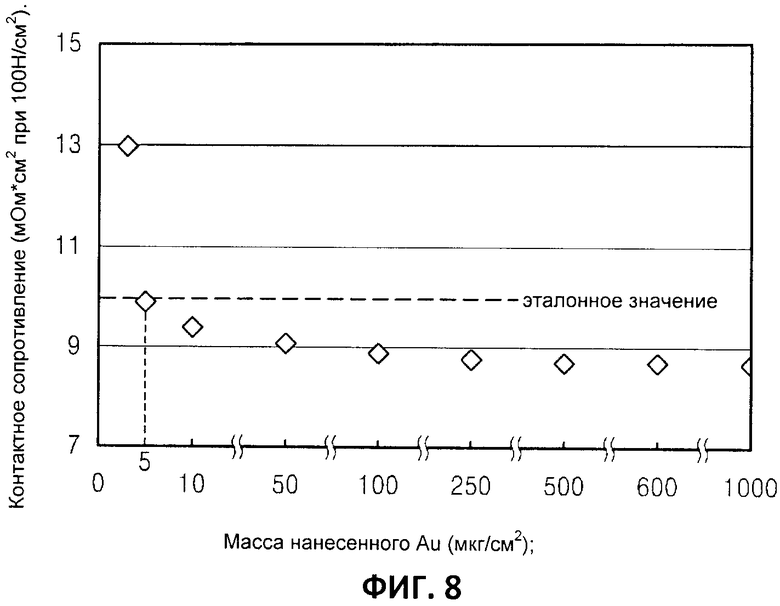
На Фиг.8 показан график, изображающий результаты оценки контактного сопротивления металлического сепаратора для топливных элементов согласно одному примерному варианту реализации изобретения.
На Фиг.8 металлический сепаратор не подвергался термообработке с тем, чтобы исследовать свойства проводимости только через покровную пленку по настоящему изобретению.
Покровная пленка была сформирована из золота (Аu) при плотности покрытия (масса нанесенного покрытием золота Аu (мкг/см2)) 3~1000 мкг/см2 и эталонное значение контактного сопротивления (ICR) было установлено в 10 мОм·см2 на обеих сторонах сепаратора под давлением 100 Н/см2.
Со ссылкой на Фиг.8, когда плотность покрытия из золота находилась в диапазоне 5~500 мкг/см2, металлический сепаратор показывал необходимое контактное сопротивление. Кроме того, сравнивая контактное сопротивление при плотности покрытия 500 мкг/см2 с контактным сопротивлением при плотности покрытия 1000 мкг/см2, можно увидеть, что снижение сопротивления очень незначительное и, следовательно, плотность покрытия, превышающая 500 мкг/см2, является неэффективной в отношении стоимости покрытия для того, чтобы увеличивать величину покрытия.
Поэтому, согласно настоящему изобретению, прерывистая покровная пленка может иметь плотность покрытия от 5 до 500 мкг/см2.
Затем была измерена плотность тока коррозии для оценки влияния термической обработки на металлический сепаратор для топливных элементов согласно настоящему изобретению.
2. Измерение плотности тока коррозии
Плотность тока коррозии (далее по тексту «плотность коррозии») металлического сепаратора, согласно настоящему изобретению, была измерена с использованием измерителя тока коррозии фирмы EG&G, модель «№273А». Испытания на устойчивость к коррозии были выполнены в модулированной среде топливного элемента на основе полимерного электролита (PEFC).
После травления при 80°С с 0,1 N H2SO4+2ppm HF в качестве травильного раствора образцы листов нержавеющей стали были подвергнуты воздействию O2, пропускаемого в течение 1 час, и их плотность тока коррозии была измерена при потенциале разомкнутой цепи (ОСР)в -0,25 В ~ 1 В в сравнении с нормальным каломельным электродом (SCE).
Более того, другие физические свойства были измерены при -0,24 В в сравнении с нормальным каломельным электродом (SCE) для среды анода топливного элемента на основе полимерного электролита (PEFC) и при 0,6 В в сравнении с нормальным каломельным электродом (SCE) для среды катода топливного элемента на основе полимерного электролита (PEFC).
