Изобретение относится к машиностроению, в частности к робототехничес- ким комплексам сборки-сварки.
Цель изобретения - повышение производительности и расширение технологических возможностей комплекса.
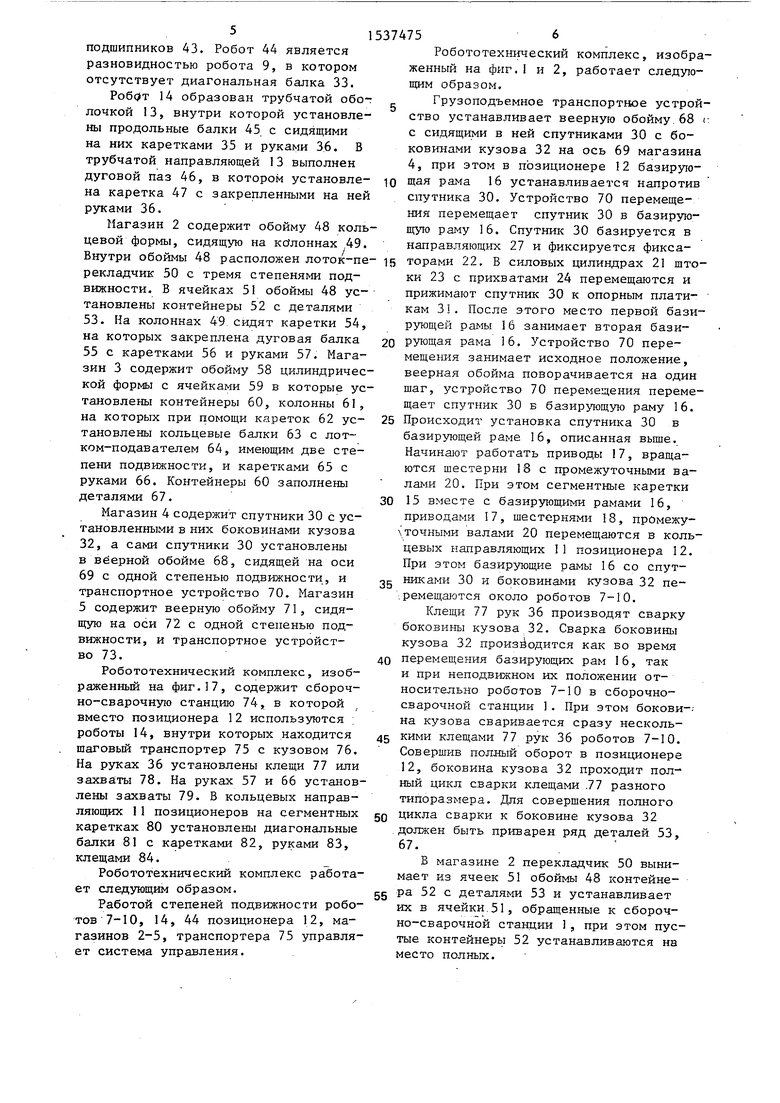
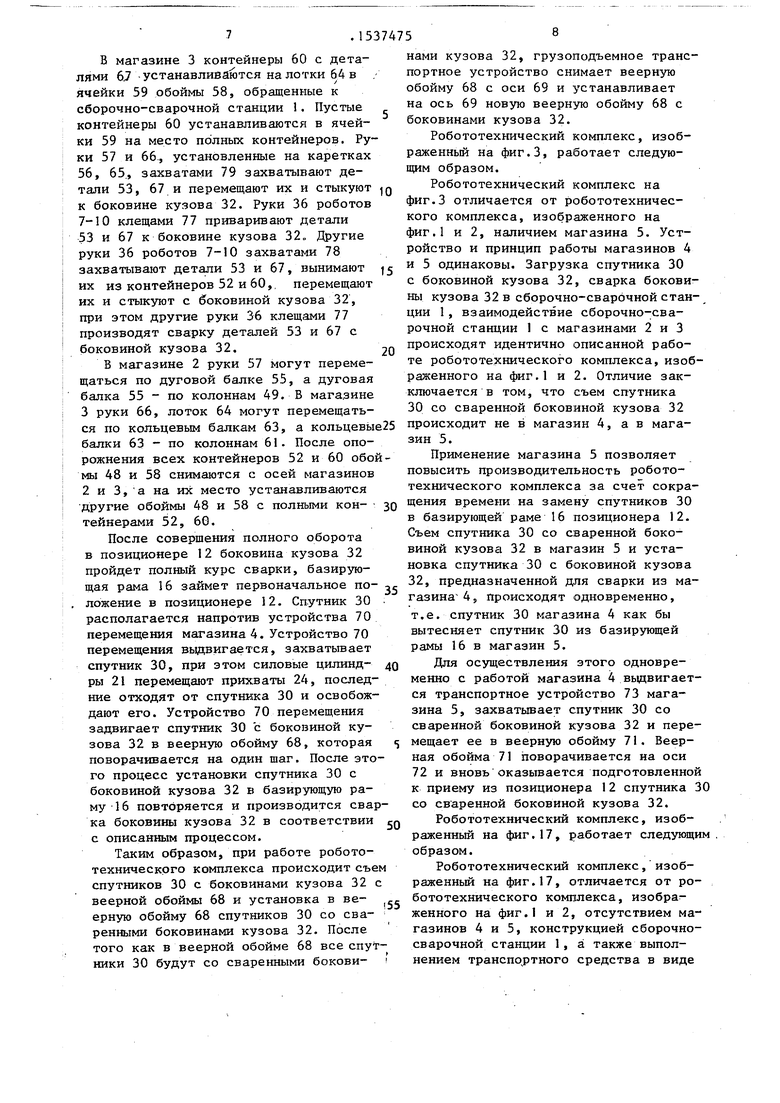
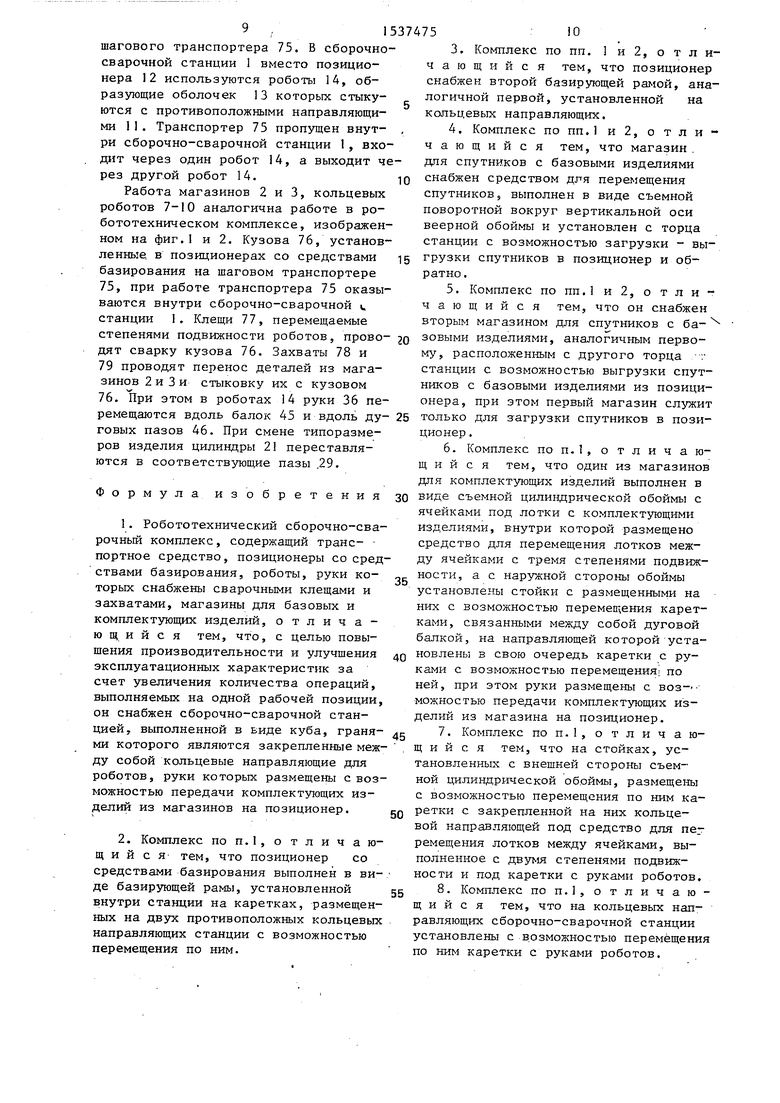
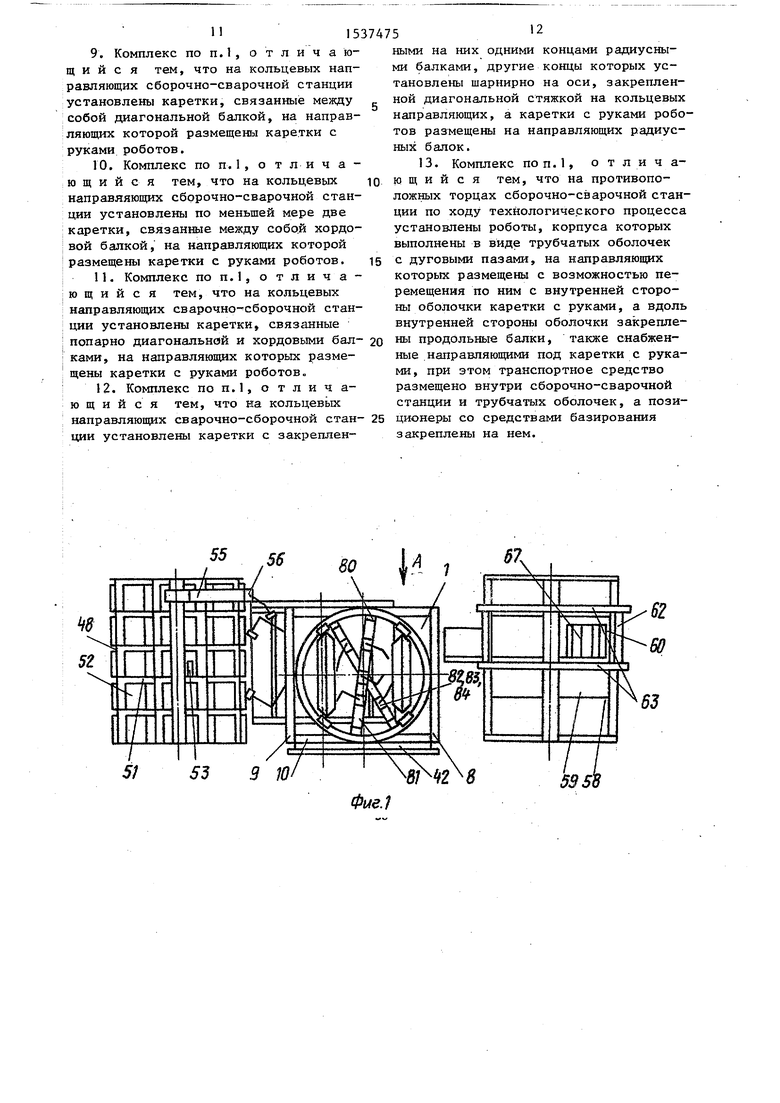
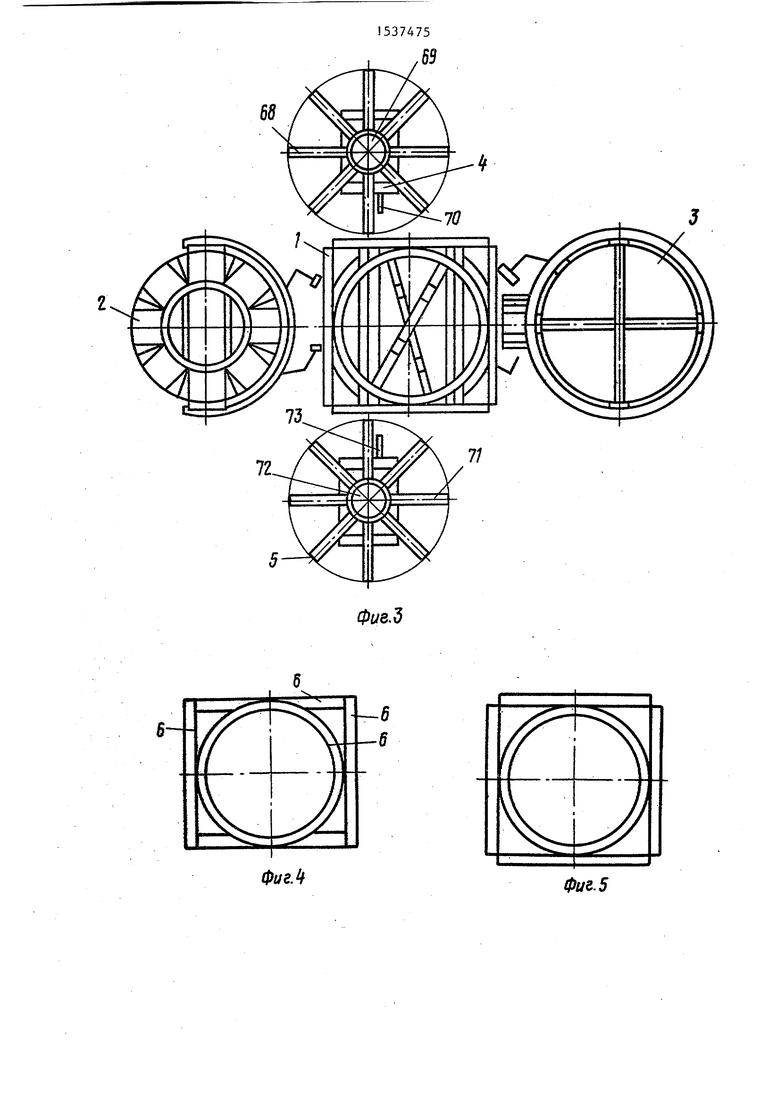
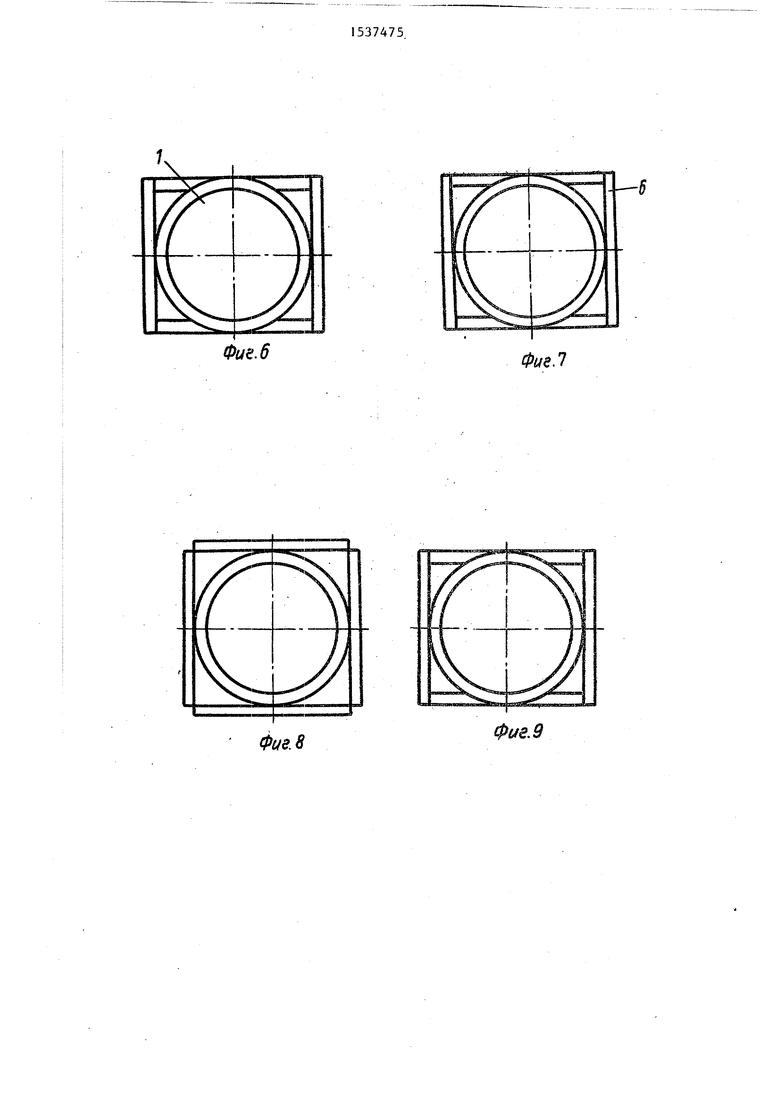
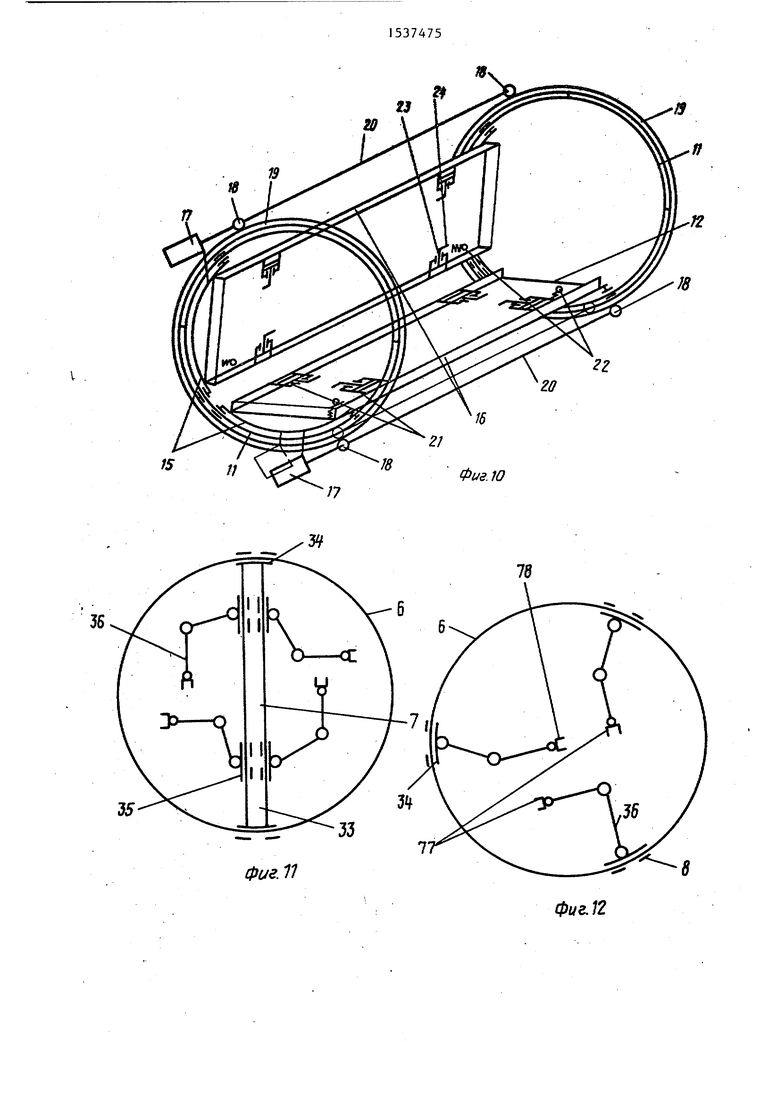
