Изобретение относится к области обработки резанием пластичных металлов и сплавов, в частности к режущему инструменту со стружкозавивающими элементами, предназначенными для управления формой и направлением движения стружки.
Известны режущие пластины, обеспечивающие завивание стружки с помощью стружкозавивающих уступов, порожков, канавок или лунок, расположенных вдоль главной режущей кромки [1]. Пластины предназначены для завивания стружки в нормальной к передней поверхности инструмента плоскости относительно оси, параллельной наибольшей стороне поперечного сечения стружки. При этом, если стружка не дробится на части кольца, то формируется в виде цилиндрической спирали с осью, параллельной главной режущей кромки пластины.
Известны режущие пластины, обеспечивающие завивание стружки в плоскости передней поверхности инструмента. Конструктивной особенностью пластин является переменный передний угол, плавно или ступенчато изменяющийся по мере удаления от вершины пластины вдоль главной режущей кромки [2, 3]. При использовании таких режущих пластин стружка завивается в плоскости ее наибольшей жесткости, формируясь в виде спирали с осью, перпендикулярной передней поверхности инструмента.
Известны режущие пластины, с помощью которых управление сходом стружки осуществляется путем задания различных геометрических параметров передней поверхности и стружкоформирующих элементов в главных секущих плоскостях пластины вдоль режущей кромки [4]. В процессе резания стружка завивается одновременно в двух плоскостях - передней поверхности и нормальной к режущей кромке секущей плоскости. При сложении двух вращательных движений образуется спиралеобразная стружка, ось которой лежит в плоскости, параллельной плоскости резания.
Общими недостатками режущих пластин со стружкозавивающими элементами являются ограниченные возможности управления сходом стружки. При использовании таких пластин направление оси стружки можно регулировать лишь в одной плоскости, расположенной перпендикулярно основной плоскости инструмента под углом ϕ к направлению подачи, что в ряде случаев, например на операциях обработки отверстий, затрудняет удаление стружки из зоны резания.
Известна режущая пластина с расположенной вдоль главной режущей кромки и примыкающей к ней стружкозавивающей поверхностью, поперечные сечения которой имеют формы дуг окружностей с изменяющейся вдоль режущей кромки кривизной [5]. На сход стружки с пластины совместное влияние оказывают коническая форма канавки и конструктивно связанная с ней величина наклона главной режущей кромки инструмента. Недостатком режущей пластины является ограниченный диапазон изменения угла поворота спирали стружки относительно плоскости резания. Управление потоком стружки осуществляется, в основном, за счет угла наклона главной режущей кромки λ , который вызывает изменение угла схода стружки η и слабо влияет на отклонение оси спирали стружки относительно плоскости резания.
Техническая задача изобретения - улучшение отвода стружки из зоны резания путем управления формой и направлением движения стружки за счет дополнительного завивания в плоскости поперечного сечения стружки.
Техническая задача достигается тем, что на режущей пластине с расположенной вдоль главной режущей кромки и примыкающей к ней стружкозавивающей поверхностью поперечные сечения которой имеют формы дуг окружностей с изменяющейся вдоль режущей кромки кривизной, радиусы сечений стружкозавивающей поверхности в главных секущих плоскостях пластины изменяются по закону, обратному арксинусу.
