Изобретение относится к производству абразивного инструмента, в частности токопроводящих алмазных кругов на металлической связке.
Известен алмазный отрезной инструмент, описанный в авторском свидетельстве SU 347187, B24B 5/12, опубл. 10.08.1972 г. Алмазный отрезной инструмент содержит корпус и алмазный слой. Корпус состоит из стальных дисков толщиной 0,08-0,10 мм, склеенных в два пакета, между которыми размещена прокладка из стеклопластика, армированного радиально расположенными стержнями. Корпус круга склеивается из листов при помощи эпоксидного клея, после чего обрабатывается посадочное отверстие и наружная кромка, к которой приклеивается алмазный слой. Конструкция данного круга позволяет снизить нагрузку на вал и подшипники привода инструмента вследствие малой массы инструмента, однако недостатком данной конструкции является то, что клееное соединение алмазного слоя не обеспечивает достаточной прочности, особенно при толщине алмазного слоя более 1 мм, что может привести к отрыву алмазного слоя при больших скоростях обработки, и то, что инструмент не является токопроводящим. Также недостатком является то, что при шлифовании периферией данным инструментом существует вероятность попадания в зону контакта с обрабатываемым материалом радиально расположенных стержней, что несомненно приведет к ухудшению качества обработанной поверхности.
Известен абразивный инструмент Купершмида О.Е. (авторское свидетельство SU 1502285 A1, B24D 5/12, опубл. 23.08.1989), принятый за прототип. Инструмент содержит корпус, состоящий из концентрических колец (наружного и внутреннего), вокруг которых навита проволока (или нить). В инструменте абразивные элементы размещены по периферийной поверхности корпуса, образованного кольцом и витками. Витки с двух сторон закрывают диски с целью их защиты от возможных повреждений при транспортировке и эксплуатации. Диски при работе круга обеспечивают смещение ветвей непрерывной нити в зоне между концентричными кольцами параллельно оси вращения инструмента, что обеспечивает дополнительное натяжение нитей и создает усилие для регулирования равнопрочности корпуса в радиальном направлении.
При условии того, что в прототипе абразивные элементы являются токопроводящими, можно считать, что инструмент тоже является токопроводящим. Недостаток прототипа состоит в том, что при изготовлении абразивного инструмента становится затруднительным наматывание нитей, выдерживая их радиальную направленность, что приводит к необходимости использования дорогостоящего оборудования, увеличивая тем самым стоимость инструмента. Для обеспечения равнопрочности в радиальном направлении в конструкции прототипа необходимо использовать нити довольно большой толщины и производить намотку нитей с малым шагом, что, в свою очередь, приведет к массе инструмента близкой к массе инструмента с цельной конструкцией корпуса. Такая масса инструмента приводит к высокой нагрузке на вал и подшипники привода абразивного инструмента, что вынуждает использовать при его эксплуатации более дорогое оборудование, имеющее подшипники высокой грузоподъемности. Помимо этого при высокой массе инструмента на высоких скоростях обработки неизбежные биения в тангенциальном и радиальном направлениях приведут к сильному износу как самого инструмента, так и узлов станка. Также конструкция прототипа не дает достаточной жесткости корпуса в тангенциальном направлении, что приведет к вибрации круга и малой точности обработки при его использовании.
Задачами, решаемыми данным изобретением, являются: исключение затруднительного наматывания проволоки, снижение массы абразивного инструмента, повышение жесткости корпуса абразивного инструмента в тангенциальном направлении.
Сущность изобретения поясняется фиг.1-2:
фиг.1 - абразивный инструмент,
фиг.2 - абразивный инструмент (вид сбоку, разрез).
Абразивный инструмент, выполненный в виде несущего абразивные элементы 4 корпуса, состоящего из наружного 1 и внутреннего 2 концентричных колец, изготовленных из токопроводящего материала, например стали, скрепленных между собой известными способами в радиальном направлении радиально расположенными элементами 3 (стержнями), изготовленных из токопроводящего материала, например стали (фиг.1, 2). Внутренний и наружный диаметры наружного и внутреннего колец выбираются с точки зрения обеспечения их прочности и требований по размерам элементов крепления абразивного инструмента. С целью обеспечения токопроводности и жесткости абразивного инструмента количество и сечение стержней выбирается по заданному параметру плотности тока и из условия равнопрочности абразивного инструмента в радиальном и тангенциальном направлениях. В инструменте абразивные элементы 4 размещены по периферийной поверхности корпуса, образованной наружным кольцом 1, и являются токопроводящими. Абразивные элементы 4 скрепляются с наружным кольцом корпуса известными способами, например, порошковой металлургии. Пространство между наружным и внутренним кольцами, скрепленными стержнями, заполнено легко формируемым высокопрочным материалом 5 с низкой плотностью (фиг.2), например композиционным материалом толщиной, меньшей ширины колец, но обеспечивающей достаточную жесткость конструкции.