В этом случае измеренные свойства были определены на основании данных тока коррозии при 0,6 В в сравнении с нормальным каломельным электродом (SCE) в модулированной среде катода топливного элемента.
Среда анода является средой, в которой водород расщепляется на ионы водорода и электроны, проходя через сборку мембранных электродов (МЕА), и среда катода представляет собой среду, в которой кислород объединяется с ионами водорода для создания воды после прохождения через сборку мембранных электродов МЕА.
Поскольку среда катода имеет высокий потенциал и является сильно коррозийной средой, коррозионная стойкость предпочтительно испытывается в среде катода.
Более того, желательно, чтобы лист нержавеющей стали имел плотность тока коррозии 1 мкА/см2 или менее для применения к мембране из полимерного электролита (PEMFC).
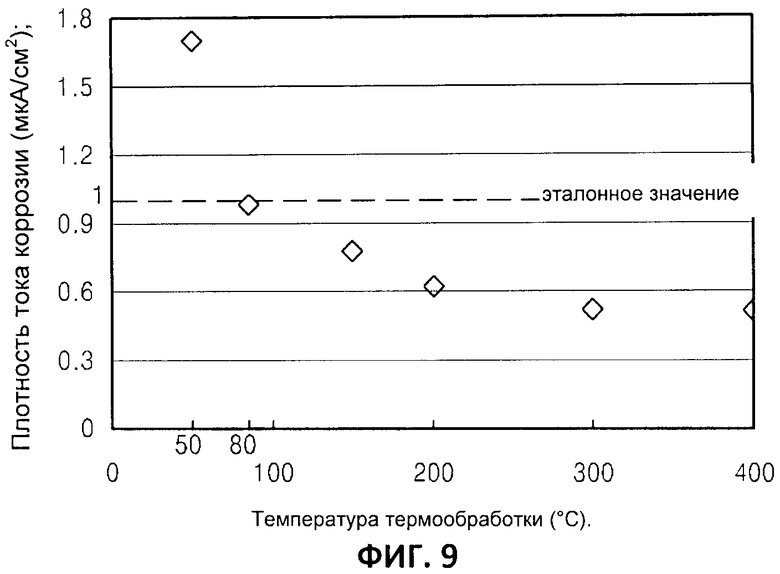
На Фиг.9 показан график, изображающий результаты определения плотности тока коррозии металлического сепаратора для топливных элементов согласно настоящему изобретению.
На Фиг.9 металлический сепаратор был подвергнут термообработке при 50-400°С в течение 30 минут, не формируя прерывистую покровную пленку, чтобы оценить чистые характеристики коррозионной стойкости сепаратора. Здесь заданное значение плотности тока коррозии было установлено на 1 мкА/см2 или меньше. В результате, после термической обработки при 50°С, ток коррозии превысил эталонное значение, и после термической обработки при 80°С или более, могла быть получена необходимая коррозионная стойкость.
В дополнение, при сравнении плотности коррозии при 300°С с плотностью коррозии при 400°С снижение плотности тока коррозии было очень незначительным. По мере возрастания температуры для термической обработки увеличивается потребление энергии для нагрева. Так, можно увидеть, что поскольку отсутствует существенное изменение плотности тока коррозии для термообработки при температуре, превышающей 300°С, практичность термической обработки снижается. Поэтому, согласно настоящему изобретению, термическая обработка может быть выполнена при температуре в диапазоне от 80 до 300°С.
В данном изобретении оптимальные условия были определены эмпирическим путем, и пригодность этих условий была определена по отношению к примерам и сравнительным примерам, описанным ниже.
Примеры и Сравнительные Примеры
Пример 1
Прерывистая золотая (Аu) покровная пленка была сформирована при плотности покрытия 5 мкг/см2 на металлическом сепараторе, сформированном из нержавеющей стали (марки 316L). Термическая обработка была выполнена при 80°С, 150°С, 200°С, 300°С и 400°С для определения плотности покрытия согласно температуре для термической обработки. Термическая обработка была выполнена в течение 30 минут в кислородной газовой среде.
Пример 2
Металлический сепаратор Примера 2 был получен при тех же условиях, как Примера 1 за исключением того, что золотая (Аu) покровная пленка была сформирована при плотности покрытия 50 мкг/см2.