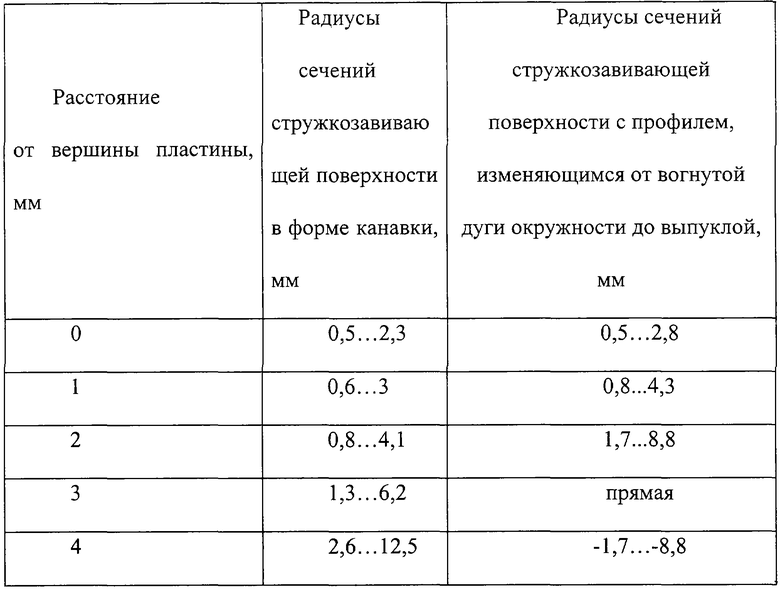
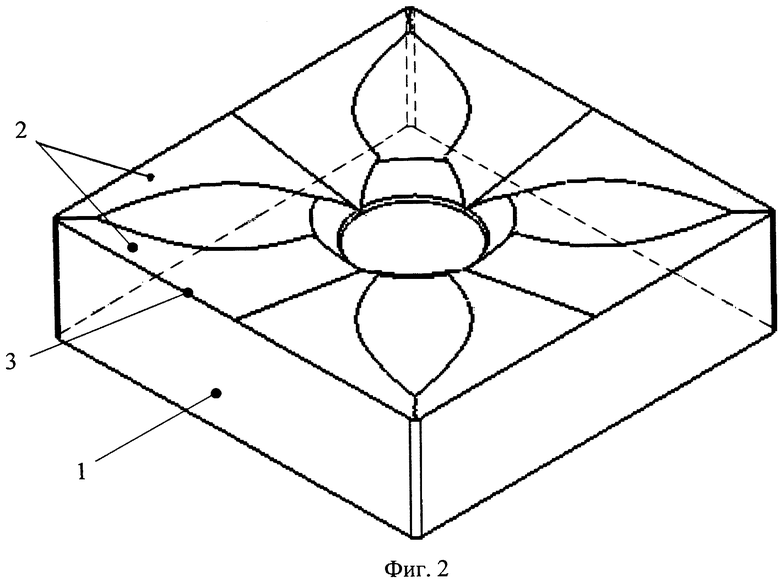
Стружкозавивающая поверхность может иметь вид канавки с увеличивающимся радиусом кривизны при удалении от вершины пластины или представлять собой поверхность, форма поперечных сечений которой при удалении от вершины пластины изменяется от вогнутой дуги окружности с центром, расположенным выше передней поверхности инструмента, до выпуклой дуги с центром, расположенным ниже передней поверхности пластины. У пластины с переменной формой сечений стружкозавивающей поверхности интенсивность завивания стружки в плоскости ее поперечного сечения, а следовательно, и величина угла поворота оси спирали стружки относительно плоскости резания увеличиваются.
В зависимости от условий эксплуатации режущую пластину изготовляют с постоянным передним углом или увеличивающимся при удалении от вершины пластины. Для обеспечения равной прочности лезвий пластины ее передние углы вдоль главной режущей кромки не изменяются. При достаточной прочности пластины ее переднюю поверхность выполняют таким образом, что передние углы и радиусы кривизны сечений стружкозавивающей поверхности в главных секущих плоскостях пластины при удалении от вершины увеличиваются.
Создание переменного переднего угла совместно с увеличивающимся радиусом кривизны канавки улучшает отвод стружки из зоны резания за счет дополнительного завивания в плоскости ее поперечного сечения и вследствие этого поворота оси спирали стружки в направлении ее схода.
