Изобретение относится к станкостроению, в частности к сверлильно- фрезерно-расточным станкам для обработки корпусных деталей.
Цель изобретения - .расширение технологических возможностей путем обеспечения возможности многоинструментальной обработки детале-й, обработки деталей с повышенными припусками, точной обработки.
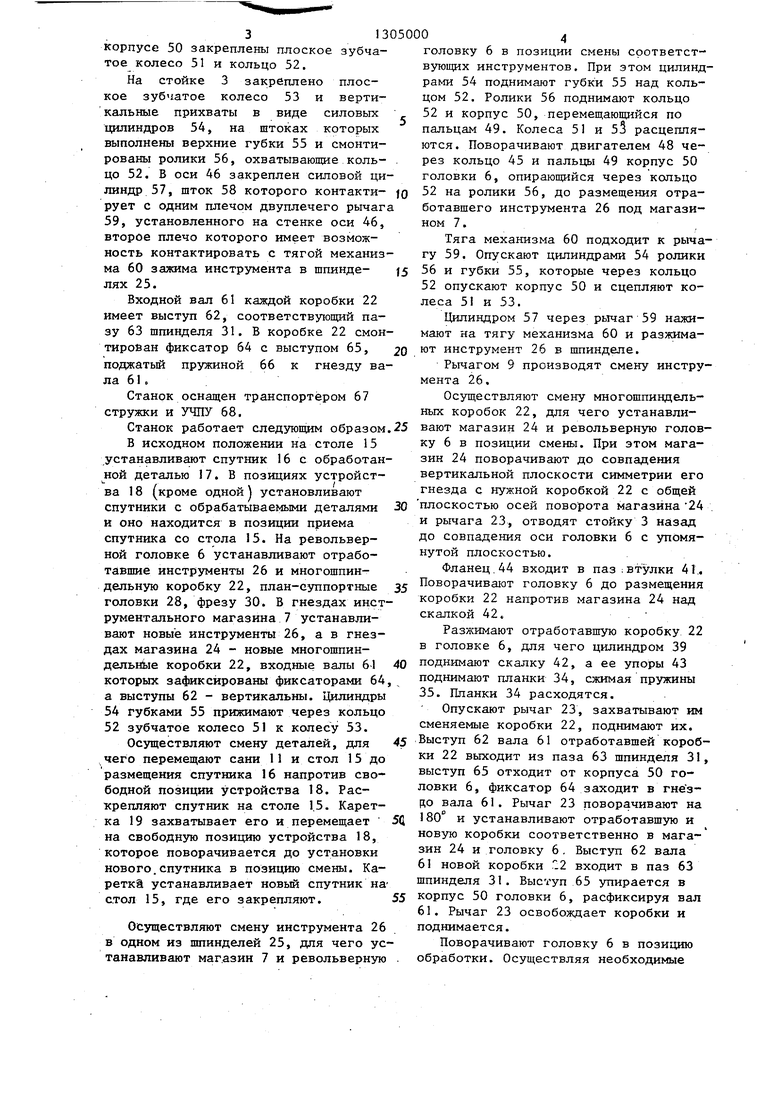
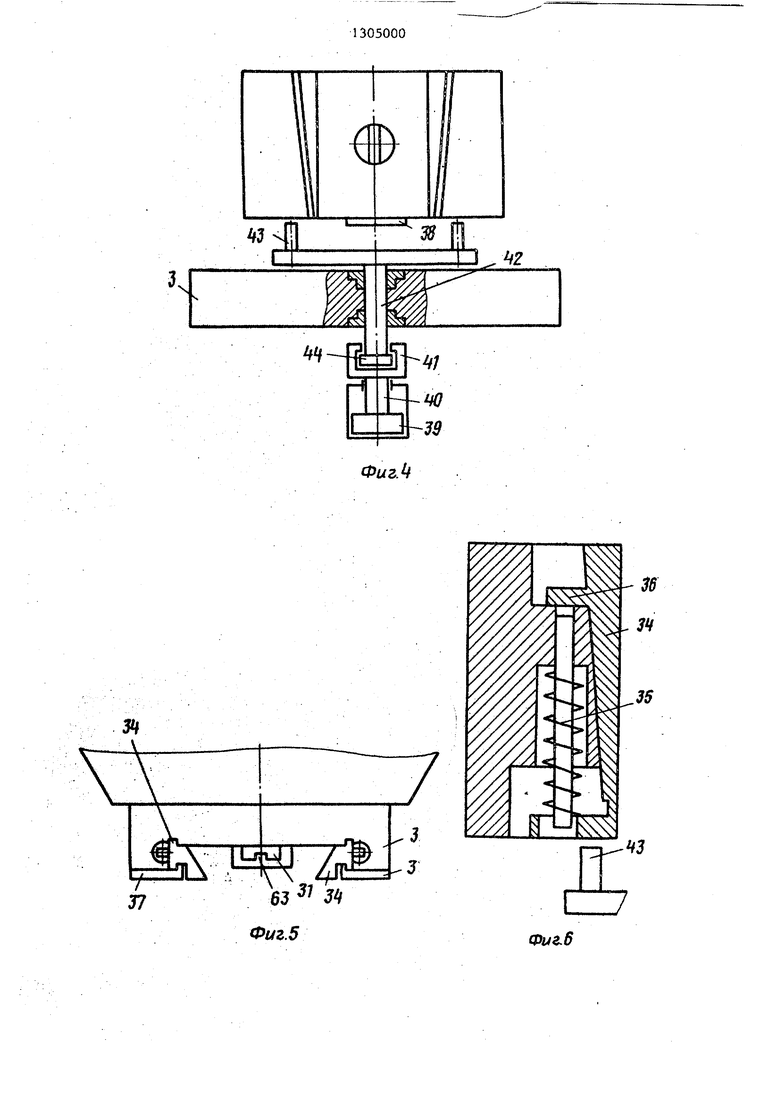
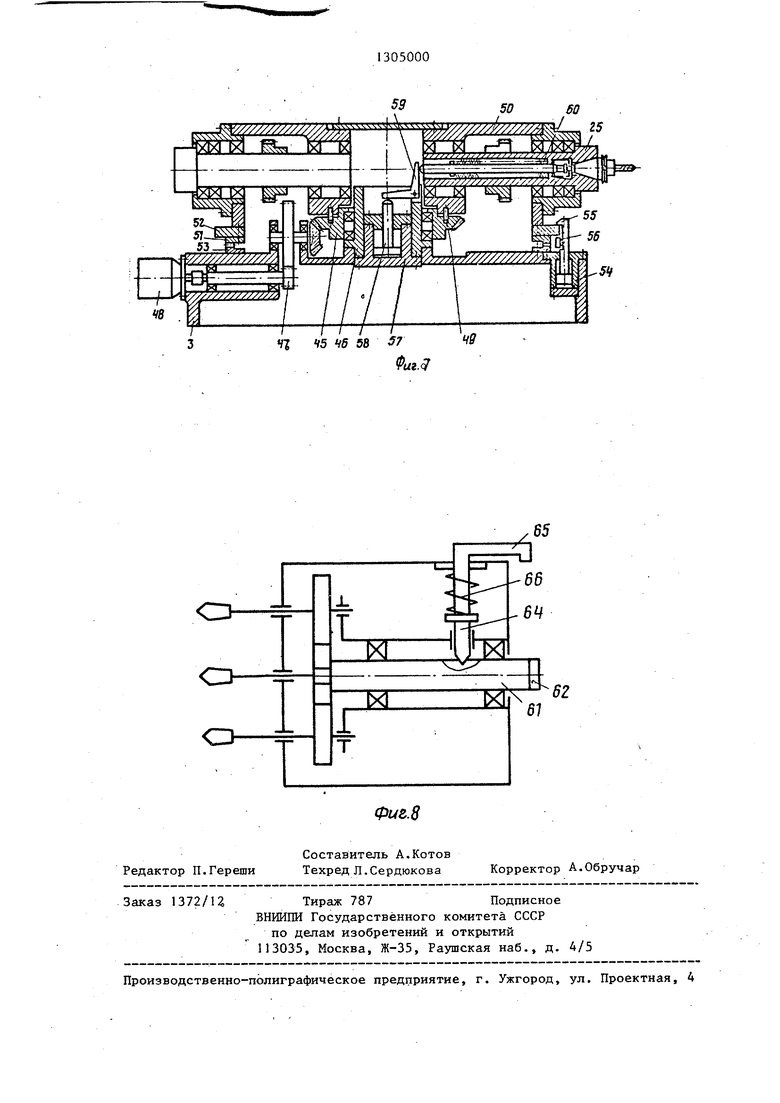
На фиг.1 представлен станок, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - схема установки шпиндельных опор револьверной головки; на фиг.4 - механизмы зажима и разжима мНогошпиндельной коробки в позиции ее смены, вид со стороны магазина коробок; на фиг.5 - механизм зажима коробкиj вид сверху; на фиг.6 - клиновой элемент механизма зажима коробки; на фиг. 7 - револьверная головкаи стойка,осевой разрез; на фиг.8 - механизм фиксации входного вала мно- гошпиндельной коробки.
