Предлагаемое изобретение относится к установке, предназначенной для сборки боковин пассажирской кабины транспортного средства, в частности, пассажирской кабины автомобильного транспортного средства. Говоря более конкретно, предлагаемое изобретение относится к установке, позволяющей реализовать сборку при помощи сварки боковин пассажирской кабины для двух различных моделей автомобильного транспортного средства. Это изобретение также относится к способу, в котором используется единственная такая установка, предназначенная для сборки при помощи сварки боковин пассажирской кабины для двух различных моделей автомобильных транспортных средств.
Это изобретение применяется в подсистеме или в производственной линии по изготовлению автомобилей на уровне сборки каркаса автомобиля, где осуществляется система производственных операций, которые относятся к сборке элементов кузова, поступающих из цеха штамповки, причем эта сборка осуществляется при помощи способов сварки в различных цехах, один из которых предназначен для сборки днища и боковин пассажирской кабины транспортных средств.
Для реализации сборки кузовов транспортных средств различных моделей в одном и том цеху или на одной и той же технологической линии необходимо менять технологическое оборудование сборочных постов для каждой новой модели транспортного средства или же располагать столькими производственными линиями, сколько моделей транспортных средств имеется в производстве.
Уже были сделаны попытки создать такую конфигурацию участков сборки деталей кузова, которая давала бы возможность адаптировать эти участки к нескольким различным моделям автомобилей и позволяла бы, таким образом, обеспечивать выигрыш в производственных площадях и во времени их изготовления.
В качестве примера можно упомянуть патентный документ FR 2909022, в котором описана установка для сборки различных моделей кузова автомобиля, в которой используется система с вращающейся платформой, на которой размещается некоторое количество N инструментов. Эта установка содержит также другую систему с вращающейся платформой, на которой размещено некоторое другое количество М инструментов, причем число М превышает или равно числу N, и робототехническое устройство сборки, общее для двух систем с вращающимися платформами, позволяющее соединять между собой детали по меньшей мере N различных моделей кузова и при любом порядке изготовления этих моделей кузовов, поддерживая при этом максимальный темп производства, допускаемый характеристиками упомянутого робототехнического устройства и двух упомянутых систем.
Также в качестве примера можно упомянуть патентный документ JP 10328884 А2, в котором описана система, позволяющая соединять при помощи сварки пару симметричных панелей, располагающихся на одном общем основании. На верхнем и на нижнем положении этого основания предусмотрены приемные органы. Нижний приемный орган принимает панель с левой стороны, тогда как верхний приемный орган принимает панель с правой стороны. Верхний приемный орган выполнен ориентируемым путем его отклонения в отведенное положение, и в этом отведенном положении этот приемный орган оказывается расположенным ниже, чем нижний приемный орган. В том случае, когда панель левой боковины оказывается сваренной, верхний приемный орган поворачивается в свое отведенное положение при помощи приводного силового цилиндра вместе с панелью левой боковины, установленной на нижнем приемном органе.
В патентном документе US 6435397 описано другое техническое решение, известное из уровня техники. В соответствии с этим патентным документом различные робототехнические устройства позиционируются на вращающейся платформе и транспортируют подлежащие сборке детали между рабочими постами, располагающимися вокруг вращающейся платформы. Каждое робототехническое устройство имеет возможность транспортировать одну деталь от одного рабочего поста до соседнего рабочего поста. Поворот этой вращающейся платформы перемещает данное робототехническое устройство от одного рабочего поста до следующего рабочего поста. Каждое робототехническое устройство может быть перемещено независимо от других робототехнических устройств по отношению к этим другим робототехническим устройствам и по отношению также к вращающейся платформе. Каждое робототехническое устройство может содержать сварочный пост, предназначенный для обработки деталей за пределами упомянутых рабочих постов или в процессе их перемещения между этими рабочими постами. Каждое робототехническое устройство может перемещать несколько деталей различных конфигураций между рабочими постами.