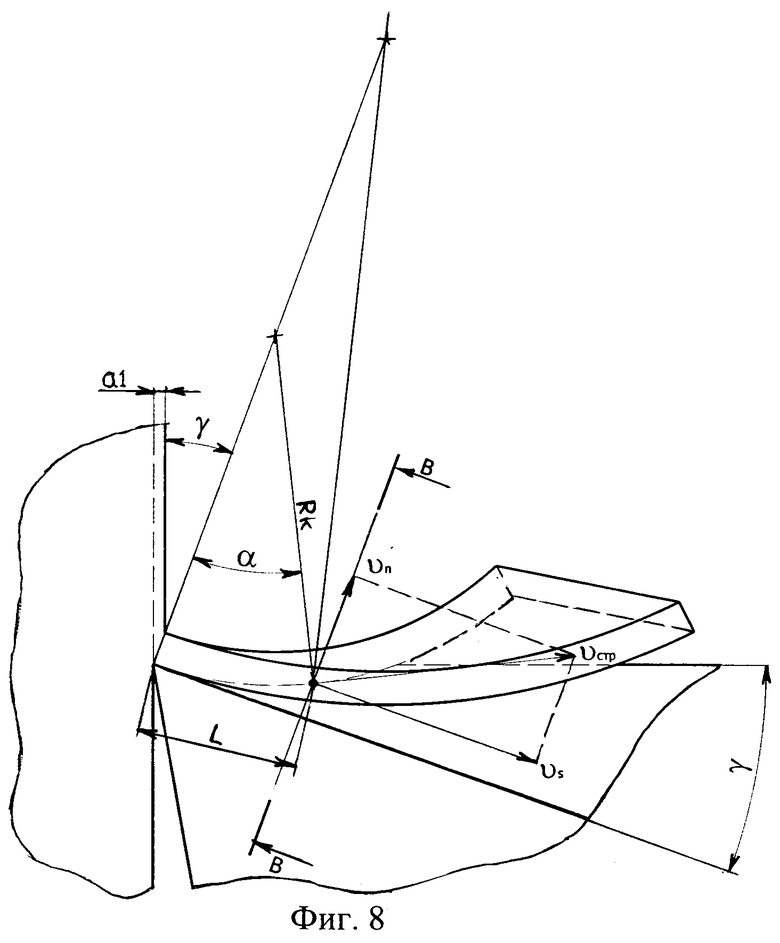
Завивание стружки в плоскости ее поперечного сечения обеспечивается путем создания на режущей пластине специальной конструкции стружкозавивающей поверхности с изменяющейся вдоль режущей кромки кривизной. Стружкозавивающая поверхность создает благоприятные условия для возникновения переменных по ширине среза составляющих скоростей стружки, вызывающих ее вращение в плоскости, перпендикулярной плоскости схода стружки. Закон изменения кривизны стружкозавивающей поверхности определяется из анализа процесса стружкообразования. При резании инструментом, оснащенным сменной пластиной, срезаемый слой металла попадает на примыкающую к режущей кромки стружкозавивающую поверхность переменного профиля. Перемещаясь по стружкозавивающей поверхности, слои стружки деформируются в соответствии с формой этой поверхности. В результате неоднородной по ширине срезаемого слоя деформации продольные слои стружки на выходе из зоны резания принимают различную форму. Слои стружки, формируемые канавкой с малым радиусом кривизны, завиваются более интенсивно. Слои, перемещающиеся по канавке с большим радиусом кривизны, завиваются в меньшей степени. Такой характер неоднородного деформирования стружки приводит к тому, что в момент ее отрыва от передней поверхности вдоль ширины стружки возникают переменные по величине нормальные составляющие скорости стружки Vn, направленные под углом γ к плоскости резания

где Vстр - скорость схода стружки; γ - передний угол пластины; α - угол дуги окружности с радиусом Rк в поперечном сечении стружкозавивающей канавки в момент отрыва стружки от резца α =L/Rк, где L - длина участка контакта стружки с передней поверхностью инструмента.
