Область техники
Данное изобретение относится к химической промышленности, конкретно к технике и получению экологически чистых углеводородных газов - пропеллентов, применяемых в качестве газа-вытеснителя для аэрозольных упаковок. Газ вытеснитель представляет собой сжиженный углеводородный газ в виде фракций и (или) их смесей (композиций) и различается по давлению насыщенных паров и фракционному составу. Качество осушки и очистки газа-вытеснителя определяет его использование в тех отраслях, где очень высоки требования к газу по содержанию меркаптанов и влаги (парфюмерно-косметическая продукция, медицинские аэрозоли, производство автокосметики, монтажной пены, лакокрасочной продукции).
Уровень техники
Известна установка получения углеводородных пропеллентов, содержащая соединенные трубопроводами узел получения композиции пропеллентов, адсорберы, фильтры с цеолитами типа А для осушки и очистки пропеллентов, узел подготовки газа регенерации, теплообменники и печи [1], [Кузьменко И.Е. и др. Пропелленты для аэрозольных упаковок. - Л.: ХИМИЯ, Ленинградское отделение, 1970, с.186-196].
Основными недостатками установки являются:
- недостаточно высокая степень очистки (массовое содержание сернистых соединений 0,0001%);
- в качестве исходного сырья используют только пропан-пентановую смесь.
Наиболее близким по своей технической сущности и достигаемому техническому результату является изобретение «Установка получения углеводородных пропеллентов» [2], [патент RU №2109030, С1, дата публикации 20.04.1998 г.]. Согласно данному изобретению в установке получения углеводородных пропеллентов, содержащей соединенные трубопроводами узел получения композиции пропеллентов, адсорберы для осушки и очистки пропеллентов с размещенными в них слоями цеолитов, узел подготовки газа регенерации, теплообменники и печи, цеолиты используют типа СаА и NaX, установка дополнительно снабжена теплообменным аппаратом предварительной подготовки сырья, соединенным с узлом получения композиции пропеллентов, и угольные адсорберы, а узел получения пропеллентов представлен в виде ректификационной колонны, выход из верхней части которой соединен с входом в нижнюю часть угольных адсорберов. В нижней части каждого адсорбера для осушки и очистки пропеллентов размещен слой цеолита NaA, над которым размещены цеолиты СаА и NaX.
В качестве сырья для получения пропеллентов можно использовать углеводородную смесь С3+8. Углеводородные пропелленты выделяются с помощью ректификации в виде смеси, с упругостью паров соответствующей пропеллентам. Осушка и очистка смеси из углеводородных пропеллентов осуществляется в адсорберах, заполненных слоями цеолитов NaA, СаА и NaX.
Узел подготовки газа регенерации выполнен в виде адсорберов, заполненных синтетическими цеолитами или в виде блока получения азота.
Основными недостатком прототипа являются:
- применение в качестве сырья для получения пропеллентов углеводородной смеси С3+8;
- выделение фракции пропеллентов способом ректификации приводит к значительному удорожанию установки и себестоимости продукции;
- применение послойной засыпки цеолитов NaA, CaA и NaX в адсорберах приводит к перемешиванию слоев в процессе адсорбционной осушки и очистки, что ухудшает селективность процесса и, соответственно, чистоту товарного пропеллента;
- применение угольных адсорберов увеличивает технологическую сложность и стоимость установки;
- использование в качестве газа регенерации чистого азота и адсорбционных блоков приводит к высокой себестоимости продукции.
Задачей настоящего изобретения является создание установки получения углеводородных пропеллентов, позволяющей получать продукцию высокого качества из пропана и н-бутана с низким содержанием сернистых до 0,00001%, и значительно снизить эксплуатационные и капитальные затраты на реализацию установки и проведение процесса.