И наконец, в качестве еще одного примера может быть упомянут патентный документ US 7442899 В2, в котором описана система захвата кузовных деталей, в частности конструктивных деталей, образующих боковину пассажирской кабины автомобиля, которая имеет скобу стягивания или крепления. Эта система имеет одно или несколько устройств захвата. Каждое устройство захвата имеет структуру в форме рамы или каркаса с фиксированными органами стягивания и органами стягивания, подвижными внутри упомянутого каркаса. Эти органы стягивания имеют конфигурацию в форме ленты и адаптированы к рабочему ходу скобы крепления. Кроме того, эта система содержит устройство регулирования, которое продвигает подвижные органы стягивания в направлении скобы и приводит их в действие одновременно или последовательно. Эта система предназначена для обеспечения возможности выполнения операций сварки на периферийной части боковины пассажирской кабины.
Техническая задача данного изобретения состоит в том, чтобы предложить новую технологическую установку, предназначенную для сборки боковин пассажирской кабины транспортного средства, в частности автомобильного транспортного средства, которая позволяет реализовать сборку при помощи сварки боковин пассажирской кабины для двух различных моделей автомобильных транспортных средств с использованием достаточно простого средства, предназначенного для перехода на этой единой установке от одной модели боковины пассажирской кабины к другой ее модели.
Другая техническая задача данного изобретения состоит в том, чтобы предложить такую технологическую сборочную установку, которая будет более эргономичной, чем подобные установки, известные из существующего уровня техники, которая обеспечивает возможность получения выигрыша во времени сборки боковин пассажирской кабины для двух различных моделей автомобилей и которая имеет высокую гибкость с точки зрения последовательности перехода от одной модели автомобиля к другой на данной производственной линии.
И наконец, еще одна техническая задача данного изобретения состоит в том, чтобы предложить такую технологическую установку и такой способ сборки боковин пассажирской кабины для двух различных моделей автомобильных транспортных средств, которые будут иметь достаточно простую концепцию и достаточно простую реализацию, которые будут достаточно экономичными, в частности, с точки зрения использования рабочей силы, применения технических средств позиционирования, стягивания, сварки, а также с точки зрения расхода энергии и воды в процессе эксплуатации.
Для решения этих технических задач объектом предлагаемого изобретения является установка, предназначенная для сборки боковин пассажирских кабин двух различных моделей транспортных средств, в частности автомобильных транспортных средств, причем две модели боковин пассажирской кабины имеют переднюю часть идентичной конфигурации, продолженную задней частью, специфической для каждой из двух упомянутых моделей, и эта предлагаемая установка содержит вращающуюся платформу, располагающуюся по существу в горизонтальном положении и удерживающую передние части боковин пассажирской кабины, средства соединения упомянутых передних частей и два рабочих сборочных поста для упомянутых задних частей, располагающиеся по одну и по другую стороны от этой вращающейся платформы и каждый из которых предназначен для сборки задних частей специфических боковин пассажирской кабины одной единственной модели транспортного средства.
Предусмотрены средства, предназначенные для реализации перемещения по вращательному движению вращающейся платформы между первым положением этой платформы, совпадающим с положением первого сборочного поста, используемого для сборки боковины пассажирской кабины первой модели, и вторым положением этой вращающейся платформы, совпадающим с положением второго сборочного поста, используемого для сборки боковины пассажирской кабины второй модели.
Эти средства, предназначенные для перемещения по вращательному движению вращающейся платформы, содержат средства управления поворотным движением типа электрического двигателя и средства механической передачи этого поворотного движения на вращающуюся платформу типа приводной шестерни и зубчатого венца.
Предусмотрены средства, предназначенные для неподвижной фиксации вращающейся платформы в упомянутом первом положении и в упомянутом втором положении, которые предпочтительным образом сформированы при помощи подвижных ползунов, которые вставляются в вырезы, жестко связанные с этой вращающейся платформой.
