Изобретение относится к технологии изготовления слоистых изделий объемной формы, в частности к способам изготовления аэродинамических поверхностей летательных аппаратов, их корпусов или отсеков и других полых панельно-каркасных конструкций из неметаллических композитных материалов, и может быть использовано при изготовлении крыла, оперения, несущих и рулевых винтов, отсеков летательных аппаратов, а также других полых изделий из слоистых материалов с внутренними перегородками.
Из уровня техники известны технологии изготовления изделий из слоистых композитных материалов объемной формы с внутренними перегородками.
Из изобретения RU 2043953, МПК B64F 5/00, B64C 27/46, дата публикации 20.09.1995 [1] известен способ изготовления полых конструкций с внутренними стенками, включающий изготовление заготовки путем выкладки слоев препрега верхней и нижней обшивок, раскроенных по шаблонам, и формирования каркаса, укладку заготовки в пресс-форму, состоящую из отдельных формообразующих частей, предварительную опрессовку выложенных заготовок, прессование с помощью оправок и герметичных эластичных мешков, размещенных внутри заготовки, и удаление их из изделия после прессования.
Особенностью известного из [1] способа является установка в области стенок продольных элементов герметичных эластичных мешков с размещенными на них со стороны полости пластинами для подпрессовки стенок продольных элементов. От пластины нагрузка действует только в направлении, перпендикулярном поверхности пластины, а в других направлениях действует меньшая нагрузка. В результате не обеспечивается качественное формование и прессование места соединения внутренней стенки с панелью конструкции в сборе с оснасткой, и это является недостатком известного способа.
Из изобретения RU 2217309, МПК B29C 51/28, B29C 51/30, B29C 43/12, B64F 5/00, дата публикации 27.11.2003 [2] известен способ изготовления полых конструкций с внутренними стенками, включающий изготовление заготовки путем выкладки слоев препрега верхней и нижней обшивок, раскроенных по шаблонам, и формирования каркаса, укладку заготовки в пресс-форму, состоящую из отдельных формообразующих частей, предварительную опрессовку выложенных заготовок, прессование с помощью оправок и герметичных эластичных мешков, размещенных внутри заготовки, и удаление их из изделия после прессования.
Особенностью способа [2] является размещение в ряде замкнутых полостей легкоплавкого материала, например парафина, который переходит в жидкое агрегатное состояние и обеспечивает равномерное давление на слоистые материалы, в том числе в местах соединения внутренней стенки с панелью конструкции. Это приводит к увеличению продолжительности изготовления конструкций и энергозатрат в связи с необходимостью прогрева до полного расплавления легкоплавкого материала, что является недостатком данного способа.
Из изобретения RU 2030336, МПК B64F 5/00, дата публикации 15.03.1995 [3] известен способ изготовления полых конструкций с внутренними стенками, включающий изготовление заготовки путем выкладки слоев препрега верхней и нижней обшивок, раскроенных по шаблонам, и формирования каркаса, укладку заготовки в пресс-форму, состоящую из отдельных формообразующих частей, предварительную опрессовку выложенных заготовок, прессование с помощью оправок и герметичных эластичных мешков, размещенных внутри заготовки, и удаление их из изделия после прессования.
Особенностью способа [3] является воздействие поверхности эластичных мешков под давлением в них на цулаги - элементы, выполненные из эластомерного материала. Цулаги, воспринимая давление герметичной оболочки и передавая его во все направления, непосредственно участвуют в формовании объемного с оптимальной каркасной конструкцией изделия. Недостатком способа [3], принятого за наиболее близкий аналог, является необходимость укладки слоев верхней панели не на твердую поверхность формообразующей матрицы, а на упругую и относительно неточную поверхность цулаг. Это приводит к появлению дефектов верхней поверхности в виде складок и непроформованных участков. Этот недостаток присущ также и двум названным выше способам изготовления полых конструкций, в которых он может проявиться не только на поверхности панелей, но и в местах соединения панелей с внутренними стенками.
