Изобретение относится к порошковой металлургии, а именно к способам получения дисперсно-упрочненных материалов, которые могут быть использованы для электрических контактов, например, в низковольтных коммутационных аппаратах железнодорожного транспорта.
Под действием электрической дуги и в результате механических соударений при замыкании-размыкании электрические контакты контактной пары испытывают большие температурные и значительные силовые воздействия. Вследствие этого контакты уменьшаются по толщине из-за электродугового износа (обгорания) и деформирования (смятия). Поэтому контакты контактных пар коммутационных аппаратов должны изготавливаться из материалов, обладающих низким электродуговым износом и высокой температурой разупрочнения. Для снижения потерь при коммутации токов материалы контактной пары должны обладать высокой электропроводностью.
Контактные пары в низковольтных коммутационных аппаратах железнодорожного транспорта традиционно изготавливаются из серебросодержащих материалов. Так известно и часто применяются контакты из композиций серебро-графит (Порошковая металлургия. Спеченные и композиционные материалы / Под ред. В.Шатта. Пер. с нем. - М.: Металлургия, 1983. - с.321, 322).
Также известны серебряно-металлооксидные материалы, использумые в качестве контактов во множестве электрических устройств, таких как реле, вследствие их высокой проводимости и стойкости к привариванию, которое может происходить между контактами. Серебро обеспечивает высокую проводимость, а оксид металла обеспечивает стойкость к привариванию. Например, серебряно-кадмиевооксидные контактные материалы обычно содержат от 7 мас.% до 15 мас.% CdO (Спеченные материалы для электротехники и электроники. Справочное издание / Под ред. Г.Г.Гнесина. - М.: Металлургия, 1981. - с.192). Однако такие материалы обладают недостаточной электропроводностью: например, для композиции с 15 мас.% CdO (КМК-А10М) она составляет 63% от электропроводности чистой меди. Кроме того, они содержат токсичные частицы кадмия и его оксида, в связи с чем применение серебряно-кадмиевооксидных материалов повсеместно сокращается.
Серебряно-оловооксидные материалы, содержащие, например, от 8 мас.% до 12 мас.% SnO2, не создают таких проблем по токсичности, как серебряно-кадмиевооксидные материалы (М.П.Афонин, М.Н.Овчинникова. Контакт-детали и контактные материалы из композиции серебро-оксид олова / Электрические контакты и электроды: Тр. ИМП им. И.Н.Францевича НАН Украины. - Киев: ИПМ им. И.Н.Францевича НАН Украины, 2004. - с.120).
Известны несколько способов для изготовления серебряно-оловооксидных контактных материалов. Например, известен способ получения серебряно-металлооксидного материала для электрических контактов, включающий окисление сплава на основе серебра, взятого в виде твердого раствора, содержащего олово и более 4 мас.% других металлов, таких как железо, индий, висмут, никель, кадмий, растворенных в серебре. Окисление проводят путем нагрева сначала в водороде, затем в окислительной атмосфере, содержащей кислород, до 650°C с выдержкой до 220 ч (патент США N4472211, C2D 1/78, 1984, примеры 1-4).
Известные способы хотя и способны обеспечить получение серебряно-оловооксидных материалов со свойствами, в приемлемой степени отвечающими требованиям к электроконтактным материалам, но являются трудоемкими и дорогостоящими.
Кроме того, в связи с постоянным ростом мировых цен на серебро среди потребителей электрических контактов в последние годы наблюдается тенденция замены серебросодержащих электрических контактов контактных пар низковольтных электрических аппаратов на менее дорогостоящие, например, на медной основе.
Наиболее близким к заявляемому изобретению является способ изготовления композиционного материала для электрического контакта на медной основе, содержащего железо 7,0-10,0 мас.%, графит 3,0-10,0 мас.%, фосфор 0,1-0,5 мас.%, серу 0,1-0,8 мас.% и медь - остальное, причем медь содержится в дисперсно-упрочненном виде, включающий смешивание порошковых материалов, прессование из них пористой заготовки, нагрев спрессованной заготовки и ее уплотнение, при этом перед смешиванием порошковых материалов производят изготовление дисперсно-упрочненной меди, содержащей 0,3-4,5 мас.% дисперсно-упрочняющей добавки, а после уплотнения производят нагартовку материала (заявка на изобретение RU 2007128163, МПК8, B22F 3/12).
