Изобретение относится к машиностроению и может быть использовано для прецизионной обработки фасонных поверхностей деталей.
Наиболее близким техническим решением по технической сущности и достигаемому результату является фрезерно-расточной станок с ЧПУ по А.С. СССР SU №1305000 A1, кл. B23Q 3/157 от 23.04.1987 г., содержащий протяженную станину коробчатого типа с горизонтальными направляющими, на одном из концов которой перпендикулярно ей закреплена вертикальная стойка с вертикальными направляющими, на которых с возможностью перемещения в вертикальной плоскости размещена шпиндельная бабка с электродвигателем и расточной головкой, установленные на станине с возможностью перемещения по ее направляющим нижние салазки и верхние салазки, установленные с возможностью перемещения в плоскости, перпендикулярной направляющим станины, а также поворотный стол с монтажной плитой, закрепленный на верхних салазках, для базирования заготовки (прототип).
Недостатками известного устройства является сравнительно невысокая производительность и невозможность обработки деталей сложного профиля из-за отсутствия точного позиционирования за счет наличия сухого трения в направляющих привода подач.
Технический результат, на достижение которого направлено заявленное изобретение, заключается в повышении эффективности, точности и надежности работы станка.
Это достигается тем, что фрезерно-расточной станок содержит протяженную станину коробчатого типа с горизонтальными направляющими, на одном из концов которой перпендикулярно ей закреплена вертикальная стойка с вертикальными направляющими, на которых с возможностью перемещения в вертикальной плоскости размещена шпиндельная бабка с электродвигателем и расточной головкой, установленные на станине с возможностью перемещения по ее направляющим нижние салазки и верхние салазки, установленные с возможностью перемещения в плоскости, перпендикулярной направляющим станины, а также поворотный стол с монтажной плитой, закрепленный на верхних салазках, для базирования заготовки. При этом станина выполнена с пазами, в которые вклеены тонкие пластины из высоколегированной закаленной стали толщиной (4-8) мм и из сплавов цветных металлов толщиной (4-10) мм, направляющие станины и вертикальной стойки выполнены с аэростатическими опорами, образованными самой направляющей и установленной над ней с зазором планкой. При этом направляющие выполнены накладными и закреплены посредством винтов, расположенных друг от друга на расстоянии не более удвоенной высоты направляющей или планки, и/или клея. Направляющие имеют по меньшей мере три прямоугольные секции, разделенные дренажными каналами из условия предотвращения протекания воздуха из одной секции в другую, шириной не менее 30 мм и длиной каждой прямоугольной секции не более 500 мм, при этом каждая секция выполнена с отверстием для подвода воздуха под давлением и с распределительными микроканавками, расположенными на расстоянии не менее 15 мм от края направляющих с обеспечением развода воздуха по площади секции из условия образования совместно с поверхностью станины капиллярных каналов для исключения резкого возрастания расхода воздуха.
Причем направляющие шириной более 40 мм выполнены с микроканавками, расположенными с образованием замкнутого контура с возможностью поступления воздуха от дросселя через поперечную канавку, а направляющие шириной до 40 мм - с микроканавкой, проходящей через середину прямоугольной секции параллельно ее длинной стороне.