На горизонтальных направляющих 1 станины 2 станка установлена стойка . 3, соединенная через винт 4 с Электродвигателем 5. На стойке 3 установлены мнргогапиндельная револьверная головка .6 с вертикальной осью поворота, инструментальный магазин 7, входящий в устройство 8 для автоматической смены инструментов, aiBToonepaTop которого, непосредственно осуществляющий смену, вьтолнен в виде поворотного двуплечего рычага 9.
На вторых горизонтальных направляющих 10 станины 2, перпендикулярных .направляющим I, установлены сани П, соединенные Через винт 12 с электродвигателем 13. На вертикальных направ5 яющих 14 саней 1 смонтирован поворотный стол 15, на вертикальной рабочей плоскости которого устанавливают сменное приспособление-спутник 16с обрабатьшаемой деталью 17.
Стол оснащен механизмом базирования приспособления-спутника (не показан).
Около станины 2 со стороны ее внешней направляющей 10 установлено устройство 18 автоматической смены спутников 16. четырехпозиционное с кареткой 19, перемещающей спутник с горизонтальных направляющих устройства 18 на горизонтальные направлющие стола 15 (не показаны) и обратно.
Около станины 2 со стороны ее внутренней направляющей 1 установлены последовательно на П-образной стойке 20 устройство 21 автоматической смены многошпиндельных коробок 22, аналогичное устройству 8, с автооператором в виде подъемного поворотного двуплечего рычага 23 и магазином 24 коробок 22„ Магазин 24 имеет гнезда с вертикальными направляющими типа ласточкин хвост.
Револьверная головка 6 имеет шесть специализированных шпинделей.
Два шпи1зделя 25 универсальные предназначены для работы с различными инструментами 26 из магазина 7.
Два шпинделя 27 предназначены для работы с план-суппортными головками 28, воспринимают значительные радиальные нагрузки от дисбаланса этих головок при невысоких скоростях вращения.
Шпиндель 29 - силовой, с постоянно установленной торцевой фрезой 30,
Шпиндель 31 - скоростной, для привода многошпиндельных коробок 22,
для закрепления которых на соответст- вутощей грани головки 6 смонтирован механизм 32 зажима коробки 22.
Механизм 32 состоит из корпуса 33 в виде литы и имеет вертикальные
направляющие типа ласточкин хвост, идентичные направляющим гнезд магазина 24 и образованные подвижньми вертикальными: клиновыми планками 34, подпружиненньми относительно корпуса
33 пружинами 35.-Планки 34 имеют упоры 36, ограничиваюш;ие их опускание, и смонтированы на наклонных Т-образных направляющих, образованных корпусом 33 и накладными планками 37. На
корпусе 33 выполнены нижний упор 38 для коробки 22 и центральное отверстие, через которое выходит конец шпинделя 31.
Под механизмом 32, находяш;имся в
позиции смены коробок 22, на станине 2 закреплен вертикальный силовой цилиндр 39, на конце штока 40 которого закреплена втулка 41 с Т-образным пазом, а в стойке 3 установлена вертикальная скалка 42 с двумя верхними упорами 43, нижний фланец 44 которой входит в паз втулки 41.
Револьверная головка 6 содержит кольцо 45, сидящее на полой оси 46
поворота, закрепленной фланцем в
стойке 3, и связанное с помощью зубчатых передач 47 с двигателем 48. На кольце 45 закреплены два пальца 49, входящие в отверстия корпуса 50. На
корпусе 50 закреплены плоское зубчатое колесо 51 и кольцо 52.
На стойке 3 закреплено плоское зубчатое колесо 53 и вертикальные прихваты в виде силовых цилиндров 54, на штоках которых выполнены верхние губки 55 и смонтированы ролики 56, охватывающие коль- , цо 52. В оси 46 закреплен силовой цилиндр 57, шток 58 которого контакти- JQ рует с одним плечом двуплечего рычага 59, установленного на стенке оси 46, второе плечо которого имеет возможность контактировать с тягой механизма 60 зажима инструмента в шпинде- jf лях 25.