Пример 3
Металлический сепаратор Примера 3 был получен при тех же условиях, что и в Примере 1 за исключением того, что золотая (Аu) покровная пленка была сформирована при плотности покрытия 100 мкг/см2.
Примеры с 4 по 6
Каждая платиновая (Pt) (Пример 4), иридиевая (Ir) (Пример 5) и рутениевая (Ru) (Пример 6) покровные пленки были сформированы при плотности покрытия 50 мкг/см2, и термическая обработка была выполнена при 80°С в течение 10 минут под вакуумом.
Примеры 7 и 8
Каждая из покровных пленок на основе оксида иридия (Ir) (Пример 7) и оксида рутения (Ru) (Пример 8) были сформированы при плотности покрытия 50 мкг/см2, и термообработка была выполнена при 100°С в течение 3 часов в кислородной газовой среде.
Сравнительный пример 1
Металлический сепаратор Сравнительного примера 1 был получен при тех же условиях, как в Примере 1 за исключением того, что золотая (Аu) покровная пленка была сформирована при плотности покрытия 1000 мкг/см2.
Сравнительный пример 2
Металлический сепаратор Сравнительного примера 2 был получен при тех же условиях, как в Примере 1 за исключением того, что золотая покровная пленка была сформирована при плотности покрытия 3 мкг/см2.
Сравнительный пример 3
Золотая покровная пленка была прерывисто сформирована при плотности покрытия 50 мкг/см2, и термическая обработка была выполнена при 50°С в течение 30 минут в атмосферной газовой среде.
А. Оценка плотности тока коррозии и контактного сопротивления в модулированной среде топливного элемента
(А-1) Оценка плотности тока коррозии в модулированной среде топливного элемента
Для модулированной среды топливного элемента, для определения плотности тока коррозии каждого из металлических сепараторов для топливных элементов по Примерам 1, 2 и 3 и Сравнительным примерам 1 и 2, использовался измеритель модели «№273А» фирмы EG&G. Как проиллюстрировано на Фиг.9, термическая обработка была выполнена при температуре в диапазоне от 80-400°С. После погружения в 0,1 N H2SO4+2ppm HF при 80°С, образцы листов нержавеющей стали были подвергнуты O2, барботирующему в течение 1 час, с последующим приложением к ним постоянного напряжения 0,6 В в сравнении с нормальным каломельным электродом (SCE). После приложения постоянного напряжения в течение предопределенной продолжительности, была измерена плотность тока коррозии каждого образца.
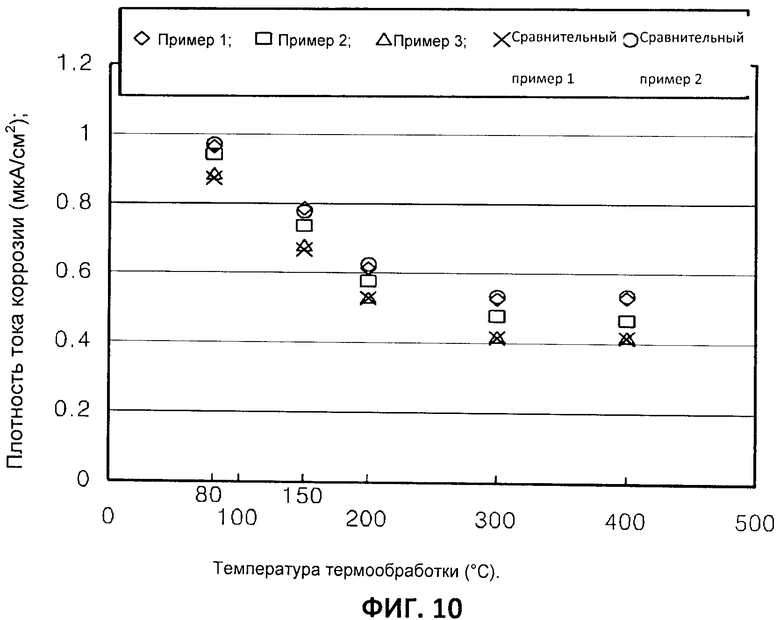
На Фиг.10 показан график, изображающий результаты определения плотности тока коррозии каждого из металлических сепараторов для топливных элементов согласно примерам и сравнительным примерам в модулированной среде топливного элемента.
