Изобретение относится к машиностроению.
Наиболее близким техническим решением по технической сущности и достигаемому результату является станок по патенту РФ на полезную модель №10361, кл. B23Q 3/155 от 25.11.1997 г., состоящий из основания, с установленными на нем салазками, перемещающимися вдоль основания посредством передачи "винт-гайка качения", колонны, стола, перемещающегося вдоль салазок (прототип).
Недостатками известного устройства является сравнительно невысокая производительность и невозможность прецизионной обработки деталей из-за отсутствия точных перемещений, координируемых направляющими скольжения, имеющими погрешность из-за наличия сухого трения.
Технически достижимый результат - повышение эффективности и надежности работы станка.
Это достигается тем, что в горизонтально-фрезерном станке, содержащем станину коробчатого типа, на которой закреплена вертикальная стойка с направляющими для вертикального перемещения консоли, основной шпиндель станка выступает из стойки, а на выдвижном хоботе закреплена поворотная головка со шпинделем, имеющим независимый привод, к которой пристыкована накладная головка с собственным шпинделем, причем поворотная головка имеет две оси поворота: горизонтальную, являющуюся осью выдвижного хобота, и перпендикулярную к ней, вертикальную ось поворота хобота, а накладная головка может поворачиваться вокруг своей оси, причем фрезы закрепляются непосредственно на шпинделях или оправках, а для поддержки оправки, вставленной в основной шпиндель, служат серьги, при этом заготовка получает продольное движение по направляющим неповоротного стола, а поперечное - от салазок стола, перемещающихся по направляющим, расположенным в горизонтальной плоскости на консоли, а вертикальное перемещение заготовки осуществляется посредством вертикального перемещения консоли, которая представляет собой коробку с большим вылетом относительно направляющих вертикальной стойки, сопрягающих ее со стойкой, при этом в консоль встроена коробка подач, а в стойку - коробка скоростей основного шпинделя, при этом консоль содержит многоваловую конструкцию коробки подач, распределительно-реверсирующие механизмы с электромагнитными муфтами и передачу с ходовым винтом.