Входной вал 61 каждой коробки 22 имеет выступ 62, соответствующий пазу 63 шпинделя 31. В коробке 22 смон- тиройан фиксатор 64 с выступом 65, 20 поджатьй пружиной 66 к гнезду вала 61 .
Станок оснащен транспортёром 67 стружки и УЧПУ 68,
головку 6 в позиции смены соответствующих инструментов. При этом цилиндрами 54 поднимают губки 55 над кольцом 52, Ролики 56 поднимают кольцо 52 и корпус 50, перемещающийся по пальцам 49, Колеса 51 и 53 расцепляются. Поворачивают двигателем 48 через кольцо 45 и пальцы 49 корпус 50 головки 6, опирающийся через кольцо 52 на ролики 56, до размещения отработавшего инструмента 26 под магазином 7.
Тяга механизма 60 подходит к рычагу 59, Опускают цилиндрами 54 ролики 56 и губки 55, которые через кольцо 52 опускают корпус 50 и сцепляют колеса 51 и 53,
Цилиндром 57 через рьтчаг 59 нажимают на тягу механизма 60 и разжимают инструмент 26 в шпинделе.
Рычагом 9 производят смену инструмента 26.
Осуществляют смену многошпиндель- ных коробок 22, для чего устанавлиСтанок работает следующим образом.25 вают магазин 24 и револьверную голов-
В исходном положении на столе 15 устанавливают спутник 16 с обработан- Jнoй деталью 17. В позициях устройства 18 (кроме одной ) установливают спутники с обрабатываемыми деталями и оно находится в позиции приема спутника со стола 15. На револьверной головке 6 устанавливают отработавшие инструменты 26 и многошпиндельную коробку 22, план-суппортные головки 28, фрезу 30. В гнездах инструментального магазина 7 устанавливают новые инструменты 26, а в гнездах магазина 24 - новые многошпин- дельнЬ е коробки 22, входные валы 61 которых зафиксированы фиксаторами 64 а выступы 62 - вертикальны. Цилиндры 54 губками 55 прижимают через кольцо 52 зубчатое колесо 51 к колесу 53.
Осуществляют смену деталей, для чего перемещают сани 11 и стол 15 до размещения спутника 16 напротив свободной позиции устройства 18. Раскрепляют спутник на столе 1,5. Каретка 19 захватывает его и перемещает на свободную позицию устройства 18, которое поворачивается до установки нового.спутника в позицию смены. Каретка устанавливает новый спутник на стол 15, где его закрепляют.
Осуществляют смену инструмента 26 в одном из шпинделей 25, для чего устанавливают магазин 7 и револьверную
головку 6 в позиции смены соответствующих инструментов. При этом цилиндрами 54 поднимают губки 55 над кольцом 52, Ролики 56 поднимают кольцо 52 и корпус 50, перемещающийся по пальцам 49, Колеса 51 и 53 расцепляются. Поворачивают двигателем 48 через кольцо 45 и пальцы 49 корпус 50 головки 6, опирающийся через кольцо 52 на ролики 56, до размещения отработавшего инструмента 26 под магазином 7.
Тяга механизма 60 подходит к рычагу 59, Опускают цилиндрами 54 ролики 56 и губки 55, которые через кольцо 52 опускают корпус 50 и сцепляют колеса 51 и 53,
Цилиндром 57 через рьтчаг 59 нажимают на тягу механизма 60 и разжимают инструмент 26 в шпинделе.
Рычагом 9 производят смену инструмента 26.
Осуществляют смену многошпиндель- ных коробок 22, для чего устанавлику 6 в позиции смены. При этом магазин 24 поворачивают до совпадения вертикальной плоскости симметрии его гнезда с нужной коробкой 22 с общей плоскостью осей поворота магазина 24 и рычага 23, отводят стойку 3 назад до совпадения оси головки 6 с упомянутой плоскостью.
Фланец. 44 входит в паз : втулки 41.. Поворачивают головку 6 до размещения коробки 22 напротив магазина 24 над скалкой 42.
Разжимают отработавшую коробку 22 в головке 6, для чего цилиндром 39 поднимают скалку 42, а ее упоры 43 поднимают планки 34, сжимая пружины 35. Планки 34 расходятся.