Однако материал, полученный таким способом, не обладает достаточно хорошими техническими характеристиками, которые позволили бы использовать его вместо серебросодержащих электрических контактов. Это объясняется, прежде всего, тем, что материал обладает значительной пористостью. При содержании в порошковой меди 3,0-10,0 мас.% графита она всегда очень плохо уплотняется (Порошковая металлургия. Спеченные и композиционные материалы / Под ред. В.Шатта. Пер. с нем. - М.: Металлургия, 1983. - с.323), а при нагреве медно-графитовой композиции (например, при воздействии электрической дуги на медно-графитовый электрический контакт) содержащийся в ней графит (углерод) вступает в реакцию с кислородом воздуха с образованием углекислого газа, в результате чего исходная пористость такой композиции еще более увеличивается.
В то же время известно (В.И.Раховский, Г.В.Левченко, O.K.Теодорович. Разрывные контакты электрических аппаратов. - М.-Л.: Энергия, 1966. - с.202), что высокая плотность электроконтактного материала и отсутствие в нем пористости (в том числе скрытой) повышают электроэрозионную стойкость изготовленных из него контактов к воздействию электрической дуги, т.к. газонаполненные поры в электрическом контакте являются очагами взрывного разрушения в местах воздействия опорных пятен дуги. Минимальное содержание газов в материале контакта уменьшает степень разбрызгивания расплавленного металла, образующегося в контакте во время горения электрической дуги. Вышеизложенное позволяет заключить, что композиционный материал, изготавливаемый по способу-прототипу и обладающий достаточно высокими пористостью и газонаполненностью, при работе будет обладать значительным электродуговым износом.
Расчеты, проведенные с использованием правила аддитивности для композиционных материалов (Е.Л.Шведков, Э.Т.Денисенко, И.И.Ковенский. Словарь-справочник по порошковой металлургии. - Киев: Наукова думка, 1982. - с.12), свидетельствуют, что композиционный материал, изготавливаемый по способу-прототипу, обладает электропроводностью, составляющей (в зависимости от комбинаций химического состава этого материала) от 6% до 20% от электропроводности чистой меди.
Также известно (Порошковая металлургия. Спеченные и композиционные материалы / Под ред. В.Шатта. Пер. с нем. - М.: Металлургия, 1983. - с.172), что пористость снижает электропроводность материала.
С учетом этого фактическая электропроводность вышеуказанного материала составляет от 4% до 15% от электропроводности чистой меди, что значительно меньше электропроводности описанных выше серебросодержащих материалов для электрических контактов.
Известно (Порошковая металлургия. Спеченные и композиционные материалы / Под ред. В.Шатта. Пер. с нем. - М.: Металлургия, 1983. - с.286-288), что беспористые композиционные материалы, содержащие упрочняющие дисперсные частицы (оксиды, карбиды, нитриды, бориды и др.), имеют температуру разупрочнения тем выше, чем меньше размер этих частиц при равном их объеме в материале.
В частности, проведенные расчеты согласно (E.Shalunov, M.Slesar, M.Besterci, H.Oppenheim, G.Jangg / Metall, №6, 1986. - S.601-605) показывают, что при среднем размере дисперсных частиц (в том числе, Al2O3) 1000-5000 нм (1-5 мкм) и их объемной доле 2,5 мас.% температура разупрочнения дисперсно-упрочненного материала повышается, примерно, в 1,5-1,8 раза по сравнению с температурой разупрочнения материала, в котором отсутствуют такие дисперсные частицы.
При среднем размере дисперсных частиц 10-50 нм (0,01-0,05 мкм) температура разупрочнения дисперсно-упрочненного материала возрастает, примерно, в 2,5-3,0 раза.
