Настоящее изобретение относится к устройству для запечатывания контейнеров. В этом контексте термин "контейнер" означает любую упаковочную емкость, имеющую обращенное вверх отверстие, к которому должна быть приварена пленка. Обычно такие емкости включают в себя лотки.
В пищевой промышленности пищевые продукты часто упаковывают в термически запечатанные лотки, и это в связи с требуемой высокой производительностью должно делаться с большой скоростью, особенно для свежих фруктов и других свежих пищевых наименований. В одном традиционном устройстве лотки поступают по конвейеру, наполняются пищевыми наименованиями и затем подаются, обычно группами, на запечатывающий инструмент. Запечатывающий инструмент имеет нижнюю половину, на которой размещают предназначенный для запечатывания лоток (или лотки), после чего эта нижняя половина посредством подъемного механизма поднимается к верхней половине, а между ними размещают термосвариваемую пленку. Верхняя половина инструмента обычно представляет собой нагретую плиту. Верхнюю половину вводят в контакт с термосвариваемой пленкой и с краем лотка или каждого лотка, чтобы приварить пленку к лотку (к лоткам). После этого лоток (или лотки) удаляют с нижней половины запечатывающего инструмента.
Чтобы повысить производительность и увеличить гибкость упаковки, известно использование двухпутевого устройства для запечатывания контейнеров, в котором обеспечена пара латерально разнесенных (отстоящих друг от друга в боковом направлении) транспортеров, каждый с запечатывающим инструментом, для образования двух путей запечатывания лотков. Между двумя путями подачи установлен центральный разделитель, чтобы удерживать лотки по отдельности. Обычно запечатывающие инструменты работают синхронно, и для обоих запечатывающих инструментов имеется один подъемный механизм, а центральный разделитель поддерживается в закрепленном положении.
Когда предстоит упаковывать лотки различных размеров (по ширине), то поскольку разделитель находится в закрепленном положении, изменяется положение лотков на запечатывающих инструментах. Запечатывающий инструмент сконструирован таким образом, чтобы подстраиваться под это.
Проблема возникает тогда, когда запечатывающие инструменты с независимыми подъемными механизмами используются в двухпутевом устройстве для запечатывания контейнеров. В этой ситуации изменение положения лотков на нижней половине инструмента вызывает излишние напряжения в отдельных независимых подъемных механизмах.
В соответствии с первым объектом настоящего изобретения предлагается устройство для запечатывания контейнеров, содержащее запечатывающий инструмент, имеющий нижнюю половину инструмента и верхнюю половину инструмента, путь подачи для переноса одного или большего количества контейнеров к средству и от средства для переноса контейнеров на нижнюю половину инструмента запечатывающего инструмента; подъемный механизм для перемещения нижней половины инструмента к верхней половине инструмента; продолговатую направляющую для контейнеров, продолжающуюся вдоль пути подачи и запечатывающего инструмента, для бокового расположения контейнеров по мере их перемещения вдоль пути подачи и запечатывающего инструмента, и управляющее устройство, выполненное с возможностью регулирования бокового положения по меньшей мере части указанной направляющей для контейнеров, продолжающейся вдоль указанной пути подачи.
Таким образом, изобретение предлагает регулируемую направляющую для контейнеров, которая компенсирует различные размеры контейнера при сохранении непрерывного пути через упаковочный станок, и позволяющую легко производить демонтаж запечатывающего инструмента. Эта регулируемая направляющая может быть благоприятно использована для того, чтобы удерживать лотки разных размеров на закрепленной центральной линии нижней половины инструмента запечатывающего инструмента, удерживая таким образом "усилия запечатывания" на одной линии с подъемным механизмом. Боковое положение контейнеров на нижней половине инструмента может быть выбрано таким, чтобы уменьшить напряжения в подъемном механизме.
Во многих применениях контейнеры представляют собой лотки, которые должны наполняться пищевыми продуктами.
В первом примере продолговатая направляющая для контейнеров продолжается вдоль пути подачи и запечатывающего инструмента, а указанное управляющее устройство может быть выполнено с возможностью регулирования указанной направляющей для контейнеров так, чтобы указанная направляющая для контейнеров была удалена в боковом направлении от указанной нижней половины инструмента, когда указанная нижняя половина инструмента перемещается к указанной верхней половине инструмента.
Это обеспечивает преимущественно непрерывную поверхность вдоль пути подачи и запечатывающего инструмента, позволяя осуществлять уверенное направление контейнеров вдоль пути подачи и очень легкую перенастройку, например, смену половин инструмента. Кроме того, это упрощает конструкцию, уменьшая ее сложность и стоимость.
Во втором примере часть продолговатой направляющей для контейнеров, продолжающейся вдоль пути подачи, и часть продолговатой направляющей для контейнеров, продолжающейся вдоль запечатывающего инструмента, могут регулироваться независимо друг от друга. В этом примере часть продолговатой направляющей для контейнеров, продолжающейся вдоль пути подачи, может быть регулируемой в боковом направлении таким образом, чтобы направлять контейнеры вдоль требуемого пути. Запечатывающий инструмент на нижней половине инструмента может иметь закрепленную специальную направляющую, которая остается в своем положении, когда эта нижняя половина инструмента поднимается, чтобы встретиться с верхней инструментальной половиной.
В этом втором примере часть продолговатой направляющей для контейнеров, продолжающейся вдоль пути подачи, может быть регулируемой таким образом, чтобы отстоять от нижней половины инструмента. В частности, она может быть регулируемой таким образом, чтобы быть отстоящей от нижней половины инструмента в продольном направлении. Это позволяет опускать верхнюю половину инструмента (которая обычно больше, чем нижняя половина инструмента) для ее демонтажа без создания помех для направляющей для контейнеров пути подачи. Этот демонтаж верхней инструментальной половины может производиться, например, для технического обслуживания. В отличие от существующих закрепленных направляющих для контейнеров систем, это изобретение имеет то преимущество, что направляющую для контейнеров не надо снимать вручную, прежде чем производить демонтаж верхней инструментальной половины для технического обслуживания.
В одном примере продолговатая направляющая для контейнеров может содержать по меньшей мере две отдельные секции. Это обеспечивает простоту изготовления и транспортирования продолговатой направляющей для контейнеров. Это особенно важно, принимая во внимание, что устройства для запечатывания контейнеров обычно большие (например, каждая отдельная секция может быть длиной до 4 метров).