Раскрытие изобретения
Поставленная задача достигается тем, что в установке для получения углеводородных пропеллентов из пропана и бутана, содержащей соединенные трубопроводами адсорберы для раздельной осушки и очистки с размещенными в них цеолитами, фильтры, теплообменники, печь и узел получения композиции пропеллентов, в отличие от прототипа узел осушки и очистки исполнен в виде двух блоков адсорбции для пропана и н-бутана, для осушки используют активный оксид алюминия, размещенный в первом по ходу технологического процесса адсорбере и цеолит NaA, размещенный во втором походу технологического процесса адсорбере для очистки используют цеолит NaX, размещенный в третьем по ходу технологического процесса адсорбере. Узел получения композиции углеводородных пропеллентов представлен в виде емкостей, насосов и смесителя, на вход которого поступает очищенный пропан и бутан. Заданную композицию, соответствующую давлению насыщенных паров определенной товарной марке углеводородного пропеллента, получают в смесителе путем смешивания пропана и н-бутана или использования в качестве пропеллентов очищенных фракций пропана или н-бутана.
Осушка и очистка углеводородного сырья производится методом пропускания каждого компонента (пропана или н-бутана) углеводородного пропеллента в жидкой фазе через сорбенты в трех последовательно расположенных адсорберах. Активный оксид алюминия предназначен для первичной осушки углеводородных компонентов сырья. Цеолит NaA предназначен для глубокой осушки углеводородных компонентов. Цеолит NaX предназначен для глубокой очистки углеводородных компонентов от сероводорода, меркаптанов и других примесей. Для проведения регенерации используется паровая фаза компонента пропеллента, прошедшего через адсорбер, находящийся в режиме охлаждения.
В схему включены два блока адсорберов по три адсорбера в каждом блоке. Блок №1 предназначен для осушки и очистки пропана. Блок №2 предназначен для осушки и очистки н-бутана. Процесс регенерации адсорберов в каждом блоке проводится поочередно. Для проведения регенерации используется паровая фаза пропана в блоке №1 и н-бутана в блоке №2. Паровая фаза отбирается из емкости хранения очищенного пропана или н-бутана, компремируется до давления 0,6 МПа и подается в отрегенерированый адсорбер для проведения процесса охлаждения. Паровая фаза пропана или н-бутана, проходя через охлаждаемый адсорбер, частично нагревается и поступает в рекуперативный теплообменник. Рекуперативный теплообменник предназначен для утилизации тепла газа регенерации. После рекуперативного теплообменника паровая фаза пропана или н-бутана нагревается в печи до регламентной температуры и поступает в верхнюю часть регенерируемого адсорбера. Газ регенерации после регенерируемого адсорбера, проходя по трубной части рекуперативного теплообменника, частично охлаждается, отдавая тепло газу, поступающему на регенерацию. В зимнее время для подогрева до 20°С подаваемой на адсорбцию углеводородной смеси используется рекуперативный теплообменник, где происходит нагрев углеводородной смеси за счет охлаждения газа регенерации. В летнее время подогрев углеводородной смеси перед адсорбцией не требуется, теплообменник используется для окончательного охлаждения газа регенерации за счет испарения углеводородной смеси в межтрубном пространстве. Теплообменник включается в работу совместно с сепаратором. Охлажденный, содержащий влагу и десорбированные примеси газ регенерации поступает в специальную емкость для сбора газа регенерации. Отстоявшаяся вода из емкости сбора газа регенерации периодически дренируется.
