Изобретение относится к металлообработке, в частности к металлорежущим станкам.
Наиболее близким техническим решением является обрабатывающий центр на базе пространственных механизмов параллельной структуры, все точки звеньев которых описывают непрямолинейные траектории. При этом выходное звено соединено со станиной несколькими параллельными кинематическими цепями; в результате образуется пространственная замкнутая шарнирная конструкция, система управления функционирует в реальном времени, обеспечивая компенсацию упругих деформаций и реализуя другие оптимизационные процедуры по патенту РФ №128854 - прототип.
Недостатками известной конструкций является сложность управления и неоднороодность эксплуатационных показателей (жесткость, точность), а также дополнительная погрешность позиционирования планшайбы стола и наличие зоны нечувствительности из-за наличия люфтов в механическом редукторе, которые не могут быть полностью скомпенсированы коррекцией за счет дополнительного датчика поворота, что отрицательно влияет на точность обработки и ухудшает динамику конструкции.
Технически достижимый результат - повышение эффективности и точности обработки изделий за счет мехатронного, повортно-качательного стола с повышенной точностью углового позиционирования, увеличения быстродействия контуров позиционирования, а также снижение металлоемкости и повышение динамических и точностных характеристик обрабатывающего центра, и компактность его конструкции.
Это достигается тем, что в обрабатывающем центре с гибридной кинематикой, содержащем станину, стойки и механизм параллельной кинематики с инструментальным шпинделем, станина выполнена Т-образной формы, состоящей из двух частей: основной и приставной, при этом на основной части станины оппозитно друг другу жестко крепятся вертикальные стойки, соединенные в верхней части траверсой, на которой расположен инструментальный магазин с автооператором смены инструмента, а корпус инструментального, горизонтально расположенного, шпинделя соединен с механизмом параллельной кинематики рычажного типа, который обеспечивает перемещение шпинделя по двум координатам в вертикальной плоскости, перпендикулярной оси шпинделя, за счет перемещений кареток по вертикальным направляющим, закрепленным на стойках, и закрытых кожухами, выполненными по типу гармошки, а на приставной части станины расположены индексный поворотный стол с вертикальной осью, предназначенный для крепления заготовки, который в свою очередь установлен на поперечном столе горизонтального перемещения заготовки, при этом каретки перемещаются