Как можно видеть на Фиг.10, все металлические сепараторы, согласно примерам, показали относительно устойчивые характеристики при термообработке после формирования золотой покровной пленки.
Дополнительно, хотя не показано на фигуре, металлический сепаратор Сравнительного примера 3 имеет плотность тока коррозии 1,7 мкА/см2, которая была намного выше, чем плотности примеров. Таким образом, можно видеть, что коррозионная стойкость была значительно ухудшена из-за термической обработки при 50°С, которая была ниже, чем температура для термической обработки в примерах.
Для Сравнительного примера 1, в котором золотая покровная пленка была сформирована густо, плотность тока коррозии была, по существу, аналогична плотности в Примере 3. Следовательно, можно увидеть, что практичность снижается из-за незначительного повышения эффективности к увеличению стоимости.
(А-2) Оценка контактного сопротивления в модулированной среде топливного элемента
Модулированная среда топливного элемента для определения контактного сопротивления каждого из металлических сепараторов для топливных элементов, согласно Примерам 1, 2 и 3 и Сравнительным примерам 1 и 2, была той же, что и на Фиг.8, и их результаты показаны на Фиг.11.
На Фиг.11 показан график, изображающий результаты оценки контактного сопротивления каждого из металлических сепараторов для топливных элементов согласно примерам и сравнительным примерам в модулированной среде топливного элемента.
Ссылаясь на Фиг.11, при формировании прерывистой покровной пленки по изобретению, сепаратор, согласно Сравнительному примеру 2, не соответствовал эталонной плотности покрытия и показал очень высокое контактное сопротивление. Отсюда, можно заметить, что сепаратор, согласно Сравнительному примеру 2, имеет очень низкую электрическую проводимость.
Кроме того, для Сравнительного примера 1, в котором плотность покрытия превысила эталонное значение, контактное сопротивление было, по существу, таким же, как контактное сопротивление в Примере 3. Следовательно, можно отметить, что практичность снижается из-за малого повышения эффективности при увеличении стоимости.
По сути, оптимальные условия для изготовления металлического сепаратора для топливных элементов были определены путем объединения вышеупомянутых результатов оценки, и была определена длительность срока службы металлического сепаратора для топливных элементов, изготовленных способом по настоящему изобретению с применением этих результатов.
В. Оценка и результаты длительности срока службы топливного элемента
(В-1) Способ определения длительности срока службы
Были использованы сепараторы, каждый из которых имеет змеевидный проход для подвода химически активных газов. Каждый топливный элемент был подготовлен путем вставки сборки мембранных электродов (модель «5710» фирмы Gore Fuel Cell Technologies) и слоя газовой диффузии (модель «10 ВА» фирмы SGL Ltd.) между сепараторами и сжатия их с заранее определенным давлением.
Рабочие характеристики каждого из топливных элементов определялись с использованием элементарной ячейки. Испытательная станция фирмы «NSE» класса 700W использовалась в качестве оператора топливного элемента, а нагрузка «Е-Load» фирмы KIKUSUI использовалась в качестве электронной нагрузки для определения рабочих характеристик топливного элемента. Цикл тока 1 А/см2, протекающий за 15 секунд, непрерывно применялся в течение 2000 часов.
Водород и воздух в качестве химически активных газов подавались в потоке с поддержанием стехиометрического отношения Н2 к воздуху 1,5:2,0, согласно электрическому току, после увлажнения до относительной влажности 100%. Рабочие характеристики топливного элемента определялись при атмосферном давлении с поддержанием температуры увлажнителя и элемента при 65°С. На этом этапе активная площадь составила 25 см2, а рабочее давление составляло 1 атм.
(В-2) Результаты оценки длительного срока службы
На Фиг.12 показан график, изображающий результаты оценки длительности срока службы каждого из металлических сепараторов для топливных элементов согласно примерам и сравнительным примерам в модулированной среде топливного элемента.