Также известно (Порошковая металлургия. Спеченные и композиционные материалы / Под ред. В.Шатта. Пер. с нем. - М.: Металлургия, 1983. - с.156-162), что пористость в композиционном материале снижает прочностные характеристики и температуру разупрочнения материала. Наличие в медном материале значительного количества графита также снижает температуру разупрочнения медно-графитовой композиции.
Учитывая, что медный композиционный материал, изготавливаемый по способу-прототипу, содержит значительное количество графита, обладает значительной пористостью, а содержащиеся в нем дисперсные частицы имеют средний размер 1000-5000 нм, он обладает не очень высокой температурой разупрочнения - 300-340°C, т.е. практически равной температуре разупрочнения серебросодержащих композиционных материалов для электрических контактов.
Таким образом, композиционный материал, изготавливаемый по способу-прототипу, по совокупности свойств (электропроводности, электродуговому износу и температуре разупрочнения) не может эффективно заменить в электрических контактах серебросодержащие композиционные материалы.
Заявляемое изобретение решает задачу создания способа изготовления материала для электрических контактов, обладающих техническими характеристиками, не уступающими характеристикам контактов, полученных из серебросодержащих композиционных материалов, которые позволяют использовать его для изготовления электрических контактов.
Техническим результатом изобретения является улучшение технических характеристик материала, полученных при использовании заявляемого способа, таких как электродуговой износ, температура разупрочнения и электропроводность, по сравнению с аналогичными характеристиками композиционного материала, изготавливаемого по способу-прототипу, причем эти характеристики не должны уступать значениям, присущим серебросодержащим композиционным материалам для электрических контактов.
Этот технический результат достигается тем, что при изготовлении композиционного материала для электрических контактов на медной основе, включающем смешивание порошков графита и меди, прессование из них пористой заготовки, нагрев спрессованной заготовки и ее уплотнение, согласно заявляемому способу при смешивании в смесь добавляют порошки алюминия, фосфорной меди и окиси меди при следующем соотношении компонентов, мас.%:
полученную смесь перед прессованием подвергают высокоэнергетической обработке в шаровой мельнице до образования гранул материала, представляющего собой матрицу на основе меди с равномерно распределенными в ней упрочняющими частицами в количестве 0,35-0,55 мас.% от общей массы, в качестве которых материал содержит соединение γ-Al2O3, а матрица материала представляет собой твердый раствор замещения α-Cu(Al), при этом гранулы материала имеют средний размер 0,1-0,5 мм, а упрочняющие частицы - 20-40 нм, а уплотнение спрессованной заготовки осуществляют ее экструдированием в нагретом состоянии.
По заявленному способу были изготовлены горячеэкструдированные полосы с размерами поперечного сечения 32×3 мм и длиной 1200 мм. Процесс их изготовления состоял из следующих стадий.
Порошки меди (ГОСТ 4960), алюминия (ГОСТ 5592), оксида меди (ТУ 6-09-765-85), углерода в виде графита (ГОСТ 4404) и фосфорной меди МФ10 (ГОСТ 4515) смешивали в определенных пропорциях в течение 30 мин в биконическом смесителе. Химический состав полученных порошковых смесей (композиций) приведен в табл.1.
Для образования матрицы на основе меди с равномерно распределенными в ней упрочняющими частицами в количестве 0,35-0,55 мас.% от общей массы, в качестве которых материал содержит соединение γ-Al2O3, а матрица материала представляет собой твердый раствор замещения α-Cu(Al), при этом гранулы материала имеют средний размер 0,1-0,5 мм, а упрочняющие частицы - 20-40 нм, порошковую смесь подвергали высокоэнергетической обработке в шаровой мельнице (аттриторе) согласно (А.Л.Матросов. Разработка дисперсно-упрочненных материалов для сварочной техники и технологии их изготовления / Автореф. дисс. на соиск. уч. ст. канд. техн. наук. - Нижний Новгород: Нижегород. гос. тех. ун-т, 2002 - с.14), например, в течение 60 мин при скорости вращения ротора 600 об/мин, потребляемой энергии 5 кВт на 1 кг обрабатываемой порошковой смеси, соотношении масс порошковой смеси и мелющих шаров 1:15 и степени заполнения рабочей камеры мельницы порошковой смесью и мелющими шарами 0,4. Полученные в результате такой высокоэнергетической обработки гранулы вхолодную прессовали на гидропрессе давлением 600 МПа в пористые заготовки диаметром 60 мм. Спрессованные пористые заготовки нагревали в камерной электропечи при температуре 800°C в течение 60 мин и с этой температуры подвергали экструдированию на гидропрессе давлением 850 МПа в вышеуказанные полосы. Режимы высокоэнергетической обработки, прессования и экструдирования могут меняться в зависимости от дисперсности исходных порошков, размеров прессуемой пористой заготовки и площади поперечного сечения экструдируемой из нее полосы.