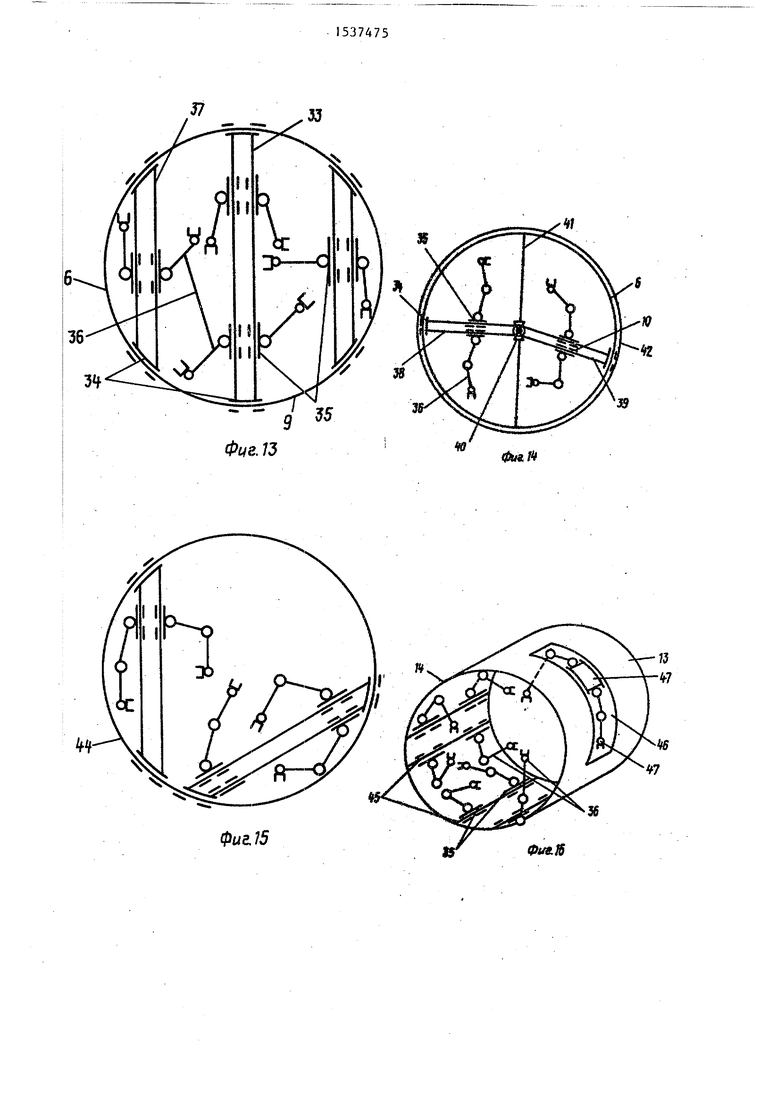
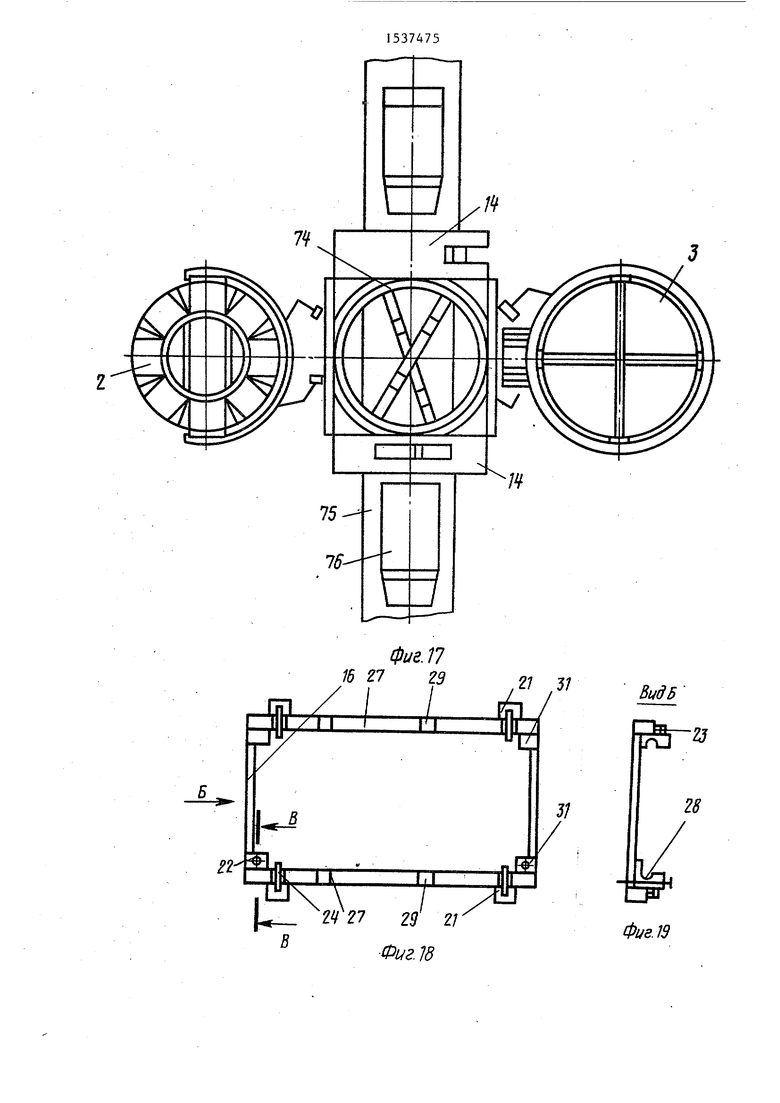
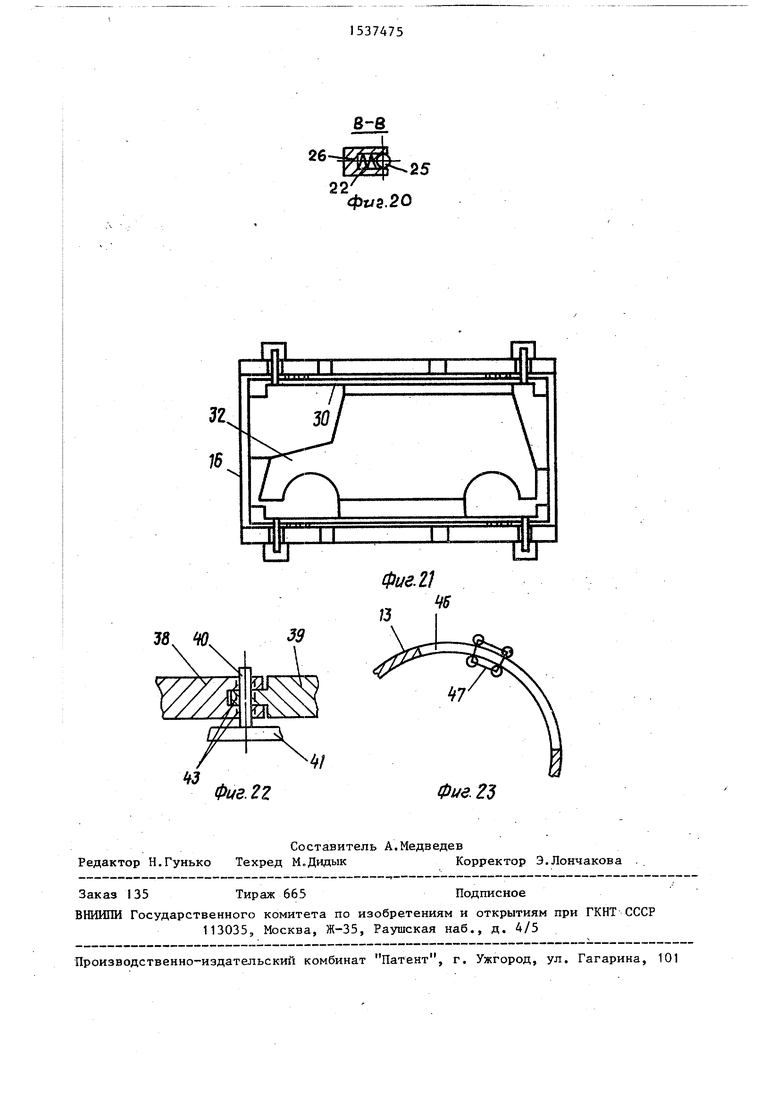
На фиг.1 представлен робототехни- ческий комплекс, общий вид; на фиг. 2- вид А на фиг.1, в робототехнический комплекс входит один магазин; на фиг.З - то же, в робототехнический комплекс наряду с составными частями на фиг.1 входит второй магазин (верхние крышки в магазинах и накопителях условно не показаны); на фиг.4-9 - взаимное соединение кольцевых направляющих станций, образующих куб, на которых базируются степени подвижности сварочно-сборочных рук и позиционера; на фиг.10 - кинематическая схема позиционера, входящего в состав сборочно-сварочной станции; на фиг. 11- 15 - кинематические схемы промышленных роботов, входящих в состав сборочно-сварочной станции, кольцевые направляющие которых образуют стороны куба станции; на фиг.16 - кинематическая схема .робота; на фиг.17 - робототехнический комплекс, у которого на входе и выходе станции установлены роботы, изображенные на фиг.16 (верхние крышки в магазинах и накопителях условно не покатаны), вид сверху; на фиг.18 - базирующая рама позиционера; на фиг. 19 - вид Б на фиг. 18; нафиг.20- разрез В-В на фиг.18; на фиг.21 - базирующая рама позиционера с зафиксированным в ней спутником с боковиной кузова; на фиг.22 - соединение радиусных балок робота, изображенного на фиг.14; на фиг.23 - фрагмент робота, изображенного на фиг.16.