При этой оценке, среди образцов сепаратора Примера 2 (плотность покрытия 50 мкг/см2) использовался образец сепаратора, подвергнутый термообработке при 150°С в течение 30 минут в кислородной газовой среде, а среди образцов сепаратора Сравнительного примера 2 (плотность покрытия 3 мкг/см2) использовался образец сепаратора, подвергнутый термообработке при 150°С в течение 30 минут в кислородной газовой среде. Кроме того, сепаратор Примера 3 был подвергнут оценке длительности срока службы топливного элемента в модулированной среде топливного элемента. Результаты оценки показаны на Фиг.12.
В дополнение, сепараторы Примеров с 4 по 8 были подвергнуты оценке длительности срока службы топливного элемента, и результаты оценки перечислены в Таблице 1.
Во-первых, обращаясь к Фиг.12, топливный элемент Сравнительного примера 2 генерировал напряжение около 0,59 В, которое намного ниже чем, 0,69 В Примера 2, при приложении плотности тока 1 А/см2, и оба показали похожую разницу генерации напряжения после 2000 часов. Этот результат был вызван более низкой электрической проводимостью Сравнительного примера 2, чем электрическая проводимость Примера 2. Другими словами, поскольку металлический сепаратор Сравнительного примера 2 обладал в значительной степени более высоким контактным сопротивлением, топливный элемент Сравнительного примера 2 показал в значительной степени низкие рабочие характеристики даже в начальной стадии.
Более того, топливный элемент Сравнительного примера 3 генерировал напряжение, подобное напряжению Примера 2 в начальной стадии работы, но претерпел существенное снижение генерирования напряжения с течением времени. Этот результат был вызван низкой коррозионной стойкостью независимо от схожей электрической проводимости.
Далее, как можно увидеть из результатов Таблицы , все топливные элементы, согласно примерам, показали аналогичный срок службы. Этот результат также показан на Фиг.12, и можно увидеть, что топливные элементы, согласно примерам, показывают превосходные рабочие характеристики по отношению к топливным элементам сравнительных примеров.
Ввиду вышеизложенного, способ изготовления металлического сепаратора для топливных элементов по настоящему изобретению позволяет посредством модификации поверхности достигать высокой надежности даже с по существу недорогим листом нержавеющей стали, тем самым, понижая производственные затраты металлического сепаратора, повышая его эффективность.

Изобретение относится к способу изготовления металлического стального сепаратора для топливных элементов, который обладает коррозионной стойкостью и контактным сопротивлением не только в начальной стадии, но также и после влияния условий высокой температуры и/или высокой влажности в топливном элементе в течение длительного периода времени. Способ включает подготовку листа нержавеющей стали в качестве матрицы металлического сепаратора, формирование прерывистой покровной пленки на поверхности листа нержавеющей стали, причем покровная пленка содержит по меньшей мере одно вещество, выбранное из следующих: золото (Au), платина (Pt), рутений (Ru), иридий (Ir), оксид рутения (RuO2) и оксид иридия (IrO2),; и термическую обработку листа нержавеющей стали, содержащего прерывистую покровную пленку, для формирования оксидной пленки на части листа нержавеющей стали, на которой не сформирована покровная пленка. Также раскрыт металлический сепаратор для топливных элементов, изготовленный этим способом.2 н. и 9 з.п. ф-лы, 12 ил., 1 табл., 8 пр.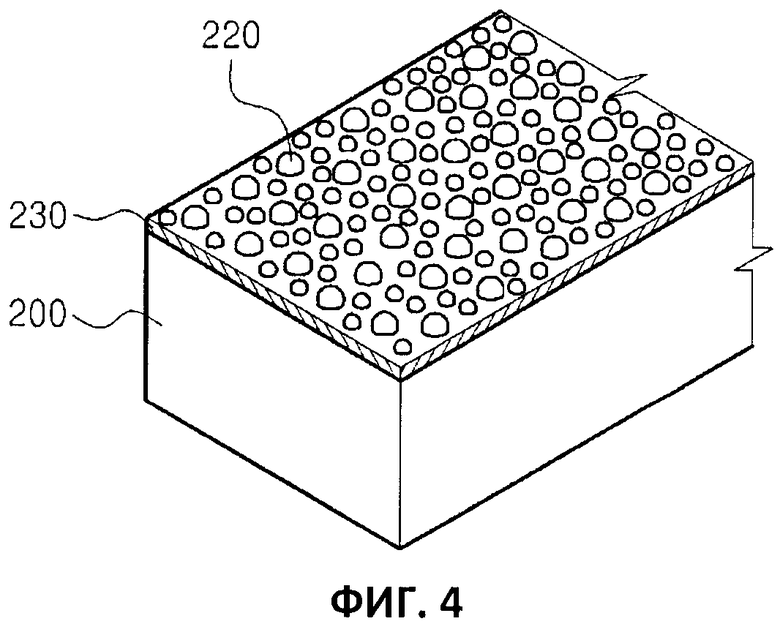