В результате высокоэнергетической обработки порошковой смеси в шаровой мельнице и дальнейшей термодеформационной обработки полученных в шаровой мельнице гранул компоненты порошковой смеси и кислород воздуха вступали в твердофазные химические реакции, в результате которых кислород воздуха и окиси меди образовывали с алюминием оксид алюминия, медный порошок окислялся кислородом воздуха до оксидов меди, которые затем восстанавливались углеродом графита.
Фосфор, содержащийся во введенной в исходную порошковую смесь фосфорной меди МФ10 (Cu - 10 мас.% P), вступал в реакцию с оксидами меди CuO и Cu2O, восстанавливая их до чистой меди и, тем самым, усиливал эффект освобождения (восстановления) материала от вредных для его электропроводности частиц CuO и Cu2O. Кроме того, легкоплавкая эвтектика CuP способствовала смачиваемости дисперсных частиц оксида алюминия и лучшему их соединению с медной основой материала. Поскольку при этом образовывался также побочный продукт вышеуказанных химических реакций - P2O5 -, снижающий электропроводность материала, то количество вводимой в исходную порошковую смесь фосфорной меди было незначительным (см. табл.1), а сама фосфорная медь в данном случае была призвана ограничить содержание вводимого в исходную порошковую смесь углерода (графита), как основного восстановителя CuO и Cu2O, ибо, как было указано выше, при повышенном содержании этого элемента в медном композиционном материале увеличивается его пористость, снижается электропроводность и повышается электродуговой износ.
Для того чтобы углекислый газ, образующийся при восстановлении углеродом окиси и закиси меди, имел возможность выйти из изготавливаемого материала, его гранулы подвергали холодному прессованию в заготовку, которая имеет поры. При дальнейшем нагреве спрессованной пористой заготовки углекислый газ выходил в атмосферу через ее поры.
При следующем затем экструдировании нагретой спрессованной пористой заготовки, когда ее поперечные размеры многократно уменьшались, проходя через фильеру пресс-инструмента, и она, тем самым, превращалась в высокоплотный профиль (например, в горячепрессованную полосу с поперечным сечением 30×3 мм), не полностью удаленный при нагреве пористой заготовки углекислый газ во время этой операции вытеснялся при большом давлении экструзии за пределы деформируемого тела, обеспечивая, в конечном итоге, беспористое и, соответственно, свободное от газов состояние, что, как было указано выше, должно было обеспечивать полученному композиционному материалу повышенные значения электропроводности, температуры разупрочнения и электродуговой стойкости.
Ввиду важности влияния на конечные свойства порошковых или гранульных материалов размеров исходных порошков или гранул, из которых они изготовлены (Порошковая металлургия. Спеченные и композиционные материалы / Под ред. В.Шатта. Пер. с нем. - М.: Металлургия, 1983. - с.152-162), по заявляемому способу получали гранулы композиционного материала, средний размер которых, определенный методом ситового анализа (ГОСТ 18318), составлял 0,1-0,5 мм (см. табл.1).