Предпочтительным образом движение этих подвижных ползунов в вырезах вращающейся платформы обеспечивается при помощи пневматических силовых цилиндров.
Передние части боковин пассажирской кабины устанавливаются и закрепляются на вращающейся платформе известным образом при помощи пневматических органов стягивания.
Передние части боковин пассажирской кабины сформированы, каждая, частью передней двери и центральной стойкой боковины этой пассажирской кабины и их задние части сформированы, каждая, частью боковины пассажирской кабины, располагающейся позади упомянутой центральной стойки, то есть располагающейся в направлении задней части данного транспортного средства.
Вращающаяся платформа предпочтительным образом устанавливается на подшипниках качения, причем сами эти подшипники качения устанавливаются на приемном цоколе вращающейся платформы.
Объектом предлагаемого изобретения также является способ сборки боковин пассажирской кабины для двух различных моделей транспортных средств, в частности автомобильных транспортных средств, причем две эти модели боковин пассажирской кабины представляют переднюю часть идентичной конфигурации, продолженную задней частью, специфической для каждой из двух упомянутых моделей, и этот предлагаемый способ включает следующие этапы, взятые в сочетании:
- оператор загружает при помощи манипулятора боковину пассажирской кабины первой модели на вращающуюся платформу установки описанного выше в общих чертах типа и обеспечивает неподвижную фиксацию этой вращающейся платформы в ее первом положении, совпадающем с положением первого сборочного поста, используемого для реализации сборки при помощи сварки боковины пассажирской кабины первой модели;
- эти операции сборки при помощи сварки реализуются на передней части и на задней части боковины пассажирской кабины первой модели;
- если следующая боковина пассажирской кабины представляет собой боковину другой модели, оператор производит поворот вращающейся платформы на угол, составляющий примерно 180°, и обеспечивает неподвижную фиксацию этой вращающейся платформы в ее втором положении, совпадающем с положением второго сборочного поста, используемого для реализации сборки при помощи сварки боковины пассажирской кабины второй модели;
- операции сборки при помощи сварки реализуются на передней части и на задней части боковины пассажирской кабины второй модели.
Предлагаемый способ предпочтительным образом применяется в производственной линии с относительно небольшим темпом производства, составляющим примерно 16 транспортных средств в час.