В результате кроме вращательных движений в плоскости передней поверхности и нормальной к режущей кромке плоскости стружка получает дополнительное вращение вокруг оси, параллельной направлению ее схода с инструмента.
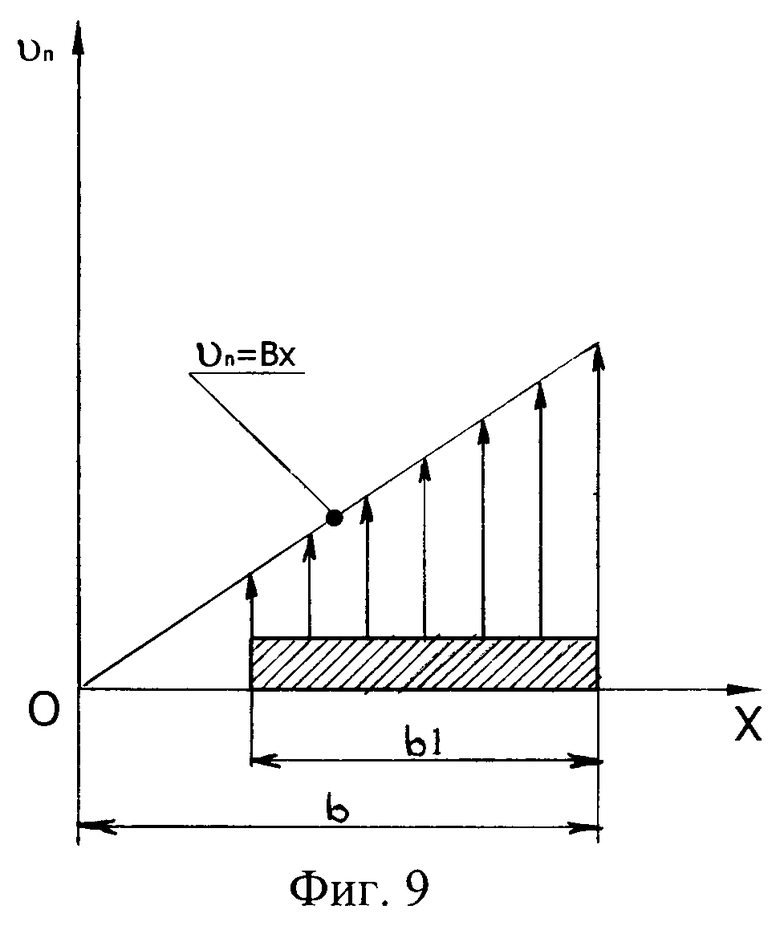
Вращательному движению стружки соответствует прямолинейный закон изменения скоростей перемещения частиц стружки вдоль ее ширины. Поэтому для оптимальных условий завивания стружки в плоскости ее поперечного сечения нормальные составляющие скорости движения стружки Vn в момент ее отрыва от передней поверхности должны изменяться вдоль ширины стружки по линейной зависимости

где Rk.0 - радиус окружности в поперечном сечении стружкозавивающей канавки в районе вершины пластины; b - активная длина режущей кромки пластины; х - координатная ось, совпадающая с главной режущей кромкой сменной пластины и направленная в сторону ее вершины, при х=0, Vn=0, при х=b, Vn=VстрsinЧ (L/Rk.0).
Подставив в выражение (2) уравнение (1) и решив его относительно Rк, получим
 ,
,
где  .
.
Заменив длину контакта стружки с передней поверхностью инструмента L на ширину рабочего участка стружкозавивающей поверхности С, последнее выражение примет вид
 ,
,
где  .
.
Из уравнения (3) следует, что условие прямолинейного изменения скоростей по ширине стружки dVn/dx=const, соответствующее оптимальному завиванию стружки в плоскости поперечного сечения, выполняется путем создания на пластине стружкозавивающей поверхности с переменным радиусом кривизны, изменяющимся вдоль режущей кромки по закону, обратному арксинусу.
Применение сменной пластины с такой геометрией позволяет улучшить отвод стружки из зоны резания для инструментов, работающих в условиях ограниченного стружечного пространства.
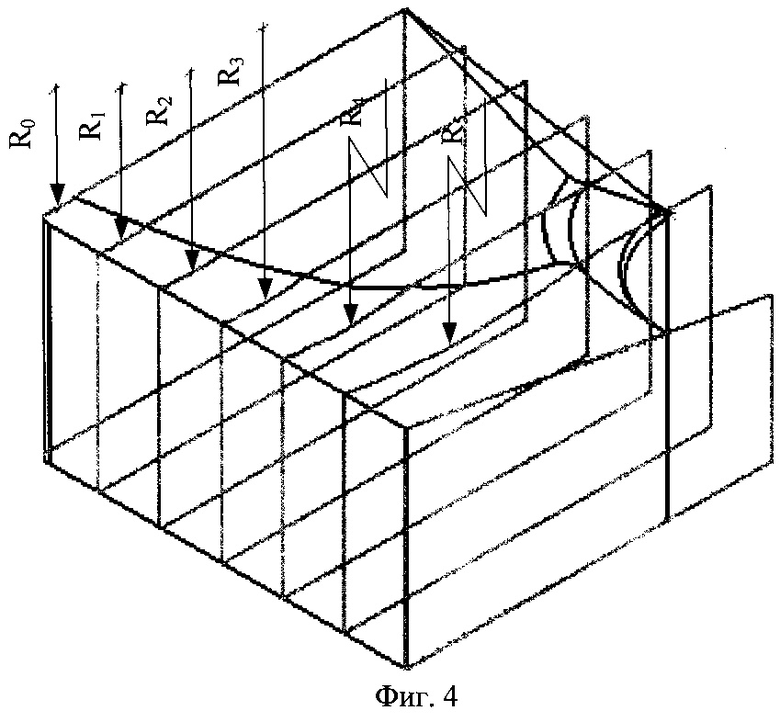
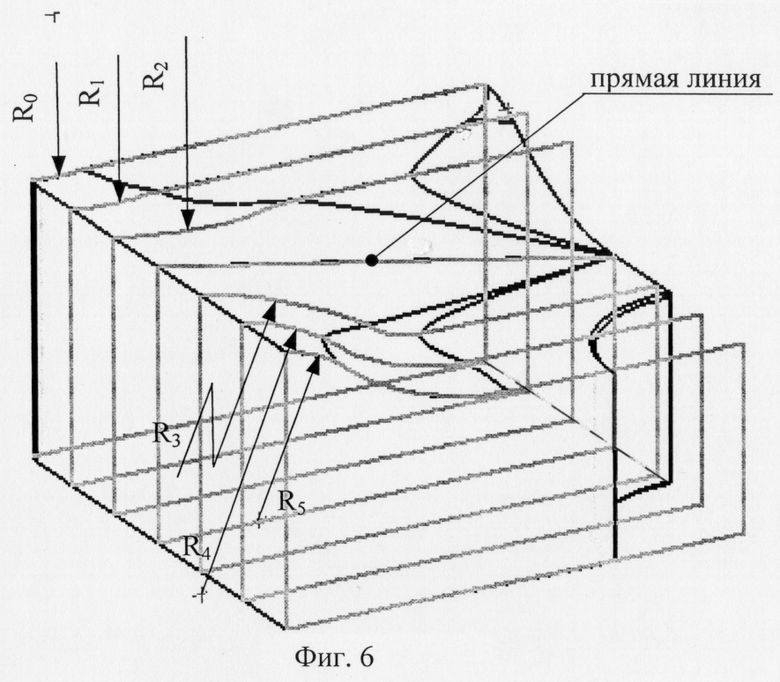