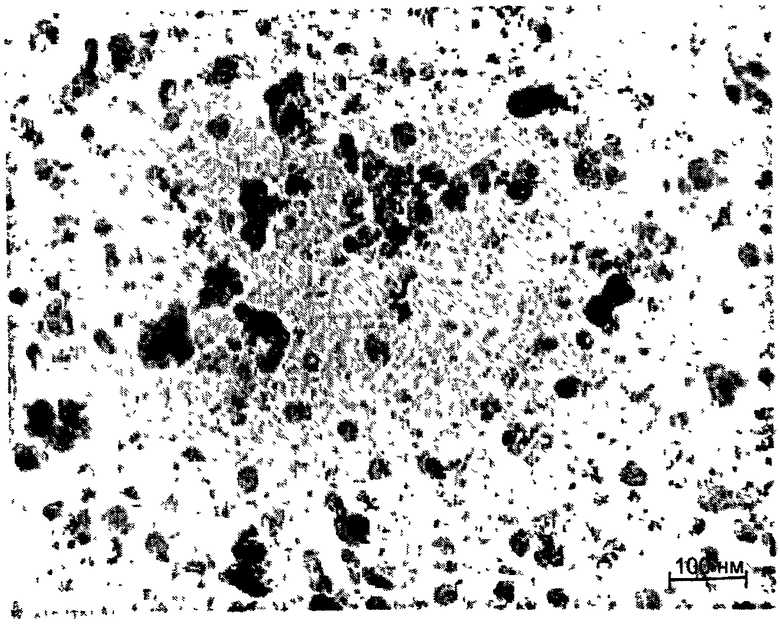
Размеры упрочняющих частиц в полученном материале демонстрирует чертеж, представляющий собой один из шлифов, с которых затем были сняты экстракционные углеродные реплики, подвергнутые в дальнейшем просвечивающей электронной микроскопии на микроскопе ЭМВ-100Л.
Полученные с реплик снимки тонкой структуры исследуемого материала, пример которой приведен на чертеже, были подвергнуты соответствующим обмерам, в результате которых подтверждены полученные средние размеры содержащихся в таком материале упрочняющих частиц. В табл.1 представлен полученный композиционный материал на основе меди, изготовленный согласно заявляемому способу. Он содержит упрочняющие частицы со средним размером 20-40 нм.
Проведенный на дифрактометре ДРОН-3М рентгенофазовый анализ анодных осадков, полученных путем электролитического растворения исследуемого материала, и расшифровка дифрактограмм, снятых на кобальтовом излучении с использованием β-фильтров с фокусировкой по Брэггу-Брентано, подтвердил, что фазовый состав упрочняющих частиц соответствует γ-Al2O3.
Содержание упрочняющих частиц в исследуемом материале определяли на основе стереологического анализа снимков его тонкой структуры (см. чертеж) и дальнейших расчетов согласно (М.И.Гольдштейн, В.М.Фарбер. Дисперсионное упрочнение стали. - М.: Металлургия, 1979. - с.160-168) с использованием в них данных стереологического анализа.
Также производились общепринятые расчеты химического взаимодействия алюминия с кислородом.
В качестве значения содержания γ-Al2O3 в исследуемом материале принималось среднеарифметическое из обоих результатов расчетов, значения которого приведены в табл.1, из которой следует, что среднее содержание упрочняющих частиц в композиционном материале, изготавливаемом по заявляемому способу, составляет 0,35-0,55 мас.%.
С целью подтверждения состава основы (матрицы) полученного материала были проведены на дифрактометре ДРОН-3М исследования по определению периода решетки матрицы этого материала.
Период решетки медной матрицы определяли по центру тяжести дифракционных линий (400) Кβ и (331) Кβ, снятых по точкам через каждые 0,05°. Съемку осуществляли в кобальтовом излучении (λCoKβ=1,62075 Å). Точность определения составляла ±0,0002 Å.
Путем сравнения полученных значений периода решетки исследуемого материала (3,6180 Å) с периодом решетки порошка чистой меди (3,6150 Å) и сравнения значений атомных радиусов алюминия (rAl=1,43 Å) и меди (rCu=1,24 Å) было установлено, что часть алюминия, введенного в исходную порошковую смесь, образует с медью твердый раствор замещения α-Cu(Al) (Б.Ф.Ормонт. Введение в физическую химию и кристаллохимию полупроводников. Уч. пособ. для втузов / Изд. 2-ое перераб. и доп. - М.: Высшая школа, 1973. - с.325).