Заявленное изобретение поясняется чертежами, где :
На фиг.1 изображен общий вид станка,
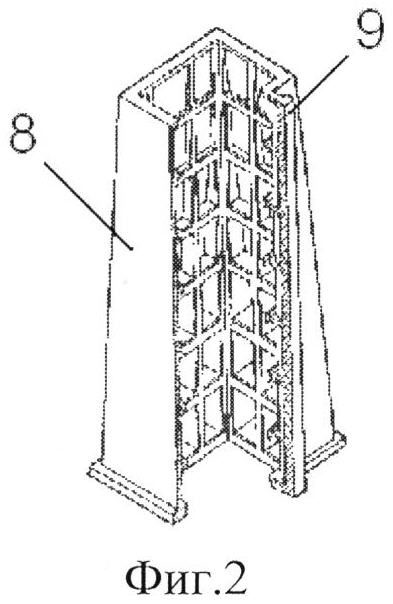
на фиг.2 представлен общий вид вертикальной стойки станка,
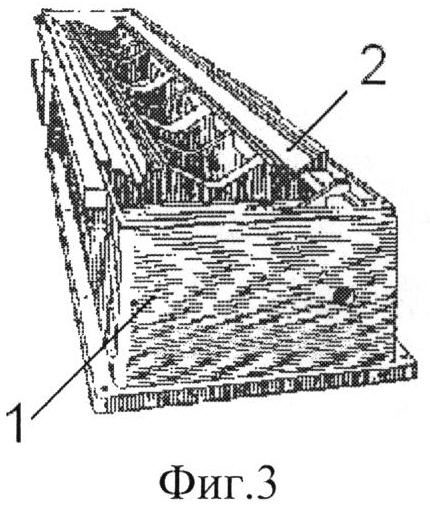
на фиг.3 - общий вид протяженной станины коробчатого типа для станков сверлильно-фрезерно-расточной группы,
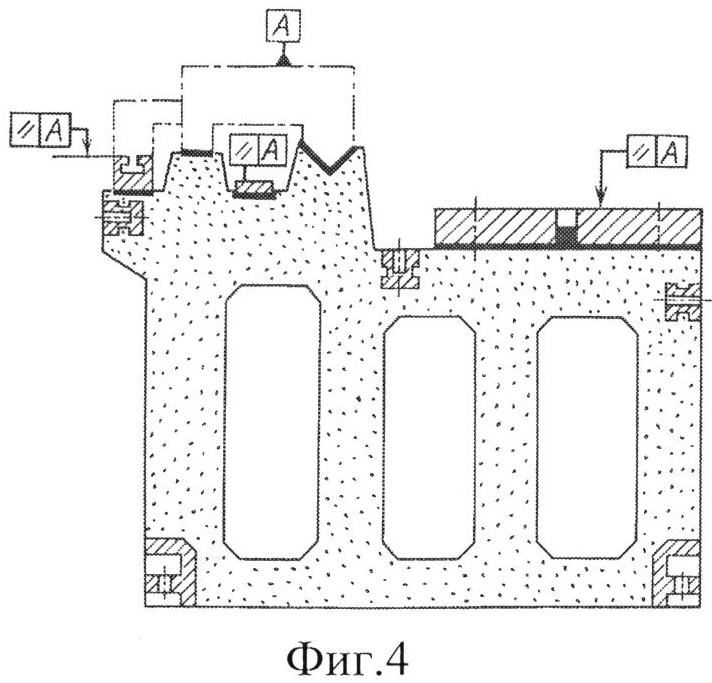
на фиг.4 - сечение протяженной станины из бетона,
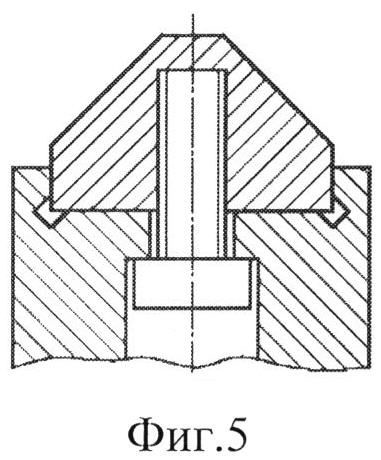
на фиг.5 - конструкция накладных направляющих станины,
на фиг.6 приведена принципиальная схема секции аэростатической опоры для направляющих станков с замкнутой канавкой,
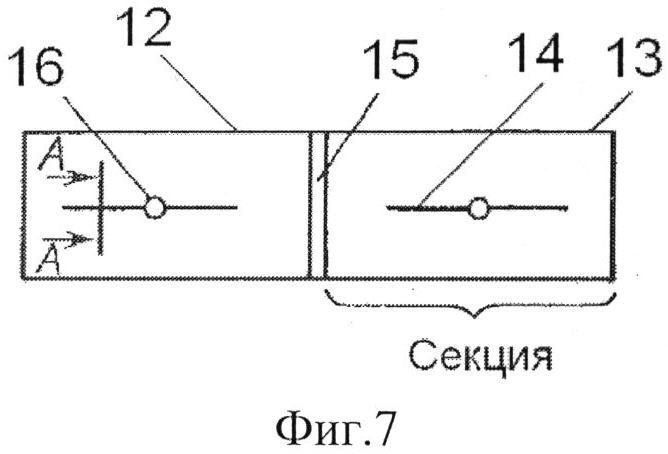
на фиг.7 - схема секции аэростатической опоры с прямолинейной канавкой,
на фиг.8 - конструктивная схема аэростатической опоры,
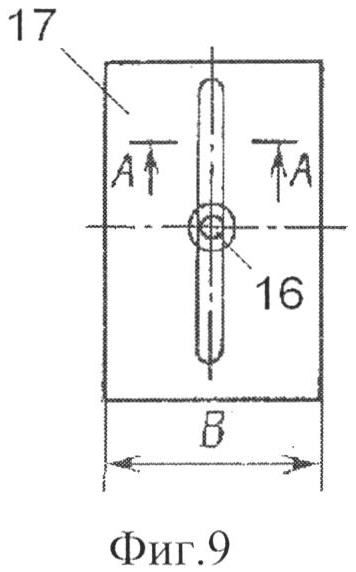
на фиг.9 - вид сверху на опору при снятой планке,
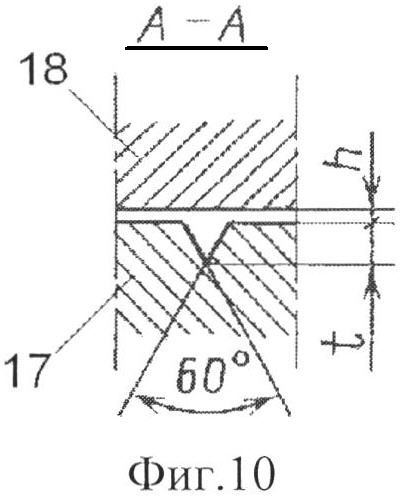
на фиг.10 - разрез А-А фиг.9.
Фрезерно-расточной станок (фиг.1) содержит протяженную станину 1 коробчатого типа с горизонтальными направляющими 2, на одном из концов которой перпендикулярно ей закреплена вертикальная стойка 8 с вертикальными направляющими 9, по которым перемещается в вертикальной плоскости шпиндельная бабка 10 с электродвигателем 11 и расточной головкой 12. На станине установлены нижние салазки 3, совершающие движение по направляющим 2 станины, и верхние салазки 4, перемещающиеся в плоскости, перпендикулярной направляющим 2 станины, на которых закреплен поворотный стол 5 с установленной на нем монтажной плитой 6 для базирования заготовки 7.
Станина выполнена с пазами, в которые вклеивают тонкие пластины из высоколегированной закаленной стали толщиной (4-8) мм и из сплавов цветных металлов толщиной (4-10) мм для более экономного использования материалов.
В стенках станины 2 могут быть предусмотрены окна и вырезы по технологическим соображениям, а также для размещения внутри них некоторых вспомогательных устройств, например элементов систем смазки и охлаждения, противовесов и др. Для обеспечения высокой жесткости станину 1 и стойку 8 снабжают ребрами и перегородками (фиг.2 и 3). Основными материалами для станины 1 и стойки 8, удовлетворяющими условиям стабильности размеров, жесткости и виброустойчивости, являются чугуны, например марки СЧ15, и низкоуглеродистые стали, реже применяется бетон. Чугун обладает хорошими литейными свойствами, мало коробится, но имеет сравнительно низкие механические свойства.