Изобретение реализуется следующим образом:
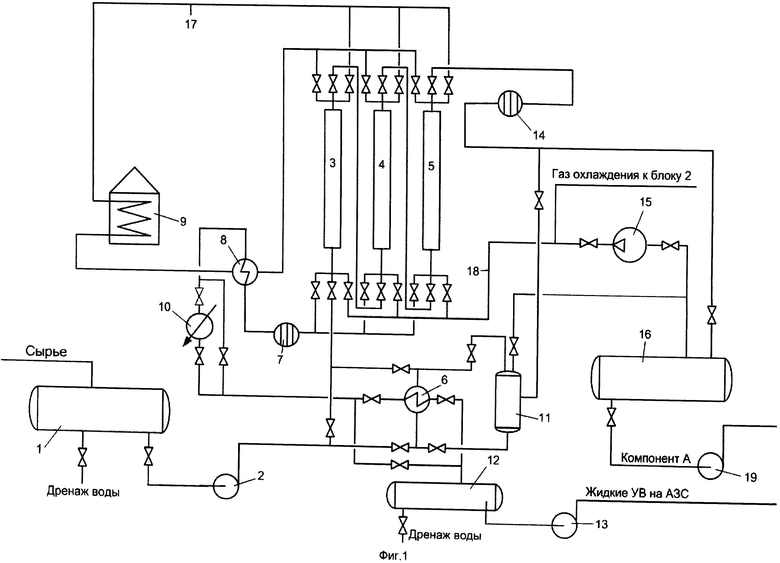
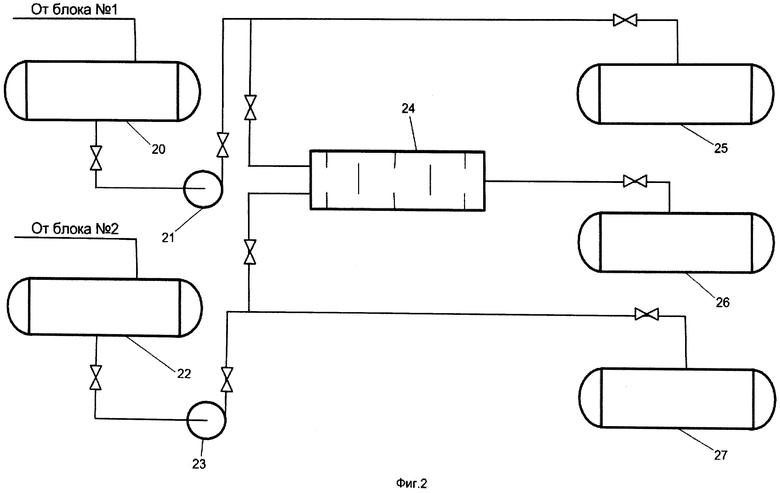
Установка получения углеводородных пропеллентов из пропана и бутана представлена на чертежах, где на фиг.1 показана принципиальная схема блока адсорбции №1 узла осушки и очистки пропана, а на фиг.2 узел получения композиции углеводородного пропеллента из пропан-бутановой смеси или из очищенных пропана и н-бутана.
Узел осушки и очистки исполнен в виде двух идентичных блоков адсорбции для пропана - блок №1 и н-бутана - бок №2.
Каждый блок адсорбции содержит емкость 1, слив с которой соединен с насосом 2, нагнетательный патрубок которого через теплообменник 6 связан с входом в нижнюю часть первого по ходу адсорбера 3, с оксидом алюминия, выход которого, соединен с входом в верхнюю часть второго по ходу адсорбера 4, с цеолитом NaA, выход которого, соединен с входом в нижнюю часть третьего по ходу адсорбера 5, с цеолитом NaX, выход которого соединен трубопроводом фильтром 14, выход из которого соединен в емкость 16, слив с которой соединен с насосом 19, нагнетательный патрубок которого соединен трубопроводом с узлом получения композиции углеводородного пропеллента.
Узел получения композиции углеводородного компонента представлен в виде емкости 20, для сбора очищенного пропана, слив с которой соединен с насосом 21, нагнетательный патрубок которого соединен со смесителем 24 и через арматуру с емкостью 25, емкости 22, для сбора очищенного н-бутана, слив с которой соединен с насосом 23, нагнетательный патрубок которого соединен со смесителем 24 и через арматуру с емкостью 27. Пропан-бутановая смесь после смесителя 24 поступает по трубопроводу в емкость 26 для сбора товарного пропеллента. Емкость 25 используется для сбора очищенного пропана. Емкость 26 используется для сбора очищенного н-бутана.