В том случае, когда продолговатая направляющая для контейнеров содержит по меньшей мере две отдельные секции, эти секции могут быть соединены с использованием соединения вполунахлест. Это благоприятно обеспечивает направляющую для контейнеров, имеющую гладкую поверхность даже в месте соединения. Это важно, поскольку гладкая поверхность предотвращает задержку контейнеров на стыке, когда они перемещаются по транспортеру через устройство для запечатывания контейнеров.
Продолговатая направляющая для контейнеров может содержать по меньшей мере одно отверстие. Это благоприятно уменьшает вес направляющей для контейнеров, тем самым уменьшая напряжения на приводной механизм направляющей и увеличивая скорость, с которой может быть скорректировано боковое положение. Предпочтительно, по меньшей мере, одно отверстие выполнено таким образом, что когда с этим, по меньшей мере, одним отверстием взаимодействует часть контейнера, к этому контейнеру вследствие относительного перемещения контейнера и направляющей для контейнеров прикладывается направленное вниз усилие. Это усилие прижимает контейнер вниз, к пути подачи, увеличивая контакт между контейнером и путем подачи и тем самым улучшая управление перемещением контейнера.
В одном примере поперечное сечение, по меньшей мере, одного отверстия имеет большую ось и малую ось, и большая ось наклонена в направлении, противоположном направлению движения контейнера через устройство для запечатывания контейнеров. Такое выполнение указанного, по меньшей мере, одного отверстия означает, что эти отверстия являются удлиненными (например, эллипсами) и наклоненными в направлении, со стороны которого контейнеры подаются, предотвращая контейнеры от подъема и отрыва от пути подачи, когда они перемещаются вдоль направляющей через устройство для запечатывания контейнеров. Однако могут быть предусмотрены и другие геометрии отверстия, например, в виде кругов или с другими углами отверстия.
Управляющее устройство, предпочтительно, может содержать параллелограммный механизм с возможностью работать таким образом, чтобы регулировать боковое положение указанной направляющей для контейнеров. Однако представляется использование механизмов других типов, таких как механизм на основе четырехстержневой связи или зубчатой пары "шестерня-рейка".
В предпочтительном примере запечатывающий инструмент представляет собой термосварочный инструмент, а верхняя половина инструмента представляет собой нагретую верхнюю плиту. Альтернативно, могут быть использованы другие средства запечатывания лотков, такие как термоформный станок.
Средством для переноса контейнеров на нижнюю половину инструмента запечатывающего инструмента может быть механический захват, притом что указанный захват может быть использован, чтобы переносить контейнеры различных размеров. Однако представляется использование других средств для переноса контейнеров на нижнюю половину инструмента, например валков. Когда средством для переноса контейнеров на нижнюю половину инструмента является механический захват, продолговатая направляющая для контейнеров благоприятно позволяет равномерно и правильно располагать лотки различных размеров и переносить их этим механическим захватом.
Хотя это устройство может использоваться с одним путем подачи, во втором объекте настоящего изобретения предлагается двухпутевое устройство для запечатывания контейнеров, причем указанное двухпутевое устройство для запечатывания контейнеров содержит первое и второе устройства для запечатывания контейнеров, каждое - в соответствии с первым объектом настоящего изобретения, при этом первое и второе устройства для запечатывания контейнеров разнесены в боковом направлении.
Двухпутевое устройство для запечатывания контейнеров благоприятно позволяет на соответствующих линиях одновременно упаковывать и запечатывать лотки различных размеров, увеличивая производительность такого запечатывающего устройства. Конечно, альтернативно, оба пути могут быть использованы для упаковки контейнеров одного и того же размера, удваивая скорость выхода. Представляется, что одновременно могло бы работать более двух путей.
В одном примере нижние инструментальные половины первого и второго устройств для запечатывания контейнеров могут работать независимо. Подобным же образом, боковые положения направляющих для контейнеров первого и второго устройств для запечатывания контейнеров могут также быть независимо регулируемыми. Это обеспечивает гибкость двухпутевого устройства для запечатывания контейнеров. Например, нижние инструментальные половины могут подниматься и опускаться в различное время, или же один путь может быть остановлен на техническое обслуживание, в то время как второй путь будет продолжать работу. Это повышает производительность и эффективность устройства для запечатывания контейнеров.
Независимые продолговатые направляющие для контейнеров первого и второго устройств для запечатывания контейнеров могут быть благоприятно использованы для позиционирования лотков различных размеров по центральным линиям каждой нижней половины инструмента таким образом, чтобы развиваемые при запечатывании усилия были направлены по одной линии с подъемными механизмами. Это уменьшает напряжения, передаваемые на подъемные механизмы.
Альтернативно, продолговатые направляющие для контейнеров первого и второго устройств для запечатывания контейнеров не являются независимыми и приводятся от одного механизма, уменьшая, таким образом, сложность конструкции.
В одном примере верхние инструментальные половины первого и второго устройств для запечатывания контейнеров могут быть обеспечены общей верхней нагретой плитой.