за счет передач винт-гайка качения, а их движение реализуется следящим приводом, линейные датчики перемещения которого закреплены на стойках, а поперечный стол с установленным на нем индексным поворотным столом и заготовкой совершает горизонтальные перемещения вдоль оси шпинделя по направляющим, закрепленным на приставной части станины, по краям которой расположены шнековые транспортеры для удаления стружки, а для обеспечения функционирования поворотного, индексного стола служит гибкий подвод электроэнергии и рабочих сред, необходимых для работы его исполнительных механизмов.
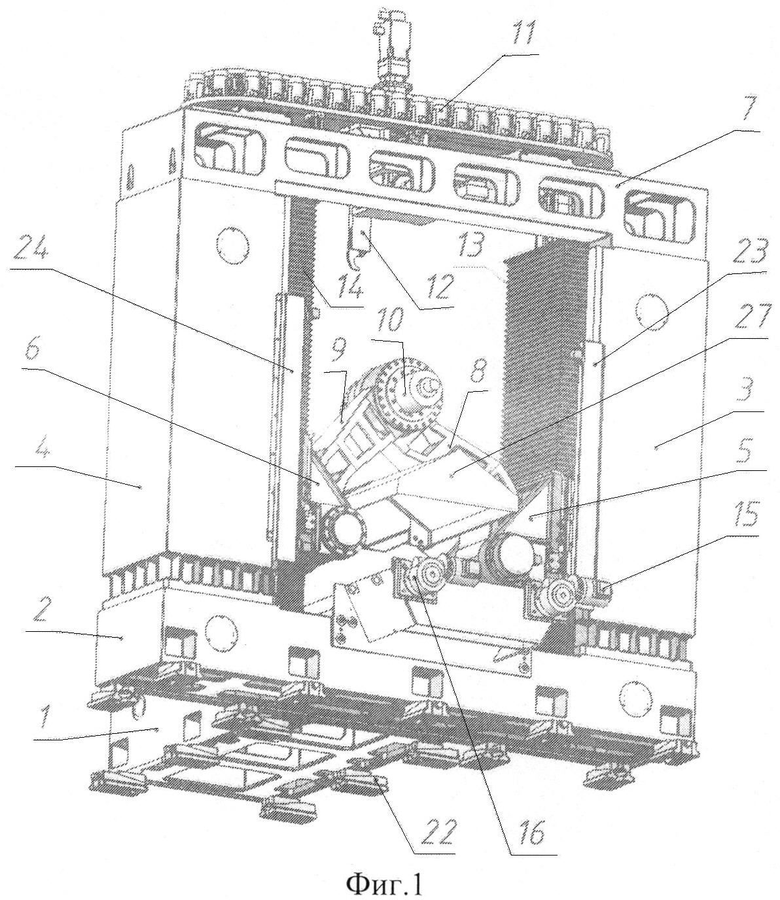
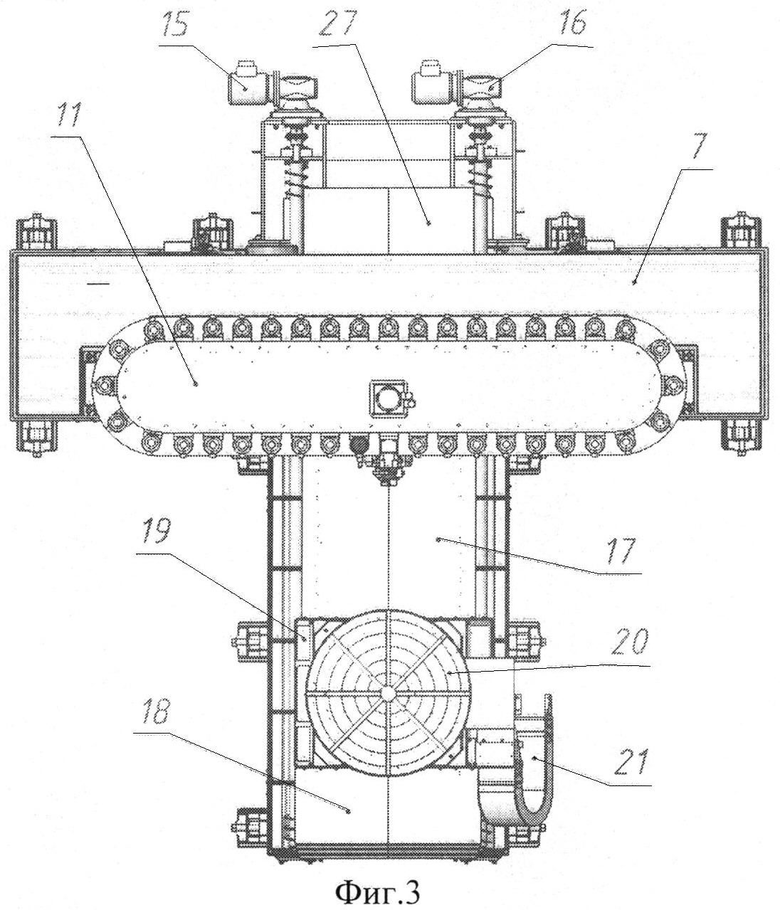
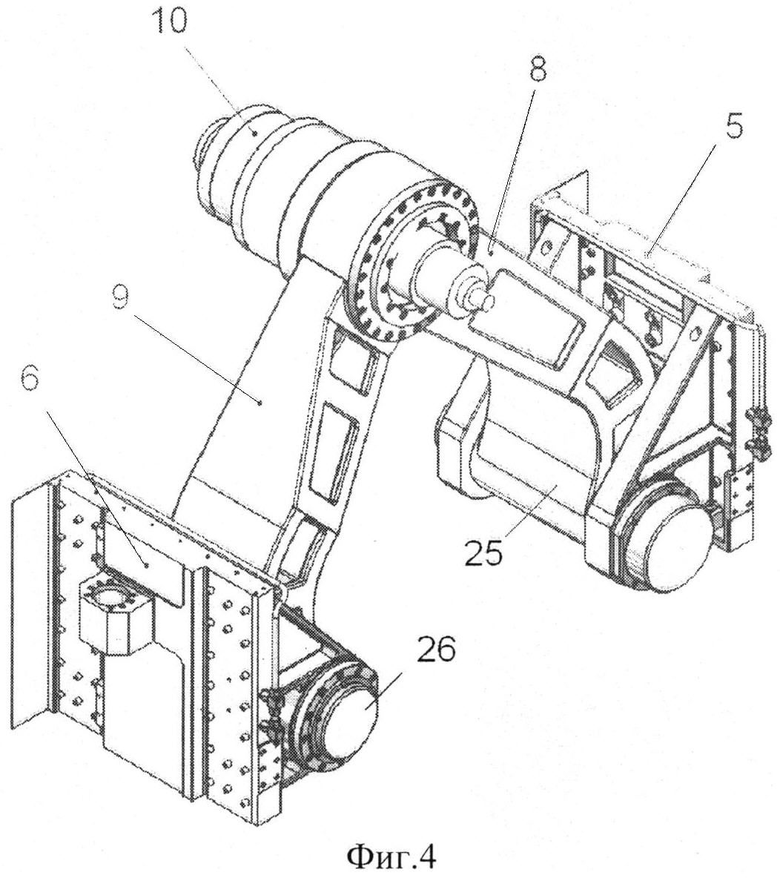
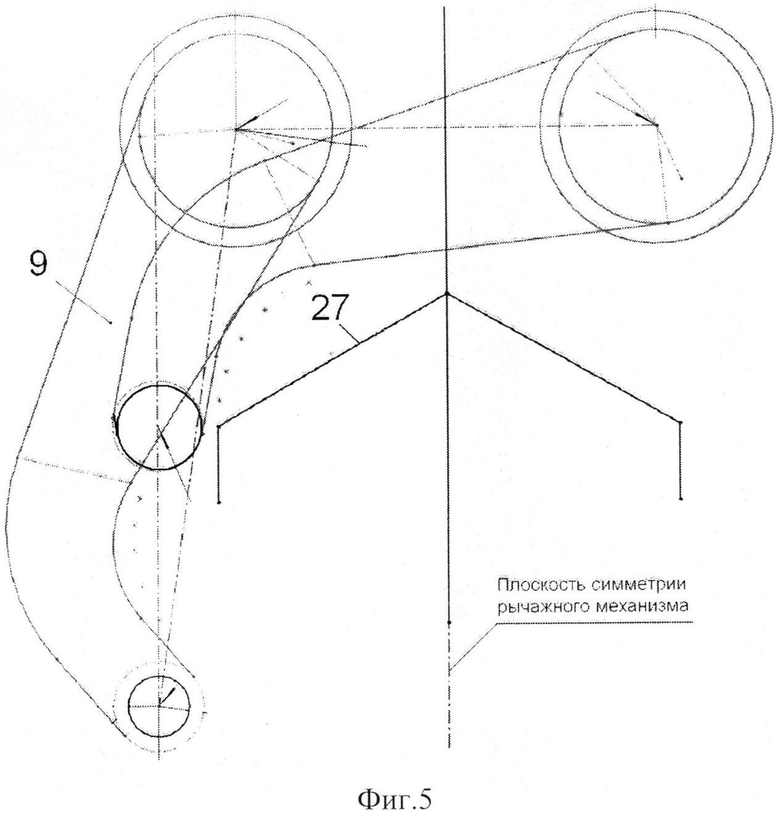
На фиг. 1 представлена аксонометрическая проекция обрабатывающего центра типа «Бипод» с гибридной кинематической структурой (вид спереди); на фиг. 2 - его аксонометрическая проекция (вид сбоку); на фиг. 3 - вид на обрабатывающий центр сверху; на фиг. 4 - аксонометрическая проекция рычажного механизма параллельной кинематики; на фиг. 5 - траектория движения одного из рычагов рычажного механизма параллельной кинематики из крайнего положения, на фиг. 6 - представлена общая схема стола поворотно-качающегося двухкоординатного.