Регенерация адсорбентов в адсорберах 3, 4, 5 осуществляется паровой фазой очищенного пропана из емкости 16 в блоке адсорбции №1 и паровой фазой очищенного н-бутана из емкости 16 в блоке адсорбции №2.
Схема регенерации блока №1 идентична схеме блока №2.
Описание схемы регенерации блока №1.
Регенерация адсорберов 3, 4 и 5 проводится раздельно.
Паровая фаза пропана из верхней части емкости 16, поступает по трубопроводу на компрессор 15, сжимается до 0,6 МПа и поступает по трубопроводу 18 в нижнюю часть адсорбера 4 и из верхней части адсорбера в рекуперативный теплообменник 8. Рекуперативный теплообменник соединен трубопроводом с печью 9, в которой газ регенерации нагревается до режимной температуры и по трубопроводу 17 поступает в верхнюю часть адсорберов 3 или 5. Выход газа регенерации из нижней части адсорбера 3 или 5 соединен трубопроводом с фильтром 7. Очищенный газ регенерации соединен трубопроводом с рекуперативным теплообменником 8 для частичного охлаждения и направляется в воздушный холодильник 10 для окончательного охлаждения. Выход из воздушного холодильника соединен трубопроводом с емкостью 12, предназначенной для сбора газа регенерации. В зимнее время газ регенерации с нижней части адсорберов 3, 4, 5 направляется в рекуперативный теплообменник 6 для утилизации тепла и подогрева углеводородной смеси, поступающей на адсорбцию. Выход из теплообменника 6 соединен трубопроводом с емкостью 12, которая соединена линией слива с насосом 13. Трубопровод с нагнетания насоса 13 предназначен для откачки жидкой углеводородной пропан бутановой фракции для нужд автозаправочной станции. Теплообменник 6 соединен трубопроводами с сепаратором 11.
Для проведения процесса охлаждения адсорбента, прошедшего высокотемпературную регенерацию, паровая фаза пропана частично нагревается и охлаждает горячий адсорбент в адсорберах 3 или 5, прошедших высокотемпературную регенерацию, и поступает из верхней части адсорберов в рекуперативный теплообменник 8. Адсорбер 4 в это время находится на стадии высокотемпературной регенерации.
Установка работает следующим образом.
Узел осушки и очистки исполнен в виде двух идентичных блоков адсорбции для пропана - блок №1 и н-бутана - блок №2.
Описание работы блока адсорбции №1 для очистки и осушки пропана.
Жидкий пропан принимается в емкость 1 и насосом 2 подается в нижнюю часть адсорбера 3, который заполнен активным оксидом алюминия общего назначения, предназначенным для первичной осушки. С верхней части адсорбера пропан поступает в адсорбер 4, который заполнен цеолитом NaA для глубокой осушки. В адсорбере 5, заполненном цеолитом NaX, происходит глубокая очистка пропана от сероводорода, меркаптанов и других примесей. Готовый пропан из адсорбера 5 очищается в фильтре тонкой очистки 14 от цеолитной пыли и поступает в емкость 16, предназначенной для сбора пропана.
Регенерация адсорбентов в адсорберах 3, 4, 5 осуществляется паровой фазой очищенного пропана из емкости 16 в блоке адсорбции №1 и паровой фазой очищенного н-бутана из емкости 16 в блоке адсорбции №2.
Схема регенерации блока №1 идентична схеме блока №2.
Описание схемы регенерации блока №1.
Регенерация адсорберов 3, 4 и 5 проводится раздельно.