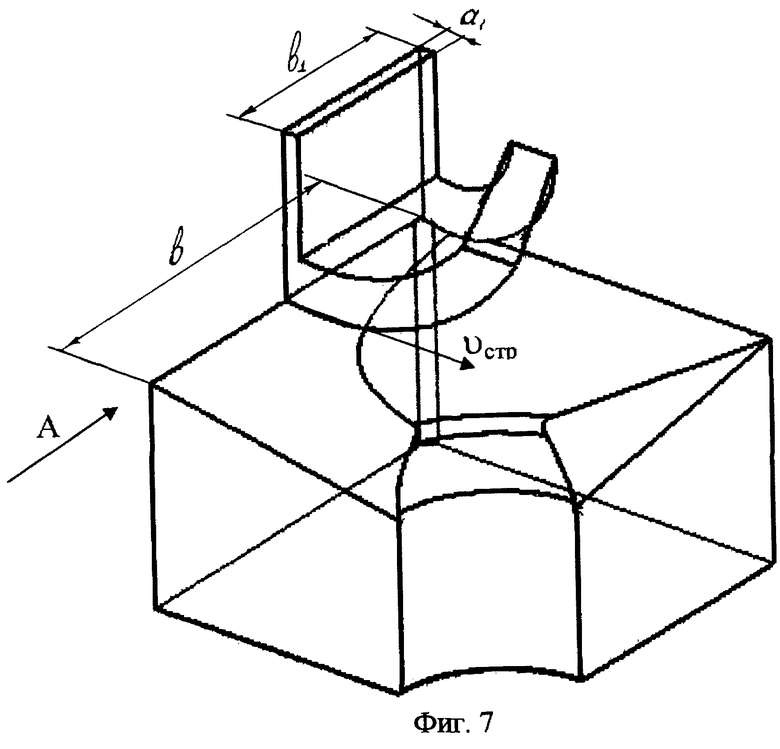
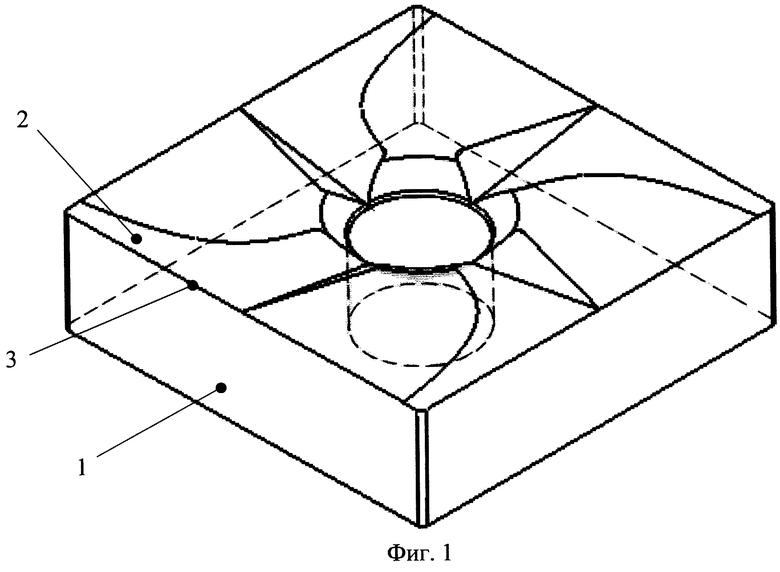
На фиг.1 показана сменная режущая пластина с открытыми стружкозавивающими канавками, аксонометрия; на фиг.2 - режущая пластина с симметрично расположенными закрытыми стружкозавивающими канавками, аксонометрия; на фиг.3 - режущая пластина со стружкозавивающей поверхностью, форма поперечных сечений которой по мере удаления от вершины изменяется с вогнутой на выпуклую, аксонометрия; на фиг.4, 5, 6 - равнорасположенные сечения рабочих поверхностей пластин на фиг.1, 2, 3 в главных секущих плоскостях; на фиг.7 - схема формирования стружки режущей пластиной; на фиг.8 - вид А фиг.7; на фиг.9 - сечение В-В фиг.8, на фиг.10 - схема работы пластины на операции расточки отверстия.
Режущая пластина имеет боковые грани 1, стружкозавивающие поверхности 2, режущие кромки 3. Стружкозавивающая поверхность 2 выполнена таким образом, что ее поперечные сечения имеют формы дуг окружностей, радиусы кривизны которых при удалении от вершины пластины увеличиваются по закону, обратному арксинусу. Поверхности 2 располагаются вдоль режущих кромок 3 и примыкают к ним. Радиусы сечений стружкозавивающеи поверхности в главных секущих плоскостях пластины определяют по формуле
где С - ширина рабочего участка стружкозавивающей поверхности; В - коэффициент интенсивности завивания стружки в плоскости ее поперечного сечения; х - координатная ось, совпадающая с главной режущей кромкой сменной пластины и направленная в сторону ее вершины.
Ширину рабочего участка стружкозавивающей поверхности С выбирают равной или большей длины участка контакта стружки с передней поверхностью инструмента L, значение которой при резании различных металлов выражается эмпирическим уравнением [6]

где а1 - толщина срезаемого слоя заготовки; ξ - усадка стружки.