1. Способ изготовления металлического сепаратора для топливных элементов, согласно которому:
подготавливают лист нержавеющей стали в качестве матрицы металлического сепаратора;
формируют прерывистую покровную пленку на поверхности листа нержавеющей стали, причем покровная пленка содержит по меньшей мере одно вещество из следующих: золото (Аu), платина (Рt), рутений (Ru), иридий (Ir), оксид рутения (RuO2) и оксид иридия (IrО2); и
термически обрабатывают лист нержавеющей стали, содержащий прерывистую покровную пленку, для формирования оксидной пленки на части листа нержавеющей стали, на которой не сформирована покровная пленка.
2. Способ по п.1, в котором прерывистая покровная пленка имеет плотность покрытия от 5 до 500 мкг/см2.
3. Способ по п.1, в котором термическую обработку выполняют при температуре от 80 до 300°С.
4. Способ по п.1, в котором прерывистая покровная пленка содержит наночастицы.
5. Способ по п.1, в котором лист нержавеющей стали содержит углерод (С) в количестве до 0,08% от общего веса, хром (Сr) в количестве от 16% до 28% от общего веса, никель (Ni) в количестве от 0,1% до 20% от общего веса, молибден (Мо) в количестве от 0,1% до 6% от общего веса, вольфрам (W) в количестве от 0,1% до 5% от общего веса, олово (Sn) в количестве от 0,1% до 2% от общего веса и медь (Сu) в количестве от 0,1% до 2% от общего веса, а остальную его часть составляют железо (Fe) и неустранимые примеси.
6. Способ по п.1, в котором термическую обработку выполняют в течение от 10 минут до 3 часов.
7. Способ по п.1, при котором термическую обработку выполняют при разрежении в атмосферной и/или кислородной газовой среде.
8. Металлический сепаратор для топливных элементов, содержащий: лист нержавеющей стали в качестве матрицы металлического сепаратора; прерывистую покровную пленку, сформированную на поверхности листа нержавеющей стали, причем покровная пленка содержит по меньшей мере одно вещество из следующих: золото (Аu), платина (Pt), рутений (Ru), иридий (Ir), оксид рутения (RuO2) и оксид иридия (IrO2); и
оксидную пленку, сформированную на части листа нержавеющей стали, на которой не сформирована покровная пленка.
9. Металлический сепаратор по п.8, в котором прерывистая покровная пленка имеет плотность покрытия от 5 до 500 мкг/см2.
10. Металлический сепаратор по п.8, в котором прерывистая покровная пленка содержит наночастицы.
11. Металлический сепаратор по п.8, в котором лист нержавеющей стали содержит углерод (С) в количестве до 0,08% от общего веса, хром (Сr) в количестве от 16% до 28% от общего веса, никель (Ni) в количестве от 0,1% до 20% от общего веса, молибден (Мо) в количестве от 0,1% до 6% от общего веса, вольфрам (W) в количестве от 0,1% до 5% от общего веса, олово (Sn) в количестве от 0,1% до 2% от общего веса и медь (Сu) в количестве от 0,1% до 2% от общего веса, а остальную его часть составляют железо (Fe) и неустранимые примеси.
| US 2002187379 A1,12.12.2002 | |||
| WO 2006129806 A1,07.12.2006 | |||
| JP 2007243452 A1, 18.07.2007 | |||
| JP 2008177152 А, 31.07.2008 | |||
| СЕПАРАТОР НИЗКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2180977C2 |
| СЕПАРАТОР ДЛЯ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1996 |
|
RU2100877C1 |