Робототехнический комплекс содержит сборочно-сварочную станцию 1, магазины 2-5. Сборочно-сварочная станция 1 выполнена в форме куба, стороны которого образуют кольцевые направляющие 6 для роботов 7-10 и кольцевые направляющие 11 для позиционера 12. В сборочно-сварочной станции 1 к кольцевым направляющим 11 позиционера 12 могут быть пристыкованы трубчатые оболочки 13 роботов 14. Продольная ось позиционера 12 в станции 1 расположена горизонтально, а кольцевые направляющие 11 расположены на противоположных сторонах станции 1. В позиционер 12 наряду с кольцевыми направляющими
5
0
5
0
5
0
5
0
5
11 входят также сегментные каретки 15, сидящие на направляющих 11, жестко связанные с базирующими рамами 16, причем каждая базирующая рама 16 жестко связана с двумя сегментными каретками 15, установленными на ее концах, а также снабжена приводом 17. В каждой сегментной каретке 15 установлены зубчатые колеса 18, находящиеся в зацеплении с зубчатыми колесами 19, сидящими на направляющих 11. Промежуточные валы 20 связывают зубчатые колеса 18 сегментных кареток 15, принадлежащих одной базирующей раме 16. Приводы 17 связаны с зубчатыми колесами 18. На базирующих рамах 16 установлены силовые цилиндры 21 и фиксаторы 22. На штоках 23 цилиндров 21 установлены прихваты 24, Фиксаторы 22 содержат шарики 25 и пружины 26. Параллельно продольной оси позиционера 12 установлены направляющие 27 с продольными канавками 28 радиусной формы. В направляющих 27 перпендикулярно канавкам 28 выполнены пазы 29, в которых сидят прихваты 24. В базирующих рамах 16 устанавливаются спутники 30, которые прижимаются к опорным платикам 31 цилиндрами 21. В спутнике 30 установлена боковина кузова 32.
Робот 7 образован кольцевой направляющей 6, диагональной балкой 33, сидящей на сегментных каретках 34, при этом на диагональной балке 33 установлены каретки 35 с закрепленными на них руками 36.
Робот 8 образован кольцевой направляющей 6, сегментными каретками 34 с установленными на них руками 36.
Робот 9 образован кольцевой нап- равляющей 6, диагональной 33 и хордовыми 37 балками. Балки 33 и 37 установлены на сегментные каретки 34. На балках 33 и 37 установлены каретки 35 с руками 36.
Робот 10 образован кольцевой направляющей 6, радиусными балками 38 и 39, одними концами установленными на сегментных каретках 34, а другими - на оси 40, сидящей в диагональной стяжке 41, закрепленной в кольцевой направляющей 6, причем ось 40 расположена в центре кольцевой направляющей 6. Кольцевая направляющая 6 установлена в кольцевом основании 42. На радиусных балках 38 и 39 установлены каретки 35 с руками 36, Балки 38 и 39 на оси 40 установлены посредством
51
подшипников 43. Робот 44 является разновидностью робота 9, в котором отсутствует диагональная балка 33.
Робот 14 образован трубчатой оболочкой 13, внутри которой установлены продольные балки 45 с сидящими на них каретками 35 и руками 36. В трубчатой направляющей 13 выполнен дуговой паз 46, в котором установлена каретка 47 с закрепленными на ней руками 36.
Магазин 2 содержит обойму 48 кольцевой формы, сидящую на колоннах 49.
Внутри обоймы 48 расположен лоток-пе рекладчик 50 с тремя степенями подвижности. В ячейках 51 обоймы 48 установлены контейнеры 52 с деталями 53. На колоннах 49 сидят каретки 54, на которых закреплена дуговая балка 55 с каретками 56 и руками 57. Магазин 3 содержит обойму 58 цилиндрической формы с ячейками 59 в которые установлены контейнеры 60, колонны 61, на которых при помощи кареток 62 установлены кольцевые балки 63 с лотком-подавателем 64, имеющим две степени подвижности, и каретками 65 с руками 66. Контейнеры 60 заполнены деталями 67.
Магазин 4 содержит спутники 30 с установленными в них боковинами кузова 32, а сами спутники 30 установлены в веерной обойме 68, сидящей на оси 69 с одной степенью подвижности, и транспортное устройство 70. Магазин 5 содержит веерную обойму 71, сидящую на оси 72 с одной степенью подвижности, и транспортное устройство 73.
Робототехнический комплекс, изображенный на фиг.17, содержит сбороч- но-сварочную станцию 74, в которой вместо позиционера 12 используются роботы 14, внутри которых находится шаговый транспортер 75 с кузовом 76. На руках 36 установлены клещи 77 или захваты 78. На руках 57 и 66 установлены захваты 79. В кольцевых направляющих 11 позиционеров на сегментных каретках 80 установлены диагональные балки 81 с каретками 82, руками 83, клещами 84.
Робототехнический комплекс работает следующим образом.
Работой степеней подвижности роботов 7-10, 14, 44 позиционера 12, магазинов 2-5, транспортера 75 управляет система управления.
10
15
20
374756
Робототехнический комплекс, изображенный на фиг.1 и 2, работает следующим образом.
Грузоподъемное транспортное устройство устанавливает веерную обойму 68 с сидящими в ней спутниками 30 с боковинами кузова 32 на ось 69 магазина 4, при этом в позиционере 12 базирующая рама 16 устанавливается напротив спутника 30. Устройство 70 перемещения перемещает спутник 30 в базирующую раму 16. Спутник 30 базируется в направляющих 27 и фиксируется фиксаторами 22. В силовых цилиндрах 21 штоки 23 с прихватами 24 перемещаются и прижимают спутник 30 к опорным плати- кам 3. После этого место первой базирующей рамы 16 занимает вторая базирующая рама 16. Устройство 70 перемещения занимает исходное положение, веерная обойма поворачивается на один шаг, устройство 70 перемещения перемещает спутник 30 Б базирующую раму 16.