Технический результат изобретения состоит в повышения качества конструкции путем повышения качества формования панелей и мест соединения их с внутренними стенками.
Сущность изобретения заключается в следующем.
Как и в наиболее близком аналоге [3], способ изготовления полых конструкций с внутренними стенками включает изготовление заготовки путем выкладки слоев препрега верхней и нижней обшивок, раскроенных по шаблонам, и формирования каркаса, укладку заготовки в пресс-форму, состоящую из отдельных формообразующих частей, предварительную опрессовку выложенных заготовок, прессование с помощью оправок и герметичных эластичных мешков, размещенных внутри заготовки, и удаление их из изделия после прессования, но в отличие от наиболее близкого аналога [3] выкладку верхней и нижней панелей конструкции производят на соответствующих формообразующих частях пресс-формы, выкладку внутренних стенок и их предварительную опрессовку осуществляют на комбинированной оправке, содержащей жесткое основание и эластичные края, после чего отдельные заготовки со своими формообразующими элементами оснастки собирают в единую заготовку конструкции.
Способ характеризуется тем, что кромки жесткого основания оправок внутренних стенок снабжены заостренными фасками, к которым присоединены эластичные полки.
Кроме того, способ характеризуется тем, что в зонах стыка верхней и нижней панелей конструкции пресс-форма имеет съемные части.
Изобретение поясняется чертежами.
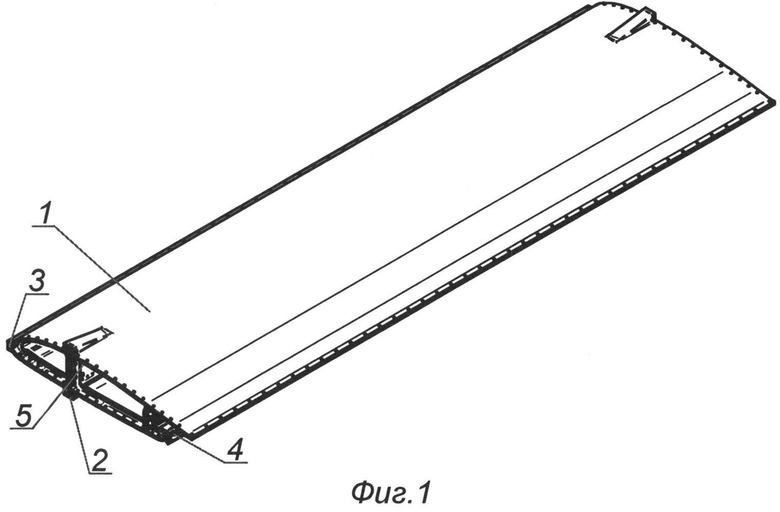
На фиг.1 изображен общий вид пресс-формы с выложенной в ней заготовкой конструкции в сборе.
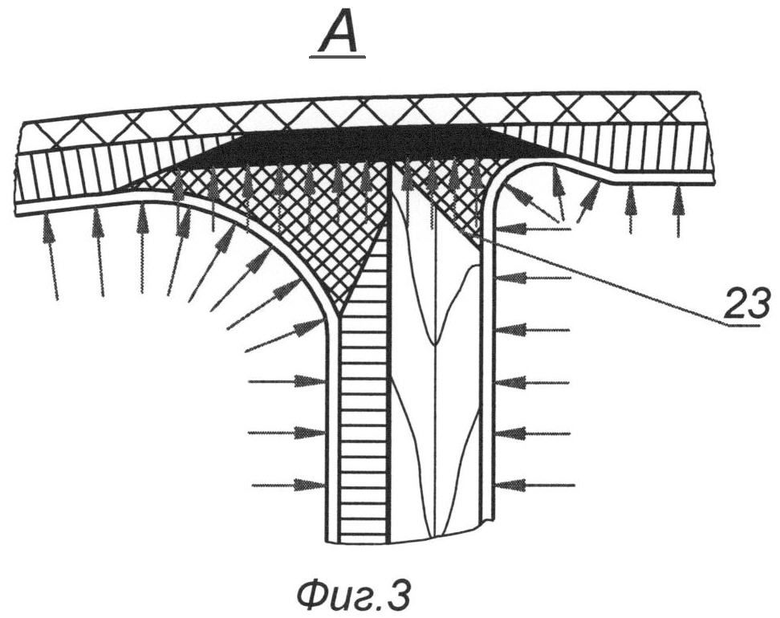
На фиг.2 показано поперечное сечение оснастки с заготовкой в регулярной зоне конструкции.