Паровая фаза пропана из верхней части емкости 16 поступает на компрессор 15, сжимается до 0,6 МПа и поступает в нижнюю часть адсорбера 4 и из верхней части адсорбера в рекуперативный теплообменник 8 потом в печь 9, в которой газ регенерации нагревается до режимной температуры и поступает в верхнюю часть адсорберов 3 или 5. Далее газ регенерации поступает на фильтр 7 для очистки от цеолитной пыли. Очищенный газ регенерации поступает на рекуперативный теплообменник 8 для частичного охлаждения и направляется в воздушный холодильник 10 для окончательного охлаждения и поступает в емкость 12, предназначенную для сбора газа регенерации. В зимнее время газ регенерации с нижней части адсорберов 3, 4, 5 направляется в рекуперативный теплообменник 6 для утилизации тепла и подогрева углеводородной смеси, поступающей на адсорбцию. Выход из теплообменника 6 соединен с емкостью 12, которая соединена линией слива с насосом 13, предназначенным для откачки жидкой углеводородной фракции пропана для нужд автозаправочной станции. Теплообменник 6 соединен с сепаратором 11.
Для проведения процесса охлаждения адсорбента, прошедшего высокотемпературную регенерацию паровая фаза пропана частично нагревается и охлаждает горячий адсорбент в адсорберах 3 или 5, прошедших высокотемпературную регенерацию, и поступает из верхней части адсорберов в рекуперативный теплообменник 8. Адсорбер 4 в это время находится на стадии высокотемпературной регенерации.
Осушенные и очищенные пропан из блока адсорбции №1 и н-бутан из блока адсорбции №2 поступают на узел получения композиции углеводородных пропеллентов и пропан-бутановой смеси. В емкость 20 поступает очищенный пропан и насосом 21 подается на смеситель 24. В емкость 22 поступает очищенный н-бутан и насосом 23 подается на смеситель 24. Пропан-бутановая смесь после смесителя 24 поступает по трубопроводу в емкость 26 для сбора товарного пропеллента. Емкость 25 используется для сбора очищенного пропана. Емкость 26 используется для сбора очищенного н-бутана.
В процессе смешения в смесителе 24 пропана и н-бутан, изменяя соотношение их расходов, получают в емкости 26 две композиции углеводородных компонентов:
Композиция марки №1, с давлением насыщенных паров 0,30-0,40 МПа;
Композиция марки №2, с давлением насыщенных паров 0,43-0,47 МПа.
В емкость 25 поступает очищенный пропан, который является товарным углеводородным пропеллентом марки №3, с давлением насыщенных паров 0,72-0,83 МПа.
В емкость 27 поступает очищенный н-бутан, который является товарным углеводородным пропеллентом марки №4, с давлением насыщенных паров 0,11-0,16 МПа.
Достигаемый технический результат
Преимуществом заявляемой установки перед прототипом являются:
- получение углеводородных пропеллентов высокого качества с низким содержанием сернистых до 0,00001%;
- применение в качестве сырья пропана и н-бутана;
- реализация принципа комплексной глубокой осушки и очистки сырья;
- предложена новая схема загрузки в блоке адсорберов: первый по ходу адсорбер заполнен активным оксидом алюминия, предназначенным для первичной осушки; второй по ходу адсорбер заполнен цеолитом NaA, предназначенным для глубокой осушки; третий адсорбер заполнен цеолитом NaX, предназначенным для глубокой очистки от сероводорода, меркаптанов и других примесей;
- получение композиций углеводородных пропеллентов методом смешения пропана и н-бутана в смесителе;
- получение пропеллентов из очищенного пропана или н-бутана.