Опускают рычаг 23, захватывают им сменяемые коробки 22, поднимают их. Выступ 62 вала 61 отработавшей коробки 22 выходит из паза 63 шпинделя 31 выступ 65 отходит от корпуса 50 головки 6, фиксатор 64 заходит в гне з- до вала 61, Рычаг 23 поворачивают на 180 и устанавливают отработавшзпо и новую коробки соответственно в магаЗИН 24 и головку 6. Выступ 62 вала 61 новой коробки -2 входит в паз 63 шпинделя 31, Выступ 65 упирается в корпус 50 головки 6, расфиксируя вал 61. Рычаг 23 освобождает коробки и поднимается.
Поворачивают головку 6 в позицию обработки. Осуществляя необходимые
перемещения саней 11, стола 15 и стойки 3 производят обработку детали 1 7 ,
Станок позволяет осуществить сме- ну инструмента 26 в одном шпинделе 25 при работающем другом, шпинделе 25 и наоборот.
Формула изобретения
1. Многооперационный станок с ЧПУ, содержащий станину с установленной на ней стойкой со шпиндельной головкой, которая оснащена механизмом зажима инструментов и многошпиндельных коробок, а также механизмом смены инструментов и многошпиндельных коробок с магазином, отличающий- с я тем, что, с целью расширения технологических возможностей, шпиндельная головка выполнена револьверной со специализированными шпинделями и с гнездами для закрепления многошпиндельных коробок, инструментов для предварительной точной, в том числе расточной, обработок, а механизм смены инструментов снабжен до- полнительным магазином многошпиндельных коробок с автооператором, распо- ложенными на станине, причем гнезда магазина многошпиндельных коробок и. гнездо соответствующего шпинделя выполнены с вертикальными направляющими, а автооператор вьтолнен с возмо;.с- ностью вертикального перемещения его захватного органа, при этом механизм зажима многошпиндельных коробок соот
4. Станок ПОП.1, отличающийся тем, что он снабжен новленными на стойке вокруг револьверной головки силовыми цилиндрами, на штоках которых р асположены ролики, а верхний конец каждого из штоков выполнен в виде Г-образного прихвата, причем между прихватами и роликами размещено кольцо, жестко связанное с корпусом револьверной головки с
ветствующего шпинделя вьтолнен в виде двух установленных в корпусе ре- 40 возможностью его взаимодействия с ро- вольведной головки с возможностью ликами и прихватами при подъеме ре- вертикального перемещения подпружи- вольверной головки для ее последуто- ненных клиновых планок, одна сторона
щего поворота и зажима.
5
О
0 0 5
5
каждой из которых образует упомянутые направляющие гнезда.
2. Станок по п.1, отличающийся тем, что стойка шпиндельной головки установлена на станине с возможностью горизонтального перемещения, а привод механизма зажима многошпиндельных коробок выполнен в виде силового цилиндра, установленного на станине с возможностью взаимодействия его штока с вертикально расположенной скалкой, жестко связанной с трйверсой, размещенной в стойке с возможностью взаимодействия с клиновыми планками гнезда под многошпин- дельиую коробку револьверной головки.
3„ Станок ПОП.1, отличающийся тем, что привод механизма зажима инструментов в револьверной головке выполнен в виде силового цилиндра, установленного соосно оси поворота револьверной головки, шток которого соединен с одним плечом двуплечего рычага, другое плечо которого расположено с возможностью взаимодействия с механизмом зажима инструмента одного из шпинделей револьверной головки, находящегося в позиции смены инструмента.
4. Станок ПОП.1, отличающийся тем, что он снабжен новленными на стойке вокруг револьверной головки силовыми цилиндрами, на штоках которых р асположены ролики, а верхний конец каждого из штоков выполнен в виде Г-образного прихвата, причем между прихватами и роликами размещено кольцо, жестко связанное с корпусом револьверной головки с
0 возможностью его взаимодействия с ро- ликами и прихватами при подъеме ре- вольверной головки для ее последуто-
возможностью его взаимод ликами и прихватами при вольверной головки для е
щего поворота и зажима.