Обрабатывающий центр типа «Бипод» с гибридной кинематической структурой содержит станину (фиг. 1) Т-образной формы, состоящую из двух частей. Под гибридной кинематической структурой понимается структура, сочетающая традиционные механизмы и механизмы параллельной кинематики. Станина установлена на клиновых башмаках 22. На основной части 2 станины оппозитно друг другу жестко крепятся вертикальные стойки 3 и 4, соединенные в верхней части траверсой 7, на которой расположен инструментальный магазин 11 с автооператором смены инструмента 12. Корпус горизонтального шпинделя 10 соединен с рычагами 8 и 9 механизма параллельной кинематики, который обеспечивает его перемещение по двум координатам в вертикальной плоскости, перпендикулярной оси шпинделя, за счет перемещений кареток 5 и 6 по вертикальным направляющим, закрепленным на стойках 3 и 4, и закрытых кожухами 13 и 14, выполненными по типу «гармошки».
На приставной части 1 станины расположены индексный поворотный, горизонтально расположенный, стол 20 для крепления заготовки (не показана), который в свою очередь установлен на поперечном столе 19 горизонтального перемещения заготовки (фиг. 2, 3). Каретки 5 и 6 по вертикальным направляющим стоек 3 и 4 перемещаются за счет передач винт-гайка качения (не показана), при этом их движение реализуется следящими приводами, линейные датчики перемещения 23 и 24 которых также закреплены на стойках 3 и 4.
Поперечный стол 19 с установленным на нем индексным поворотным столом 20 и заготовкой совершает горизонтальные перемещения вдоль оси шпинделя по направляющим (не показаны), закрепленным на станине, с помощью механизма, аналогичного используемому для перемещения кареток 5 и 6 (не показан).
По краям приставной станины расположены шнековые транспортеры для удаления стружки с приводами 15 и 16 (фиг. 3). Для обеспечения функционирования поворотного, индексного стола 20, служит гибкий подвод 21 электроэнергии и рабочих сред (воздух, масло и охлаждающая жидкость для прямого привода стола), необходимых для работы его исполнительных механизмов (показаны).
Рычажный механизм параллельной кинематики (фиг. 4) включает в себя рычаги 8 и 9, в исходном положении симметрично расположенные относительно плоскости симметрии станка (фиг. 1 и 4). С одной стороны рычаг 8 жестко, а рычаг 9 шарнирно связаны с корпусом инструментального шпинделя 10, а с другой - с каретками 5 и 6 соответственно, посредством шарниров 25 и 26.
Рычаги 8 и 9 механизма параллельной кинематики имеют сложную форму (на фиг. 5 представлена форма одного из рычагов). Они изогнуты в плоскости, перпендикулярной оси шпинделя таким образом, что огибают при своем движении защитный кожух 27 (фиг. 1) приставной станины, обеспечивая максимальную компактность конструкции.
Защитный кожух 27 предназначен для предотвращения попадания стружки на элементы конструкции станины, и в поперечном сечении имеет форму двухскатной крыши со скатами 17 и 18, которая обеспечивает свободный сход стружки к шнековым транспортерам.
Обрабатывающий центр типа «Бипод» с гибридной кинематической структурой работает следующим образом.
Инструментальный шпиндель 10, перемещаясь по заданной траектории, за счет механизма параллельной кинематики, при помощи закрепленного в нем инструмента, например фрезы (не показан), обрабатывает заготовку сложного профиля (не показана). Шпиндель 10 соединен с рычагами 8 и 9 механизма параллельной кинематики, что обеспечивает его перемещение по двум координатам в вертикальной плоскости, перпендикулярной оси шпинделя, за счет перемещений кареток 5 и 6 по вертикальным направляющим, закрепленным на стойках 3 и 4. При этом перемещение индексного поворотного стола 20 с заготовкой в направлении, перпендикулярном плоскости обработки, осуществляется посредством поперечного стола 19. Шнековые транспортеры с приводами 15 и 16, расположенные по краям приставной станины, удаляют стружку. Для обеспечения функционирования поворотного, индексного стола 20, служит гибкий подвод 21 электроэнергии и рабочих сред, необходимых для работы его исполнительных механизмов.
Рычаги 8 и 9 механизма параллельной кинематики изогнуты в плоскости, перпендикулярной оси шпинделя таким образом, что огибают при своем движении защитный кожух 27 приставной станины, обеспечивая максимальную компактность конструкции.