На фиг.3 приведен увеличенный фрагмент места соединения внутренней стенки с панелью конструкции в сборе с оснасткой.
Способ изготовления полых конструкций с внутренними стенками реализуется следующим образом:
- изготавливают раскроенные по шаблонам заготовки слоев препрега верхней и нижней обшивок, а также внутренних стенок;
- укладывают слои заготовок препрега в отдельные верхнюю и нижнюю формообразующие пресс-формы, слои внутренних стенок укладывают на комбинированных оправках, содержащих жесткое основание и эластичные края;
- осуществляют предварительную опрессовку верхней и нижней обшивок, а также внутренних стенок;
- собирают в пресс-форме отдельные заготовки со своими формообразующими элементами оснастки в единую заготовку конструкции;
- размещают герметичные эластичные мешки в замкнутые полости внутри заготовки;
- осуществляют прессование путем подачи воздуха в эластичные замкнутые мешки, воздействующие на эластичные оправки;
- удаляют эластичные замкнутые мешки и оправки из изделия после прессования.
При этом кромки жесткого основания оправок внутренних стенок снабжены заостренными фасками, к которым присоединены эластичные полки. Кроме того, в зонах стыка верхней и нижней панелей конструкции пресс-форма имеет съемные части.
Реализация способа поясняется примером выполнения оснастки для формования кессона крыла.
Способ осуществляют в пресс-форме, содержащей верхнюю 1 и нижнюю 2 части пресс-формы, а также съемные переднюю 3 и заднюю 4 части пресс-формы (фиг.1). Формование внутренних продольных элементов конструкции выполняют на жестких основаниях комбинированных оправок, например, передней 5 и задней 6 комбинированных оправках стенок конструкции формуемого изделия (фиг.2). Каждая из комбинированных оправок стенок или полок изготавливаемого изделия снабжена заостренными фасками, к которым присоединены эластичные края. Например, передняя комбинированная оправка 5 оснащена верхним 7 и нижним 8 эластичными краями, а комбинированная оправка 6 - верхним 9 и нижним 10 эластичными краями (фиг.2).
Кессон крыла содержит верхнюю 11 и нижнюю 12 панели, а также внутренние стенки в виде лонжерона 13 и задней стенки 14 (фиг.2).
В местах соединения внутренних стенок с соответствующей панелью конструкции в сборе с оснасткой размещены эластичные оправки. Например, в месте соединения стенки лонжерона 13 с верхней 11 панелью, уложенной в верхней части пресс-формы 1, размещена эластичная оправка 15, а в месте соединения стенки лонжерона 13 с нижней панелью 12, уложенной в нижней части пресс-формы 2, размещена эластичная оправка 16. Аналогично в местах соединения задней стенки 14 с верхней 11 и нижней 12 панелями, уложенными в верхней 1 и нижней 2 пресс-формах, размещены эластичные оправки соответственно 17 и 18. В местах соединения между собой верхней 11 и нижней 12 панелей, уложенных в верхнюю 1 и нижнюю 2 пресс-формы, размещена эластичная оправка 19.
