Изобретение относится к области порошковой металлургии, в частности к получению графито-медных электроконтактных материалов, которые могут быть использованы для изготовления рабочего слоя сильноточных бислойных электроконтактов.
Создание электротехнических материалов связано с трудностями сочетания в них таких свойств, как высокие электропроводность и прочность, тугоплавкость, коррозионная стойкость. При этом материалы разрывных контактов должны быть тепло- и электропроводными, эрозионностойкими при воздействии электрической дуги, не свариваться в процессе работы. Получение материалов с такими, практически взаимоисключающими свойствами без использования драгметаллов, является весьма сложной задачей. В этой связи разработка новых материалов для сильноточных контакторов является актуальной проблемой современного материаловедения.
Известен порошковый материал на основе меди для серийных разрывных электроконтактов МГ-3 (Либенсон Г.А. Производство спеченных изделий. М. Металлургия, 1982. 256 с), имеющий состав, мас. %: графит - 3, медь - 97.
Недостатками данного материала являются: низкая твердость 20-25 НВ, большой электроэрозионный износ (потеря массы свыше 55 г/млн. циклов).
Также известен способ изготовления материала для дугогасительных и разрывных электрических контактов и материал (патент РФ №2522584, МПК H01H 1/025, H01H 1/027, H01H 1/04, С22С 30/02, оп. 20.07.2014). Способ включает смешение частиц графита, плакированных карбидом ниобия или карбидом хрома, с порошками меди или ее сплавов при следующем соотношении компонентов, мас. %: частицы графита 5-20, карбид хрома или карбид ниобия 5-20, медь или сплав на основе меди - остальное, причем отношение содержания графита к содержанию упомянутого карбида составляет 0,9-1,1, формование из полученной смеси заготовки путем прессования под давлением до плотности не менее 70% от теоретической плотности и последующее спекание заготовки пропусканием импульсов электрического тока плотностью 100-300 А/мм2 с одновременным одноосным обжатием материала. При этом способ характеризуется тем, что формование заготовки проводят под давлением от 100 до 200 МПа при комнатной температуре, одноосное обжатие при спекании осуществляют под давлением 50-200 МПа электродами, подводящими импульсы тока. Полученный по этому способу материал имеет пористость, не превышающую 5%.
Недостатками известного материала являются: низкая эрозионная стойкость материала; высокая сложность и многостадийность изготовления; высокое электрическое сопротивление материала контакта.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому решению является шихта для изготовления материала для сильноточных электрических контактов и способ изготовления материала (патент РФ №2523156, МПК С22С 1/05 (2006.01), B22F 3/14 (2006.01), H01H 1/027 (2006.01), С22С 9/00 (2006.01, оп. 20.07.2014).
Шихта для изготовления материала для сильноточных электрических контактов, характеризующаяся тем, что она содержит частицы меди, графита и гидрида титана при следующем соотношении компонентов, мас. %: медь - 20-85, гидрид титана - 1-10, графит - остальное. При этом размер частиц графита составляет 40-80 мкм, а размер частиц меди и гидрида титана не превышает 100 мкм.
Способ изготовления материала для сильноточных электрических контактов, включающий смешивание частиц графита, гидрида титана и меди в заданном соотношении с получением шихты по п. 1 и получение из шихты заготовки материала путем спекания пропусканием импульсов электрического тока плотностью 200-500А/мм2 с одновременным одноосным обжатием. При этом одноосное обжатие при спекании осуществляют под давлением 150-400 МПа электродами, подводящими импульсы тока.
Недостатками данного способа изготовления и состава материала являются: низкая эрозионная стойкость материала; высокая сложность его изготовления; травмоопасность необходимого оборудования; высокое электрическое сопротивление материала контакта.
Предлагаемый способ предназначен для получения порошкового композитного материала для рабочего слоя бислойных разрывных сильноточных контактов.
