Область техники.
Изобретение относится к производству материалов дугогасительных и разрывных электрических контактов и может быть использовано в контакторах подстанций, электровозов, метропоездов и другого городского электрифицированного транспорта.
Предшествующий уровень техники
В патенте RU2202642 раскрывается способ изготовления композиционного материала на основе меди для дугогасительных и разрывных электрических контактов, включающий получение порошковой смеси, содержащей частицы меди в виде предварительно измельченной стружки и упрочнителя, содержащего по меньшей мере одно вещество, выбранное из группы, включающей хром, вольфрам, NbCr2 и карбид кремния, в количестве, не превышающем 50 мас.%, с исходной дисперсностью 10-40 мкм, размол упомянутой смеси в высокоэнергетической мельнице, последующее холодное компактирование в брикеты, нагрев до температуры, не превышающей температуру начала рекристаллизации медного твердого раствора, и прессование при этой температуре с получением материала, состоящего из матрицы на основе медного твердого раствора и распределенного в ней упрочнителя.
Композиционный материал, полученный данным способом, содержит медь и по меньшей мере одно вещество, выбранное из группы, включающей хром, вольфрам, NbCr2 и карбид кремния, в количестве, не превышающем 50 мас.%.
К недостаткам известного технического решения относится то, что не только прессование и спекание, но и хранение порошка после механического легирования необходимо проводить в защитной атмосфере, что значительно сокращает срок хранения. Также к недостаткам можно отнести относительно невысокую дугостойкость и износостойкость как самого материала, так и контртела. Обычно эти характеристики повышаются при введении графита.
Наиболее близкие к предложенному способ и материал, выполненный данным способом, раскрываются в патенте RU 2088682. Способ включает смешение частиц графита, плакированных карбидом, по крайней мере одного металла IV-VI групп Периодической системы с порошками меди или ее сплавов, формование из готовой смеси материала путем одноосного прессования с нагрузкой 5-25 МПа и спекание материала в вакууме при температуре от 1100 до 1600°C или в атмосфере защитного газа (азота или аргона) при температуре 1350-1660°C. При этом в процессе спекания происходит растекание меди по плакированному графиту.
Этот материал содержит компоненты при следующем соотношении, мас.%: частицы графита 6,3-60,0, по крайней мере один карбид металла IV VI групп Периодической системы -15-60 и медь или сплав на основе меди - остальное.
Материал обладает сравнительно высоким удельным электрическим сопротивлением. При содержании меди 70% его удельное электрическое сопротивление составляет около 0,3 мкОм·м. Из-за высокой пористости известного материала (не менее 30%) этот материал невозможно надежно припаять к медным держателям контакта.
Это ограничивает область его применения только скользящими электрическими контактами, для разрывных и дугогасительных электрических контактов данный материал использовать нельзя.
Кроме того, сложная многостадийная технология изготовления значительно повышает стоимость материала.
Раскрытие изобретения
Задачей изобретения является создание простой и недорогой технологии получения материала для разрывных и дугогасительных электрических контактов, обладающих улучшенной способностью к пайке с медью.
Поставленная задача решается способом изготовления материала для дугогасительных и разрывных электрических контактов, который включает смешение частиц графита, плакированных карбидом ниобия или карбидом хрома, с порошками меди или ее сплавов при следующем соотношении компонентов, мас.%: частицы графита 5-20, карбид хрома или карбид ниобия 5-20, медь или сплав на основе меди - остальное, причем отношение содержания графита к содержанию упомянутого карбида составляет 0,9-1,1, формование из полученной смеси заготовки путем прессования под давлением до плотности не менее 70% от теоретической плотности и последующее спекание заготовки пропусканием импульсов электрического тока плотностью 100-300 А/мм2.
В частных воплощениях изобретения формование заготовки проводят под давлением от 100 до 200 МПа при комнатной температуре.
Поставленная задача решается также материалом для дугогасительных и разрывных электрических контактов, который получен способом в соответствии с вышеизложенным способом и имеет пористость, не превышающую 5%.
Сущность предложенного технического решения состоит в следующем.
Материал получают путем смешения компонентов в определенном заданном отношении, мас.%: частицы графита 5-20, карбид хрома или карбид ниобия 5-20, медь или сплав на основе меди - остальное. Важным является регламентирование отношения содержания графита к содержанию упомянутого карбида в интервале 0,9-1,1.
Такое соотношение позволяет получить на частицах графита сплошное и относительно плотное покрытие карбида, что позволяет обеспечить надежное смачивание частиц графита медью при пайке материала.