Далее варианты выполнения настоящего изобретения будут описаны и противопоставлены известным устройствам этого типа со ссылкой на сопровождающие чертежи, на которых:
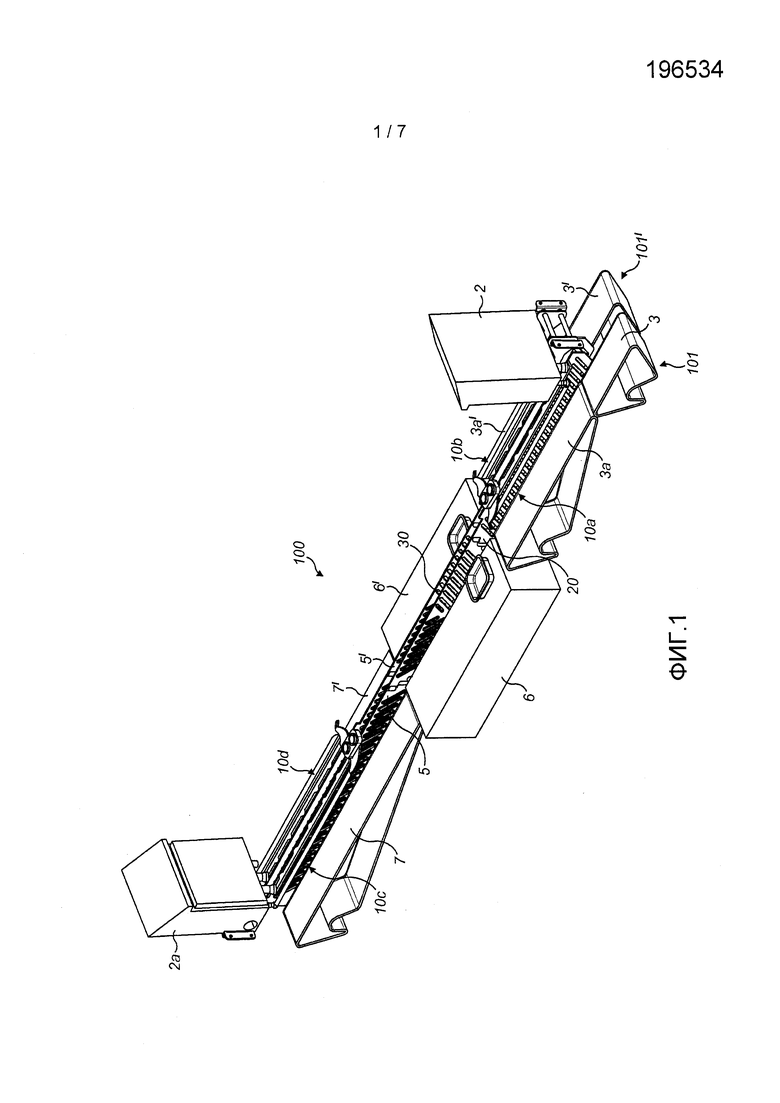
Фиг.1 - вид в перспективе варианта выполнения устройства для запечатывания контейнеров по изобретению в двухпутевой системе упаковки пищевых продуктов;
Фиг.2А - вид в перспективе части системы упаковки пищевых продуктов, содержащей запечатывающий инструмент и регулируемую направляющую лотков в соответствии с вариантом выполнения изобретения, на котором нижняя половина инструмента запечатывающего инструмента находится в нижнем положении;
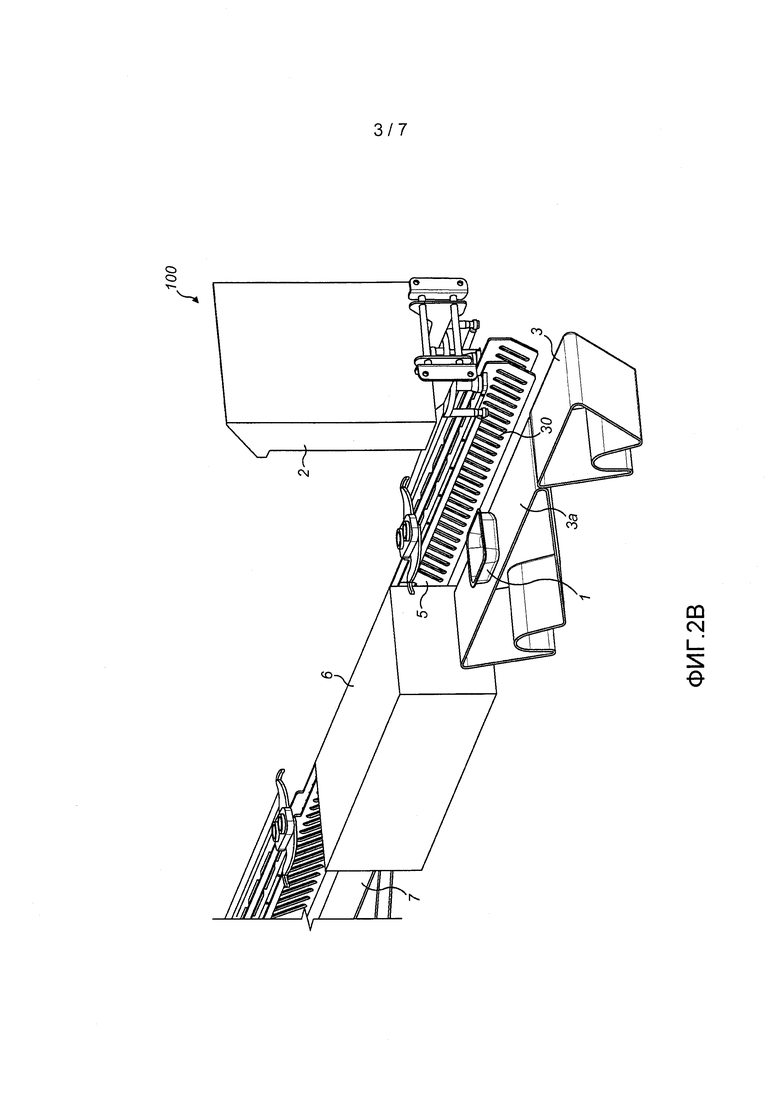
Фиг.2В - вид в перспективе, подобный Фиг.2А, но показывающий нижнюю половину инструмента запечатывающего инструмента в поднятом положении;