Техническим результатом предлагаемого изобретения является получение электроконтактного порошкового материала на основе меди, обладающего низким электосопротивлением, повышенной твердостью и пластичностью, высокой электроэрозионной стойкостью.
Указанный технический результат достигается тем, что предлагаемый материал для дугогасительных и разрывных электрических контактов на основе меди, содержит мас. %: 1,0- 2,0 порошка активированного угля с размером частиц менее 1,0 мкм (удельная поверхность - 1000 м2/г), 1,5-2,0 нанопорошка Fe-Cu псевдосплава размер частиц не более 0,1 мкм, остальное - медный порошок ПМС - 1.
Указанный технический результат достигается тем, что в способе изготовления материала для дугогасительных и разрывных электрических контактов на основе меди, включающем подготовку исходной шихты, обработку полученной смеси давлением, спекание и охлаждение, согласно изобретению исходную шихту, содержащую мас. %: 1,0-2,0 активированного угля с размером частиц менее 1 мкм (удельная поверхность - 1000 м2/г), 1,5-2,0 нанопорошка Fe-Cu псевдосплава размер частиц не более 0,1 мкм, остальное - медный порошок ПМС-1, подвергают двухстадийной обработке давлением путем прокатки и спекания в атмосфере водорода с изотермической выдержкой и последующим охлаждением в той же атмосфере вместе с печью на каждой стадии, при этом на начальной стадии прокатку ведут при давлении 300-350 МПа до относительной плотности 0,35-0,40, затем нагревают до температуры 720-750°С и выдерживают в течение 30-40 мин, а на заключительной стадии прокатку осуществляют в валках с калибрами ящичного типа до относительной плотности 0,95-0,97, нагревают до температуры 900-950°С и выдерживают в течение 55-65 мин.
Указанные признаки, характеризующие состав электроконтактного порошкового материала: состав исходной шихты, дисперсность и массовые соотношения входящих компонентов, являются необходимыми для достижения указанного технического результата, т.е. для получения электроконтактного порошкового материала, обладающего низким электосопротивлением, повышенной твердостью и высокой электроэрозионной стойкостью.
Сущность данных признаков заключается в следующем: - порошок активированного угля с удельной поверхностью - 1000 м2/г, размером частиц менее 1,0 мкм, в количестве 1,0-2,0 мас. % обеспечивает двойной эффект: выполняет роль дугогасящего элемента и упрочняет матрицу. Количество порошка активированного угля менее 1,0% снижает эрозионную стойкость композиции, а использование этого порошка более 2,0%, при отсутствии положительных эффектов, значительно снижает плотность электроконтактного материала, увеличивает удельное электросопротивление, уменьшает его пластичность и твердость. Размер частиц порошка активированного угля менее 1,0 мкм позволяет при концентрации его 1,0-2,0 мас. % обеспечить его распределение в любом микрообъеме материала и, следовательно, гарантировать попадание стрелы дуги в активированный уголь гася ее;
- нанопорошок Fe-Cu псевдосплава в количестве 1,5-2,0% использовали в виде прекурсора - последовательно осажденного Fe-Cu гидроксида, который смешивали с медным порошком и восстанавливали в процессе спекания электроконтактного материала. В результате нанопорошок Fe-Cu псевдосплава представляет собой наноразмерный (не более 0,1 мкм) упрочняющий элемент матрицы повышающий твердость электроконтактного материала. Концентрация псевдосплава имеют важное значение: при концентрации нанопорошка Fe-Cu псевдосплава менее 1,5% твердость электроконтактного материала падает более чем на 30%, а наличие псевдосплава более 2,0% приводит к существенному повышению электросопротивления электроконтактного материала.
Указанные признаки, характеризующие способ изготовления материала для дугогасительных и разрывных электрических контактов на основе меди, характеризующие вид, усилие начальной обработки давлением путем прокатки исходной шихты, а также условия первичного спекания компактированного материала, заключительную обработку давлением для уплотнения материала путем прокатки в валках с калибрами ящичного типа и повторное спекание являются необходимыми для достижения указанного технического результата, т.е. для получения электроконтактного материала с повышенной электропроводимостью и высокой эрозионной стойкостью, повышенными механическими характеристиками.