При повышенных требованиях к износостойкости направляющих, выполненных за одно целое с базовой деталью, применяют также чугун марки СЧ 21. Однако в литых чугунных изделиях образуются остаточные напряжения, которые могут привести к короблению базовых деталей станка (станины 1 и стойки 8) и нарушению точности станка. Для снятия этих напряжений в станкостроении существуют различные методы старения: естественное старение, тепловая обработка, метод термоударов, отжиг, вибрационное старение, статическая перегрузка и др. Сталь низкоуглеродистая применяется при изготовлении сварных базовых деталей относительно простой формы. Сварные базовые детали делают при мелкосерийном и индивидуальном характере производства и широко применяют их в станках, работающих при ударных и при очень больших нагрузках. Достоинства сварных конструкций по сравнению с литыми чугунными в значительно меньшей массе при той же жесткости, поскольку модуль упругости стали почти в 2 раза выше чугуна (табл.1), в возможности применения более совершенных форм с точки зрения жесткости, в возможности исправления дефектов конструкции, в меньшей трудоемкости механической обработки и ускорении производства. При этом используется, в основном, листовая сталь марок Ст-3 или Ст-4 сравнительно большой толщины (8…12 мм). Тонкостенные базовые детали имеют толщину стенок 3…6 мм, что позволяет получить максимальную экономию металла, но технологически сложные из-за большого числа перегородок и ребер. Применение конструкционных фасонных профилей в сварных станинах позволяет существенно снизить трудоемкость их изготовления.
Направляющие станины и стойки могут быть выполнены накладными направляющими (на чертеже не показано), которые крепят винтами, клеем, а также винтами и клеем одновременно, причем расстояние между винтами, для устранения искривления и коробления, должно быть не больше удвоенной высоты планки или направляющей, а тонкие пластины из высоколегированной закаленной стали толщиной 4…8 мм и сплавов цветных металлов толщиной 4…10 мм вклеивают в пазы станины.
Бетон имеет то положительное свойство (фиг.4), что он хорошо гасит вибрации, а это увеличивает динамическую жесткость станка. Кроме того, большая по сравнению с чугуном тепловая инерция делает бетон менее чувствительным к колебаниям температуры. Хотя модуль упругости бетона меньше, чем чугуна (см. табл.1), ту же жесткость бетонной станины можно достичь увеличением толщины стенок. Масса при этом остается в допустимых пределах, так как удельный вес бетона составляет только треть удельного веса серого чугуна. В бетонных станинах направляющие и детали крепления базовых деталей залиты в бетон. Силовое замыкание происходит непосредственно через бетон, обеспечивая эффективное гашение вибраций. Вместе с тем необходимо учитывать, что бетон после схватывания поглощает влагу, что влечет за собой изменения объема, а попадание масла на бетон повреждает его, т.е. необходимы мероприятия по защите бетона от влаги и попадания масла.
В станинах тяжелых станков находит применение железобетон. Обеспечивая такую же жесткость, как и чугунная станина, железобетон дает экономию металла примерно на 40…60%. На некоторых станкозаводах освоена технология изготовления базовых деталей из полимербетона (фиг.5). Он включает наполнитель в виде кварца (силикат), мраморную или гранитную крошку и связующий материал эпоксидную, акриловую или метакриловую смолу с отвердителем. Обладая достоинствами бетонной станины, полимербетоны не боятся воздействия масла и влаги.

Аэростатические опоры для направляющих металлорежущих станков (фиг.6-7) состоят из нескольких секций, разделенных дренажными каналами 15. Дренажные каналы 15 предотвращают перетекание воздуха из одной секции в другую, что повышает угловую жесткость воздушной подушки. Секции могут быть прямоугольными (фиг.6) в прямоугольных направляющих и частью кольца в кольцевых направляющих (на чертеже не показано). Общее число секций должно быть не менее трех, предпочтительнее четыре секции, обеспечивающие наибольшую угловую устойчивость подвижного узла.
Аэростатические опоры включают саму направляющую 17 станины станка и расположенную над ней с зазором h планку 18 (фиг.8-10). Ширина направляющей В должна быть не менее 30 мм, а длина L каждой секции - не более 500 мм.