Другие цели, преимущества и характеристики предлагаемого изобретения будут лучше поняты из приведенного ниже описания предпочтительного способа его реализации, не являющегося ограничительным как для объекта, так и для области правовой защиты представленной заявки на патент, где даются ссылки на приведенные в приложении фигуры, среди которых:
- фиг.1 представляет собой схематический вид боковины пассажирской кабины первой модели транспортного средства в положении ее сборки на установке в соответствии с предлагаемым изобретением;
- фиг.2 представляет собой схематический вид боковины пассажирской кабины второй модели транспортного средства в положении ее сборки на установке, показанной на фиг.1;
- фиг.3 представляет собой пример реализации средств, предназначенных для перемещения по поворотному движению вращающейся платформы;
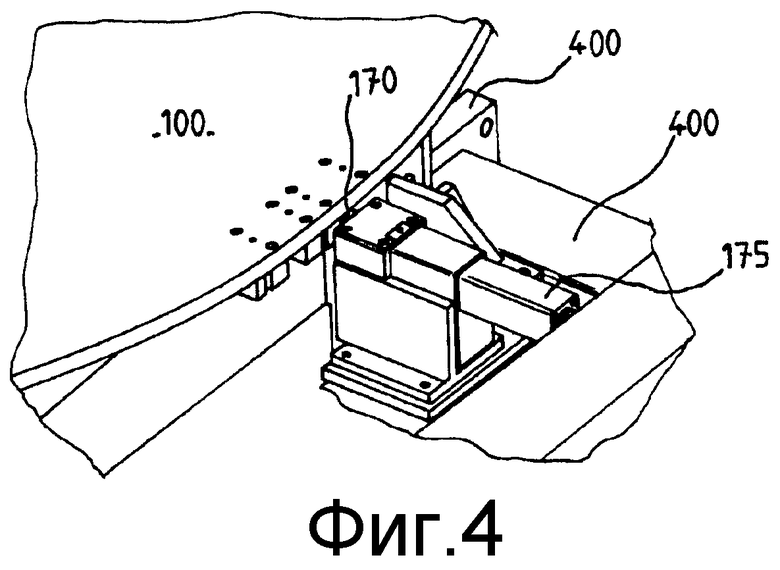
- фиг.4 представляет собой пример реализации средств неподвижной фиксации вращающейся платформы в первом и во втором положении сборки в зависимости от рассматриваемой в данном случае модели боковины пассажирской кабины;
- фиг.5 представляет собой вид снизу средств неподвижной фиксации, показанных на фиг.4;
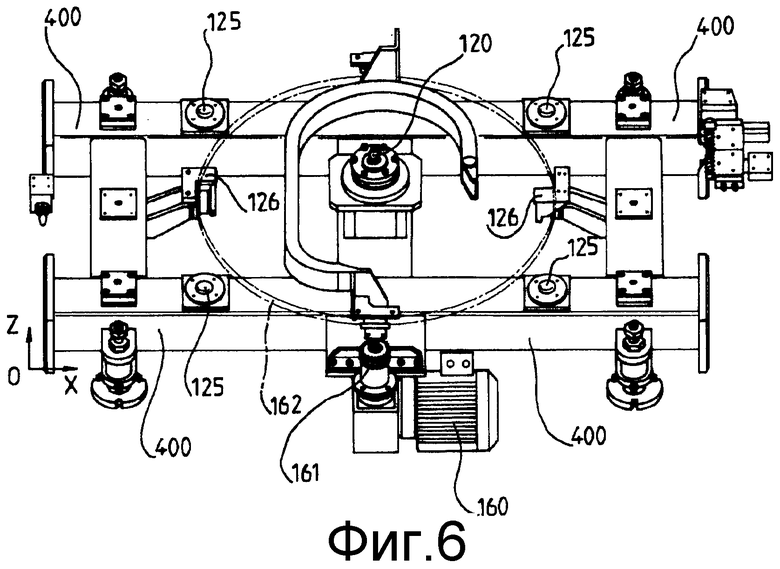
- фиг.6 представляет собой вид механических элементов, располагающихся под вращающейся платформой установки в соответствии с предлагаемым изобретением;
- фиг.7 представляет собой перспективный вид оси вращения средства, приводящего во вращательное движение вращающуюся платформу.
На фиг.1 и 2 схематическим образом представлены различные части установки, предназначенной для сборки боковин пассажирской кабины, в соответствии с предлагаемым изобретением.
Предлагаемая установка имеет в своем составе:
- центральную часть, вращающуюся по существу в горизонтальной плоскости и называемую в последующем изложении "вращающейся платформой", обозначаемую в целом позицией 100 и предназначенную для удержания передней части боковины пассажирской кабины;
- первый рабочий стол, или первый пост, 200 сборки, предназначенный для удержания задней части боковины пассажирской кабины первой модели транспортного средства;
- второй сборочный пост 300, предназначенный для удержания задней части боковины пассажирской кабины другой модели транспортного средства.
В представленном здесь описании "передней частью" боковины пассажирской кабины называют часть, содержащую часть передней двери и центральную стойку, а "задней частью" боковины пассажирской кабины называют часть, располагающуюся позади упомянутой центральной стойки и проходящую в направлении задней части этого транспортного средства.