В замкнутые контуры конструкции изготавливаемого кессона крыла укладывают эластичные герметичные мешки. Например, в верхнюю 1 и нижнюю 2 пресс-формы, соединенные со съемными передней 3 и задней 4 частями пресс-формы, уложены верхняя 11 и нижняя 12 панели кессона крыла с установленными между ними жесткими основаниями 5, 6 соответственно лонжерона 13 и задней стенки 14. В образованные между верхней 11 и нижней 12 панелями, лонжероном 13 и задней полкой 14 замкнутые контуры уложены передний 20, средний 21 и задний 22 эластичные герметичные мешки (фиг.2).
Для повышения качества формования панелей их заготовки выкладывают на внутренней поверхности частей пресс-формы, а для повышения качества соединения внутренней стенки с панелью конструкции жесткие основания оправок 5, 6 выполняют с заостренными фасками 23, обращенными в сторону замкнутых полостей.
На примере выполнения оснастки, представленной на фиг.1, 2, 3, способ реализуется следующим образом:
- изготавливают раскроенные по шаблонам заготовки слоев препрега верхней 11 и нижней 12 панелей конструкции (обшивок), а также внутренние стенки - панели лонжерона 13 и задней стенки 14;
- укладывают слои заготовок препрега верхней 11 и нижней 12 панелей конструкции (обшивок) в отдельные формообразующие верхнюю 1 и нижнюю 2 пресс-формы;
- слои панели лонжерона 13 и задней стенки 14 укладывают на жесткие основания комбинированной оправки соответственно 5 и 6, содержащей эластичные края (полки) соответственно 7, 8 и 9, 10;
- осуществляют предварительную опрессовку верхней 11 и нижней 12 панелей, а также внутренних стенок - панелей лонжерона 13 и задней стенки 14;
- собирают и соединяют между собой посредством передней 3 и задней 4 пресс-форм верхнюю 1, нижнюю 2 части пресс-формы с размещенными в них опрессованными заготовками верхней 11 и нижней 12 панелей, а также жесткие основания передней 5 и задней 6 комбинированных оправок с эластичными краями (полками) 7, 8, 9, 10 для лонжерона 13 и задней стенки 14) в единую заготовку конструкции, размещенную в пресс-форме;
- размещают герметичные эластичные мешки 20, 21, 22 в замкнутые полости внутри заготовки,
- осуществляют прессование путем подачи воздуха в эластичные замкнутые мешки 20, 21, 22, воздействующие на эластичные края (полки) 7, 8 и 9, 10 комбинированных оправок 5, 6 оправки лонжерона 13 и задней стенки 14, а также на эластичные оправки 15, 16 и 17, 18, расположенные в местах соединения стенок (соответственно лонжерона 13 и задней стенки 14 кессона) с верхней 11 и нижней 12 панелями и эластичной оправки 19, расположенной в месте стыка верхней 11 и нижней 12 панелей между собой;
- удаляют эластичные замкнутые мешки 20, 21, 22 и оправки 5, 6, 15, 16, 17, 18, 19 из полостей кессона после прессования.
При этом выполнение кромок жесткого основания комбинированных оправок 5, 6 внутренних стенок (лонжерона 13 и задней стенки 14) с заостренными фасками 23 (фиг.3), к которым присоединены эластичные края (полки) 7, 8 и 9, 10, обеспечивает, как показано стрелками на фиг.3, передачу давления в герметичных мешках 20, 21, 22 через эластичные края (полки) 7, 8 и 9, 10 и эластичные элементы 15, 16, 17, 18 и 19 оснастки на заготовку формуемой конструкции.
Выполнение съемными передней 3 и задней 4 частей пресс-формы в зонах стыка верхней 11 и нижней 12 панелей конструкции обеспечивает качественное контролируемое соединение заготовок верхней 11 и нижней 12 панелей, уложенных в верхнюю 1 и нижнюю 2 пресс-формы.
Представленная совокупность признаков обеспечивает достижение заявленного технического результата, а именно обеспечивает повышение качества конструкции путем повышения качества формования панелей и мест соединения их с внутренними стенками.