Усадку стружки рассчитывают по аналитическим зависимостям [7] или определяют экспериментально. В пределах изменения усадки стружки от 2 до 3, что является характерным для сливного стружкообразования, значение L находится в диапазоне L=a1(2…3)1,5, поэтому в большинстве случаев ширину С можно выбрать из условия С≥ 21,5 а1. Величина минимального радиуса кривизны стружкозавивающей канавки Rk.0, расположенной в районе вершины пластины, зависит от подачи инструмента. Ее значение принимают из условия Rk.0≥5a1.
Значение коэффициента В подбирают в зависимости от требуемого направления схода стружки. Диапазон его изменений определяют по формуле  путем варьирования значений b. Например, для режущей пластины с γ =10 град, работающей с толщинами срезаемого слоя a1=0,1…1 мм и шириной b=2…10 мм, значение В выбирают из диапазона В=0,05..0,28. Чем больше В, тем интенсивнее завивается стружка в плоскости поперечного сечения и тем сильнее отклоняется ось спирали стружки от плоскости резания. Задавшись значениями С, Rк.0 и В рассчитывают радиусы поперечных сечений вдоль режущей кромки. Для пластины со стружкозавивающей поверхностью в форме канавки радиусы поперечных сечений изменяются от своего минимального значения у вершины пластины Rк.0 до бесконечно большой величины в конце длины активного участка режущей кромки. В точке х=0 сечением стружкозавивающей поверхности является прямая линия. Для пластин с переменной формой профиля стружкозавивающей поверхности точка перехода вогнутого профиля поверхности на выпуклый должна располагаться на рабочем участке режущей кромки. Для токарных пластин эта точка находится на расстоянии 1/5…1/3 длины режущей кромки 3 от вершины пластины, для сверл со сменной пластиной - в середине режущей кромки.