Как это можно видеть на фиг.1, боковина пассажирской кабины, обозначенная в целом позицией А, одной модели автомобиля с багажником размещается на сборочной установке. Передняя часть А1 боковины А пассажирской кабины удерживается при помощи вращающейся платформы 100 и задняя часть А2 той же боковины А пассажирской кабины удерживается при помощи сборочного поста 200. Для того чтобы реализовать операции сварки на боковине А пассажирской кабины, вращающаяся платформа 100 устанавливается в положение, совпадающее с положением сборочного поста 200. При этом оператор сборки загружает раму боковины пассажирской кабины при помощи робототехнического манипулятора, не показанного на приведенных в приложении фигурах, причем другие детали, отличные от этой рамы, уже оказываются загруженными на вращающуюся платформу 100 и на сборочный пост 200. На данной установке предусматриваются средства, предназначенные для закрытия скоб стягивания, двери водителя и откидных люков, причем все средства крепления здесь не описаны подробно, представлены тонкими штрихпунктирными линиями на фиг.1 и 2 и обозначены позициями 150 на вращающейся платформе и позициями 250 на сборочном посту 200.
Как это можно видеть на фиг.2, для реализации тех же самых операций сборки при помощи сварки другой боковины пассажирской кабины, обозначенной в целом позицией В и принадлежащей другой модели автомобиля без багажника, вращающаяся платформа поворачивается на угол, составляющий примерно 180°, в своей горизонтальной плоскости таким образом, чтобы эта платформа перешла в положение, совпадающее с положением второго сборочного поста 300. Передняя часть В1 боковины В пассажирской кабины удерживается, как и для боковины А пассажирской кабины первой модели, при помощи вращающейся платформы 100, но задняя часть В2 этой боковины В пассажирской кабины удерживается при помощи сборочного поста 300. Таким образом, для того чтобы реализовать операции сварки на боковине В пассажирской кабины, вращающаяся платформа 100 была размещена, путем ее поворота, в положении, совпадающем с положением сборочного поста 300. Как и в предыдущем случае для боковины А пассажирской кабины, оператор сборки загружает раму боковины В пассажирской кабины при помощи робототехнического манипулятора, не показанного на приведенных в приложении фигурах, причем остальные детали, отличные от этой рамы, оказываются уже загруженными на вращающуюся платформу 100 и на сборочный пост 300. Средства управления, которые предусматриваются на данной установке, обеспечивают приведение в действие закрытия скоб стягивания, водительских дверей и откидных люков, причем все средства крепления, не описанные здесь подробно, представлены тонкими штрихпунктирными линиями на фиг.1 и 2 и обозначены позициями 150 на вращающейся платформе и позициями 350 на сборочном посту 300.
Как это можно видеть на фиг.3, вращающаяся платформа 100 приводится во вращательное движение относительно своей по существу вертикальной оси 120 вращения между двумя положениями сборки, соответствующими двум моделям боковин пассажирской кабины, при помощи средств поворотного перемещения, которые содержат средства управления поворотным движением типа электрического двигателя или мотор-редуктора 160 и средства механической передачи поворотного движения на вращающуюся платформу 100, например типа шестерни 161 и зубчатого венца 162.
Позицией 400 обозначена в своей совокупности несущая рама, образованная по существу горизонтальными полыми балками, на которой устанавливается вращающаяся платформа 100 и сборочные посты 200 и 300.
Предусмотрены средства, предназначенные для неподвижной фиксации вращающейся платформы 100 в ее первом сборочном положении (то есть в положении, показанном на фиг.1) и в ее втором сборочном положении (то есть в положении, показанном на фиг.2). Эти средства неподвижной фиксации образованы двумя подвижными ползунами 170 (только один из двух этих ползунов представлен на фиг.4), располагающимися по существу диаметрально противоположно по одну и по другую стороны от вращающейся платформы 100. Эти подвижные ползуны вставляются соответственно в вырезы 180, 181, жестко связанные с вращающейся платформой 100, как это показано на фиг.5. Эти вырезы 180, 181 реализованы в специальных держателях 184В, 184А вырезов соответственно, положение которых (продольное и поперечное) может быть отрегулировано при помощи регулировочных пластин с регулировочными винтами 182В, 183В и 182А, 183А соответственно.