Фиг.3А - вид, показывающий регулируемую направляющую лотков по Фиг.2А и 2В, расположенную таким образом, чтобы направлять лотки, когда нижняя половина инструмента находится в нижнем положении;
Фиг.3В - вид, показывающий регулируемую направляющую лотков по Фиг.2А и 2В в таком боковом расположении, чтобы нижняя половина инструмента могла подниматься;
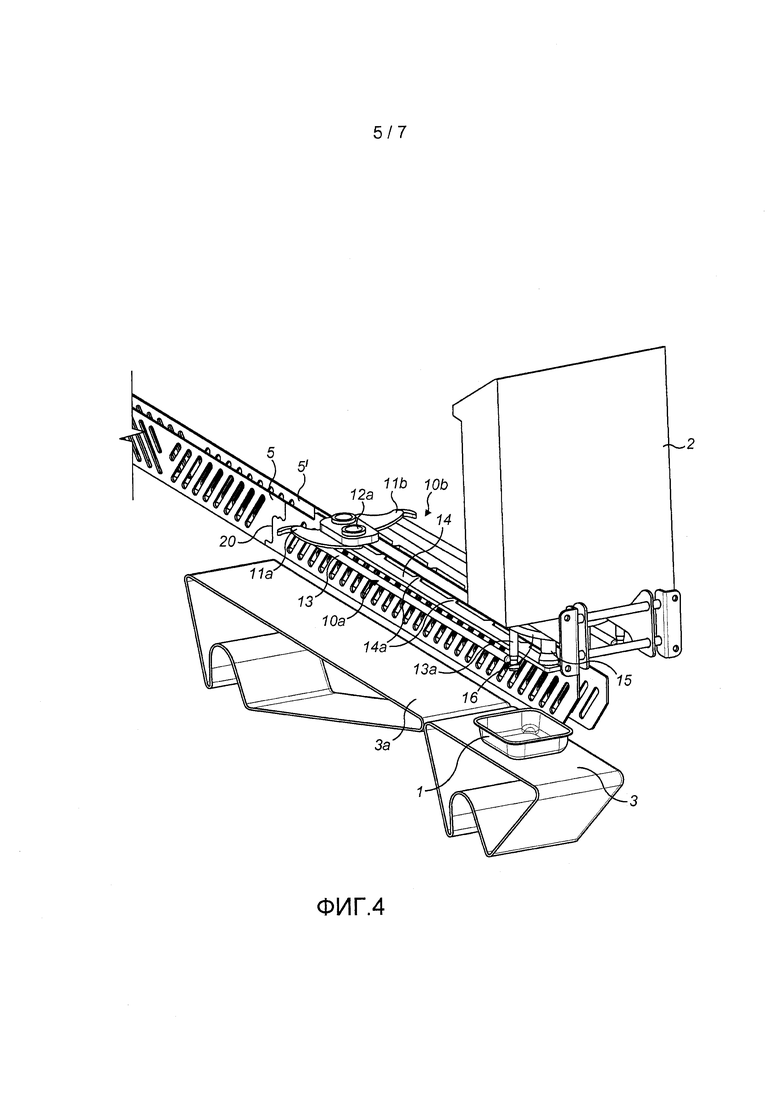
Фиг.4 - увеличенный вид в перспективе, более детально показывающий управляющее устройство направляющей системы лотков;
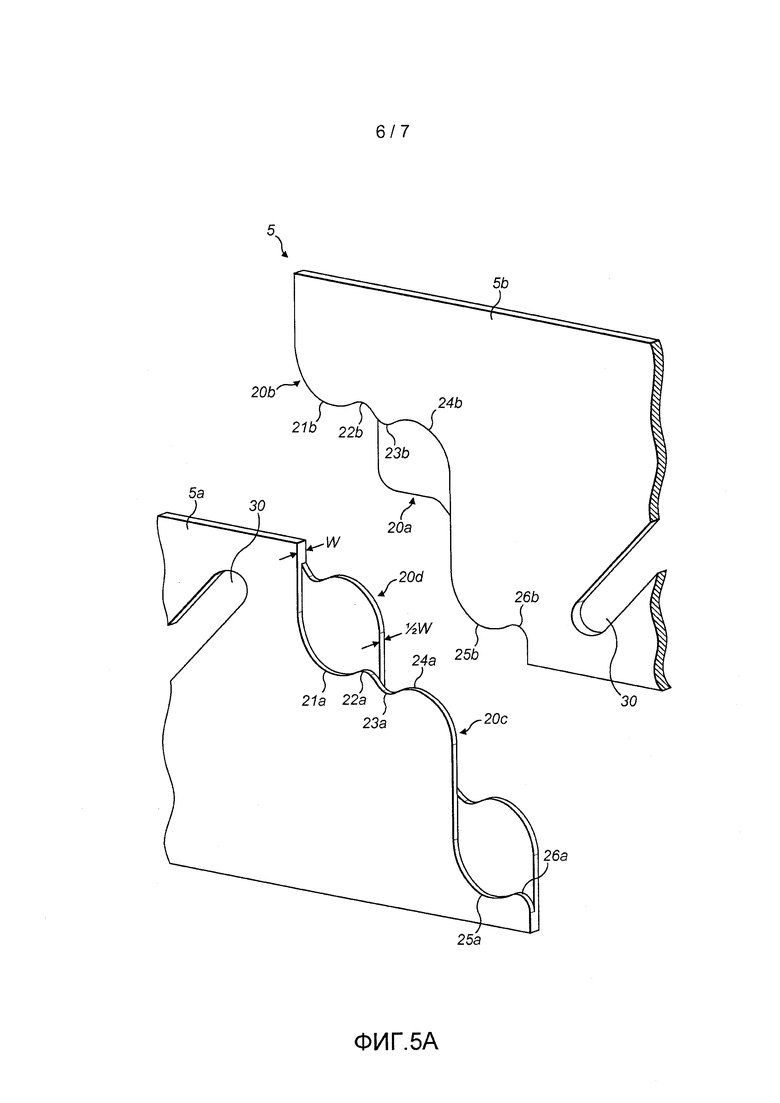
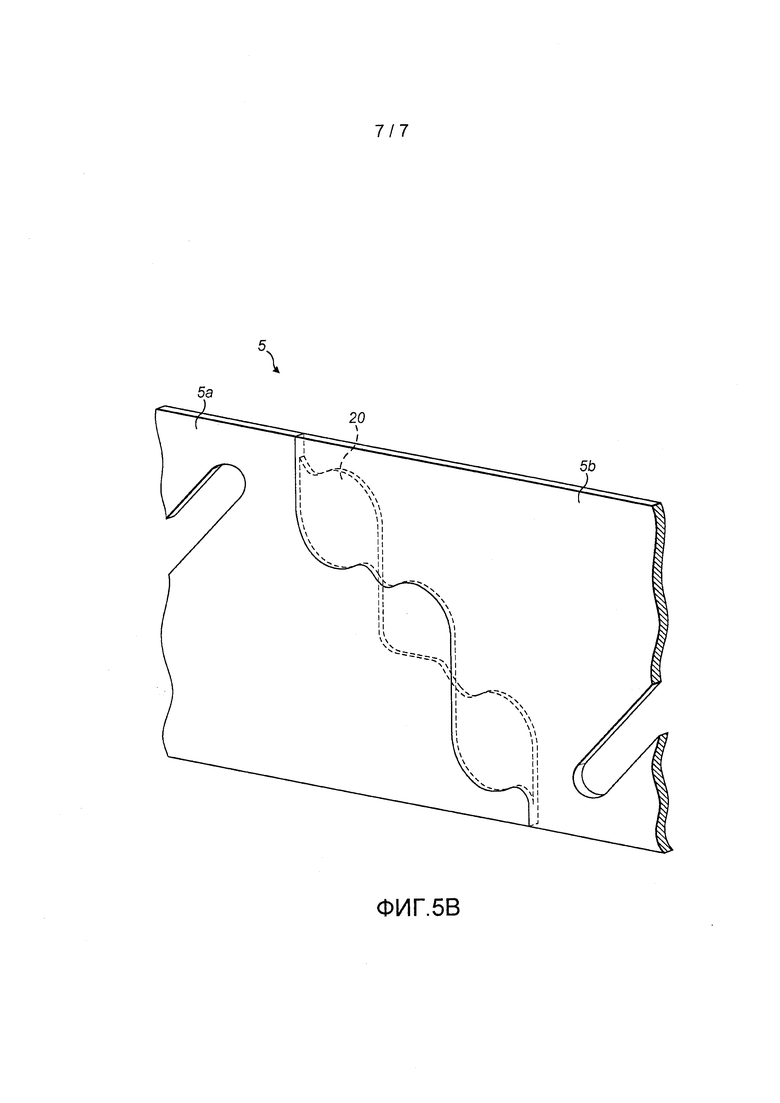
Фиг.5А - увеличенный вид, более детально показывающий соединительную часть направляющей лотков; и
Фиг.5В - еще более увеличенный вид, более детально показывающий соединительную часть направляющей лотков.