Для сравнения, согласно способу-прототипу были изготовлены полосы с поперечным сечением 30×3 мм и длиной 250 мм из порошковых смесей (композиций), приведенных в табл.1.
При этом сначала приготавливали в шаровой мельнице гранулы дисперсно-упрочненной меди из порошка меди (ГОСТ 4960) и порошка α-Al2O3 со средним размером частиц 1000 нм и его долей в дисперсно-упрочненной меди 0,3-4,5 мас.%. Затем дисперсно-упрочненную медь и порошки железа (ГОСТ 4716), графита (ГОСТ 4404), фосфора (ГОСТ 4614) и серы (ГОСТ 4923) смешивали в биконическом смесителе в пропорциях, приведенных в табл.1.
Средний размер частиц порошка и гранул в композициях составлял 0,07-0,09 мм.
Полученные порошковые смеси (композиции) подвергали холодному прессованию на гидропрессе давлением 600 МПа в пористые заготовки, которые затем нагревали при температуре 700°C в течение 60 мин и с этой температуры уплотняли на гидропрессе давлением 600…700 МПа в матрице прямоугольного поперечного сечения. Охлажденную заготовку подвергали нагартовке путем ее осадки между плоскими плитами гидропресса на 30-40%.
Полученный по способу-прототипу материал пластин был подвергнут исследованиям, методы которых указаны выше, в результате которых было установлено, что основой материала (матрицей) является твердый раствор железа в меди α-Cu(Fe), а упрочняющие частицы α-Al2O3 имеют тот же средний размер, который был у них в исходном состоянии перед приготовлением дисперсно-упрочненной меди - 1000 нм.
Из полос материалов, изготовленных по заявляемому способу и способу-прототипу, были приготовлены соответствующие образцы, на которых определялись их электропроводность (ГОСТ 7229) и температура разупрочнения (ISO 5182).
Результаты этих измерений приведены в табл.2, где также приведены справочные данные этих характеристик (Спеченные материалы для электротехники и электроники. Справочное издание / Под ред. Г.Г.Гнесина. - М.: Металлургия, 1981. - с.188) для наиболее применяемых в электрических контактах низковольтных электрических аппаратов стандартных серебряно-кадмиевооксидных композиционных материалов Ag - 10 мас.% CdO (СОК-10) и Ag - 15 мас.% CdO (КМК-А10М).
Из анализа данных табл.2 следует, что композиционный материал на основе меди, изготовленный по заявляемому способу, превосходит в 5-9 раз по электропроводности и в 2,5-3,0 раза по температуре разупрочнения композиционный материал на основе меди, изготовленный по способу-прототипу. Кроме того, изготовленный по заявляемому способу материал превосходит по электропроводности в 1,05-1,45 раза, а по температуре разупрочнения - в 2,5-3,0 раза вышеуказанные серебряно-кадмиевооксидные материалы.
С целью сравнения электродугового износа медного композиционного материала, изготовленного по заявляемому способу, медного композиционного материала, изготовленного по способу-прототипу, и стандартных серебросодержащих композиционных материалов были изготовлены из указанных выше пластин накладки размерами 32×25×3 мм, а также приобретены накладки таких же размеров из серебросодержащих материалов СОК-10 и КМК-А10М, которые были припаяны к контактодержателям и подвергнуты испытаниям на установке с неподвижными контактами, установленными с зазором 0,3 мм (ГОСТ 25188), импульсами тока с амплитудой 5А и длительностью импульсов 3 мс при частоте их следования 50 Гц.
Результаты этих испытаний приведены в табл.2.
Из табл.2 следует, что суммарный электродуговой износ контактных пар из композиционного материала на основе меди, изготовленного по заявляемому способу, в 4-7 раз меньше, чем у контактных пар из медного композиционного материала, изготовленного по способу-прототипу, и в 1,15-1,75 раза меньше электродугового износа контактных пар, изготовленных из стандартных серебросодержащих композиционных материалов СОК-10 и КМК-А10М.