Использование данного изобретения позволит исключить затруднительное наматывания нитей, т.к. использование вместо них радиальных стержней упростит и удешевит изготовление инструмента. Помимо этого конструкция предлагаемого абразивного инструмента позволит снизить нагрузку на вал и подшипники привода абразивного инструмента благодаря своей низкой массе, не теряя равной прочности корпуса абразивного инструмента в радиальном и тангенциальном направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент Купершмида О.Е. | 1986 |
|
SU1502285A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Торцовый полировальный круг | 1987 |
|
SU1509240A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ ИНСТРУМЕНТ | 1972 |
|
SU347187A1 |
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| СПОСОБ ПРЕССОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2268137C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2006 |
|
RU2319600C1 |

Изобретение относится к производству абразивного инструмента, в частности токопроводящих алмазных кругов на металлической связке, и может быть использовано в машиностроении, авиадвигателестроении и других областях техники для обработки различных материалов шлифованием. Абразивный инструмент выполнен в виде несущего абразивные элементы корпуса, состоящего из соединенных между собой наружного и внутреннего концентрично расположенных колец из токопроводящего материала. Кольца соединены посредством радиально расположенных элементов в виде стержней, количество и сечение которых выбрано по заданному параметру плотности тока из условия равнопрочности инструмента в радиальном и тангенциальном направлениях. Пространство между наружным и внутренним кольцами заполнено высокопрочным композиционным материалом с низкой плотностью, толщина которого меньше ширины колец. Снижается масса абразивного интсрумента, повышается жесткость конструкции. 2 ил.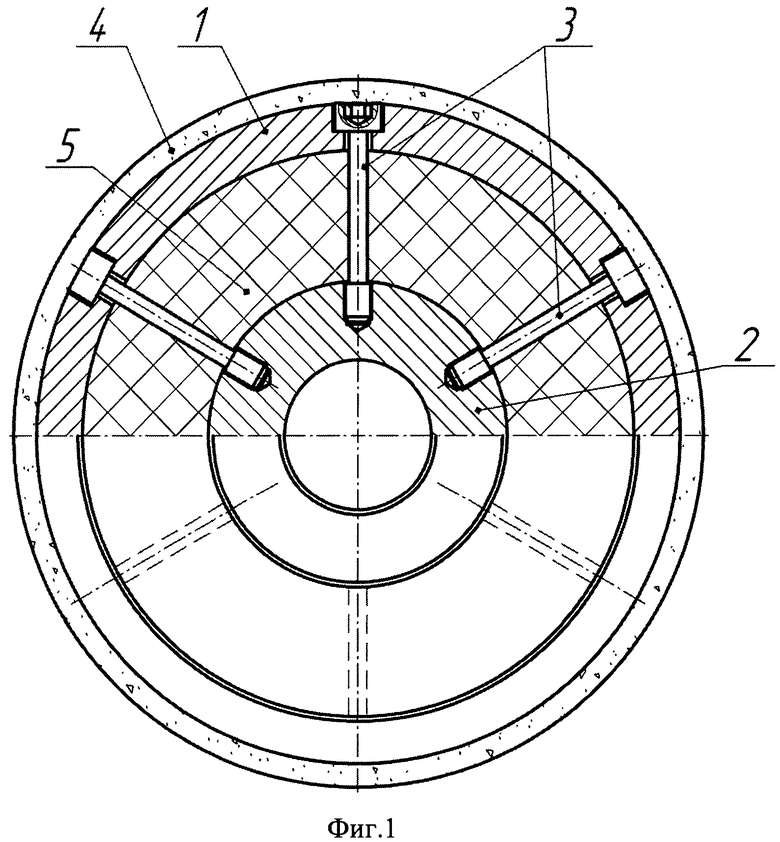
Абразивный инструмент, выполненный в виде несущего абразивные элементы корпуса, состоящего из соединенных между собой наружного и внутреннего концентрично расположенных колец, выполненных из токопроводящего материала, отличающийся тем, что упомянутые кольца соединены посредством радиально расположенных элементов в виде стержней, количество и сечение которых выбрано по заданному параметру плотности тока из условия равнопрочности инструмента в радиальном и тангенциальном направлениях, а пространство между наружным и внутренним кольцами заполнено высокопрочным композиционным материалом с низкой плотностью, толщина которого меньше ширины колец.
| Абразивный инструмент Купершмида О.Е. | 1986 |
|
SU1502285A1 |
| Абразивный полировальный круг | 1979 |
|
SU921836A1 |
| ЭЛАСТИЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2151049C1 |
| US 4718398 A (DIAMAND BOART SOSIETE ANONYME), 12.01.1988 | |||
| Устройство для осушки газов | 1982 |
|
SU1032046A1 |