В нижеследующем описании термины относительного направления, такие как "выше", "ниже", "поднятый", "опущенный", используются для облегчения понимания и не предназначены быть ограничивающими.
Рассмотрим первую Фиг.1, - на ней показана часть двухпутевой системы 100 упаковки пищевых продуктов, содержащая два пути 101, 101' упаковки пищевых продуктов и две регулируемые направляющие для контейнеров 5, 5'. В этом варианте выполнения контейнерами являются лотки, которые должны быть наполнены пищевым продуктом. Каждый путь 101, 101' упаковки пищевых продуктов содержит первый путь подачи 3, 3' лотков и промежуточный путь 3а, 3а' подачи лотков, нижнюю половину 6' инструмента, запечатывающего инструмента и регулируемую направляющую 5, 5' лотков. Каждая регулируемая направляющая лотков продолжается как одна поверхность полностью вдоль первого пути подачи 3, 3' лотков, промежуточного пути подачи 3а, 3а' лотков, нижней половины 6 инструмента, 6' и выходного пути подачи 7, 7' лотков. В конфигурации по Фиг.1 каждая направляющая 5, 5' лотков содержит три секции, соединенные на стыках 20. Эти стыки более подробно будут описаны ниже со ссылками на Фиг.5а и 5b. В альтернативных вариантах выполнения направляющая лотков является единым элементом без стыков. Двухпутевая система 100 упаковки дополнительно содержит два управляющих устройства 2, 2а, по одному, расположенному на каждой стороне нижней половины 6 инструмента, 6'.
Нижеследующее описание для простоты понимания будет относиться к единственному пути 101 упаковки пищевых продуктов.
Обратимся теперь к Фиг.2а - на ней показан единственный путь 101 для упаковки пищевых продуктов. Лотки 1 обычно подают стопками внутри лотковых кассет в машину для разбора стопок (не показана). Во время работы этой машины лотки 1 извлекаются из лотковых кассет и по отдельности подаются на первый путь подачи 3 лотков через одинаковые интервалы. В этом варианте выполнения первый путь подачи 3 лотков и промежуточный путь подачи 3а, 3а' лотков являются транспортерами.
Лотки 1, выложенные машиной для выборки тары, переносятся первым путем подачи 3 лотков к нижней половине 6 инструмента запечатывающего инструмента. На Фиг.2а показано относительное положение верхней инструментальной половины 6а запечатывающего инструмента. Однако на остальных иллюстрациях ради ясности она исключена. По мере движения по первому пути подачи 3 лотков лотки посредством наполнительной машины (не показана) обычным образом наполняются необходимым продуктом.
Наполненные лотки по первому пути подачи 3 лотков транспортируются на промежуточный путь подачи 3а лотков. Промежуточный путь подачи 3а лотков содержит указатели (не показаны) с тем, чтобы располагать лотки 1 на пути подачи 3а лотков на заданных промежутках друг от друга, а сам путь подачи 3а лотков выполнен таких размеров, чтобы иметь вместимость лотков, равную нижней половине 6 инструмента. Через некоторое время промежуточный путь подачи 3а лотков заполняется лотками, перенесенными с пути подачи 3 лотков. Как только промежуточный путь подачи 3а лотков заполняется, захватный рычаг (не показан) поднимает лотки с заполненного промежуточного пути подачи 3а лотков на нижнюю половину 6 инструмента. Одновременно захватный рычаг перемещает также все присутствующие на нижней половине 6 инструмента запечатанные лотки на выходной путь подачи 7 лотков. В этом варианте выполнения выходной путь подачи 7 лотков также является транспортером, хотя могут быть предусмотрены другие способы транспортирования лотков вдоль первой, промежуточной и выходной подающих линий лотков, такие как валковые.
После того как лотки 1 были помещены на нижнюю половину 6 инструмента, происходит процесс запечатывания лотков. В этом варианте выполнения во время цикла запечатывания нижняя половина 6 инструмента поднимается к верхней половине 6а инструмента запечатывающего инструмента. В этом варианте выполнения верхняя половина 6а инструмента имеет нагретую плиту. Тем самым лотки 1 прижимаются в контакт с участком пленки, и комплект из лотка и пленки прижимается с соответствующим усилием к нижней поверхности верхней инструментальной половины. Этот прижим нагревает пленку вокруг края лотка, тем самым приваривая пленку к краю лотка, в то время как ножи обрезают пленку по периметру. Нижняя половина 6а инструмента, содержащая теперь запечатанные лотки, после этого опускается назад в свое исходное положение. В то время как происходит процесс запечатывания лотков, промежуточный путь подачи 3а лотков вновь заполняется новыми лотками. Таким образом, цикл завершается тем, что запечатанные лотки захватывающей рукой перемещаются к выходному пути подачи 7 лотков, в то время как новые незапечатанные лотки одновременно транспортируются захватывающей рукой от промежуточного пути подачи 3а лотков к нижней половине 6 инструмента.
Как видно из Фиг.2А, одна сторона лотка лишь касается направляющей 5 лотков таким образом, что лоток следует по пути, определенному этой направляющей. В большинстве случаев лоток будет устанавливаться таким образом, что его центральная линия будет находиться по центру первого и промежуточного путей подачи 3 и 3а лотков, однако следует заметить, что направляющая 5 лотков может быть расположена таким образом, чтобы лоток находился на подающих линиях в любом боковом положении. Требуемое боковое положение лотков зависит от различных факторов, таких как размер лотков и используемый запечатывающий инструмент. Особенно предпочтительно обеспечить непрерывный путь через упаковочную систему для лотков различных размеров (по ширине). Это значит, например, что боковое положение захватывающих рук для различных лотков не должно изменяться. Предпочтительно также расположить центральную линию лотка (лотков) вдоль центральной линии нижней половины инструмента запечатывающего инструмента, чтобы запечатывающие усилия были направлены по одной линии с подъемным механизмом этого пути.