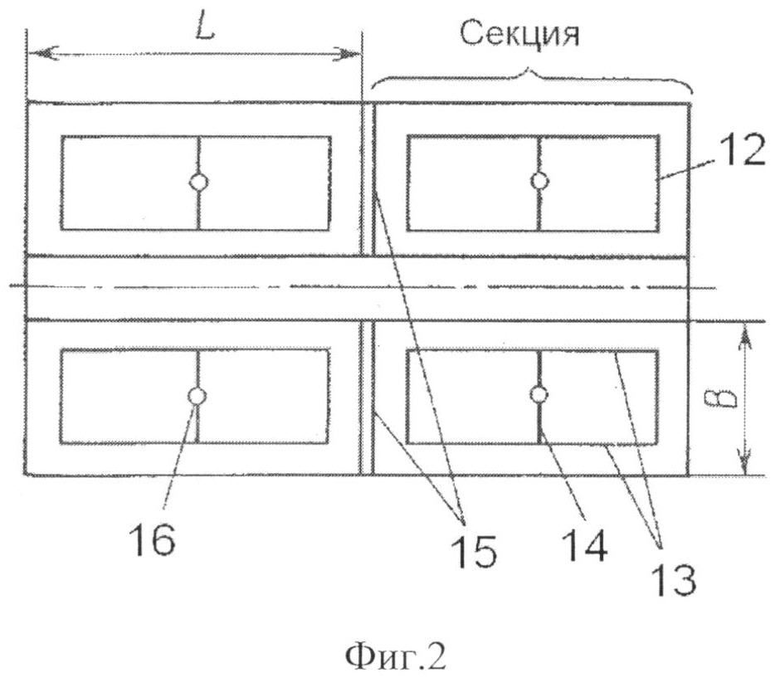
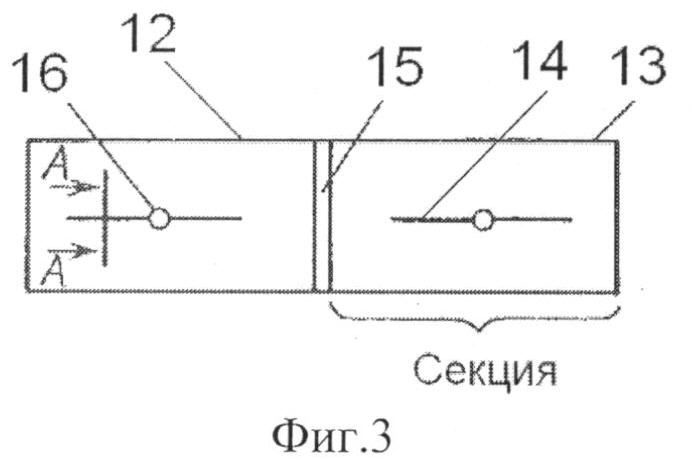
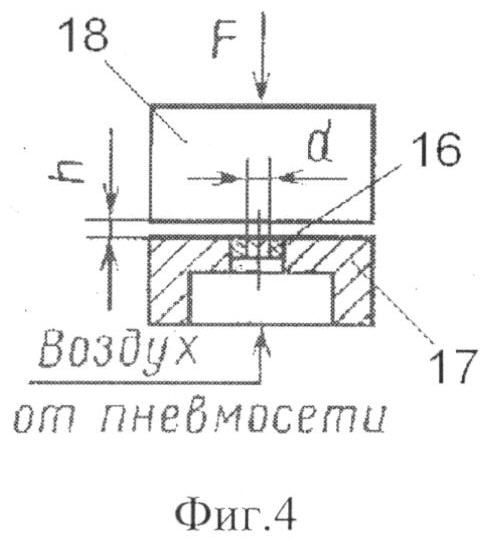
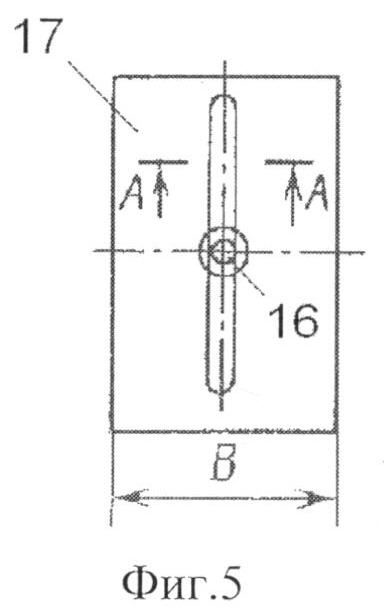
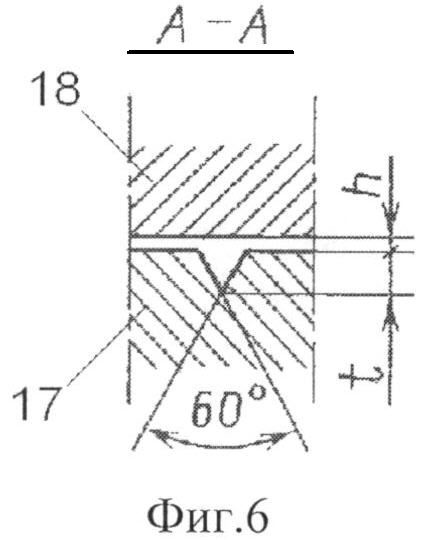
На фиг.1 изображен общий вид станка, на фиг.2 приведена принципиальная схема секции аэростатической опоры для направляющих станков с замкнутой канавкой, на фиг.3 - схема секции аэростатической опоры с прямолинейной канавкой, на фиг.4 - конструктивная схема аэростатической опоры, на фиг.5 - вид сверху на опору при снятой планке, на фиг.6 - разрез А-А фиг.5.
Горизонтально-фрезерный станок (фиг.1) содержит станину 11 коробчатого типа, на которой закреплена вертикальная стойка 9 с направляющими для вертикального перемещения консоли 8. Основной шпиндель 1 станка выступает из стойки 9, а на выдвижном хоботе 2 закреплена поворотная головка 3 со шпинделем, имеющим независимый привод, к которой пристыкована накладная головка 4 с собственным шпинделем. Поворотная головка 3 имеет две оси поворота: горизонтальную, являющуюся осью выдвижного хобота 2, и перпендикулярную к ней, вертикальную ось поворота хобота 2. Накладная головка 4 может поворачиваться вокруг своей оси. Фрезы закрепляют непосредственно на шпинделях или оправках. Для поддержки оправки, вставленной в основной шпиндель, служат серьги 5, что дает возможность работать цилиндрическими фрезами или набором дисковых фасонных фрез.
Заготовка (на чертеже не показано) получает продольное движение по направляющим неповоротного стола 6, а поперечное - от салазок 7 стола 6, перемещающихся по направляющим, расположенным в горизонтальной плоскости на консоли 8, а вертикальное перемещение заготовки осуществляется посредством вертикального перемещения консоли 8, которая представляет собой коробку с большим вылетом относительно направляющих вертикальной стойки 9, сопрягающих ее со стойкой 9. В консоль 8 встроена коробка подач, в стойку 9 - коробка скоростей 10 основного шпинделя.
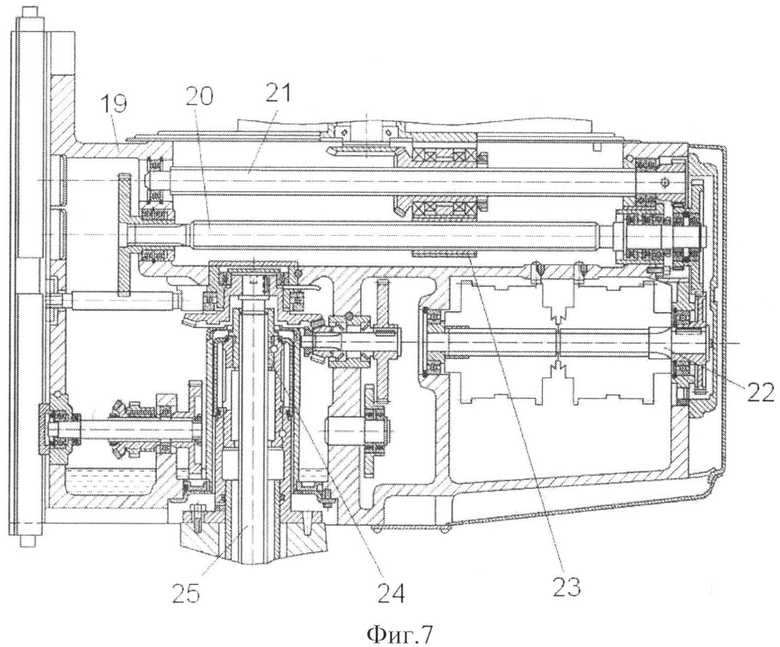
Стол 6 фрезерного станка имеет Т-образные пазы для крепления заготовки, аэростатические направляющие и передачу винт-гайка для прямолинейного перемещения. Консоль 8 (фиг.7) содержит многоваловую конструкцию коробки подач, содержащую корпус 19; распределительно-реверсирующие механизмы с электромагнитными муфтами, расположенными на валу 22; передачу с ходовым винтом 25, который вращается и перемещается вертикально относительно гайки 24; ходовой винт 20, который вращается, перемещая гайку 23 салазок; шлицевый вал 21, который передает вращение через конические передачи ходовому винту стола.
Аэростатические опоры для направляющих (фиг.2-6) состоят из нескольких секций, разделенных дренажными каналами 15. Дренажные каналы 15 предотвращают перетекание воздуха из одной секции в другую, что повышает угловую жесткость воздушной подушки. Секции могут быть прямоугольными (фиг.2) в прямоугольных направляющих и частью кольца в кольцевых направляющих (на чертеже не показано). Общее число секций должно быть не менее трех, предпочтительнее четыре секции, обеспечивающие наибольшую угловую устойчивость подвижного узла.
Аэростатические опоры включают саму направляющую 17 станины станка и расположенную над ней с зазором h планку 18 (фиг.2 - фиг.6). Ширина направляющей В должна быть не менее 30 мм, а длина L каждой секции - не более 500 мм.
Каждая секция опоры имеет отверстие 16 диаметром d для подвода воздуха под давлением и распределительные микроканавки 12, 13, 14 глубиной t для развода воздуха по площади секции. Микроканавки в совокупности с поверхностью станины образуют капиллярные каналы. Таким образом, воздух из области высокого давления, пройдя последовательно через три сопротивления (дроссель, микроканавка и зазор h между неподвижной и подвижной частями опоры), выходит через зазор в окружающую среду. Расстояние от микроканавок 12, 13, 14 до края направляющей должно быть не менее 15 мм, так как при меньшем расстоянии расход воздуха резко возрастает. В направляющих шириной более 40 мм микроканавки 12 и 13 образуют замкнутый контур, воздух в который поступает от дросселя через поперечную канавку 14. В узких направляющих (шириной до 40 мм) микроканавка 13 проходит через середину секции параллельно длинной стороне секции.
Станок работает следующим образом.
Заготовка (на чертеже не показано) получает продольное движение по направляющим неповоротного стола 6, а поперечное - от салазок 7 стола 6, перемещающихся по направляющим, расположенным в горизонтальной плоскости на консоли 8, а вертикальное перемещение заготовки осуществляется посредством вертикального перемещения консоли 8, которая представляет собой коробку с большим вылетом относительно направляющих вертикальной стойки 9, сопрягающих ее со стойкой 9. В консоль 8 встроена коробка подач, в стойку 9 - коробка скоростей 10 основного шпинделя.
Стол 6 фрезерного станка имеет Т-образные пазы для крепления заготовки, аэростатические направляющие и передачу винт-гайка для прямолинейного перемещения. Консоль 8 (фиг.7) содержит многоваловую конструкцию коробки подач; распределительно-реверсирующие механизмы с электромагнитными муфтами, расположенными на валу 22; передачу с ходовым винтом 25, который вращается и перемещается вертикально относительно гайки 24; ходовой винт 20, который вращается, перемещая гайку 23 салазок; шлицевый вал 21, который передает вращение через конические передачи ходовому винту стола.
Аэростатические опоры для направляющих металлорежущих станков работают следующим образом.
В аэростатических направляющих добиваются разделения трущихся поверхностей подачей в карманы воздуха под давлением, в результате чего между сопряженными поверхностями 17 и 18 образуется воздушная подушка. Воздух, подаваемый под давлением, проходит через дроссель и распределяется по канавкам 12, 13, 14, при этом образуется воздушный слой, разделяющий поверхности планки 18 каретки станка и направляющую 17 станины станка. В зоне, ограниченной микроканавкой, создается повышенное давление воздуха. За пределами микроканавок давление воздуха плавно снижается до атмосферного. Таким образом, воздух из области высокого давления, пройдя последовательно через три сопротивления (дроссель, микроканавка и зазор h между неподвижной и подвижной частями опоры), выходит через зазор в окружающую среду, т.е. назначение микроканавок - распределение сжатого воздуха по смазочному зазору. Для устранения опасности потери устойчивости и возбуждения интенсивных колебаний карманы и распределительные канавки делают в виде треугольного профиля для обеспечения небольшого сжимаемого объема воздуха в них (фиг.6).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНО-РАСТОЧНОЙ СТАНОК | 2012 |
|
RU2523656C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2519352C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| КРУГОВАЯ АЭРОСТАТИЧЕСКАЯ НАПРАВЛЯЮЩАЯ ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ (ВАРИАНТЫ) | 2012 |
|
RU2494850C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
Изобретение относится к машиностроению. Технически достижимый результат - повышение эффективности и надежности работы станка. Это достигается тем, что в горизонтально-фрезерном станке, содержащем станину коробчатого типа, на которой закреплена вертикальная стойка с направляющими для вертикального перемещения консоли, основной шпиндель станка выступает из стойки, а на выдвижном хоботе закреплена поворотная головка со шпинделем, имеющим независимый привод, к которой пристыкована накладная головка с собственным шпинделем, причем поворотная головка имеет две оси поворота: горизонтальную, являющуюся осью выдвижного хобота, и перпендикулярную к ней, вертикальную ось поворота хобота, а накладная головка может поворачиваться вокруг своей оси, причем фрезы закрепляются непосредственно на шпинделях или оправках; а для поддержки оправки, вставленной в основной шпиндель, служат серьги, при этом заготовка получает продольное движение по направляющим неповоротного стола, а поперечное - от салазок стола, перемещающихся по направляющим, расположенным в горизонтальной плоскости на консоли, а вертикальное перемещение заготовки осуществляется посредством вертикального перемещения консоли, которая представляет собой коробку с большим вылетом относительно направляющих вертикальной стойки, сопрягающих ее со стойкой, при этом в консоль встроена коробка подач, а в стойку - коробка скоростей основного шпинделя, при этом консоль содержит многоваловую конструкцию коробки подач, распределительно-реверсирующие механизмы с электромагнитными муфтами и передачу с ходовым винтом. 2 з.п. ф-лу, 7 ил.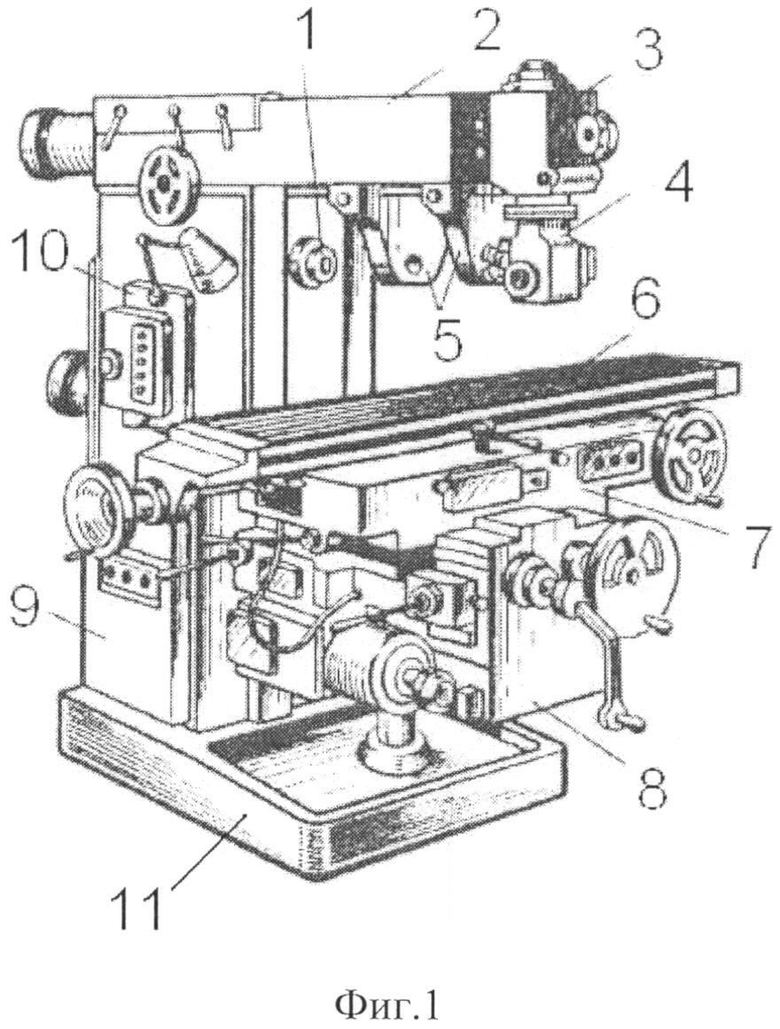
1. Горизонтально-фрезерный станок, содержащий станину коробчатого типа с закрепленной на ней вертикальной стойкой с направляющими, основной шпиндель с фрезой и коробкой скоростей, коробку подач и стол для закрепления заготовки, отличающийся тем, что он снабжен консолью, расположенной с возможностью перемещения по направляющим вертикальной стойки с обеспечением вертикального перемещения заготовки, выдвижным хоботом с закрепленной на нем поворотной головкой со шпинделем, имеющим фрезу и независимый привод, и пристыкованной к поворотной головке накладной головкой с собственным шпинделем и фрезой, горизонтальная ось поворота которой является осью выдвижного хобота, а вертикальная - вертикальной осью поворота хобота, при этом основной шпиндель расположен с выступанием из упомянутой стойки станка, фрезы закреплены на указанных шпинделях непосредственно или посредством оправок с использованием серьги для поддержки оправки, вставленной в основной шпиндель, стол выполнен неповоротным и содержит направляющие для продольного перемещения заготовки и салазки, установленные с возможностью перемещения в горизонтальной плоскости по направляющим консоли для обеспечения поперечного перемещения заготовки, при этом консоль выполнена в виде коробки с вылетом относительно направляющих вертикальной стойки и содержит распределительно-реверсирующие механизмы с электромагнитными муфтами и передачами с ходовыми винтами, причем коробка скоростей основного шпинделя встроена в стойку, а коробка подач выполнена многоваловой и встроена в консоль.
2. Станок по п.1, отличающийся тем, что направляющие станка выполнены с аэростатическими опорами, образованными самой направляющей и установленной над ней с зазором планкой, при этом направляющие выполнены с по меньшей мере тремя прямоугольными секциями, разделенными дренажными каналами для предотвращения перетекания воздуха из одной секции в другую, с шириной не менее 30 мм и с длиной каждой прямоугольной секции не более 500 мм, причем каждая секция выполнена с отверстием для подвода воздуха под давлением и с распределительными микроканавками, расположенными на расстоянии не менее 15 мм от края направляющих, для развода воздуха по площади секции с образованием в совокупности с поверхностью станины капиллярных каналов и исключения резкого возрастания расхода воздуха.
3. Станок по п.1, отличающийся тем, что направляющие выполнены с аэростатическими опорами, образованными самой направляющей и установленной над ней с зазором планкой, при этом направляющие шириной более 40 мм выполнены с микроканавками, образующими замкнутый контур, воздух в который поступает от дросселя через поперечную канавку, а направляющие шириной до 40 мм выполнены с микроканавкой, проходящей через середину прямоугольной секции параллельно ее длинной стороне.
| Горизонтально-фрезерный станок | 1976 |
|
SU626897A1 |