Представленная в описании изобретения совокупность признаков и пример реализации достаточны для использования изобретения на любом специализированном предприятии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2697367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ, СОДЕРЖАЩИХ ЗАМКНУТЫЕ ПОЛОСТИ С МАЛОЙ ГЕОМЕТРИЧЕСКОЙ ВЫСОТОЙ | 2013 |
|
RU2523857C1 |
| Способ изготовления слоистой конструкции из композиционного материала и устройство для его осуществления | 1990 |
|
SU1785910A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |
| СПОСОБ ФОРМОВАНИЯ АГРЕГАТОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ОСНАСТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2217309C2 |
| Устройство для изготовления каркасной конструкции из композиционного материала | 1990 |
|
SU1810288A1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2739269C1 |
Изобретение относится к технологии изготовления конструкций из неметаллических композиционных материалов. Способ изготовления полых конструкций с внутренними стенками включает изготовление заготовки путем выкладки слоев препрега верхней и нижней обшивок, раскроенных по шаблонам, и формирование каркаса, укладку заготовки в пресс-форму, состоящую из отдельных формообразующих частей, предварительную опрессовку выложенных заготовок, прессование с помощью оправок и герметичных эластичных мешков, размещенных внутри заготовки, и удаление их из изделия после прессования. Выкладку верхней и нижней панелей конструкции производят на соответствующих формообразующих частях пресс-формы, выкладку внутренних стенок и их предварительную опрессовку осуществляют на комбинированной оправке. Комбинированная оправка содержит жесткое основание и эластичные края. Отдельные заготовки со своими формообразующими элементами оснастки собирают в единую заготовку конструкции. Достигается повышение качества изготовления конструкции. 2 з.п. ф-лы, 3 ил.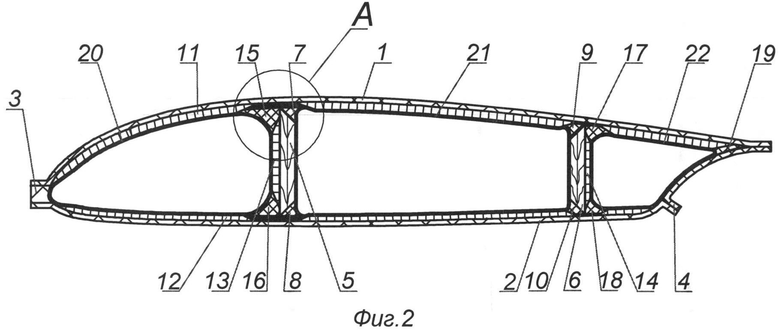
1. Способ изготовления полых конструкций с внутренними стенками, включающий изготовление заготовки путем выкладки слоев препрега верхней и нижней обшивок, раскроенных по шаблонам, и формирование каркаса, укладку заготовки в пресс-форму, состоящую из отдельных формообразующих частей, предварительную опрессовку выложенных заготовок, прессование с помощью оправок и герметичных эластичных мешков, размещенных внутри заготовки, и удаление их из изделия после прессования, отличающийся тем, что с целью повышения качества конструкции выкладку верхней и нижней панелей конструкции производят на соответствующих формообразующих частях пресс-формы, выкладку внутренних стенок и их предварительную опрессовку осуществляют на комбинированной оправке, содержащей жесткое основание и эластичные края, после чего отдельные заготовки со своими формообразующими элементами оснастки собирают в единую заготовку конструкции.
2. Способ по п.1, отличающийся тем, что кромки жесткого основания оправок внутренних стенок снабжены заостренными фасками, к которым присоединены эластичные полки.
3. Способ по п.1, отличающийся тем, что в зонах стыка верхней и нижней панелей конструкции пресс-форма имеет съемные части.
| Устройство контроля прессовки пакетов сердечника электрической машины | 1982 |
|
SU1070661A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |
| US 20030192990 A1, 16.10.2003 | |||