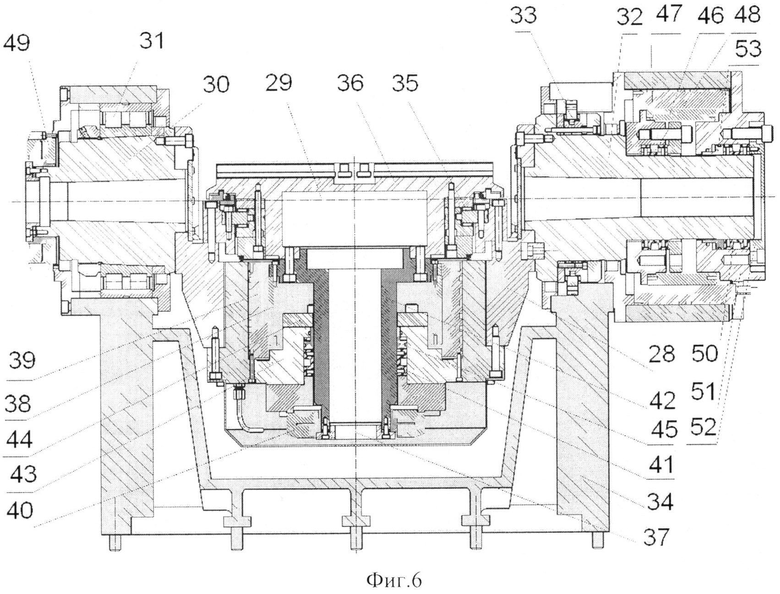
Возможен вариант, когда вместо индексного поворотного стола 20, на поперечном столе 19 устанавливается поворотно-качающийся двухкоординатный стол (фиг. 6).
При этом перемещение поворотно-качающегося двухкоординатного стола с заготовкой в направлении, перпендикулярном плоскости обработки, осуществляется посредством поперечного стола 19.
Стол поворотно-качающийся двухкоординатный (фиг. 6) состоит из поворотного стола 28, закрепленного с возможностью качания относительно горизонтальной оси 29, перпендикулярной оси шпинделя станка (не показан) с помощью опорного вала 30, установленного в роликовом двухрядном радиальном подшипнике 31, и приводного вала 32, установленного в роликовом упорно-радиальном подшипнике 33. Подшипники 31 и 33 установлены в отверстиях вертикальных проушин основания 34. В поворотном столе 28 на упорно-радиальном подшипнике 35 установлена планшайба 36, вращающаяся относительно вертикальной оси 37. Вращение планшайбы 36 обеспечивается прямым приводом со встроенным моментным двигателем, состоящим из ротора 38 и статора 39. Контроль угла поворота планшайбы и ее фиксация в заданном положении обеспечивается датчиком 40 и тормозным устройством, состоящим из муфты 41, выполненной в виде упругодеформируемой оболочки. Муфта взаимодействует с втулкой 42, жестко соединенной с планшайбой 36 и стаканом 43 гидроцилиндра, образованного стаканом 43, крышкой 44 и поршнем 45, размещенными соосно корпусу поворотного стола 28.
Качание стола 28 вокруг горизонтальной оси 29 обеспечивается прямым приводом со встроенным моментным двигателем, состоящим из ротора 46 и статора 47. Контроль угла поворота стола 28 при качании и его фиксация в заданном положении обеспечивается датчиком 49 и тормозным устройством, состоящим из муфты 50, выполненной в виде упругодеформируемой оболочки. Муфта взаимодействует с приводным валом 32, и стаканом 51 гидроцилиндра, образованного стаканом 51, крышкой 52 и поршнем 53.
Стол поворотно-качающийся двухкоординатный работает следующим образом.
На планшайбе 36 поворотного стола 28 устанавливается и закрепляется заготовка (не показана), которая вращается вокруг вертикальной оси 37 прямым приводом со встроенным моментным двигателем, состоящим из статора 38 и ротора 39. Угол поворота и скорость вращения определяются управляющим сигналом устройства числового программного управления (УЧПУ) (не показано), вырабатываемым на основании сигнала обратной связи от датчика поворота 40. В заданном угловом положении заготовка фиксируется относительно оси 37 муфтой 41, взаимодействующей с втулкой 42, жестко соединенной с планшайбой 36 и стаканом 43 гидроцилиндра, образованного стаканом 43, крышкой 44 и поршнем 45, размещенными соосно корпусу поворотного стола 28. Качание заготовки относительно горизонтальной оси 29 реализуется прямым приводом со встроенным моментным двигателем, состоящим из статора 47 и ротора 46. Угол поворота и скорость вращения определяются управляющим сигналом устройства числового программного управления (УЧПУ) (не показано), вырабатываемым на основании сигнала обратной связи от датчика поворота 49. В заданном угловом положении заготовка фиксируется относительно оси 29 муфтой 50, выполненной в виде упругодеформируемой оболочки. Муфта взаимодействует с приводным валом 32 и стаканом 51 гидроцилиндра, образованного стаканом 51, крышкой 42 и поршнем 43.