Фиг.1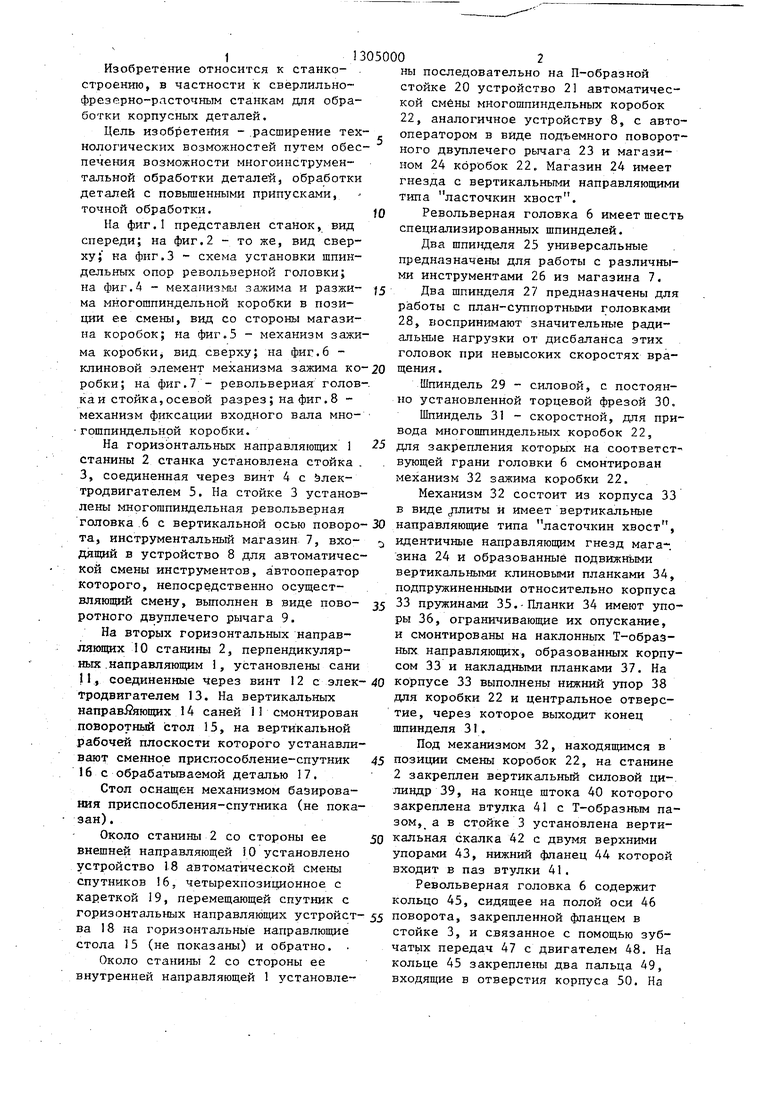
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Металлорежущий станок с устройством автоматической смены многошпиндельных инструментальных коробок | 1986 |
|
SU1425031A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Агрегатный станок | 1983 |
|
SU1119820A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Металлорежущий станок с автоматической сменой многошпиндельных коробок | 1986 |
|
SU1505747A1 |
Изобретение относится к станкостроению, в частности к сверлильно- фрезерно-расточным станкам для обработки корпусных деталей. Цель изобретения - расширение технологических возможностей, для чего шпиндельная головка 6 вьшолнена револьверной со специализированными шпинделями и с гнездами для закрепления многошпин- дельных коробок 22, инструментов для предварительной и точной, в т.ч. и расточной обработок, а механизм смены инструментов снабжен дополнительным магазином 24 многошпиндельных коробок 22 с устройством 21, расположенным на станине 2, причем гнезда магазина 24 многошпиндельных коробок 22 так же, как и гнездо шпинделя 31, вьшолнены с вертикальными направляющими типа ласточкин хвост, а устройство 21 вьтолнено с возможностью вертикального перемещения его захватного органа при смене многошпиндельных коробок 22, при этом .механизм за- р жима шпинделя 31 выполнен в виде двух установленных в корпусе револьверной головки 6 подпружиненных клиновых/ планок, одна из сторон каждой из которых образуют упомянутые направляющие. Зз.п.ф.8ил. ь « (Л
JO
Фиг.д
--ftii
ФигМ
yt
I
№ /
63 J
3
Фиг.5
Фиг.6
f8
I I I 41 45 46 SB ST
50
60
25
Редактор П.Гереши
Составитель А.Котов Техред Л.Сердюкова
Заказ 1372/U
Тираж 787Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.8
Корректор А.Обручар
| Станок с ЧПУ мод | |||
| Прибор для подогрева воздуха отработавшими газам и двигателя | 1921 |
|
SU320A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