Сущность заявляемого способа заключается в следующем:
- обработка исходной порошковой смеси прокаткой при давлении 300-350 МПа обеспечивает формование электроконтактного порошкового материала с относительной плотностью 0,35-0,40, что позволяет в процессе первичного спекания восстановить оксиды на поверхности частиц медного порошка и добавку Fe-Cu гидроксида до металлического псевдосплава;
- прокатка при давлении менее 300 МПа не гарантирует достаточную механическую прочность формовки при манипуляциях с ней до спекания, а прокатка с усилием более 350 МПа не обеспечивает заданных параметров по относительной плотности формовки;
- нагрев на начальной стадии до температуры 720-750°С в атмосфере водорода и выдержка в течение 30-40 мин обеспечивает восстановление оксидов меди и Fe-Cu гидроксида до псевдосплава, механическую прочность компакта для дальнейшей обработки. Нагрев ниже 720°С не гарантирует достаточные механические свойства электроконтактного материала, а нагрев выше 750°С существенно затрудняет процесс уплотнения при вторичной прокатке;
- прокатка в валках с калибрами ящичного типа обеспечивает неразрушающую обработку компакта и приводит к получению электроконтактного материала с относительной плотностью 0,95-0,97. Уплотнение компакта в валках с гладкой бочкой приводит к его хрупкому разрушению, а обработка в закрытом очаге деформации созданном четырьмя приводными валками очень усложняет и удорожает процесс (патент РФ №2529605).
- нагрев на заключительной стадии до температуры 900-950°С и выдержка заготовки в течение 55-65 мин в атмосфере водорода с последующим охлаждением в той же атмосфере вместе с печью приводит получению материала с заданными механическими свойствами высокой электропроводностью и эрозийной стойкостью. Нагрев ниже 900°С и времени выдержки менее 55 мин не обеспечивает уплотнения заготовки, а нагрев выше 950°С и при
