/V
(Л
ел
о
ND
4i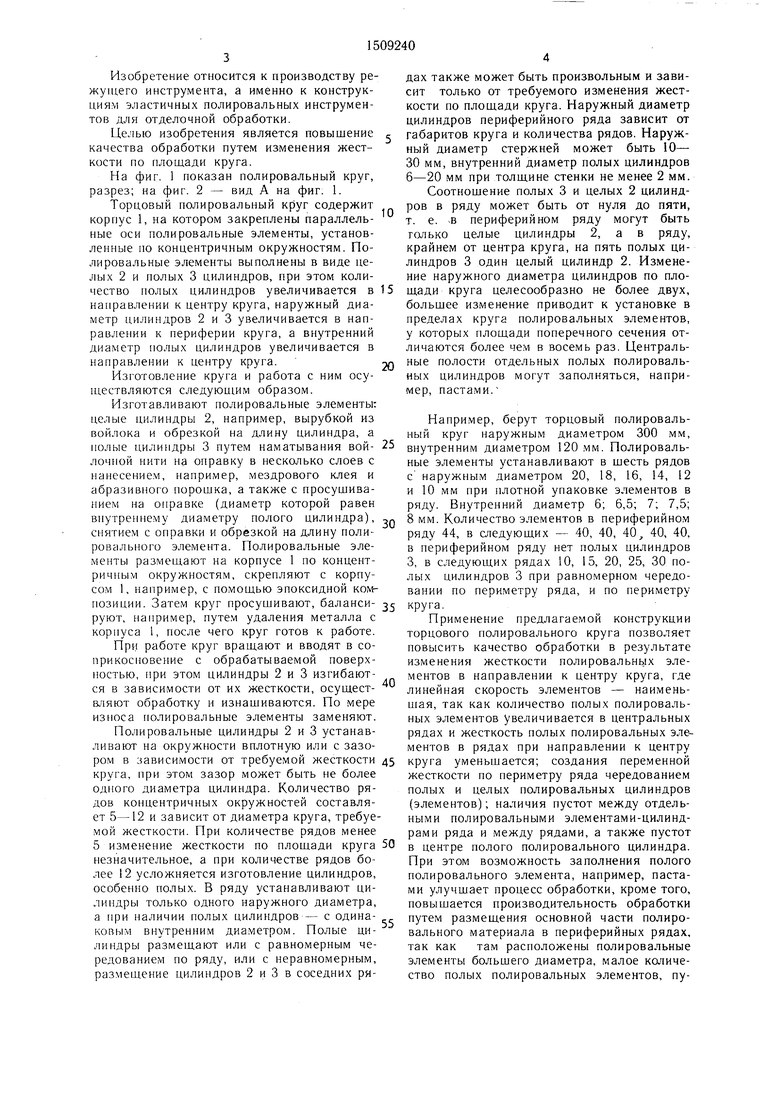
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный инструмент | 1987 |
|
SU1433782A1 |
| Полировальный круг | 1986 |
|
SU1373554A1 |
| Торцовый полировальный круг | 1988 |
|
SU1625675A1 |
| Головка для полирования отверстий | 1987 |
|
SU1549738A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
| Лепестковый круг | 1987 |
|
SU1433781A1 |
| Лепестковый абразивный круг | 1985 |
|
SU1373553A1 |
| Способ изготовления полировального круга | 1985 |
|
SU1341007A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Полировальный круг | 1987 |
|
SU1491686A1 |
Изобретение относится к производству режущего инструмента, а именно к конструкциям эластичных полировальных инструментов для отделочной обработки. Целью изобретения является повышение