Следует заметить, что прямой привод качания заготовки относительно горизонтальной оси 29 также выполнен со встроенным моментным двигателем, датчиком и тормозным устройством, аналогичными приводу вращения планшайбы 36.
Работа гидроцилиндров и встроенных моментных двигателей обеспечивается соответствующими гидравлическими и электрическими блоками (не показаны), под управлением УЧПУ.
Стол поворотно-качающийся двухкоординатный, предназначенный для угловых поворотов установленной на нем заготовки, применяется на станках сверлильно-фрезерно-расточной группы при выполнении операций многокоординатной механической обработки деталей с требуемой точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2521557C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2519352C1 |
| ФРЕЗЕРНО-РАСТОЧНОЙ СТАНОК | 2012 |
|
RU2523656C1 |
| АВТОМАТИЧЕСКОЕ ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО СИСТЕМ БЕЗОПАСНОСТИ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ | 2014 |
|
RU2546367C1 |
Изобретение относится к области металлообработки и может быть использовано в станках с ЧПУ, предназначенных для комплексной механической ообработки изделий сложной формы. Обрабатывающий центр содержит станину T-образной формы, стойки и механизм параллельной кинематики рычажного типа для перемещения инструментального шпинделя. На одной из частей станины расположен поворотный стол для крепления заготовки, который в свою очередь установлен на поперечном столе с горизонтальным перемещением. Стол для крепления заготовки выполнен в виде поворотно-качающегося двухкоординатного стола. По краям станины расположены шнековые транспортеры для удаления стружки. Использование изобретения позволяет расширить технологические возможности центра и повысить качество обработки. 6 ил.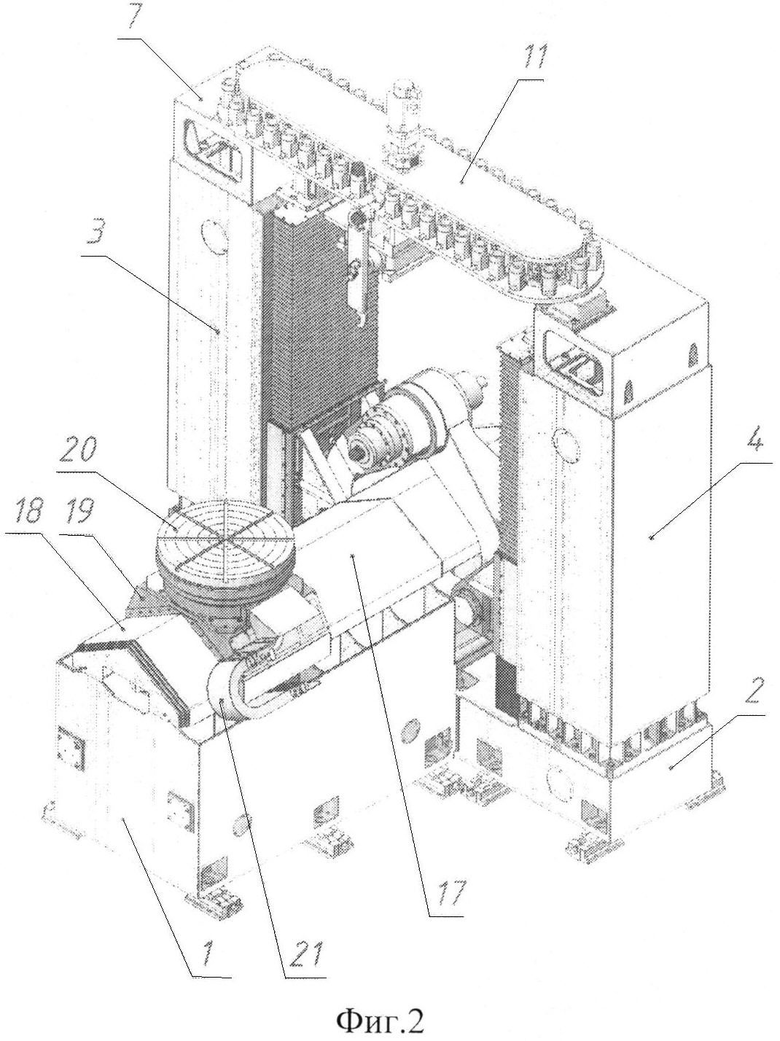
Обрабатывающий центр с гибридной кинематикой, содержащий станину, стойки и механизм параллельной кинематики для перемещения инструментального шпинделя, при этом станина выполнена Т-образной формы, состоящей из двух частей, на одной из которых жестко закреплены оппозитно друг другу вертикальные стойки с установленными на них с возможностью перемещения по направляющим стоек каретками, механизм параллельной кинематики для перемещения инструментального шпинделя выполнен в виде механизма рычажного типа с возможностью обеспечения перемещения расположенного горизонтально инструментального шпинделя по двум координатам в вертикальной плоскости, перпендикулярной оси шпинделя, причем упомянутый механизм включает в себя рычаги, которые одними концами шарнирно соединены с каретками, а другими концами - с корпусом инструментального шпинделя, причем один рычаг - жестко, а другой - шарнирно, каретки оснащены следящими приводами их перемещения посредством передачи винт-гайка качения с линейными датчиками