Каждая секция опоры имеет отверстие 16 диаметром d для подвода воздуха под давлением и распределительные микроканавки 1, 2, 3 глубиной t для развода воздуха по площади секции. Микроканавки в совокупности с поверхностью станины образуют капиллярные каналы. Таким образом, воздух из области высокого давления, пройдя последовательно через три сопротивления (дроссель, микроканавка и зазор h между неподвижной и подвижной частями опоры), выходит через зазор в окружающую среду. Расстояние от микроканавок 12, 13, 14 до края направляющей должно быть не менее 15 мм, так как при меньшем расстоянии расход воздуха резко возрастает.В направляющих шириной более 40 мм микроканавки 12 и 13 образуют замкнутый контур, воздух в который поступает от дросселя через поперечную канавку 14. В узких направляющих (шириной до 40 мм) микроканавка 13 проходит через середину секции параллельно длинной стороне секции.
Фрезерно-расточной станок работает следующим образом.
Заготовка 7 устанавливается на монтажной плите 6 поворотного стола 5 и может перемещаться во взаимно-перпендикулярных плоскостях за счет нижних салазок 3, совершающих движение по направляющим 2 станины и верхних салазок 4, перемещающихся в плоскости, перпендикулярной направляющим 2 станины, на которых закреплен поворотный стол 5. Расточная головка 12 приводится во вращение от шпиндельной бабки 10 с электродвигателем 11, которая имеет возможность вертикального перемещения по вертикальным направляющим стойки 9. При повышенных требованиях к износостойкости направляющих, выполненных за одно целое с базовой деталью, применяют также чугун марки СЧ 21. Однако в литых чугунных изделиях образуются остаточные напряжения, которые могут привести к короблению базовых деталей станка (станины 1 и стойки 8) и нарушению точности станка.
Для снятия этих напряжений применяются различные методы старения: естественное старение, тепловая обработка, метод термоударов, отжиг, вибрационное старение, статическая перегрузка. В бетонных станинах (фиг.4) направляющие и детали крепления базовых деталей могут быть залиты в бетон. Бетон имеет то положительное свойство, что он хорошо гасит вибрации, а это увеличивает динамическую жесткость станка. Для изготовления базовых деталей может быть применен полимербетон. Он включает наполнитель в виде кварца (силикат), мраморную или гранитную крошку и связующий материал - эпоксидную, акриловую или метакриловую смолу с отвердителем. Обладая достоинствами бетонной станины, полимербетоны не боятся воздействия масла и влаги.
Для всех способов изготовления базовых деталей могут быть применены конструкции накладных направляющих, показаны (фиг.5), их применяют в сварных и литых станинах; крепят винтами, клеем, а также винтами и клеем одновременно, причем последний способ позволяет существенно увеличить контактную жесткость стыка направляющих. Расстояние между винтами, для устранения искривления и коробления, должно быть не больше удвоенной высоты планки. Тонкие пластины из высоколегированной закаленной стали толщиной 4…8 мм и сплавов цветных металлов толщиной 4…10 мм вклеивают в пазы станины (на чертеже не показано). Их применение позволяет более экономно использовать эти материалы. Число планок и пластин для составных направляющих должно быть минимальным, фаски на торцах и зазоры в стыках недопустимы, а после шлифования направляющих стыки не должны быть заметны.
Аэростатические опоры для направляющих металлорежущих станков работают следующим образом.
В аэростатических направляющих добиваются разделения трущихся поверхностей подачей в карманы воздуха под давлением, в результате чего между сопряженными поверхностями 17 и 18 образуется воздушная подушка. Воздух, подаваемый под давлением, проходит через дроссель и распределяется по канавкам 12. 13, 14, при этом образуется воздушный слой, разделяющий поверхности планки 18 каретки станка и направляющую 17 станины станка. В зоне, ограниченной микроканавкой, создается повышенное давление воздуха. За пределами микроканавок давление воздуха плавно снижается до атмосферного. Таким образом, воздух из области высокого давления, пройдя последовательно через три сопротивления (дроссель, микроканавка и зазор h между неподвижной и подвижной частями опоры), выходит через зазор в окружающую среду, т.е. назначение микроканавок - распределение сжатого воздуха по смазочному зазору.
Для устранения опасности потери устойчивости и возбуждения интенсивных колебаний карманы и распределительные канавки делают в виде треугольного профиля для обеспечения небольшого сжимаемого объема воздуха в них (фиг.10).