Перемещение подвижных ползунов 170 в соответствующих вырезах вращающейся платформы 100 осуществляется при помощи пневматических силовых цилиндров 175.
Передние части А1, В1 боковин А, В пассажирской кабины соответственно позиционируются и закрепляются на вращающейся платформе 100 предпочтительным образом при помощи пневматических органов стягивания.
Обозначенная позицией 120 ось вращения вращающейся платформы 100 представлена на фиг.6. Под вращающейся платформой 100 располагается также совокупность органов удержания кабелей и опорные шариковые подшипники 125 качения, которые устанавливаются на опорной раме 400 и удерживают вращающуюся платформу 100. Направляющие 126 позволяют контролировать центрирование упомянутой оси 120.
Ось вращения 120 вращающейся платформы 100 более наглядно представлена на фиг.7.
Функционирование описанной выше технологической установки осуществляется следующим образом:
- оператор загружает при помощи робототехнического манипулятора боковину пассажирской кабины А первой модели на вращающуюся платформу 100, неподвижно зафиксированную в своем первом положении, таком как положение, проиллюстрированное на фиг.1, совпадающем с положением первого сборочного поста 200, для реализации сборки при помощи сварки боковины А пассажирской кабины;
- операции сборки при помощи сварки реализуются на передней части А1 и на задней части А2 боковины А пассажирской кабины;
- если следующая подлежащая сборке боковина пассажирской кабины представляет собой боковину В другой модели, оператор приводит в поворотное движение вращающуюся платформу 100 (она поворачивается на угол, составляющий примерно 180°) и обеспечивает ее неподвижную фиксацию в этом втором положении, совпадающем с положением второго сборочного поста 300, для реализации сборки при помощи сварки боковины В пассажирской кабины;
- операции сборки при помощи сварки реализуются на передней части В1 и на задней части В2 упомянутой боковины В пассажирской кабины второй модели.
Этот способ предпочтительным образом применяется в производственной линии с относительно небольшим темпом производства, имеющим величину примерно 16 транспортных средств в час.
Предлагаемая и описанная выше сборочная установка представляет следующие преимущества:
- она позволяет иметь полную линию подсистем, то есть линию, содержащую все требуемые источники питания водой, воздухом, энергией и все технические средства, необходимые для сварки и изготовления, которые предпочтительным образом используются для реализации второй модели подсистемы кузова, просто размещая сварочные устройства в соответствии с предлагаемым изобретением;
- эта установка улучшает эргономические характеристики и снижает время работы сборочного поста;
- эта установка исключает использование технологической ямы, как это имеет место в случае использования известных из существующего уровня техники аналогичных установок с поворотом вращающейся платформы вокруг горизонтальной оси;
- эта установка позволяет осуществить сборку двух чередующихся моделей боковин пассажирской кабины весьма гибким образом (понятие гибкого "смешанного изготовления"), то есть, например, N боковин пассажирской кабины первой модели и 16-N боковин второй модели со всеми возможными сочетаниями этой величины N в диапазоне от 0 до 16.