путем варьирования значений b. Например, для режущей пластины с γ =10 град, работающей с толщинами срезаемого слоя a1=0,1…1 мм и шириной b=2…10 мм, значение В выбирают из диапазона В=0,05..0,28. Чем больше В, тем интенсивнее завивается стружка в плоскости поперечного сечения и тем сильнее отклоняется ось спирали стружки от плоскости резания. Задавшись значениями С, Rк.0 и В рассчитывают радиусы поперечных сечений вдоль режущей кромки. Для пластины со стружкозавивающей поверхностью в форме канавки радиусы поперечных сечений изменяются от своего минимального значения у вершины пластины Rк.0 до бесконечно большой величины в конце длины активного участка режущей кромки. В точке х=0 сечением стружкозавивающей поверхности является прямая линия. Для пластин с переменной формой профиля стружкозавивающей поверхности точка перехода вогнутого профиля поверхности на выпуклый должна располагаться на рабочем участке режущей кромки. Для токарных пластин эта точка находится на расстоянии 1/5…1/3 длины режущей кромки 3 от вершины пластины, для сверл со сменной пластиной - в середине режущей кромки.
Значения радиусов кривизны стружкозавивающей поверхности вдоль главной режущей кромки для сменных пластин с γ 0=10 град, работающих с толщинами среза от 0,1 до 0,5 мм и шириной b=2…10 мм, показаны в таблице
Режущая пластина работает следующим образом (фиг. 7). Срезаемый слой металла попадает на примыкающую к режущей кромки стружкозавивающую поверхность, поперечные сечения которой имеют формы дуг окружностей с переменными радиусами, изменяющимися вдоль режущей кромки по закону, обратному арксинусу
 .
.
Перемещаясь по стружкозавивающей поверхности, слои стружки деформируются в соответствии с формой этой поверхности. В результате различных условии контакта стружки с инструментом возникает неоднородное по ширине срезаемого слоя напряженно-деформированное состояние зоны резания, вследствие чего на выходе из нее продольные слои стружки принимают различную форму (фиг.8). Слои стружки, формируемые у вершины пластины канавкой с малым радиусом кривизны, завиваются более интенсивно. Слои стружки, перемещающиеся по канавке с большим радиусом кривизны, завиваются в меньшей степени. Причем радиусы кривизны сечений стружкозавивающей поверхности оказывают прямо пропорциональное влияние на соответствующие им радиусы кривизны формируемых участков стружки. Такой характер неоднородного деформирования стружки приводит к тому, что в момент ее отрыва от передней поверхности возникают нормальные составляющие скорости Vn, изменяющиеся вдоль ширины по прямолинейному закону (фиг.9)
 .
.
В результате кроме вращательных движений в плоскости передней поверхности и главной секущей плоскости стружка получает дополнительное вращение вокруг оси, параллельной направлению ее начального схода.
Условие прямолинейного изменения нормальных скоростей по ширине стружки dVn/dx=const, соответствующее оптимальному завиванию стружки в плоскости поперечного сечения, выполняется путем создания на пластине стружкозавивающей поверхности с переменным радиусом кривизны, изменяющимся вдоль режущей кромки по закону, обратному арксинусу.
Интенсивность завивания стружки в плоскости ее поперечного сечения зависит от степени изменения кривизны стружкозавивающей поверхности вдоль главной режущей кромки инструмента, характеризующейся коэффициентом В в формуле (3). Чем сильнее изменяется ее кривизна, тем выше градиент нормальных к основной плоскости инструмента составляющих скоростей движения частиц стружки и, следовательно, тем интенсивнее завивается стружка в плоскости поперечного сечения. В свою очередь, степень завивания стружки в этой плоскости непосредственно влияет на форму и угол отклонения стружки относительно плоскости резания.
Режущая пластина изготовляется путем прессования или электроискровым путем.