Следует также понимать, что показанная на чертежах линейная конфигурация путей подачи и нижней половины инструмента не является ограничивающей, и может быть использовано любое расположение пути подачи лотков с соответствующим образом сконфигурированной направляющей 5 лотков.
Как ясно видно из Фиг.3А, направляющая 5 лотков отделена по вертикали от пути подачи 3 лотков с тем, чтобы уменьшить трение во время движения транспортера. Следует заметить, что направляющая лотка может быть установлено в любое положение по вертикали таким образом, чтобы она лишь осуществляла контакт с лотком 1, движущимся вдоль пути подачи 3 лотков.
Как видно из Фиг.3А, когда нижняя половина 6 инструмента находится в своем нижнем положении (соответствующем Фиг.2), направляющая 5 лотков в боковом направлении расположена над этой нижней инструментальной половиной 6, что означает, что если эта нижняя половина 6 инструмента будет подниматься, чтобы встретиться с верхней инструментальной половиной, то она столкнется с ней. Управляющие устройства 2, 2а синхронизируют перемещение захватывающей руки и направляющей 5 лотков таким образом, что когда нижняя половина 6 инструмента поднимается, чтобы встретиться с верхней инструментальной половиной, захватный рычаг и направляющая 5 лотков смещаются в боковом направлении относительно нижней половины 6 инструмента. Такое позиционирование направляющей 5 лотков, когда нижняя половина инструмента поднимается, чтобы встретиться с верхней инструментальной половиной, показано на Фиг.3В.
Теперь со ссылкой на Фиг.4 будет более подробно описана направляющая 5 лотков и ее регулировка. Фиг.4 показывает две направляющие 5, 5' лотков, предпочтительно, для использования в двухпутевой системе упаковки пищевых продуктов, такой как показана на Фиг.1. Однако для облегчения понимания нижеследующее описание будет касаться одной направляющей 5 лотков. Эта направляющая 5 лотков регулируется регулировочным механизмом 10а, приводимым в действие управляющим устройством 2. В этом варианте выполнения регулировочный механизм представляет собой параллелограммный механизм, хотя могут быть предусмотрены и другие механизмы для настройки направляющей лотков, такие как механизм на основе четырехстержневой связи или зубчатой пары "шестерня-рейка".
Механизм 10 имеет два рычага 11а и 16, установленные и удаленные друг от друга вдоль направляющей 5 лотков. Рычаг 11а является поворотным относительно опорной стойки 12а. Два рычага 11а и 16 связаны между собой посредством соединительных штанг 13 и 13а, а также опорного элемента 14 и стойки 15. Направляющая 5 лотков прикреплена своим верхним краем к опорному элементу 14, который выставлен по линии с направляющей 5 лотков. Опорный элемент 14 имеет ряд выступов для опоры направляющей 5 лотков. Крепление направляющей лотка по ее верхнему краю благоприятно означает, что этот опорный элемент 14 расположен на удалении от подающей линий лотков, однако предусмотрены другие средства крепления направляющей 5 лотков.
Механизм 10а приводится от электродвигателя (не показан), размещенного в управляющем устройстве 2. В этом варианте выполнения электродвигатель представляет собой сервомотор. Электродвигатель приводит в действие рычаг 16, который через соединительную штангу 13 поворачивает рычаг 11 относительно точки 12а вращения. Это регулирует боковое положение направляющей 5 лотков.
Когда необходимо упаковывать лоток с другими размерами, нижняя половина 6 инструмента и (или) верхняя половина инструмента будут заменены, чтобы соответствовать новому размеру, а направляющая 5 лотков будет настроена таким образом, чтобы направлять лоток вдоль необходимого пути.
Направляющая 5' лотков настраивается таким же самым образом посредством механизма 10b. Механизм 10b приводится в действие вторым независимым электродвигателем управляющего устройства 2. В управляющем устройстве 2 используются два независимых электродвигателя, так что не требуется, чтобы через площадь запечатывающего инструмента проходил какой-либо другой механизм, тем самым максимизируется площадь запечатывания (рабочая площадь) запечатывающего 6 инструмента.
Позиционирование рычага 11 вдоль направляющей лотков таково, чтобы он не препятствовал перемещению нижней половины 6 инструмента, как показано на Фиг.2 и 3. Есть также дополнительная система 2а привода и регулировочные механизмы 10с и 10d, расположенные на выходном пути подачи 7 лотков, как показано на Фиг.1. Это уменьшает напряжение, создаваемое на регулировочном механизме 10а при регулировании положения направляющей 5 лотков. Однако предусмотрено, что эта направляющая лотков может работать и с одним регулировочным механизмом 10а.
Как ясно видно на Фиг.1, 2А, 2В и 4, направляющие 5, 5' лотков содержат отверстия 30. Это благоприятно сокращает вес направляющих лотков, означая, что они могут быть передвинуты быстрее, увеличивая скорость рабочего процесса. Обратимся теперь к Фиг.2А, - поперечное сечение отверстия имеет большую ось и малую ось, причем большая ось направлена под углом по отношению к плоскости транспортеров 3, 3а. Вдоль направляющей 5 есть два различных угла наклона отверстий, показанные поз. 30а и 30b. Направление перемещения лотков на Фиг.2А есть справа налево, каждое отверстие 30а имеет удлиненное поперечное сечение, наклоненное в сторону направления, откуда перемещаются лотки. Другими словами, на виде по Фиг.2А отверстия 30а наклонены снизу слева вверх направо. С другой стороны 30b, отверстия, которые расположены дальше по ходу относительно отверстий 30а, имеют удлиненное поперечное сечение, наклоненное в том направлении, в котором перемещаются лотки (то есть они наклонены снизу справа вверх налево).
Было найдено, что требуется отверстие такой формы, которая видна на Фиг.30а (где каждое отверстие 30а имеет удлиненное поперечное сечение, наклоненное в сторону направления, откуда перемещаются лотки), поскольку оно препятствует нежелательной задержке лотков и подъему лотков с транспортера. Если лоток сцепляется с (или захватывается) одним из отверстий 30а этого варианта выполнения, то отверстия наклонены таким образом, что лоток вследствие относительного перемещения лотка и направляющей принуждается опуститься вниз на транспортер.
