Изобретение относится к термической обработке сварных соединений, например сварных стыков рельсов, и может быть использовано на железнодорожном транспорте.
Известен способ термической обработки сварных изделий, например рельсов, в составе путевых рельсосварочных машин, при котором производят нагрев шейки и подошвы сварного стыка рельсов до температуры 850-900°C без нагрева головки [Патент РФ №2037534, МПК: C21D 9/04, опубл. 20.06.95, БИ №17 «Способ термической обработки рельсов» автора Меньшикова А.Г.].
Недостатком данного способа является низкая твердость и коррозионная стойкость головки рельса в зоне термического влияния, что приводит к износу поверхности головки сварного стыка рельсов в эксплуатации.
Известен способ термической обработки сварных стыков рельсов в составе путевых рельсосварочных машин в пути, заключающийся в том, что сечение рельса в зоне сварного шва нагревают до температуры 850-900°C и принудительно охлаждают головку с одновременным охлаждением шейки и подошвы естественным путем на воздухе. При термообработке сварных стыков рельсов в составе путевых рельсосварочных машин в пути для упрочнения металла головки сварного стыка рельсов применяют поток воздуха с давлением 0,5-0,8 МПа и расходом 0,08-0,15 м3/с. Воздух подается в течение не менее 180 с со скоростями 60-200 м/с на поверхность рельса через ряд отверстий диаметром 2 мм каждое и с суммарной площадью 0,0008-0,0011 м2, расположенных в плоской панели нижней части закалочного устройства с воздухосборником объемом 0,002-0,003 м3, установленного на расстоянии не более 10 мм между поверхностью головки рельса и плоскостью нижней панели с отверстиями [Патент РФ №2371535, МПК: E01B 31/18, C21D 9/04, C21D 9/50, опубл. 27.10.09, БИ №30, «Способ термической обработки сварных стыков рельсов», авторы Николин А.И., Гудков А.В., Берзин М.М.].
Недостатком этого способа является низкая твердость и коррозионная стойкость рельса.
Данное техническое решение выбрано в качестве прототипа.
Техническим результатом является повышение твердости и коррозионной стойкости сварных стыков рельсов за счет его упрочнения.
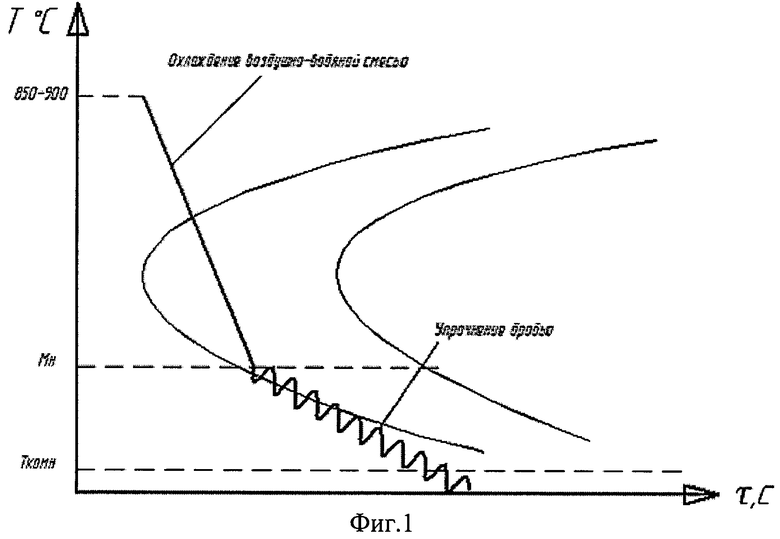
Технический результат достигается тем, что в способе термической обработки сварных стыков рельсов, включающем нагрев сечения рельса в зоне сварного шва до 850-900°C, принудительное охлаждение зоны сварного стыка головки рельса потоком воздуха с одновременным охлаждением шейки и подошвы рельса естественным путем на воздухе, согласно изобретению, охлаждение зоны сварного стыка осуществляют до температуры Мн, а затем осуществляют обработку сварного стыка дробью диаметром 0,8-1,5 мм в диапазоне температур Мн-Ткомн, где Мн - температура начала мартенситного превращения, °С; Ткомн - комнатная температура, °C.
Происходит быстрое охлаждение металла, образуется много центров кристаллизации, появляются мелкие зерна, которые обеспечивают образование специфичной дислокационной структуры, повышающей коррозионную стойкость, а твердость повышается за счет упрочнения дробью.
На фиг.1 представлен процесс охлаждения и упрочнения сварного стыка рельсов.
Способ термической обработки сварных стыков осуществляется следующим образом.
Для апробации способа были сварены контактным стыковым способом пульсирующим оплавлением объемно-закаленные рельсы типа Р65 из углеродистой стали марки Э76Ф. Сварку выполняли на контактной машине типа К-922 в составе путевой рельсосварочной машины ПРСМ-4. Параметры сварки: время 125 с, путь оплавления 18 мм, величина осадки 12 мм, усилие осадки 80 т.
Термомеханическую обработку сварных стыков объемно-закаленных рельсов выполняют, например, на индукционной установке типа УИН-001-100/РТ-П в составе путевой рельсосварочной машины ПРСМ-4. Номинальная мощность установки 75 кВт, частота тока 8-16 кГц. Рельс типа Р65 в месте сварки нагревают, например, до температуры 850°C, с помощью двух одинаковых электрически соединенных индукторов, которые образуют резонансный контур с блоком согласования, и установлены на кронштейнах в виде двух симметричных створок. Время нагрева составляет 240 с. Охлаждение металла головки сварного стыка производят в потоке воздуха, подаваемого с помощью закалочного устройства, которое смонтировано на индукционной установке. