Настоящее изобретение относится к устройству запечатывания лотков. В этом контексте термин «лоток» означает любой контейнер, имеющий обращенное вверх отверстие, к которому путем термозапечатывания крепят пленку.
В пищевой промышленности является обычным упаковывать пищевые продукты в термозапечатанные контейнеры, и это должно быть сделано на высокой скорости с точки зрения требуемой высокой пропускной способности, в частности, для свежих фруктов. В одном традиционном устройстве наполненные пищевыми продуктами лотки подают вдоль конвейера и затем доставляют, обычно группами, к устройству запечатывания лотков, имеющему термозапечатывающий инструмент. Инструмент имеет верхнюю нагретую пластину, которую приводят в зацепление с термосклеиваемой пленкой и краем лотка или каждого лотка, с тем чтобы путем термосклеивания прикрепить пленку к лотку (лоткам). Затем лотки удаляют из устройства запечатывания лотков.
Для того чтобы увеличить пропускную способность известно выполнение устройства с двойной дорожкой, примером которого является устройство QX-1100, изготовленное и продаваемое компанией Ishida Europe Limited, Бирмингем, Великобритания. В этом устройстве выполнено два конвейера, которые фактически образуют две дорожки запечатывания лотков. При работе лотки синхронно подают с помощью конвейеров вдоль каждой дорожки к устройству запечатывания лотков. Наборы лотков затем перемещают параллельно с помощью соответствующих захватных рук к устройству запечатывания лотков. Затем пленку приклеивают одновременно к двум наборам лотков, и потом лотки удаляют из устройства запечатывания лотков. Как можно будет понять, это фактически увеличивает вдвое пропускную способность устройства с одной дорожкой.
Проблема возникла, в частности, в области упаковки свежих фруктов с точки зрения необходимости иметь возможность очень быстро реагировать на заказы целого множества упакованных продуктов различных типов. Таким образом, в упаковочную фирму может поступить заказ упаковать некоторое количество (то есть некоторое число лотков) одного свежего продукта и некоторое количество другого свежего продукта, эти количества являются относительно маленькими настолько, что необходимость в высокой пропускной способности не имеет большого значения. В настоящее время для того, чтобы этого достигнуть, упаковочная фирма либо работает на описанном выше устройстве с двойной дорожкой в течение относительно короткого времени по каждому продукту, или, в альтернативном случае, использует устройство с одной дорожкой в течение более длительного времени, сначала для первого продукта и затем для второго продукта. В каждом случае между двумя операциями может быть необходимо поменять один или более из инструментов для термосклеивания или захватных рук, с точки зрения того факта, что лотки могут иметь разные размеры для каждого продукта, и/или пленку.
Для того чтобы уменьшить эту проблему, можно было бы использовать два устройства запечатывания лотков с одной дорожкой. Однако это значительно повышает затраты с точки зрения необходимости наличия двух операторов, а также два устройства запечатывания лотков с одной дорожкой будут занимать значительное пространство по сравнению известным устройством запечатывания лотков с двойной дорожкой. Использование двух устройств с одной дорожкой также значительно увеличивает затраты.
Другим вариантом было бы использование устройства запечатывания лотков с единственной высокой скоростью и с единственной дорожкой, но это не всегда удобно. Например, в случае производственной линии, которая начинается целыми курицами и которые потом разделяют на порции, было бы необходимо хранить крылья куриц, пока пакуют грудки, нежели обрабатывать различные порции в одно и то же время.
Согласно настоящему изобретению устройство запечатывания лотков содержит инструмент для термозапечатывания: два расположенных на расстоянии друг от друга сбоку транспортных механизма для перемещения к инструменту для термозапечатывания и от него лотков вдоль соответствующих подающих лотки дорожек, расположенных в боковом направлении на расстоянии друг от друга; устройство подачи пленки, предназначенное для подачи соответствующих термосклеиваемых пленок к инструменту для запечатывания, выровненному с каждой подающей лотки дорожкой, при этом инструмент для запечатывания содержит два нижних опорных элемента, каждый из которых выровнен с соответствующей одной из подающих лотки дорожек и на который могут быть перенесены один или более лотков, а также общую верхнюю плиту, имеющую нагреватели, при работе выровненные соответственно с каждым лотков на нижних опорных элементах; и средство для избирательного перемещения нижних опорных элементов по направлению к верхней плите, с тем чтобы привести лоток (лотки) на этом нижнем опорном элементе в соприкосновение с соответствующей пленкой, посредством чего верхняя плита термосклеивает пленку с лотком (лотками).
При таком вмешательстве традиционное устройство с двойной дорожкой приобретает значительную эксплуатационную гибкость. Таким образом, вместо двух дорожек, работающий синхронно, существует возможность, чтобы они работали независимо или полунезависимо, в частности, путем выполнения двух нижних опорных элементов внутри инструмента для термозапечатывания, который тогда может управляться асинхронно, позволяя манипулировать различными лотками при разных скоростях на двух линиях, проходящих через инструмент для термозапечатывания.
Изобретение имеет особые преимущества в случае упаковки свежих продуктов. Например, гораздо труднее добиться при упаковке свежих продуктов, чтобы отдельные кусочки соответствовали требуемого заданному весу. С помощью изобретения имеется возможность упаковывать продукты в двух лотках разных размеров, соответствующих разным заданным весам, в одно и то же время, хотя обычно при разных скоростях. Кроме того, будет даже возможно упаковывать постоянный вес на одной дорожке и произвольный вес на другой. В конкретном примере упаковочная компания может получить заказ на 20000 упаковок по 400 г или 30000 упаковок по 700 г. Продукт один и тот же, но заданный вес разный. Поскольку это свежий продукт, он должен быть упакован в тот же день, но заказ идет к разным потребителям. В настоящее время операторы должны много раз за день менять инструменты для того, чтобы выполнить это требование, и в каждом случае теряется производственное время. За счет выполнения одновременно обоих инструментов на одной и той же машине, производство может продолжаться без перерыва. Можно даже менять один инструмент, пока второй работает. Это так и в том случае, когда происходит упаковка одного и того же продукта одного и того же веса, но с разной пленкой и для разных потребителей. Вместо того чтобы шел один технологический процесс, можно осуществлять два процесса в одно и то же время. Используя данное изобретение, имеется возможность достичь упаковки весом от 120 до 180 лотков в минуту.
В одном примере средство для избирательного перемещения нижних опорных элементов содержит независимо контролируемые подъемные механизмы, по одному для каждого из нижних опорных элементов.
В альтернативном варианте средство для избирательного перемещения нижних опорных элементов содержит единственный подъемный механизм и связующий механизм для соединения единственного подъемного механизма с одним или обоими нижними опорными элементами.
Будет понятно, что устройство согласно настоящему изобретению преодолевает упомянутые выше проблемы, поскольку оно будет гораздо дешевле, чем две машины с единственной дорожкой, одновременно занимая гораздо меньшую площадь, чем две машины с единственной дорожкой.
Хотя лотки могут быть поданы к устройству для запечатывания лотков с использованием роботизированного переноса или т.п., обычно устройство дополнительно содержит устройство для подачи лотков, содержащее два независимо работающих конвейера, выровненные с соответствующими нижним опорными элементами инструмента для термозапечатывания.
В одном варианте осуществления настоящего изобретения верхняя плита содержит две независимо работающих верхних плиты, имеющие нагреватели, выровненные при использовании соответственно с каждым лотком на соответствующих нижних опорных элементах.
В другом варианте осуществления настоящего изобретения упомянутая верхняя плита является сингулярно работающей общей верхней плитой.
В дополнительном варианте осуществления настоящего изобретения устройство запечатывания лотков дополнительно содержит устройство подачи лотков, содержащее два независимо работающих конвейера, выровненных с соответствующими нижними опорными элементами инструмента для термозапечатывания.
В вариантах осуществления настоящего изобретения транспортные механизмы содержат механические захваты для захвата одного или более лотков и переноса их к соответствующему нижнему опорному элементу инструмента для термозапечатывания, причем каждый захват выполнен с возможностью манипулирования лотками разных размеров.
В вариантах осуществления настоящего изобретения инструмент для термозапечатывания содержит множество отдельно работающих нагревателей, при этом каждый из них при работе выровнен с соответствующим лотком в инструменте.
В дополнительном аспекте настоящего изобретения предложен способ запечатывания лотков с использованием устройства для запечатывания лотков, содержащий: перенос по меньшей мере одного лотка к инструменту для термозапечатывания и от него вдоль соответствующих расположенных в боковом направлении на расстоянии дорожек подачи лотков; подачу соответствующих термосклеиваемых пленок к инструменту для запечатывания, выровненному с каждой дорожкой подачи лотков; и избирательное перемещение нижних опорных элементов по направлению к общей верхней плите, с тем чтобы привести лоток (лотки) в соприкосновение с соответствующей пленкой, посредством чего верхняя плита приклеивает пленку к лотку (лоткам).
В варианте осуществления настоящего изобретения способ дополнительно содержит операцию остановки одной из двух дорожек подачи лотков; замену оборудования поддона, содержащего какой-либо аспект (аспекты) нижнего опорного элемента, нагревателей верхней плиты или независимо управляемого подъемного механизма, соответствующих остановленной дорожке подачи лотков, одновременно обеспечивая работу на работающей дорожке подачи лотков.
Предпочтительно обеспечение работы на работающей дорожке подачи лотков содержит: перенос вдоль работающей дорожки подачи лотков по меньшей мере одного лотка к инструменту для термозапечатывания и от него, подачу соответствующих термосклеиваемых пленок к инструменту для запечатывания, выровненному с работающей дорожкой подачи лотков, и избирательное перемещение нижнего опорного элемента работающей дорожки подачи лотков по направлению к общей верхней плите, с тем чтобы привести лоток (лотки) в соприкосновение с соответствующей пленкой, посредством чего верхняя плита термосклеивает пленку и лоток (лотки).
В дополнительном аспекте предложен способ и устройство, как они описаны ниже со ссылкой на сопровождающие чертежи и описание.
Теперь будут описаны варианты осуществления настоящего изобретения и проведено сравнение с предшествующим уровнем техники со ссылкой на сопровождающие чертежи, на которых:
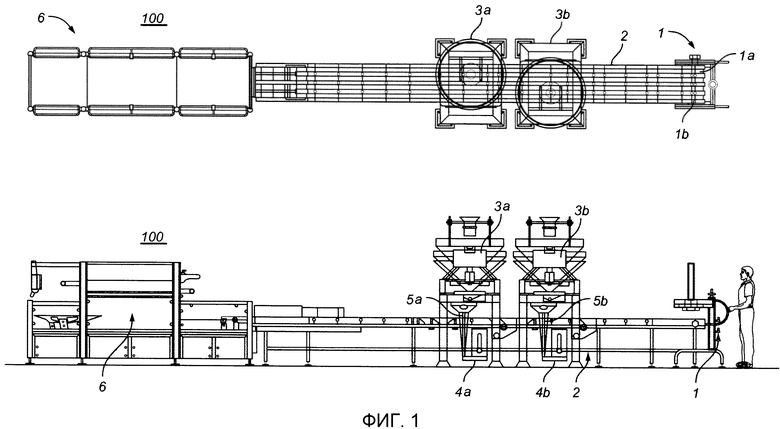
Фиг.1 представляет собой схематичный чертеж системы упаковки продуктов, содержащей устройство запечатывания лотков согласно одному варианту осуществления настоящего изобретения;
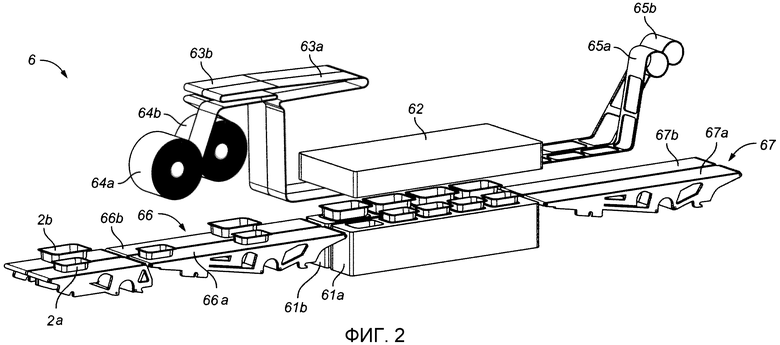
Фиг.2 представляет собой вид в перспективе устройства запечатывания лотков с двойной дорожкой в одном варианте осуществления настоящего изобретения, в котором на каждой дорожке используются лотки разных размеров;
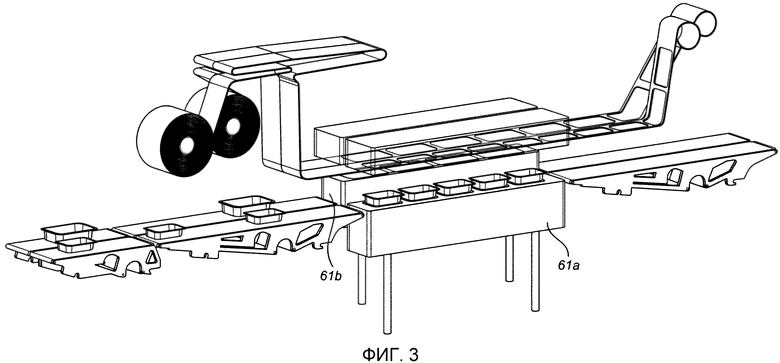
Фиг.3 представляет собой увеличенный вид устройства для запечатывания, в котором подъемное устройство первой дорожки поднимается независимо от подъемного устройства второй дорожки.
Прежде всего, на Фиг.1 показана система 100 упаковки продуктов, содержащая двойное устройство 1 для выборки лотков из штабеля, конвейер 2 с двойной дорожкой. Два компьютерных комбинированных взвешивающих устройства (CCWs) 3а и 3b и устройство 5 запечатывания лотков расположены вдоль пути транспортировки. При этом CCWs 3а и 3b выполнены с возможностью взвешивания и распределения продуктов, а устройство 6 запечатывания лотков выполнено с возможностью запечатывания лотков, перемещаемых вдоль пути транспортировки, в который лотки перемещаются от конвейера 2 двойной дорожки и запечатываются.
Система 100 упаковки продуктов имеет две дорожки, вдоль которых могут быть перемещены, наполнены и запечатаны лотки. Лотки обычно подаются в гнездах и устанавливаются внутри соответствующих кассет для лотков двойного устройства 1 для выборки лотков. Используемое устройство для выборки лотков является спиральным устройством для выборки лотков, для того чтобы минимизировать контакт с поверхностью лотков, но должно быть понятно, что в альтернативном варианте другие традиционные известные в технике устройства для выборки могут быть использованы. Лотки извлекают из первой и второй кассет 1а и 1b для лотков устройства для выборки лотков и подают на конвейеры 3а и 3b через равные интервалы. Извлеченные лотки расположены на равном расстоянии друг от друга вдоль конвейеров 3а и 3b.
Двойное устройство 1 для выборки лотков удерживает лотки в первой и второй кассетах упомянутых лотков, в первой и второй кассетах, имеющих одинаковые или разные размеры соответственно.
Выложенные устройством 1 для выборки лотки транспортируют по направлению к соответствующим CCWs 3а и 3b с помощью конвейера 2 двойной дорожки. Дорожки конвейера 2 проходят под соответствующими CCWs 3а и 3b. Каждый CCW 3а, 3b выполнен с возможностью взвешивания заданного количества продукта. Заданное количество продукта выбирают с возможностью соответствия размерам лотка в соответствующей дорожке, над которой расположен соответствующий CCW 3а, 3b. Под CCWs 3а и 3b расположены соответствующие качающиеся распределительные системы 4а и 4b. Каждая распределительная система располагается под соответствующим CCW 3а, 3b и размещена таким образом, что доставляемый из CCW 3а, 3b продукт попадает в доставочную головку 5а, 5b распределительной системы. Распределительная система выполнена с возможностью колебать возвратно-поступательным образом положение головки 5а, 5b над проходящим лотком, так что продукт равномерно распределяется по лотку. Таким образом, каждый проходящий лоток на двойных дорожках равномерно заполняется некоторым количеством продукта, соответствующим размеру лотка, который используется в соответствующей дорожке.
После прохождения под CCWs 3а и 3b наполненные лотки транспортируют по направлению к устройству 6 запечатывания лотков. Устройство 6 запечатывания лотков показано более подробно на фиг.2.
Как показано, устройство 6 запечатывания лотков содержит первое и второе подъемные устройства 61а и 61b (два нижних опорных элемента, соответствующих первой и второй дорожкам двойного конвейера 2) и единственный инструмент для запечатывания, содержащий общую плиту, расположенную над подъемными устройствами 61a и 61b. Подъемные устройства 61a и 61b имеют независимые механизмы, позволяющие каждому подъемному устройству быть поднятым и опущенным независимо от другого, которые работают с возможностью управления через компьютер с помощью программного обеспечения или аппаратного контроллера. Общая верхняя плита содержит первый и второй комплекты штампов, расположенных таким образом, чтобы быть выровненными с лотками, переносимыми первым и вторым подъемными устройствами. Комплекты штампов содержат ножи, механически обработанные, чтобы соответствовать размерам заданного размера лотка, переносимого соответствующей дорожкой. Первая и вторая системы подачи пленки независимо принимают полосы пленки из соответствующих рулонов пленки и подают принятую пленку под инструмент для запечатывания, так что пленка из подающих систем располагается соосно с соответствующими первым и вторым подъемными устройствами. В этом варианте осуществления настоящего изобретения подающие системы содержат набор механических валков, расположенных с возможностью перематывания полос пленки из рулонов пленки к требуемому положению под устройством для запечатывания и к рулону использованной пленки.
Теперь будет описана работа устройства 6 запечатывания лотков со ссылкой на Фиг.2 и 3. Наполненные лотки транспортируют вдоль первой и второй дорожек конвейера на соответствующих дорожках 66а и 66b подающего с интервалами конвейера 66. Подающий с интервалами конвейер содержит остановки, чтобы останавливать лотки на заданном интервале вдоль конвейера, при этом конвейер имеет такие размеры, чтобы емкость лотка была равна соответствующему ему подъемному устройству 61а или 61b для лотков соответственно. После того как прошло некоторое количество времени, каждую дорожку 66а и 66b подающего с интервалами конвейера 66 заполняют лотками, транспортируемыми от главного конвейера 2. Как только подающий с интервалами конвейер заполнен, первая и вторая захватные руки (не показаны) параллельно поднимают лотки с дорожек 66а и 66b заполненного подающего с интервалами конвейера на первое и второе подъемные устройства 61а и 61b соответственно. Одновременно захватные руки также параллельно транспортируют любые лотки, находящиеся на первом и втором подъемных устройствах 61а и 61b, на соответствующие дорожки 67а и 67b выпускного конвейера 67.
Как только лотки помещены на соответствующие подъемные устройства, начинается процесс запечатывания лотков. В этом варианте осуществления настоящего изобретения подъемные устройства (хотя и имеют независимые подъемные механизмы) связаны таким образом, что они поднимаются синхронно по направлению к инструменту 62 для запечатывания во время цикла запечатывания. Лотки затем выталкиваются в соприкосновение с полосами пленками из рулонов 64а и 64b пленки, при этом комплект лотка и пленки прижимают к соответствующему штампу нижней поверхности инструмента 62 для запечатывания. Оттиск нагревает пленку вокруг края лотка, приклеивая таким образом пленку к краю лотка, в то время как ножи отрезают пленку по периметру, высвобождая пленку из полосы. Подъемные устройства, теперь содержащие запечатанные лотки, затем опускаются назад к их исходному положению. Пока осуществляется процесс запечатывания, дорожки 66а и 66b подающего с интервалами 66 заново заполняют новыми лотками. Таким образом осуществляется цикл, причем запечатанные лотки перемещают с помощью захватных рук к выпускному конвейеру 67, в то время как новые, не запечатанные лотки одновременно транспортируются захватными руками от подающего с интервалами конвейера 66 к подъемным устройствам 61а и 61b для лотков.
В проиллюстрированном варианте осуществления настоящего изобретения первая дорожка 2а имеет лотки меньшего размера, чем лотки второй дорожки 2b, так что когда имеющие одинаковый размер подъемные устройства 61а и 61b заполняют лотками, первое подъемное устройство 61а будет содержать 5 расположенных на расстоянии лотков, в то время как второе подъемное устройство 62b будет содержать 4 лотка. Для того чтобы сбалансировать подачу лотков к подъемным устройствам 61а и 61b, первая дорожка 2а может работать, например, при скорости 50 лотков/минуту, в то время как вторая дорожка 2b работает со скоростью 40 лотков/минуту. Соответственно, подъемное устройство для лотков выполнено с возможностью осуществления 10 циклов запечатывания в минуту с тем, чтобы запечатывать лотки непрерывно и без перерывов.
Как описано выше, каждое подъемное устройство 61а для лотка имеет независимый механизм для поднятия подъемного устройства по направлению к инструменту 62 для запечатывания. В результате, в случае ошибки или если оператор хочет переналадить одну дорожку, чтобы принимать лотки или контейнеры разной емкости, тогда можно остановить одну дорожку устройства 6 запечатывания лотков, одновременно продолжая работу на второй дорожке. Поэтому запечатывание лотков может продолжаться на одной дорожке, в то время как на второй происходит процесс переналадки, приводя к повышению производительности и пропускной способности машины.
В описанном выше варианте осуществления настоящего изобретения, в котором описаны два подъемных устройства как связанные таким образом, что они поднимаются синхронно, требуется сбалансированная подача лотков к подъемным устройствам. Скорость подачи лотков к каждому подъемному устройству должна быть тщательно сбалансирована, особенно когда лотки на каждой дорожке имеют разные размеры. Однако в альтернативном варианте осуществления настоящего изобретения подъемные устройства для лотков не связаны таким образом и они управляются так, что они поднимаются независимо друг от друга. Для этого работа устройства запечатывания подогнана таким образом, что каждая дорожка имеет независимые захватные руки, которые независимо транспортируют лотки в каждой дорожке к соответствующим им подъемным устройствам 61а и 61b. Кроме того, диспенсеры 63а и 63b пленки и оттиски на инструменте 62 для запечатывания лотков также работают независимо, так что они приводятся в действие в соответствующее время таким образом, что новая пленка и нагрев подаются для осуществления запечатывания, как это требуется для соответствующей дорожки.
Должное устройство имеет преимущество, заключающееся в том, что оно позволяет выполнить несбалансированную подачу лотков с дорожек 2а и 2b двойного конвейера к соответствующим подъемным устройствам 61а и 61b. В этом режиме работы устройство запечатывания лотков фактически действует как две независимые машины, но в результате общий инструмент для запечатывания лотков имеет значительно уменьшенную занимаемую площадь по сравнению с двумя отдельными машинами, расположенными рядом, например, на полу фабрики.
Даже если два подъемных устройства связаны за счет независимого подъемного и управляющего механизмов, для каждого подъемного устройства существует возможность разъединить подъемные устройства и выключить одну или другую дорожку в целях переналадки или обслуживания. Таким путем, другая дорожка может продолжать работать, в то время как другую дорожку, например, переналаживают для лотков разного размера. Подъемные устройства могут затем быть заново соединены или работать отдельно, как требуется в соответствии с требованиями производства.
Можно также независимо управлять подъемными устройствами таким образом, что каждое подъемное устройство обеспечивает разную скорость цикла запечатывания. Таким образом, одно подъемное устройство может быть поднято, при этом осуществлено запечатывание, в то время как другое все еще принимает лотки. На Фиг.3 показан такой вариант осуществления настоящего изобретения, в котором второе подъемное устройство 61b поднимают к инструменту запечатывания, в то время как первое подъемное устройство 61а остается опущенным. Данное устройство обеспечивает максимальную эксплуатационную гибкость с точки зрения размера лотка и пропускной способности.
Устройство содержит инструмент для термозапечатывания, два расположенных в боковом направлении на расстоянии друг от друга транспортных механизма для перемещения к инструменту и от него лотков вдоль соответствующих подающих лотки дорожек, расположенных в боковом направлении на расстоянии друг от друга, устройство подачи пленки к инструменту, выровненному с каждой дорожкой. При этом инструмент содержит два нижних опорных элемента, каждый из которых выровнен с соответствующей дорожкой и на каждый из которых могут быть перенесены лотки, верхнюю плиту с нагревателями, при работе выровненными с каждым лотком на опорных элементах, и средство для избирательного перемещения опорных элементов к плите для приведения лотков в соприкосновение с пленкой для последующего приклеивания. Способ запечатывания лотков осуществляют с использованием вышеописанного устройства. В способе переносят по меньшей мере один лоток к инструменту для термозапечатывания и от него вдоль соответствующих расположенных в боковом направлении на расстоянии дорожек подачи лотков. При этом подают термосклеиваемые пленки к инструменту, выровненному с каждой дорожкой, и избирательно перемещают опорные элементы к верхней плите для приведения лотков в соприкосновение с пленкой для последующего приклеивания. Группа изобретений обеспечивает упрощение устройства и снижение себестоимости при использовании лотков различных размеров. 2 н. и 9 з.п. ф-лы, 3 ил.
1. Устройство запечатывания лотков, содержащее инструмент для термозапечатывания;
два расположенных в боковом направлении на расстоянии друг от друга транспортных механизма для перемещения к инструменту для термозапечатывания и от него лотков вдоль соответствующих подающих лотки дорожек, расположенных в боковом направлении на расстоянии друг от друга;
устройство подачи пленки, предназначенное для подачи соответствующих термосклеиваемых пленок к инструменту для термозапечатывания, выровненному с каждой подающей лотки дорожкой,
при этом инструмент для термозапечатывания содержит два нижних опорных элемента, каждый из которых выровнен с соответствующей одной из подающих лотки дорожек и на каждый из которых могут быть перенесены один или более лотков;
верхнюю плиту, имеющую нагреватели, при работе выровненные соответственно с каждым лотком на нижних опорных элементах; и
средство для избирательного перемещения нижних опорных элементов по направлению к верхней плите, с тем чтобы привести лоток (лотки) на этом нижнем опорном элементе в соприкосновение с соответствующей пленкой, посредством чего верхняя плита термосклеивает пленку с лотком (лотками).
2. Устройство по п.1, в котором средство для избирательного перемещения нижних опорных элементов содержит единственный подъемный механизм и связующий механизм для соединения единственного подъемного механизма с одним или обоими нижними опорными элементами.
3. Устройство по п.1, в котором средство для избирательного перемещения нижних опорных элементов содержит независимо контролируемые подъемные механизмы, по одному для каждого из нижних опорных элементов.
4. Устройство по любому из пп.1-3, в котором упомянутая верхняя плита содержит две независимо работающих верхних плиты, имеющие нагреватели, при работе выровненные соответственно с каждым лотком на соответствующих нижних опорных элементах.
5. Устройство по любому из пп.1-3, в котором упомянутая верхняя плита является сингуларно работающей общей верхней плитой.
6. Устройство по п.1, дополнительно содержащее устройство для подачи лотков, содержащее два независимо работающих конвейера, выровненных с соответствующими нижними опорными элементами инструмента для термосклеивания.
7. Устройство по п.1, в котором транспортные механизмы содержат механические захваты для захвата одного или более лотков и переноса их к соответствующему нижнему опорному элементу инструмента для термозапечатывания, причем каждый захват выполнен с возможностью манипулирования лотками разных размеров.
8. Устройство по п.1, в котором инструмент для термозапечатывания содержит множество отдельно работающих нагревателей, при этом каждый из них при работе выровнен с соответствующим лотком в инструменте.
9. Способ запечатывания лотков с использованием устройства для запечатывания лотков по любому из пп.1-8, содержащий:
перенос по меньшей мере одного лотка к инструменту для термозапечатывания и от него вдоль соответствующих расположенных в боковом направлении на расстоянии дорожек подачи лотков;
подачу соответствующих термосклеиваемых пленок к термозапечатывающему инструменту, выровненному с каждой дорожкой подачи лотка; и
избирательное перемещение нижних опорных элементов по направлению к общей верхней плите, с тем чтобы привести лоток (лотки) в соприкосновение с соответствующей пленкой, посредством чего верхняя плита термосклеивает пленку с лотком (лотками).
10. Способ по п.9, дополнительно содержащий:
операцию остановки одной из двух дорожек подачи лотков;
замену связанного с лотком оборудования, содержащего какой-либо аспект (аспекты) нижнего опорного элемента, нагревателей верхней плиты или независимо управляемого подъемного механизма, соответствующих остановленной дорожке подачи лотков, одновременно поддерживая работу на работающей дорожке подачи лотков.
11. Способ по п.10, в котором обеспечение обработки на работающей дорожке подачи лотков содержит:
перенос вдоль работающей дорожки подачи лотков по меньшей мере одного лотка к инструменту для термозапечатывания и от него,
подачу соответствующих термосклеиваемых пленок к инструменту для термозапечатывания, выровненному с работающей дорожкой подачи лотков, и
избирательное перемещение нижнего опорного элемента работающей дорожки подачи лотков по направлению к общей верхней плите, с тем чтобы привести лоток (лотки) в соприкосновение с соответствующей пленкой, посредством чего верхняя плита термоcклеивает пленку и лоток (лотки).
| Двухкоординатный стол | 1987 |
|
SU1574431A2 |
| US 3246448 A, 19.04.1966 | |||
| Устройство для укупорки полимерной тары | 1980 |
|
SU958244A1 |