- применение рекуперативных теплообменников для утилизации тепла газа регенерации;
- предварительный подогрев газа регенерации за счет тепла, получаемого на стадии охлаждения адсорбера после высокотемпературной регенерации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ ПРОПЕЛЛЕНТОВ | 2012 |
|
RU2508283C1 |
| СПОСОБ ОСУШКИ И ОЧИСТКИ УГЛЕВОДОРОДНЫХ ПРОПЕЛЛЕНТОВ | 2012 |
|
RU2508284C1 |
| УСТАНОВКА ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ ПРОПЕЛЛЕНТОВ | 1996 |
|
RU2109030C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ ПРОПЕЛЛЕНТОВ | 1996 |
|
RU2115684C1 |
| СПОСОБ ОЧИСТКИ СЖИЖЕННЫХ УГЛЕВОДОРОДНЫХ ГАЗОВ И УСТАНОВКА ДЛЯ ЕЕ ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451538C1 |
| Способ получения сжиженных углеводородных газов | 2015 |
|
RU2607631C1 |
| Способ переработки природного углеводородного газа | 2015 |
|
RU2613914C9 |
| СПОСОБ КОМПЛЕКСНОГО ИЗВЛЕЧЕНИЯ ЦЕННЫХ ПРИМЕСЕЙ ИЗ ПРИРОДНОГО ГЕЛИЙСОДЕРЖАЩЕГО УГЛЕВОДОРОДНОГО ГАЗА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ АЗОТА | 2014 |
|
RU2597081C2 |
| СПОСОБ ОЧИСТКИ УГЛЕВОДОРОДНЫХ ГАЗОВ | 1990 |
|
RU2047589C1 |
| Способ получения особо чистых насыщенных углеводородов C-C | 2019 |
|
RU2714123C1 |
Изобретение относится к химической промышленности, конкретно к технике получения экологически чистых углеводородных газов - пропеллентов, применяемых в качестве газа-вытеснителя для аэрозольных упаковок. Установка для получения углеводородных пропеллентов содержит соединенные трубопроводами адсорберы для осушки и очистки компонентов пропеллентов с размещенными в них цеолитами, теплообменники, печь, узел получения композиции углеводородного пропеллента. В схему включены два блока адсорберов по три адсорбера в каждом блоке. Схемой обвязки трубопроводов предусмотрено отключение любого адсорбера для проведения процесса регенерации. Процесс регенерации адсорберов в каждом блоке проводится поочередно. Для проведения регенерации используется паровая фаза очищенного пропана или бутана. В качестве сырья используются: пропан и бутан. Изобретение позволяет получать продукцию высокого качества из пропана и н-бутана с низким содержанием сернистых до 0,00001%, и значительно снизить эксплуатационные и капитальные затраты на реализацию установки и проведение процесса. 2 ил.
Установка для получения углеводородных пропеллентов из пропана и бутана, содержащая соединенные трубопроводами адсорберы для осушки и очистки, с размещенными в них цеолитами, фильтры, теплообменники и печи, узел получения композиции пропеллентов, отличающаяся тем, что узел осушки и очистки выполнен в виде двух блоков адсорбции для пропана и бутана, каждый блок адсорбции содержит емкость, слив с которой соединен с насосом, нагнетательный патрубок которого через теплообменник связан с входом в нижнюю часть первого по ходу адсорбера, заполненного активным оксидом алюминия, выход которого соединен с входом в верхнюю часть второго по ходу адсорбера, заполненного цеолитом NaA, выход которого соединен с входом в нижнюю часть третьего по ходу адсорбера, заполненного цеолитом NaX, выход которого соединен трубопроводом с емкостью, слив с которой соединен с насосом, нагнетательный патрубок которого соединен трубопроводом с узлом получения композиции углеводородного пропеллента, который представлен в виде емкости, слив с которой соединен с насосом, нагнетательный патрубок которого соединен со смесителем для получения пропан-бутановой смеси, которая поступает по трубопроводу в емкость для сбора товарного пропеллента.
| RU 96108289 A, 27.07.1998 | |||
| УСТАНОВКА ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ ПРОПЕЛЛЕНТОВ | 1996 |
|
RU2109030C1 |
| US 2009217922 A1, 03.09.2009 | |||
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ ПРОПЕЛЛЕНТОВ | 1996 |
|
RU2115684C1 |
| US 3884828 A, 20.05.1975 | |||