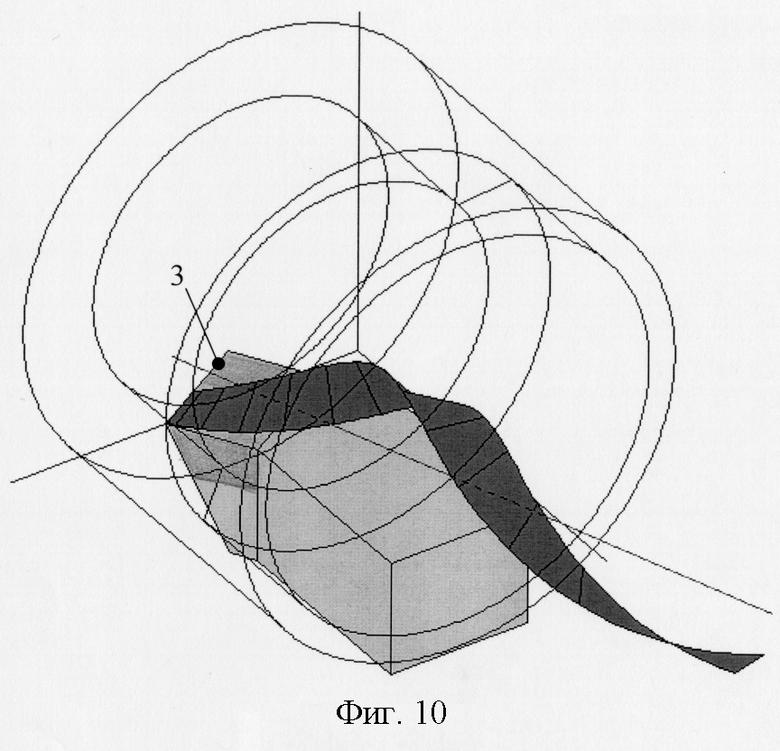
Применение пластины позволяет улучшить отвод стружки из зоны резания для инструментов, работающих в условиях ограниченного стружечного пространства. На фиг.10 показан пример использования сменной режущей пластины на операции растачивания отверстий. При работе резцом, оснащенным предложенной сменной режущей пластиной, стружка свободно выходит из зоны резания, двигаясь в направлении оси отверстия. Известные конструкции режущих пластин в аналогичных условиях резания формируют стружку в виде спирали, направленной в сторону обработанной поверхности детали, что затрудняет ее удаление от резца. Улучшенный отвод стружки повышает стабильность и качество механической обработки за счет устранения брака и поломок инструмента, связанных с повреждением обработанной поверхности изделия и пакетированием стружки.
Источники информации
1. Способы завивания и дробления сливной стружки и области их применения. Руководящие материалы /Всесоюзный научно-исследовательский инструментальный институт (ВНИИ), М., НИИМАШ, 1970.
2. Патент США №3942229, кл. B 26 D 1/00, 1976.
3. А.с. СССР №1124502, Резец /Г.Л. Куфарев, И.Г. Куфарев, кл. В 23 В 27/00, опубл. 23.03.86.
4. Котани Судами. Режущая пластина со стружкоформирующей поверхностью MF //Кикай то когу, 1989, 73, №9, с.66-69.
5. А.с. СССР №697259, В 23 В 27/22. Резец. П.Б. Гринберг, А.И. Созинов, В.М. Лобанов, опубл. 15.11.79, Бюл. №42.
6. Полетика М.Ф. Контактные нагрузки на режущих поверхностях инструмента. - М.: Машиностроение, 1969, 150 с.
7. Силин С.С. Метод подобия при резании материалов. - М.: Машиностроение, 1979, 152 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201317C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2518875C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524512C2 |
| Токарный резец | 1983 |
|
SU1168339A1 |
| МНОГОГРАННАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2594301C2 |
| РЕЖУЩАЯ ПЛАСТИНА КОЛЕСОТОКАРНАЯ ЧАШЕЧНОЙ ФОРМЫ СО СТРУЖКОЛОМАЮЩИМ РЕЛЬЕФОМ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2528301C1 |


Изобретение относится к области обработки резанием пластичных металлов и сплавов, режущему инструменту со стружкозавивающими элементами, предназначенными для управления формой и направлением движения стружки. Режущая пластина имеет расположенную вдоль главной режущей кромки и примыкающую к ней стружкозавивающую поверхность, поперечные сечения которой имеют форму дуг окружностей с изменяющейся вдоль режущей кромки кривизной. Для улучшения отвода стружки из зоны резания за счет дополнительного завивания в плоскости поперечного сечения стружки радиусы сечений стружкозавивающей поверхности в главных секущих плоскостях пластины изменяются по закону, обратному арксинусу. 4 з.п. ф-лы, 10 ил. 1 табл.
| Резец | 1978 |
|
SU697259A1 |
| Режущая многогранная пластина | 1981 |
|
SU1046026A1 |
| Резец | 1982 |
|
SU1124502A1 |
| US 3942229 A, 09.03.1976. | |||