Разумеется, предлагаемое изобретение не ограничивается описанным выше и представленным на приведенных в приложении фигурах способом его реализации. Специалистом в данной области техники могут быть рассмотрены и другие способы его реализации, не выходящие за рамки и за область правовой защиты предлагаемого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬ КАБИНЫ УПРАВЛЕНИЯ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2441784C1 |
| Робототехнический сборочно-сварочный комплекс | 1987 |
|
SU1537475A1 |
| Воздухоплавательный аппарат | 2015 |
|
RU2612071C2 |
| СИСТЕМА ДЛЯ ПЕРЕДАЧИ НАГРУЗКИ ПРИ СТОЛКНОВЕНИИ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2673274C2 |
| КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО СБОРКИ | 2006 |
|
RU2308394C1 |
| СЛОИСТАЯ СТЕНКА ТРАНСПОРТНОГО СРЕДСТВА | 2006 |
|
RU2390459C1 |
| АВТОБУС ДЛЯ ПЕРЕВОЗКИ ДЕТЕЙ | 2007 |
|
RU2333129C1 |
| МОБИЛЬНАЯ АНТЕННАЯ УСТАНОВКА | 2019 |
|
RU2737921C1 |
| КОНСТРУКЦИЯ ПОЛА В ЗАДНЕЙ ЧАСТИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2544248C1 |
| БОКОВИНА КАК ЭЛЕМЕНТ КУЗОВА ДЛЯ ДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ДВИГАТЕЛЕМ ИЛИ БЕЗ НЕГО ДЛЯ ПЕРЕВОЗКИ АВТОМОБИЛЕЙ | 2002 |
|
RU2294290C2 |




Группа изобретений относится к области транспортного машиностроения. Установка предназначена для сборки боковин пассажирских кабин двух различных моделей транспортных средств. Две модели боковин пассажирской кабины имеют переднюю часть идентичной конфигурации, продолженную задней частью, специфической для каждой из двух этих моделей. Установка содержит вращающуюся платформу, средства сборки передних частей и два сборочных поста для задних частей. Вращающаяся платформа располагается горизонтально и удерживает передние части боковин пассажирской кабины. Сборочные посты для задних частей располагаются с одной и другой стороны от вращающейся платформы и предназначены для сборки задних частей специфических боковин пассажирской кабины транспортного средства. Способ сборки боковин пассажирской кабины для двух различных моделей транспортных средств заключается в том, что содержит этапы, на которых:
- загружают при помощи манипулятора боковину пассажирской кабины первой модели на вращающуюся платформу и фиксируют вращающуюся платформу в первом положении, совпадающем с первым сборочным постом, на котором сваривают боковины первой модели;
- выполняют операции сборки при помощи сварки на передней части и на задней части боковины первой модели;
- если следующая боковина пассажирской кабины представляет собой боковину другой модели, производят поворот вращающейся платформы и фиксируют вращающуюся платформу во втором положении, совпадающем со вторым сборочным постом, на котором сваривают боковины второй модели;
- выполняют операции сборки при помощи сварки на передней части и на задней части боковины пассажирской кабины второй модели. Достигается универсальность устройства для сборки боковин пассажирских кабин. 2 н. и 8 з.п. ф-лы, 7 ил.
1. Установка, предназначенная для сборки боковин пассажирских кабин двух различных моделей транспортных средств, в частности автомобильных транспортных средств, причем две модели боковин (А, В) пассажирской кабины имеют переднюю часть (А1, В1) идентичной конфигурации, продолженную задней частью (А2, В2), специфической для каждой из двух этих моделей, отличающаяся тем, что эта установка содержит вращающуюся платформу (100), располагающуюся по существу горизонтально и удерживающую передние части (А1, В1) боковин (А, В) пассажирской кабины, средства сборки упомянутых передних частей (А1, В1) и два сборочных поста (200, 300) для задних частей (А2, В2), располагающихся по одну и по другую стороны от вращающейся платформы и каждый из которых предназначен для сборки задних частей (А2, В2) специфических боковин пассажирской кабины одной единственной модели транспортного средства.
2. Установка по п.1, отличающаяся тем, что предусмотрены средства, предназначенные для перемещения по вращательному движению вращающейся платформы (100) между первым положением этой платформы, совпадающим с первым сборочным постом (200) для сборки боковины (А) пассажирской кабины первой модели, и вторым положением этой вращающейся платформы (100), совпадающим со вторым сборочным постом (300) для сборки боковины (В) пассажирской кабины второй модели.