выдержке более 65 мин нецелесообразен поскольку характеристики материала не отличаются от полученных при 900°С. Пример конкретного осуществления.
Экспериментальную проверку предлагаемых электроконтактного порошкового материала на основе меди и способа его получения проводили в лабораторных условиях в Институте металлургии УрО РАН по следующей технологии:
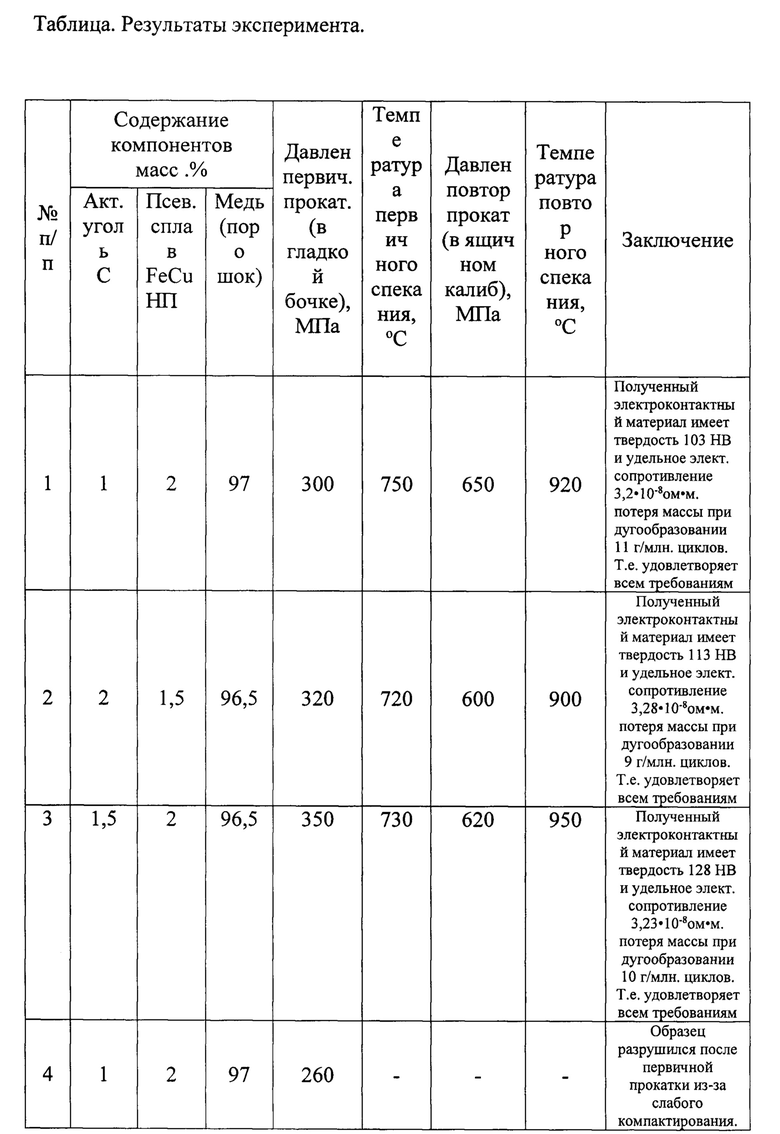
Порошок активированного угля марки ВНИИТУ СО РАН с размером частиц < 1 мкм и удельной поверхностью - 1000 м2/г в количестве 1,0-2,0 мас. %, нанопорошок (≤0,1 мкм) Fe-Cu псевдосплава в количестве 1,5-2,0 мас. %, остальное медный порошок МПС -1 крупностью <70 мкм смешивали в вибро- аэрационном смесителе в течение 3 мин, затем полученную шихту помещали в бункер подачи лабораторного прокатного стана МЛС - 82 ИМЕТ УрО РАН и прокатывали с давлением 300-350 МПа до относительной плотности 0,35 -0,40. Полученную таким образом полосу помещали в камерную электропечь с атмосферой водорода и нагревали со скоростью 5 град/мин до температуры 720-750°С, затем проводили изотермическую выдержку при этой температуре в течение 15-20 мин и охлаждали в той же атмосфере вместе с печью. Полученную заготовку электроконтактного порошкового материала прокатывали в валках с ящичными калибрами до относительной плотности 0,95-0,97 и повторно нагревали в той же печи с водородной атмосферой, но при температуре 900-950°С с изотермической 55-65 мин с последующим охлаждением вместе с печью. Результаты эксперимента выдержкой приведены в таблице.
Как видно из таблицы образцы №1, 2, 3 выполнены в пределах заявляемых режимов обработки и, как следствие, соответствуют всем требованиям к предлагаемому материалу (электрическим, механическим и эрозионным).
При выполнении 4 образца в процессе первой прокатки давление было ниже нижнего предела и как следствие механическая прочность образца столь мала, что он на выходе из стана разрушился.