Полученная смесь подвергается предварительному обжатию под давлением 100-200 МПа при комнатной температуре для получения заготовки композиционного материала. Плотность заготовки после обжатия должна составлять не менее 70% от теоретической плотности.
Под теоретической плотностью (идеальной плотностью) понимается плотность беспористого материала.
Данная операция проводится с целью уменьшения хода электродов на контактной установке при проведении последующего спекания путем воздействия электрического тока. Во время спекания при прохождении электрического тока через толщу порошковой смеси происходит ее расплавление и объем, занимаемый смесью, становится меньше. В этом случае скорость перемещения электродов может быть меньше скорости уменьшения объема получаемого материала.
Вследствие этого между электродами и сопрягаемой с ним поверхностью материала могут образовываться пустоты, что равносильно разрыванию электрических контактов при пропускании электрического тока большой мощности. Это приводит к образованию микродуг, а следовательно, к нежелательным последствиям, таким как выход из строя электродов пуансонов, выгорание части материала, сваривание электродов с частицами порошковой смеси и др.
Все эти явления могут происходить, если плотность заготовки будет меньше 70% от теоретической.
Для формирования заготовки в некоторых воплощениях изобретения целесообразно прессование вести при комнатной температуре с давлением при обжатии 100-200 МПа.
Последующее спекание полученной таким образом заготовки осуществляется путем пропускания импульсного электрического тока с плотностью 100-300 А/мм2 с одновременным одноосным обжатием электродами материала с давлением 50-200 МПа.
В результате получается материал, полученный по упрощенной технологии без применения вакуума или защитных атмосфер, пористость которого составляет 1-5%. Медь надежно смачивает частицы модифицированного графита и материал надежно припаивается к медным держателям. Удельное электрическое сопротивление материала составляет от 0,04 до 0,06 мкОм·м.
Материал может использоваться для дугогасительных и разрывных электрических контактов.
Изобретение осуществляется следующим образом.
Изобретение можно проиллюстрировать на следующем конкретном примере.
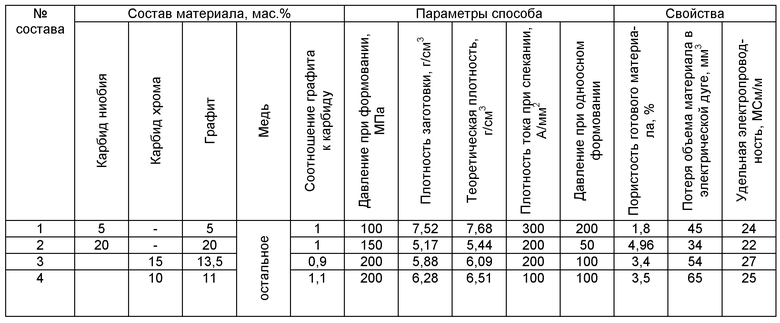
Частицы графита с покрытием из карбидов ниобия или хрома с диаметром 40-200 мкм и толщиной не более 20 мкм и медный порошок с размером менее 100 мкм смешивали при соотношениях, указанных в таблице. Смешение проводили в закрытом вращающемся барабане со скоростью вращения 30 об/мин. Смешение проводили в течение 1 ч.
Результат смешения размещали в стальной цилиндрической пресс-форме с диаметром 12 мм по схеме одноосного нагружения с нагрузкой 100-300 МПа. Полученные сформованные образцы подсушивали.
Затем проводили спекание. Сформованные образцы помещались в цилиндрическую пресс-форму с внутренним диаметром 12 мм, изготовленную из изолирующего материала. Сверху и снизу в пресс-форму входили подвижные медные водоохлаждаемые электроды диаметром 12-0,05 мм, одновременно выполняющие роль пуансонов. Между электродами и сформованной заготовкой помещались круглые вольфрамовые пластины толщиной 0,1 мм. Электроды-пуансоны прижимались к торцам сформованной заготовки давлением 50-200 МПа. Между электродами пропускался электрический ток плотностью 100-300 А/мм2 в течение 2 с.
В результате получали образцы с размерами: высотой 5-8 мм, диаметром 12 мм, из которых механической обработкой изготавливали образцы для измерения плотности, электрического сопротивления, твердости по Бринеллю, дугостойкости под воздействием электрической дуги, прочности паяного соединения с медью. Пайка осуществлялась медно-фосфористым припоем.
Наряду с традиционными методами определения твердости, плотности, удельной электропроводности, определялась потеря объема материала в электрической дуге и прочность паяного соединения материала с медью. Прочность паяного соединения составила от 50 до 150 МПа в зависимости от содержания мели в материале. Причем прочность паяного соединения оказалась выше предела прочности при растяжении самого материала, которая составляет от 30 до 70 МПа в зависимости от содержания меди в материале. Потеря объема в электрической дуге определялась по разности масс образцов до и после прохождения дугового разряда. Между двумя электродами из одинакового испытуемого материала инициировалась электрическая дуга. Расстояние между электродами составляло 10 мм, ток в дуге - 1,5 кА, время горения дуги - 18 мс.
В таблице приведены составы заявленного материала и параметры получения этого материала, а также приведены свойства этих составов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ СИЛЬНОТОЧНЫХ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ И СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 2013 |
|
RU2523156C1 |
| Материал для дугогасительных и разрывных электрических контактов на основе меди и способ его изготовления | 2021 |
|
RU2769344C1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОНЫЫЙ МЕДНО-ГРАФИТОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2088682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2001 |
|
RU2202642C1 |
| МАТЕРИАЛ ДЛЯ ТОКОПРОВОДЯЩИХ КОНТАКТНЫХ ИЗДЕЛИЙ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИЗДЕЛИЕ | 1998 |
|
RU2150444C1 |
| ЭЛЕКТРОТЕХНИЧЕСКОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ ТОКОПРОВОДЯЩЕГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРИЧЕСКИХ РАЗРЫВНЫХ КОНТАКТОВ И МАТЕРИАЛ | 2017 |
|
RU2691452C1 |
| Способ изготовления бислойной порошковой полосы на основе меди для сильноточных разрывных электрических контактов | 2021 |
|
RU2777829C1 |
| Способ получения композиционного электроконтактного материала Cu-SiC | 2020 |
|
RU2739493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ НА МЕДНОЙ ОСНОВЕ | 2009 |
|
RU2398656C1 |
Изобретение относится к производству материалов дугогасительных и разрывных электрических контактов и может быть использовано в токоприемниках электровозов, метропоездов и другого городского электрифицированного транспорта. Способ включает смешение частиц графита, плакированных карбидом ниобия или карбидом хрома, с порошками меди или ее сплавов при следующем соотношении компонентов, мас.%: частицы графита 5-20, карбид хрома или карбид ниобия 5-20, медь или сплав на основе меди - остальное, причем отношение содержания графита к содержанию упомянутого карбида составляет 0,9-1,1, формование из полученной смеси заготовки путем прессования под давлением до плотности не менее 70% от теоретической плотности и последующее спекание заготовки пропусканием импульсов электрического тока плотностью 100-300 А/мм2 с одновременным одноосным обжатием материала. Техническим результатом изобретения является создание простой и недорогой технологии получения материала для разрывных и дугогасительных электрических контактов, обладающих улучшенной способностью к пайке с медью. 2 н. и 3 з.п. ф-лы, 1 табл., 1 пр.
1. Способ изготовления материала для дугогасительных и разрывных электрических контактов, характеризующийся тем, что включает смешение частиц графита, плакированных карбидом ниобия или карбидом хрома, с порошками меди или ее сплавов при следующем соотношении компонентов, мас.%: частицы графита 5-20, карбид хрома или карбид ниобия 5-20, медь или сплав на основе меди - остальное, причем отношение содержания графита к содержанию упомянутого карбида составляет 0,9-1,1, формование из полученной смеси заготовки путем прессования под давлением до плотности не менее 70% от теоретической плотности и последующее спекание заготовки пропусканием импульсов электрического тока плотностью 100-300 А/мм2 с одновременным одноосным обжатием материала.
2. Способ по п.1, характеризующийся тем, что формование заготовки проводят под давлением от 100 до 200 МПа при комнатной температуре.
3. Способ по п.1, характеризующийся тем, что одноосное обжатие при спекании осуществляют под давлением 50-200 МПа.
4. Способ по п.1, характеризующийся тем, что одноосное обжатие при спекании осуществляют электродами, подводящими импульсы тока.
5. Материал для дугогасительных и разрывных электрических контактов, характеризующийся тем, что получен способом в соответствии с любым из предшествующих пунктов формулы и имеет пористость, не превышающую 5%.
| СПЕЧЕННЫЙ КОМПОЗИЦИОНЫЫЙ МЕДНО-ГРАФИТОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2088682C1 |
| КОНТАКТНАЯ ПАРА ДЛЯ ПАКЕТНЫХ ПЕРЕКЛЮЧАТЕЛЕЙ | 1986 |
|
SU1376814A1 |
| JP 0063086837 А, 18.04.1988 | |||