И даже в этом случае предусмотрены отверстия с другими геометриями поперечных сечений, такими как квадраты или круги. Альтернативно, направляющая лотков может содержать отверстия с разными геометриями.
Обращаясь к Фиг.5А и 5b, теперь более подробно будут описаны стыки 20 направляющих лотков. Как упоминалось выше, каждая направляющая 5, 5' состоит из трех отдельных секций, соединенных на стыках 20. Использование отдельных секций, помимо прочих преимуществ, позволяет облегчать изготовление и транспортирование направляющих лотков. Фиг.5А показывает две секции 5а и 5b, каждая из которых имеет ширину W.
Контур каждой секции 5а и 5b (см. поз. 20а, 20b, 20с и 20d) шириной W/2, если он образован, содержит как выступы, так и вырезы. Для ясности будет описан только один контур каждой секции. На виде по Фиг.5А выступы в контуре 20b указаны поз. 21b, 23b и 25b, а вырезы указаны поз. 22b, 24b и 26b. Соответствующий контур 20с является дополнительным к контуру 20b и имеет вырезы, указанные поз. 21а, 23а и 25а вместе с выступами 22а, 24а и 26а.
Когда секции 5а и 5b соединены вместе, дополнительные выступы и вырезы контуров 20b и 20с стыкуются между собой, как стыкуются между собой и дополнительные выступы и вырезы контуров 20а и 20d, образуя тем самым стык 20. Это ясно видно на Фиг.5В. Использование между секциями 5а и 5b этого соединения "вполунахлест" благоприятно обеспечивает гладкую поверхность на стыке между секциями 5а и 5b, так что лотки при движении по стыку 20 не застревают.
Следует понимать, что видимые на Фиг.5А конкретные конфигурации контуров являются лишь примерными, и могут быть предусмотрены другие конфигурации. Например, могли бы быть использованы иные геометрии выступов и вырезов или другие ширины секций контура. Кроме того, могут быть предусмотрены другие средства соединения секций контура. В этом конкретном варианте выполнения каждая из настраиваемых направляющих 5, 5' лотков содержит три отдельные секции, соединенные вместе в стыках 20 (ясно видных на Фиг.1) и обеспечивает единую непрерывную поверхность, идущую вдоль первой пути подачи 3 лотков, промежуточной пути подачи 3а лотков, нижней половины 6 инструмента и выходной пути подачи 7 лотков. Однако предусмотрено, что направляющая лотка может содержать больше или меньше, чем три отдельные секции. Альтернативно, направляющая лотков может быть одним единым элементом. Направляющая лотков в соответствии с этим вариантом выполнения перемещается как одна единица. Это дает возможность производить легкое снятие нижней половины инструмента либо для ее замены из-за другого размера упаковываемого контейнера, либо для технического обслуживания.
В альтернативном варианте выполнения есть настраиваемая направляющая лотков, идущая вдоль по меньшей мере промежуточной пути подачи 3а лотков, а нижняя половина инструмента включает в себя неподвижную направляющую, предназначенную для конкретного размера лотка. В этом случае специальная направляющая на нижней половине инструмента, когда нижняя половина инструмента поднимается, чтобы встретиться с верхней инструментальной половиной, остается на своем положении, а направляющая для контейнеров на пути подачи 3а лотков является регулируемый, чтобы устанавливаться в одну линию с используемой в данный момент конкретной нижней инструментальной половиной. Например, конкретная нижняя половина инструмента используется для упаковки небольших контейнеров, а специальная направляющая выравнивает лотки на половине инструмента в требуемое положение. Тогда направляющая на пути подачи соответствующим образом регулируется, чтобы быть на одной линии с направляющей на нижней половине инструмента. Когда используется нижняя половина инструмента, построенная для приема контейнеров большего размера, специальная направляющая на нижней половине инструмента будет находиться в другом положении относительно направляющей на пути подачи, и, таким образом, направляющая пути подачи будет соответствующим образом отрегулирована.
В этом варианте выполнения регулируемая направляющая лотков может быть отрегулирована, используя тот же самый вышеописанный регулировочный механизм 10, и может содержать, как описано выше, две или больше секций. Регулируемая направляющая лотков регулируется таким образом, чтобы отстоять в продольном направлении от нижней половины инструмента, так чтобы верхняя половина инструмента (которая обычно больше чем нижняя половина инструмента) могла бы быть опущена (например, для замены, снятия или технического обслуживания) без касания регулируемой направляющей лотков.
Конечно, однопутевое или двухпутевое устройство для запечатывания контейнеров может иметь один тип направляющей лотков (например, непрерывную направляющую лотков, идущую вдоль нижней половины инструмента и пути подачи), а другой путь может иметь другой тип направляющей лотков (например, неподвижную направляющую лотков).
В вышеописанном варианте выполнения подъемные механизмы двух нижних половин 6 инструмента 6' являются независимыми друг от друга, и есть общая верхняя сварочная плита, действующая как верхняя половина инструмента. В качестве примера, один путь 101 может использоваться для упаковки и запечатывания больших лотков, в то время как другой путь 101' используется для упаковки и запечатывания лотков меньшего размера. В этом примере направляющая 5 лотков расположена таким образом, что большие лотки были расположены так, как надо, а направляющая 5' лотков расположена таким образом, чтобы направлять лотки меньшего размера по требуемому пути. Таким образом, определяемая независимой регулировкой сущность направляющих 5, 5' лотков благоприятно увеличивает легкость, с которой лотки различных размеров могут быть одновременно запечатаны и упакованы при сохранении непрерывного пути через запечатывающее устройство, а также позволяет запечатывающим усилиям быть на одной линии с независимыми подъемными механизмами, уменьшая напряжения на указанные механизмы.
Хотя нижние инструментальные половины имеют независимые подъемные механизмы, они могут работать синхронно, будучи поднимаемыми и опускаемыми в одно и то же время. В этом случае приводные системы 2, 2а и регулировочные механизмы 10 работают, чтобы так отрегулировать положение направляющих 5, 5' лотков, чтобы они двигались синхронно, не задевая нижних половин 6 инструмента 6'. Затем, когда нижние инструментальные половины 6, 6' окажутся в своем нижнем положении, направляющие 5, 5' лотков отодвинутся назад на свои назначенные положения.
Альтернативно, в данный момент времени может работать только один путь; например, на одном пути может возникнуть неисправность. В этом примере в данный момент поднимается только одна нижняя половина инструмента, и, поскольку положения направляющих 5, 5' лотков являются независимо регулируемыми, регулируется только соответствующая направляющая лотков. Другая направляющая лотков остается неподвижной.
В альтернативном варианте выполнения подъемные механизмы не являются независимыми, что, таким образом, означает, что запечатывающие инструменты 6, 6' работают синхронно. Однако направляющие 5, 5' лотков все еще работают независимо.
В еще одном альтернативном варианте выполнения направляющие 5, 5' лотков не являются работающими независимо и приводятся от одного и того же электродвигателя.
Вышеприведенное описание относится к двухпутевой системе упаковки пищевых продуктов. Однако направляющая лотков по изобретению может использоваться в однопутевой системе или многопутевой системе, содержащей три или более транспортеров.


Устройство содержит запечатывающий инструмент, имеющий первую и вторую нижние половины и по меньшей мере одну верхнюю половину, первый и второй латерально разнесенные пути подачи для переноса одного или большего количества контейнеров к средству и от средства для переноса контейнеров на нижние половины инструмента, по меньшей мере один подъемный механизм для перемещения нижних половин инструмента к по меньшей мере одной верхней половине, первую и вторую продолговатые направляющие для контейнеров, расположенные вдоль первого и второго путей подачи и нижних половин инструмента для бокового смещения контейнеров по мере их перемещения вдоль путей подачи и нижних половин инструмента и управляющее устройство, выполненное с возможностью регулирования бокового положения по меньшей мере частей первой и второй направляющих. При этом боковые смещения направляющих выполнены независимо регулируемыми. Изобретение обеспечивает повышение производительности и упрощение монтажа и демонтажа. 14 з.п. ф-лы, 8 ил.
1. Двухпутевое устройство для запечатывания контейнеров, содержащее:
запечатывающий инструмент, имеющий первую и вторую нижние половины и по меньшей мере одну верхнюю половину;
соответствующие первый и второй латерально разнесенные пути подачи для переноса одного или большего количества контейнеров к средству и от средства для переноса контейнеров на первую и вторую нижние инструментальные половины механизма запечатывающего инструмента;
по меньшей мере, один подъемный механизм для перемещения первой и второй нижних половин инструмента к по меньшей мере одной верхней инструментальной половины;
соответствующие первую и вторую продолговатую направляющие для контейнеров, продолжающиеся вдоль первого и второго путей подачи и первой и второй нижних половин инструмента, для бокового расположения контейнеров по мере их перемещения вдоль путей подачи и нижних половин инструмента, и
управляющее устройство, выполненное с возможностью регулирования бокового положения, по меньшей мере, частей указанных первой и второй направляющих для контейнеров, продолжающихся вдоль соответствующих указанных первого и второго путей подачи,
причем боковые положения указанных первой и второй продолговатых направляющих для контейнеров выполнены независимо регулируемыми.
2. Двухпутевое устройство по п. 1, в котором указанные продолговатые направляющие для контейнеров продолжаются вдоль путей подачи и указанных нижних половин, при этом управляющее устройство выполнено с возможностью регулирования указанных направляющих для контейнеров так, чтобы смещать указанные направляющие для контейнеров в боковом направлении от указанных соответствующих нижних половин инструмента, когда указанные нижние инструментальные половины перемещаются к указанной, по меньшей мере, одной верхней половине инструмента.
3. Двухпутевое устройство по п. 1, в котором части первой и второй направляющих для контейнеров, продолжающиеся вдоль первой и второй подающих линий, и части направляющих для контейнеров, продолжающиеся вдоль нижних половин инструмента, являются независимо регулируемыми.
4. Двухпутевое устройство по п. 3, в котором, по меньшей мере, одна нижняя половина инструмента содержит закрепленную направляющую для контейнеров.
5. Двухпутевое устройство по п. 3, в котором части первой и второй направляющих для контейнеров, продолжающихся вдоль пути подачи, выполнены регулируемыми так, чтобы располагать их на расстоянии от соответствующих нижних половин инструмента.
6. Двухпутевое устройство по любому из пп. 1-5, в котором по меньшей мере одна из первой и второй указанных продолговатых направляющих для контейнеров содержит по меньшей мере две отдельные секции.
7. Двухпутевое устройство по п. 6, в котором по меньшей мере две отдельные секции соединены с использованием соединения вполунахлест.
8. Двухпутевое устройство по любому из пп. 1-5,7, в котором по меньшей мере одна из продолговатых направляющих для контейнеров содержит по меньшей мере одно отверстие.
9. Двухпутевое устройство по п. 8, в котором указанное, по меньшей мере, одно отверстие выполнено так, что когда часть контейнера зацеплена внутри указанного по меньшей мере одного отверстия, к этому контейнеру прикладывается направленное вниз усилие вследствие относительного перемещения между контейнером и направляющей для контейнеров.
10. Двухпутевое устройство по любому из пп. 1-5,7,9, в котором управляющее устройство содержит параллелограммный механизм, пригодный для регулировки бокового положения указанных первой и второй направляющих для контейнеров.
11. Двухпутевое устройство по любому из пп. 1-5,7,9, в котором средство для переноса контейнеров на нижние инструментальные половины механизма запечатывающего инструмента представляет собой механический захват, при этом указанный механический захват выполнен с возможностью работы с контейнерами разных размеров.
12. Двухпутевое устройство по любому из пп. 1-5,7,9, в котором механизм запечатывающего инструмента представляет собой термосварочный инструмент, а по меньшей мере одна верхняя половина этого инструмента представляет собой нагретую верхнюю плиту.
13. Двухпутевое устройство по любому из пп. 1-5,7,9, в котором первая и вторая нижние инструментальные половины выполнены с возможностью независимой работы.
14. Двухпутевое устройство по любому из пп. 1-5,7,9, в котором по меньшей мере одна верхняя половина инструмента представляет собой общую верхнюю нагретую плиту.
15. Двухпутевое устройство по любому из пп. 1-5,7,9, в котором механизм запечатывающего инструмента содержит первую и вторую верхние инструментальные половины, соответствующие первой и второй нижним инструментальным половинам.
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 2000 |
|
RU2179927C2 |
| Двухкоординатный стол | 1987 |
|
SU1574431A2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ изготовления, наполнения продуктом и запечатывания пакетов из упаковочного материала на двух поточных линиях и машина для его осуществления | 1986 |
|
SU1628849A3 |