3. Установка по п.2, отличающаяся тем, что упомянутые средства для перемещения по вращательному движению вращающейся платформы (100) содержат средства управления поворотным движением типа электрического двигателя (160) и средства механической передачи упомянутого поворотного движения на эту вращающуюся платформу (100) типа приводной шестерни (161) и зубчатого венца (162).
4. Установка по любому из пп.2 или 3, отличающаяся тем, что предусмотрены средства, предназначенные для неподвижной фиксации вращающейся платформы (100) в упомянутом первом положении и в упомянутом втором положении и сформированные при помощи подвижных ползунов (170), которые вставляются в вырезы (180, 181), жестко связанные с вращающейся платформой (100).
5. Установка по п.4, отличающаяся тем, что движение упомянутых подвижных ползунов (170) в упомянутых вырезах (180, 181) вращающейся платформы (100) обеспечивается при помощи пневматических силовых цилиндров (175).
6. Установка по п.1, отличающаяся тем, что передние части (А1, В1) боковин (А, В) пассажирской кабины устанавливаются и закрепляются на вращающейся платформе (100) при помощи пневматических органов стягивания.
7. Установка по п.1, отличающаяся тем, что упомянутые передние части (А1, В1) боковин (А, В) пассажирской кабины сформированы, каждая, частью передней двери и центральной стойкой боковины пассажирской кабины, и упомянутые задние части (А2, В2) сформированы, каждая, частью боковины пассажирской кабины, располагающейся позади упомянутой центральной стойки.
8. Установка по п.1, отличающаяся тем, что вращающаяся платформа (100) устанавливается на подшипниках (125) качения, причем сами эти подшипники качения устанавливаются на приемном цоколе, составляющем часть опорной рамы (400), удерживающей данную установку.
9. Способ сборки боковин пассажирской кабины для двух различных моделей транспортных средств, в частности автомобильных транспортных средств, причем две эти модели боковин (А, В) пассажирской кабины имеют переднюю часть (А1, В1) идентичной конфигурации, продолженную задней частью (А2, В2), специфической для каждой из двух упомянутых моделей, отличающийся тем, что этот способ включает следующие этапы, взятые в сочетании:
- загружают при помощи манипулятора боковину (А) пассажирской кабины первой модели на вращающуюся платформу (100) установки в соответствии с любым из предшествующих пунктов и обеспечивают неподвижную фиксацию этой вращающейся платформы (100) в ее первом положении, совпадающем с первым сборочным постом (200), используемым для реализации сборки при помощи сварки упомянутой боковины (А) пассажирской кабины первой модели;
- выполняют эти операции сборки при помощи сварки на передней части (А1) и на задней части (А2) боковины (А) пассажирской кабины первой модели;
- если следующая боковина пассажирской кабины представляет собой боковину (В) другой модели, производят поворот вращающейся платформы (100) на угол, составляющий примерно 180°, и обеспечивают неподвижную фиксацию этой вращающейся платформы (100) в ее втором положении, совпадающем со вторым сборочным постом (300), используемым для реализации сборки при помощи сварки упомянутой боковины (В) пассажирской кабины второй модели;
- выполняют операции сборки при помощи сварки на передней части (В1) и на задней части (В2) боковины (В) пассажирской кабины второй модели.
10. Способ по п.9, отличающийся тем, что этот способ применяется в производственной линии с относительно небольшим темпом производства, составляющим примерно 16 транспортных средств в час.
| WO 2008062033 A1, 29.05.2008 | |||
| DE 202005001780 U1, 13.07.2006; | |||
| US 20060053932 A1, 16.05.2006 | |||
| УСТРОЙСТВО ДЛЯ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ И СПОСОБ СБОРКИ АВТОМОБИЛЬНОГО КУЗОВА ИЛИ ЕГО УЗЛОВ | 1998 |
|
RU2148517C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ПОДСБОРОК КУЗОВА АВТОМОБИЛЯ | 2002 |
|
RU2221683C1 |