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2519352C1 |
| ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2521557C1 |
| КРУГОВАЯ АЭРОСТАТИЧЕСКАЯ НАПРАВЛЯЮЩАЯ ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ (ВАРИАНТЫ) | 2012 |
|
RU2494850C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
| СПОСОБ ДИАГНОСТИКИ ШПИНДЕЛЬНОГО УЗЛА | 2012 |
|
RU2548538C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| ТОКАРНО-ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК | 2014 |
|
RU2571007C1 |


Изобретение относится к машиностроению и может быть использовано для прецизионной обработки фасонных поверхностей деталей. Станок содержит протяженную станину коробчатого типа с горизонтальными направляющими, на одном из концов которой перпендикулярно ей закреплена вертикальная стойка с вертикальными направляющими, на которых с возможностью перемещения в вертикальной плоскости размещена шпиндельная бабка с электродвигателем и расточной головкой, установленные на станине с возможностью перемещения по ее направляющим нижние салазки и верхние салазки, установленные с возможностью перемещения в плоскости, перпендикулярной направляющим станины, а также поворотный стол с монтажной плитой, закрепленный на верхних салазках, для базирования заготовки. Станина выполнена с пазами, в которые вклеены тонкие пластины из высоколегированной закаленной стали и из сплавов цветных металлов. Направляющие станины и вертикальной стойки выполнены с аэростатическими опорами, образованными самой направляющей и установленной над ней с зазором планкой и в виде накладных направляющих, имеющих по меньшей мере три прямоугольные секции, разделенные дренажными каналами из условия предотвращения протекания воздуха из одной секции в другую, шириной не менее 30 мм и длиной каждой прямоугольной секции не более 500 мм. Каждая секция выполнена с отверстием для подвода воздуха под давлением и с распределительными микроканавками из условия образования совместно с поверхностью станины капиллярных каналов для исключения резкого возрастания расхода воздуха. Повышается точность и надежность работы станка. 1 з. п. ф-лы, 10 ил., 1 табл.
1.Фрезерно-расточной станок, содержащий протяженную станину коробчатого типа с горизонтальными направляющими, на одном из концов которой перпендикулярно ей закреплена вертикальная стойка с вертикальными направляющими, на которых с возможностью перемещения в вертикальной плоскости размещена шпиндельная бабка с электродвигателем и расточной головкой, установленные на станине с возможностью перемещения по ее направляющим нижние салазки и верхние салазки, установленные с возможностью перемещения в плоскости, перпендикулярной направляющим станины, а также поворотный стол с монтажной плитой, закрепленный на верхних салазках, для базирования заготовки, отличающийся тем, что станина выполнена с пазами, в которые вклеены тонкие пластины из высоколегированной закаленной стали толщиной (4-8) мм и из сплавов цветных металлов толщиной (4-10) мм, направляющие станины и вертикальной стойки выполнены с аэростатическими опорами, образованными самой направляющей и установленной над ней с зазором планкой, в виде накладных направляющих, закрепленных посредством расположенных друг от друга на расстоянии не более удвоенной высоты направляющей или планки винтов и/или клея, при этом направляющие имеют по меньшей мере три прямоугольные секции, разделенные дренажными каналами из условия предотвращения протекания воздуха из одной секции в другую, шириной не менее 30 мм и длиной каждой прямоугольной секции не более 500 мм, при этом каждая секция выполнена с отверстием для подвода воздуха под давлением и с распределительными микроканавками, расположенными на расстоянии не менее 15 мм от края направляющих с обеспечением развода воздуха по площади секции из условия образования совместно с поверхностью станины капиллярных каналов для исключения резкого возрастания расхода воздуха.
2.Станок по п.1, отличающийся тем, что направляющие шириной более 40 мм выполнены с микроканавками, расположенными с образованием замкнутого контура с возможностью поступления воздуха от дросселя через поперечную канавку, а направляющие шириной до 40 мм - с микроканавкой, проходящей через середину прямоугольной секции параллельно ее длинной стороне.
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |