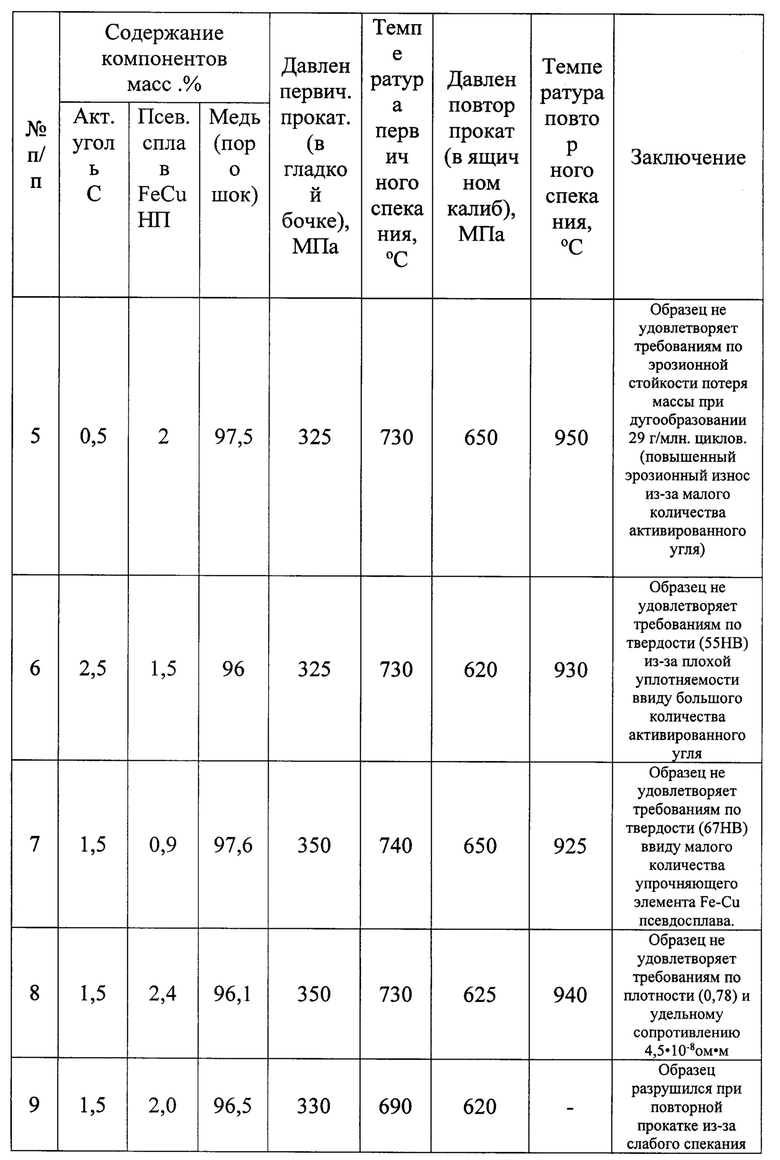
Образцы 5 и 6 также не соответствуют заданным требованиям к материалу в связи с тем, что количество активированного угля не отвечает заданным параметрам. В образце 5 угля меньше требуемого в следствие чего дуга, попадая в медь, горит дольше из-за чего увеличивается эрозийный износ. В образце 6 угля больше требуемого, что приводит к ухудшению уплотнения при компактировании, снижается плотность материала и его механические и электрические свойства.
Образцы 7 и 8 имеют отклонения по концентрации нанопорошка Fe-Cu псевдосплава, что привело к несоответствию качества электроконтактного материала. Содержание Fe-Cu псевдосплава ниже нормы (образец 7), несмотря на хорошую плотность материала, резко понизило его механические свойства из-за недостаточного нанодисперсного упрочнения. Содержание Fe-Cu псевдосплава выше нормы (образец 8), не позволило достаточно уплотнить материал и на треть увеличило его удельное сопротивление.
Образцы 9-12 имеют отклонения от параметров термообработки. Недостаточная и превышающая температуры первичного спекания привели к тому, что в первом случае образец при повторной прокатке разрушился, а во втором случае, не позволил достаточно уплотнить материал из-за высокого сопротивления деформации.
Пониженная температура при вторичной термообработке резко снизило пластические свойства материала и ограничило формовку контактов из него. Повышенная температура термообработки привела к термическому размягчению материала и его деформации в печи под собственным весом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бислойной порошковой полосы на основе меди для сильноточных разрывных электрических контактов | 2021 |
|
RU2777829C1 |
| НАНОКОМПОЗИЦИОННЫЙ ЭЛЕКТРОКОНТАКТНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2597204C1 |
| Способ получения электроконтактного композитного материала на основе меди, содержащего кластеры на основе частиц тугоплавкого металла | 2016 |
|
RU2645855C2 |
| Нанокомпозитные материалы на основе металлических псевдосплавов для контактов переключателей мощных электрических сетей с повышенными физико-механическими свойствами | 2016 |
|
RU2706013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОГО МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА Cu-Cd/CdO ДЛЯ ЭЛЕКТРОКОНТАКТОВ | 2009 |
|
RU2401314C1 |
| Способ получения композиционного электроконтактного материала Cu-SiC | 2020 |
|
RU2739493C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ СИЛЬНОТОЧНЫХ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ И СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 2013 |
|
RU2523156C1 |
| КОМПОЗИЦИОННЫЙ ЭЛЕКТРОКОНТАКТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2525882C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОГО КОМПОЗИТА Сu-Cd/Nb ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ПРИМЕНЕНИЯ | 2013 |
|
RU2516236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2010 |
|
RU2444418C1 |
Изобретение относится к области порошковой металлургии, в частности к получению графитомедных электроконтактных материалов, которые могут быть использованы для изготовления рабочего слоя высокоточных бислойных электроконтактов. Для изготовления материала для дугогасительных и разрывных электрических контактов осуществляют подготовку исходной смеси, обработку полученной шихты давлением, спекание и охлаждение. Исходная шихта содержит, мас. %: 1,0-2,0 активированного угля с размером частиц менее 1,0 мкм и удельной поверхностью 1000 м2/г, 1,5-2,0 нанопорошка Fe-Cu псевдосплава с размером частиц не более 0,1 мкм, остальное - медный порошок ПМС-1, подвергается двухстадийной обработке давлением путем прокатки и спекания в атмосфере водорода с изотермической выдержкой и последующим охлаждением в той же атмосфере вместе с печью на каждой стадии. Изобретение позволяет получать материал, обладающий низким электросопротивлением, повышенной твердостью и пластичностью, высокой электроэрозионной стойкостью. 2 н.п. ф-лы, 1 табл.
1. Материал для дугогасительных и разрывных электрических контактов на основе меди содержит, мас. %:
2. Способ изготовления материала для дугогасительных и разрывных электрических контактов на основе меди, включающий подготовку исходной смеси, обработку полученной шихты давлением, спекание и охлаждение, согласно изобретению исходную шихту, содержащую, мас. %: 1,0-2,0 активированного угля с размером частиц менее 1,0 мкм и удельной поверхностью 1000 м2/г, 1,5-2,0 нанопорошка Fe-Cu псевдосплава с размером частиц не более 0,1 мкм, остальное - медный порошок ПМС-1, подвергают двухстадийной обработке давлением путем прокатки и спекания в атмосфере водорода с изотермической выдержкой и последующим охлаждением в той же атмосфере вместе с печью на каждой стадии, при этом на начальной стадии прокатку ведут при давлении 300-350 МПа до относительной плотности 0,35-0,40, затем нагревают до температуры 720-750°С и выдерживают в течение 30-40 мин, а на заключительной стадии прокатку осуществляют в валках с калибрами ящичного типа до относительной плотности 0,95-0,97, нагревают до температуры 900-950°С и выдерживают в течение 55-65 мин.
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ СИЛЬНОТОЧНЫХ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ И СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 2013 |
|
RU2523156C1 |
| НАНОКОМПОЗИЦИОННЫЙ ЭЛЕКТРОКОНТАКТНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2597204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ ДУГОГАСИТЕЛЬНЫХ И РАЗРЫВНЫХ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ И МАТЕРИАЛ | 2013 |
|
RU2522584C1 |
| Способ получения порошкового композита на основе меди с улучшенными прочностными характеристиками | 2019 |
|
RU2718523C1 |
| CN 106756199 B, 26.06.2018 | |||
| US 5698008 A1, 16.12.1997 | |||
| JP 2004071436 A, 04.03.2004. | |||