Таким образом, заявляемый способ обеспечивает возможность изготовления композиционного материала для электрического контакта на основе меди указанного выше химического состава со свойствами (электропроводность, температура разупрочнения и электродуговая стойкость), превосходящими аналогичные свойства не только композиционного материала на основе меди, изготавливаемого по способу-прототипу, но и стандартных серебросодержащих композиционных материалов для электрических контактов, а особо отмеченные средние размеры гранул этого материала, а также особенности его тонкой структуры, представляющей собой твердый раствор замещения α-Cu(Al) и упрочняющие частицы γ-Al2O3 указанных выше размеров и количества, обеспечивают достижение этого преимущества.

| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ СВАРОЧНОЙ ТЕХНИКИ | 1996 |
|
RU2103134C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ | 2014 |
|
RU2567418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРИЧЕСКИХ РАЗРЫВНЫХ КОНТАКТОВ И МАТЕРИАЛ | 2017 |
|
RU2691452C1 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ КОНТАКТНЫХ ПЛАСТИН ТОКОПРИЕМНИКОВ ЭЛЕКТРОПОДВИЖНОГО СОСТАВА | 2008 |
|
RU2400550C2 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2113529C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ КОНТАКТНОЙ ПЛАСТИНЫ НА МЕДНОЙ ОСНОВЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2368462C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОГО КОМПОЗИТА Сu-Cd/Nb ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ПРИМЕНЕНИЯ | 2013 |
|
RU2516236C1 |
| Дисперсно-упрочненный композиционный материал на основе меди | 2020 |
|
RU2740677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2001 |
|
RU2202642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ ДИСПЕРСНО-УПРОЧНЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117063C1 |
Изобретение относится к порошковой металлургии, в частности к способам получения композиционных материалов на основе меди. Может использоваться для изготовления электрических контактов. Порошки графита, меди, алюминия, фосфорной меди и окиси меди смешивают при соотношении, мас.%: графит 0,10-0,20; алюминий 0,20-0,30; фосфорная медь 0,05-0,15; окись меди 1,15-1,4; медь остальное. Смесь подвергают высокоэнергетической обработке в шаровой мельнице до образования гранул материала, представляющего собой матрицу на основе меди с равномерно распределенными в ней упрочняющими частицами в количестве 0,35-0,55 мас.% от общей массы, со средним размером 0,1-0,5 мм. Матрица материала представляет собой твердый раствор замещения α-Cu(Al), а упрочняющие частицы - γ-Al2O3 со средним размером 20-40 нм. Смесь прессуют и уплотняют спрессованную заготовку путем экструдирования в нагретом состоянии. Полученный материал имеет высокие электродуговой износ, температуру разупрочнения и электропроводность. 1 ил., 2 табл.
Способ изготовления композиционного материала для электрических контактов на медной основе, включающий смешивание порошков графита и меди, прессование из них пористой заготовки, нагрев спрессованной заготовки и ее уплотнение, отличающийся тем, что при смешивании в смесь добавляют порошки алюминия, фосфорной меди и окиси меди при следующем соотношении компонентов, мас.%:
полученную смесь перед прессованием подвергают высокоэнергетической обработке в шаровой мельнице до образования гранул материала, представляющего собой матрицу на основе меди с равномерно распределенными в ней упрочняющими частицами в количестве 0,35-0,55 мас.% от общей массы, в качестве которых материал содержит соединение γ-Al2O3, а матрица материала представляет собой твердый раствор замещения α-Cu(Al), при этом гранулы материала имеют средний размер 0,1-0,5 мм, а упрочняющие частицы - 20-40 нм, причем уплотнение спрессованной заготовки осуществляют ее экструдированием в нагретом состоянии.
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОКОНТАКТНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2195511C2 |
| ВСТАВКА КОНТАКТНАЯ ТОКОПРИЕМНИКА | 1999 |
|
RU2156704C1 |
| МАТЕРИАЛ ТОКОСЪЕМНОГО ЭЛЕМЕНТА | 1992 |
|
RU2049687C1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| KR 102005104982 A, 03.11.2005. | |||