25 Происходит установка спутника 30 в базирующей раме 16, описанная выше. Начинают работать приводы 17, вращаются шестерни 18 с промежуточными валами 20. При этом сегментные каретки 15 вместе с базирующими рамами 16, приводами 17, шестернями 18, промежу- точными валами 20 перемещаются в кольцевых направляющих 11 позиционера 12. При этом базирующие рамы 16 со спутниками 30 и боковинами кузова 32 перемещаются около роботов 7-10.
Клещи 77 рук 36 производят сварку боковины кузова 32. Сварка боковины кузова 32 производится как во время
40 перемещения базирующих рам 16, так и при неподвижном их положении относительно роботов 7-10 в сборочно- сварочной станции 1. При этом боковина кузова сваривается сразу несколь45 кими клещами 77 рук 36 роботов 7-10. Совершив полный оборот в позиционере 12, боковина кузова 32 проходит полный цикл сварки клещами 77 разного типоразмера. Для совершения полного цикла сварки к боковине кузова 32 должен быть приварен ряд деталей 53, 67.
В магазине 2 перекладчик 50 вынимает из ячеек 51 обоймы 48 контейнера 52 с деталями 53 и устанавливает их в ячейки 51, обращенные к сбороч- но-сварочной станции 1, при этом пустые контейнеры 52 устанавливаются на место полных.
30
35
50
55
В магазине 3 контейнеры 60 с деталями 67 устанавливаются на лотки 64 в ячейки 59 обоймы 58, обращенные к сборочно-сварочной станции 1. Пустые контейнеры 60 устанавливаются в ячейки 59 на место полных контейнеров. Руки 57 и 66, установленные на каретках 56, 65, захватами 79 захватывают детали 53, 67 и перемещают их и стыкуют к боковине кузова 32. Руки 36 роботов 7-10 клещами 77 приваривают детали 53 и 67 к боковине кузова 32. Другие руки 36 роботов 7-10 захватами 78 захватывают детали 53 и 67, вынимают их из контейнеров 52 и 60, перемещают их и стыкуют с боковиной кузова 32, при этом другие руки 36 клещами 77 производят сварку деталей 53 и 67 с боковиной кузова 32.
В магазине 2 руки 57 могут перемещаться по дуговой балке 55, а дуговая балка 55 - по колоннам 49. В магазине 3 руки 66, лоток 64 могут перемещать10
нами кузова 32, грузоподъемное транспортное устройство снимает веерную обойму 68 с оси 69 и устанавливает на ось 69 новую веерную обойму 68 с боковинами кузова 32.
Робототехнический комплекс, изображенный на фиг.З, работает следующим образом.
Робототехнический комплекс на фиг.З отличается от робототехничес- кого комплекса, изображенного на фиг.1 и 2, наличием магазина 5. Устройство и принцип работы магазинов 4 и 5 одинаковы. Загрузка спутника 30 с боковиной кузова 32, сварка боковины кузова 32 в сборочно-сварочной станции 1, взаимодействие сборочно-сварочной станции 1 с магазинами 2 и 3 происходят идентично описанной работе робототехнического комплекса, изображенного на фиг.1 и 2. Отличие зак- ключается в том, что съем спутника 30 со сваренной боковиной кузова 32
15
20
ся по кольцевым балкам 63, а кольцевые25 происходит не в магазин 4, а в мага- балки 63 - по колоннам 61. После опорожнения всех контейнеров 52 и 60 обоймы 48 и 58 снимаются с осей магазинов 2 и 3, а на их место устанавливаются другие обоймы 48 и 58 с полными кон- 30 тейнерами 52, 60.
После совершения полного оборота
в позиционере 12 боковина кузова 32
пройдет полный курс сварки, базируюзин 5.
Применение магазина 5 позволяет повысить производительность робототехнического комплекса за счет сокращения времени на замену спутников 30 в базирующей раме 16 позиционера 12. Съем спутника 30 со сваренной боковиной кузова 32 в магазин 5 и установка спутника 30 с боковиной кузова
щая рама 16 займет первоначальное по- 35 32 предназначенной для сварки из маложение в позиционере 12. Спутник 30 располагается напротив устройства 70 перемещения магазина 4. Устройство 70 перемещения выдвигается, захватывает спутник 30, при этом силовые цилинд- 40 ры 21 перемещают прихваты 24, последние отходят от спутника 30 и освобождают его. Устройство 70 перемещения задвигает спутник 30 с боковиной кузова 32 в веерную обойму 68, которая «j поворачивается на один шаг. После этого процесс установки спутника 30 с боковиной кузова 32 в базирующую раму 16 повторяется и производится сварка боковины кузова 32 в соответствии JQ с описанным процессом.
Таким образом, при работе робототехнического комплекса происходит съем спутников 30 с боковинами кузова 32 с веерной обоймы 68 и установка в ве- g ерную обойму 68 спутников 30 со сваренными боковинами кузова 32. После того как в веерной обойме 68 все спутники 30 будут со сваренными бокови-
газина 4, происходят одновременно, т.е. спутник 30 магазина 4 как бы вытесняет спутник 30 из базирующей рамы 16 в магазин 5.
Для осуществления этого одновременно с работой магазина 4 выдвигается транспортное устройство 73 магазина 5, захватывает спутник 30 со сваренной боковиной кузова 32 и перемещает ее в веерную обойму 71. Веерная обойма 71 поворачивается на оси 72 и вновь оказывается подготовленной к приему из позиционера 12 спутника 3 со сваренной боковиной кузова 32.
Робототехнический комплекс, изображенный на фиг.17, работает следующи образом.
Робототехнический комплекс, изображенный на фиг.17, отличается от робототехнического комплекса, изображенного на фиг.1 и 2, отсутствием магазинов 4 и 5, конструкцией сборочно- сварочной станции 1, а также выполнением транспортного средства в виде
10
74758
нами кузова 32, грузоподъемное транспортное устройство снимает веерную обойму 68 с оси 69 и устанавливает на ось 69 новую веерную обойму 68 с боковинами кузова 32.
Робототехнический комплекс, изображенный на фиг.З, работает следующим образом.
Робототехнический комплекс на фиг.З отличается от робототехничес- кого комплекса, изображенного на фиг.1 и 2, наличием магазина 5. Устройство и принцип работы магазинов 4 и 5 одинаковы. Загрузка спутника 30 с боковиной кузова 32, сварка боковины кузова 32 в сборочно-сварочной станции 1, взаимодействие сборочно-сварочной станции 1 с магазинами 2 и 3 происходят идентично описанной работе робототехнического комплекса, изображенного на фиг.1 и 2. Отличие зак- ключается в том, что съем спутника 30 со сваренной боковиной кузова 32
15
20
происходит не в магазин 4, а в мага-
зин 5.
Применение магазина 5 позволяет повысить производительность робототехнического комплекса за счет сокращения времени на замену спутников 30 в базирующей раме 16 позиционера 12. Съем спутника 30 со сваренной боковиной кузова 32 в магазин 5 и установка спутника 30 с боковиной кузова
32 предназначенной для сварки из магазина 4, происходят одновременно, т.е. спутник 30 магазина 4 как бы вытесняет спутник 30 из базирующей рамы 16 в магазин 5.