качества обработки. На корпусе 1 закрепляют по концентричным окружностям целые 2 и полые 3 полировальные элементы (цилиндры). Количество полых цилиндров увеличивается в направлении от периферии к центру круга. Внутренний диаметр полых цилиндров увеличивается в направлении от периферии к центру. Диаметр полировальных цилиндров увеличивается в направлении от центра к периферии круга. 1 з.п. ф-лы, 2 ил.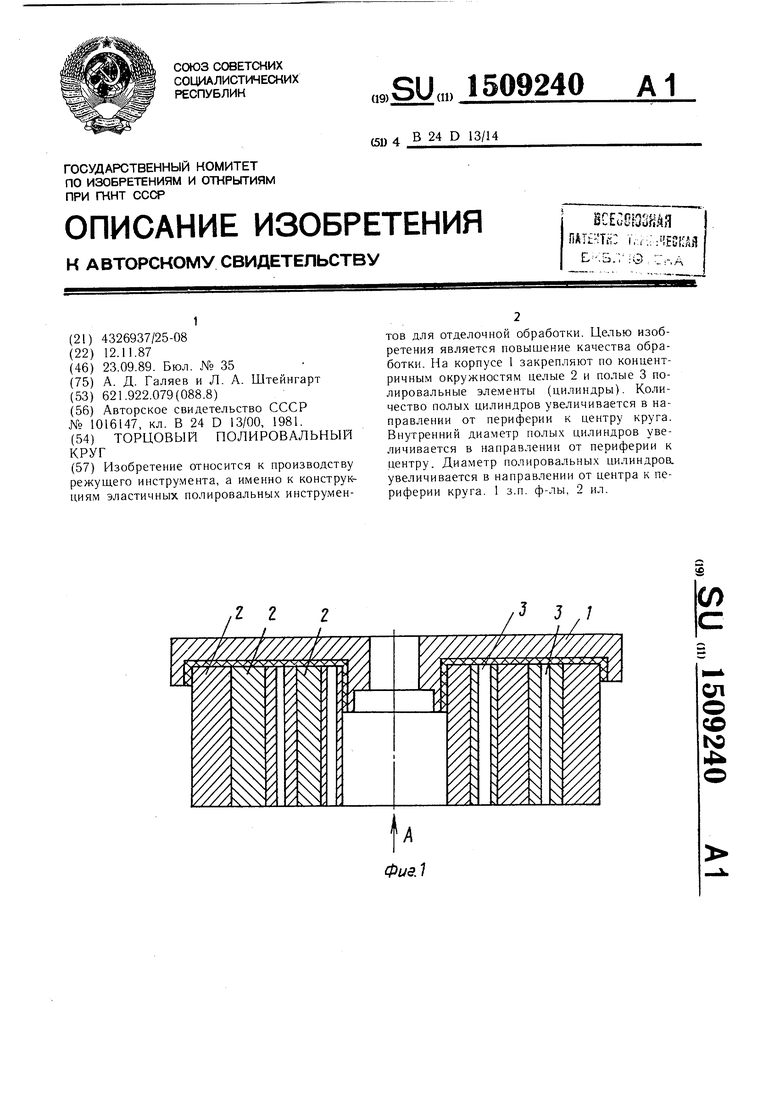
ФизЛ
Изобретение относится к производству режущего инструмента, а именно к конструкциям эластичных полировальных инструментов для отделочной обработки.
Целью изобретения является повышение качества обработки путем изменения жесткости по площади круга.
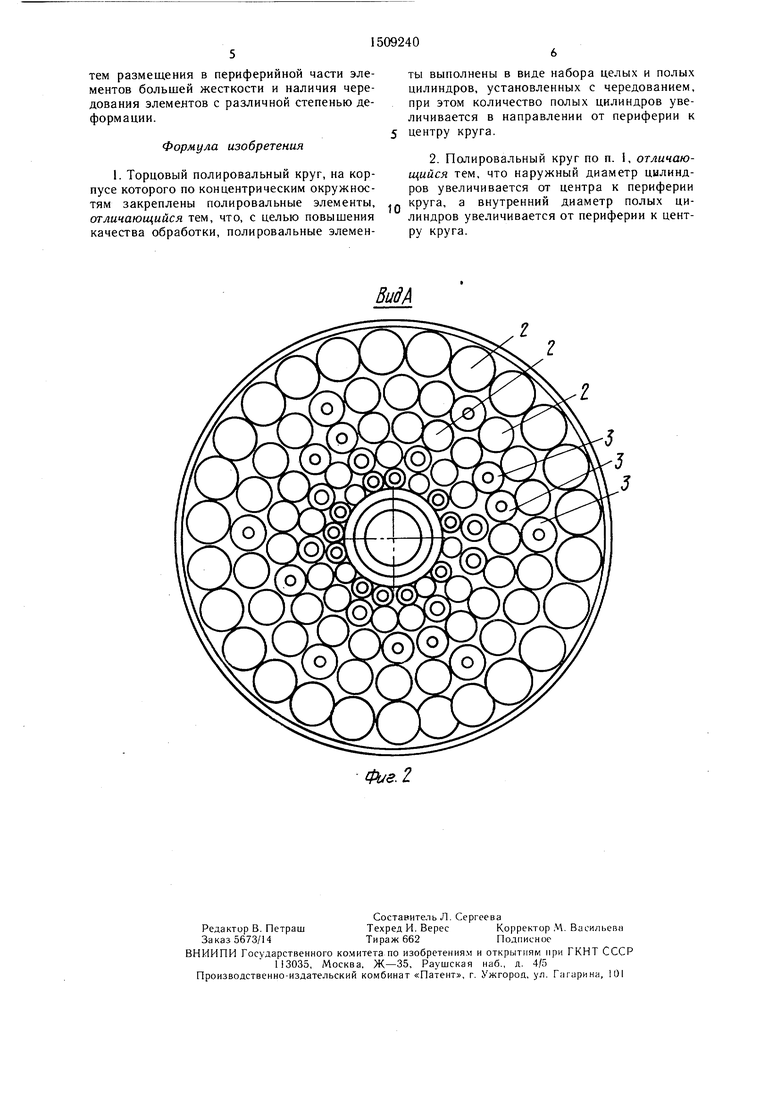
На фиг. 1 показан полировальный круг, разрез; на фиг. 2 - вид А на фиг. 1.