перемещения, закрепленными на вертикальных стойках, соединенных в верхней части траверсой с расположенными на ней инструментальным магазином и автооператором смены инструмента, на направляющих вертикальных стоек установлены гофрированные кожухи, а на второй части станины в закрепленных на ней направляющих размещен с возможностью горизонтального перемещения вдоль оси инструментального шпинделя поперечный стол, на котором расположен стол для крепления заготовки, оснащенный гибким подводом электроэнергии и рабочих сред для работы его исполнительных механизмов, при этом по краям второй части станины установлены шнековые транспортеры для удаления стружки, а упомянутые рычаги выполнены изогнутыми в плоскости, перпендикулярной оси инструментального шпинделя, с возможностью огибания при своем движении защитного кожуха, выполненного в виде двухскатной крыши и установленного на второй части станины для предотвращения попадания стружки на элементы ее конструкции, отличающийся тем, что стол для крепления заготовки выполнен в виде поворотно-качающегося двухкоординатного стола, состоящего из основания стола с вертикальными проушинами, поворотного корпуса и планшайбы для закрепления заготовки, при этом планшайба размещена в поворотном корпусе на упорно-радиальном подшипнике с возможностью вращения относительно вертикальной оси посредством прямого привода со встроенным моментным двигателем, абсолютным датчиком угла поворота планшайбы и тормозным устройством для ее фиксации в заданном положении, состоящим из муфты, выполненной в виде упругодеформируемой оболочки, причем ротор моментного двигателя привода поворота планшайбы установлен на приводном валу планшайбы на муфте тормозного устройства планшайбы, размещенной с возможностью взаимодействия со втулкой, жестко соединенной с планшайбой и стаканом гидроцилиндра планшайбы, размещенным соосно поворотному корпусу, при этом поворотный корпус размещен в упомянутом основании стола посредством опорного вала, установленного в роликовом двухрядном радиальном подшипнике, и приводного вала, установленного в роликовом упорно-радиальном подшипнике, а упомянутые подшипники установлены в вертикальных проушинах основания стола, причем поворотный корпус установлен с возможностью качания относительно горизонтальной оси, перпендикулярной оси шпинделя станка, посредством прямого привода со встроенным моментным двигателем, абсолютным датчиком угла поворота и тормозным устройством для его фиксации в заданном положении, состоящим из муфты, выполненной в виде упругодеформируемой оболочки, при этом ротор моментного двигателя привода поворотного корпуса установлен на его приводном валу на муфте тормозного устройства поворотного корпуса, размещенной с возможностью взаимодействия со втулкой, жестко соединенной с поворотным корпусом и стаканом гидроцилиндра поворотного корпуса.