Для осуществления этого одновременно с работой магазина 4 выдвигается транспортное устройство 73 магазина 5, захватывает спутник 30 со сваренной боковиной кузова 32 и перемещает ее в веерную обойму 71. Веерная обойма 71 поворачивается на оси 72 и вновь оказывается подготовленной к приему из позиционера 12 спутника 3 со сваренной боковиной кузова 32.
Робототехнический комплекс, изображенный на фиг.17, работает следующи образом.
Робототехнический комплекс, изображенный на фиг.17, отличается от робототехнического комплекса, изображенного на фиг.1 и 2, отсутствием магазинов 4 и 5, конструкцией сборочно- сварочной станции 1, а также выполнением транспортного средства в виде
шагового транспортера 75. В сборочно- сварочной станции 1 вместо позиционера 12 используются роботы 14, образующие оболочек 13 которых стыкуются с противоположными направляющими 11. Транспортер 75 пропущен внут- ри сборочно-сварочной станции 1, входит через один робот 14, а выходит через другой робот 14.
Работа магазинов 2 и 3, кольцевых роботов 7-10 аналогична работе в ро- бототехническом комплексе, изображенном на фиг.1 и 2. Кузова 76, установленные в позиционерах со средствами базирования на шаговом транспортере
75,при работе транспортера 75 оказываются внутри сборочно-сварочной w станции I. Клещи 77, перемещаемые степенями подвижности роботов, прово- дят сварку кузова 76. Захваты 78 и
79 проводят перенос деталей из магазинов 2 и 3 и стыковку их с кузовом
76.При этом в роботах 14 руки 36 перемещаются вдоль балок 45 и вдоль ду- говых пазов 46. При смене типоразмеров изделия цилиндры 21 переставляются в соответствующие пазы 29.
Формула изобретения
1.Робототехнический сборочно-сва- рочный комплекс, содержащий транспортное средство, позиционеры со средствами базирования, роботы, руки ко- торых снабжены сварочными клещами и захватами, магазины для базовых и комплектующих изделий, отличающийся тем, что, с целью повышения производительности и улучшения эксплуатационных характеристик за
счет увеличения количества операций, выполняемых на одной рабочей позиции, он снабжен сборочно-сварочной станцией, выполненной в виде куба, граня- ми которого являются закрепленные между собой кольцевые направляющие для роботов, руки которых размещены с возможностью передачи комплектующих изделий из магазинов на позиционер.
2,Комплекс поп.1,отличаю- щ и и с я тем, что позиционер со средствами базирования выполнен в виде базирующей рамы, установленной внутри станции на каретках, размещенных на двух противоположных кольцевых направляющих станции с возможностью перемещения по ним.
3.Комплекс по пп. 1 и 2, о т л и- чающийся тем, что позиционер снабжен второй базирующей рамой, аналогичной первой, установленной на кольиевых направляющих.
4.Комплекс по пп.1 и 2, отличающийся тем, что магазин для спутников с базовыми изделиями снабжен средством для перемещения спутников, выполнен в виде съемной поворотной вокруг вертикальной оси веерной обоймы и установлен с торца станции с возможностью загрузки - выгрузки спутников в позиционер и обратно.
5.Комплекс по пп.1 и 2, о тли чающийся тем, что он снабжен вторым магазином для спутников с ба-х зовыми изделиями, аналогичным первому, расположенным с другого торца станции с возможностью выгрузки спутников с базовыми изделиями из позиционера, при этом первый магазин служит только для загрузки спутников в позиционер .
6.Комплекс поп.1, о тличаю- щ и и с я тем, что один из магазинов для комплектующих изделий выполнен в виде съемной цилиндрической обоймы с ячейками под лотки с комплектующими изделиями, внутри которой размещено средство для перемещения лотков между ячейками с тремя степенями подвижности, а с наружной стороны обоймы установлены стойки с размещенными на них с возможностью перемещения каретками, связанными между собой дуговой балкой, на направляющей которой установлены в свою очередь каретки с руками с возможностью перемещения по ней, при этом руки размещены с воз- можностью передачи комплектующих изделий из магазина на позиционер.
7.Комплекс поп.1,отлича rant и и с я тем, что на стойках, установленных с внешней стороны съемной цилиндрической обоймы, размещены с возможностью перемещения по ним каретки с закрепленной на них кольцевой направляющей под средство для пег ремещения лотков между ячейками, выполненное с двумя степенями подвижности и под каретки с руками роботов.
8.Комплекс поп.1, отличающийся тем, что на кольцевых направляющих сборочно-сварочной станции установлены с возможностью перемещения по ним каретки с руками роботов.
11
9.Комплекс по n.l, отличающийся тем, что на кольцевых направляющих сборочно-сварочной станции установлены каретки, связанные между собой диагональной балкой, на направляющих которой размещены каретки с руками роботов.
10.Комплекс по п.отличающий с я тем, что на кольцевых направляющих сборочно-сварочной станции установлены по меньшей мере две каретки, связанные между собой хордовой балкой, на направляющих которой размещены каретки с руками роботов.
11.Комплекс поп.1,отлича153
ю щ и и с я тем, что на кольцевых направляющих сварочно-сборочной станции установлены каретки, связанные попарно диагональной и хордовыми бал- ками, на направляющих которых размещены каретки с руками роботов.
12. Комплекс по п.1, о т л и ч а- ю щ и и с я тем, что на кольцевых направляющих сварочно-сборочной стан- ции установлены каретки с закрепленgю20747512
ными на них одними концами радиусными балками, другие концы которых установлены шарнирно на оси, закрепленной диагональной стяжкой на кольцевых направляющих, а каретки с руками роботов размещены на направляющих радиусных балок.