Торцовый полировальный круг содержит корпус 1, на котором закреплены параллельные оси полировальные элементы, установленные по концентричным окружностям. Полировальные элементы выполнены в виде целых 2 и полых 3 цилиндров, при этом количество полых цилиндров увеличивается в направлении к центру круга, наружный диаметр цилиндров 2 и 3 увеличивается в направлении к периферии круга, а внутренний диаметр юлых цилиндров увеличивается в направлении к центру круга.
Изготовление круга и работа с ним осуществляются следующим образом.
Изготавливают полировальные элементы: целые цилиндры 2, например, вырубкой из войлока и обрезкой на длину цилиндра, а полые цилиндры 3 пуТе.м наматывания вой- лочной нити на оправку в несколько слоев с нанесением, например, мездрового клея и абразивного порошка, а также с просушиванием на оправке (диаметр которой равен внутреннему диаметру полого цилиндра), снятием с оправки и обрезкой на длину полировального элемента. Полировальные элементы размещают на корпусе 1 по концентричным окружностям, скрепляют с корпусом 1, например, с помощью эпоксидной композиции. Затем круг просушивают, баланси- руют, например, путем удаления металла с корпуса 1, после чего круг готов к работе.
При работе круг вращают и вводят в соприкосновение с обрабатываемой поверхностью, при этом цилиндры 2 и 3 изгибаются в зависимости от их жесткости, осуществляют обработку и изнашиваются. По мере износа полировальные элементы заменяют.
Полировальные цилиндры 2 и 3 устанавливают на окружности вплотную или с зазором в зависи.мости от требуемой жесткости круга, при этом зазор может быть не более одпого диаметра цилиндра. Количество рядов концентричных окружностей составляет 5-12 и зависит от диаметра круга, требуемой жесткости. При количестве рядов менее 5 изменение жесткости по площади круга незначительное, а при количестве рядов более 12 усложняется изготовление цилиндров, особенно полых. В ряду устанавливают ци- липдры только одного наружного диаметра, а при наличии полых цилиндров- с одинаковым внутренним диаметром. Полые цилиндры размещают или с равномерным чередованием по ряду, или с неравномерным, размещение цилиндров 2 и 3 в соседних ря
0
5
5 0
0
дах также может быть произвольным и зависит только от требуемого изменения жесткости по площади круга. Наружный диаметр цилиндров периферийного ряда зависит от габаритов круга и количества рядов. Наружный диаметр стержней может быть 10- 30 мм, внутренний диаметр полых цилиндров 6-20 мм при толщине стенки не менее 2 мм. Соотнощение полых 3 и целых 2 цилиндров в ряду может быть от нуля до пяти, т. е. -в периферийном ряду могут быть голько целые цилиндры 2, а в ряду, крайнем от центра круга, на пять полых цилиндров 3 один целый цилиндр 2. Изменение наружного диаметра цилиндров по площади круга целесообразно не более двух, больщее изменение приводит к установке в пределах круга полировальных элементов, у которых площади поперечного сечения отличаются более чем в восемь раз. Центральные полости отдельных полых полировальных цилиндров могут заполняться, например, пастами.
Например, берут торцовый полировальный круг наружным диаметром 300 мм, внутренним диаметром 120 .мм. Полировальные элементы устанавливают в щесть рядов с наружным диаметром 20, 18, 16, 14, 12 и 10 мм при плотной упаковке элементов в ряду. Внутренний диаметр 6; 6,5; 7; 7,5; 8 мм. Количество элементов в периферийном ряду 44, в следующих - 40, 40, 40, 40, 40, в периферийном ряду нет полых цилиндров 3, в следующих рядах 10, 15, 20, 25, 30 полых цилиндров 3 при равномерном чередовании по периметру ряда, и по периметру круга.
Применение предлагаемой конструкции торцового полировального круга позволяет повысить качество обработки в результате изменения жесткости полировальнь.1х элементов в направлении к центру круга, где линейная скорость элементов - наименьшая, так как количество полых полировальных элементов увеличивается в центральных рядах и жесткость полых полировальных элементов в рядах при направлении к центру круга уменьшается; создания переменной жесткости по периметру ряда чередованием полых и целых полировальных цилиндров (элементов); наличия пустот между отдельными полировальными элементами-цилиндрами ряда и между рядами, а также пустот в центре полого полировального цилиндра. При этом возможность заполнения полого полировального элемента, например, пастами улучшает процесс обработки, кроме того, повышается производительность обработки путем размещения основной части полировального материала в периферийных рядах, так как там расположены полировальные элементы большего диаметра, малое количество полых полировальных элементов, путем размещения в периферийной части элементов большей жесткости и наличия чередования элементов с различной степенью деформации.
Формула изобретения
| Торцовый лепестковый круг | 1981 |
|
SU1016147A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