13. Комплекс поп.1, отличающийся тем, что на противоположных торцах сборочно-сварочной станции по ходу технологического процесса установлены роботы, корпуса которых выполнены в виде трубчатых оболочек с дуговыми пазами, на направляющих которых размещены с возможностью перемещения по ним с внутренней сторо15
ны оболочки каретки с руками, а вдоль внутренней стороны оболочки закреплены продольные балки, также снабженные направляющими под каретки с руками, при этом транспортное средство размещено внутри сборочно-сварочной станции и трубчатых оболочек, а позиционеры со средствами базирования закреплены на нем.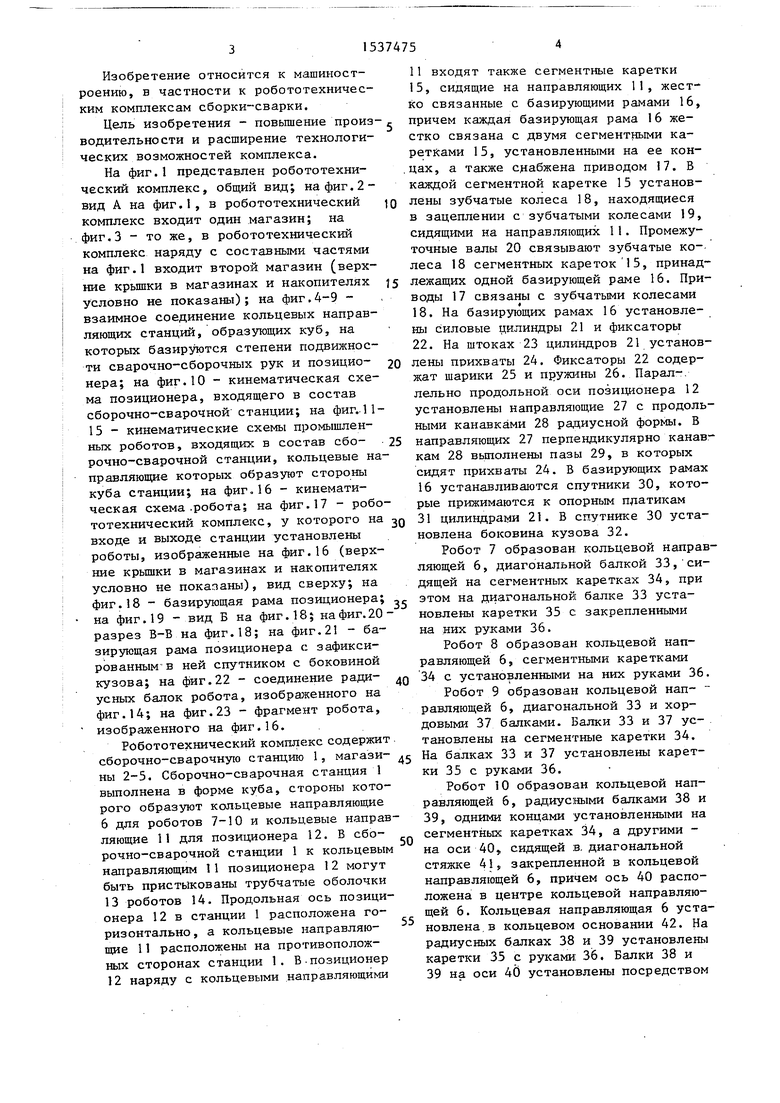
| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот | 1987 |
|
SU1481057A1 |
| Промышленный робот | 1987 |
|
SU1481056A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ПОДСБОРОК КУЗОВА АВТОМОБИЛЯ | 2002 |
|
RU2221683C1 |
| Установка для сварки автомобильных корпусов | 1989 |
|
SU1831417A3 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Линия для изготовления сварных изделий | 1990 |
|
SU1761431A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
Изобретение относится к машиностроению, в частности к робототехническим комплексам сборки-сварки. Цель изобретения - повышение производительности и расширение технологических возможностей комплекса. Он снабжен сборочно-сварочной станцией 1, выполненной в виде куба, гранями которого являются кольцевые направляющие для роботов. Базовое изделие в спутнике поступает из веерного магазина 4 в позиционер 12, выполненный в виде рамы и размещенный внутри станции 1 посредством кареток, установленных на кольцевых направляющих. Сборка-сварка базового изделия происходит во время вращения позиционера 12 по кольцевым направляющим или во время его остановки в различных положениях с помощью рук роботов. Одни руки при этом захватывают из магазинов комплектующие изделия и стыкуют их с базовым, а другие сварочными клещами приваривают их, а также производят сварку базового изделия. На дуговых или кольцевых направляющих магазинов для комплектующих изделий также установлены руки, которые могут переносить эти изделия из магазина и стыковать их с базовым. Руки со схватами и сварочными клещами сборочно-сварочной станции 1 установлены на каретках. Одни каретки перемещаются по кольцевым направляющим станции, другие - по прямолинейным направляющим диагональных, кордовых или радиусных балок, которые своими концами также закреплены на каретках, перемещающихся в свою очередь по кольцевым направляющим. 12 з.п. ф-лы, 23 ил.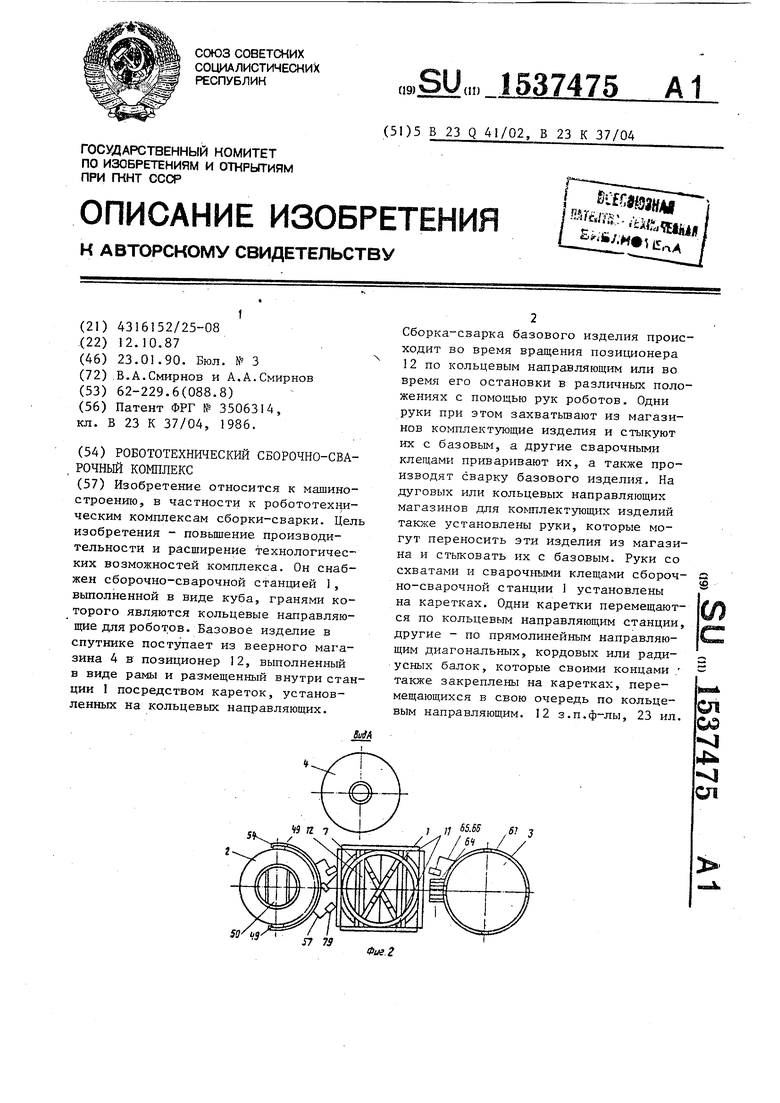
# .56
5/
mm
у/ Ш
жш
ФигЛ
V
фуе.З
Фиг. 5
Фие.б
Фиг. 8
-5
Фие.7
фиг, 9
V .
Ъ5
Фиг. V
а
ш
гг
го
16
21
Фиг. Ю
76
фиг.12
Фиг. 73
//
фиг.15
39
фиг. 14
х
Фив.№
75фиг. 17
16 27 29г/ 57
РгП /
ггв
ВидВ
Фиг 13
Фиг 18
LI
3Z
Wv 40,
Фиг. 22
фыг.20
О.
Ж
LL
THJ
Фиг.11
23
| Патент ФРГ W 3506314, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
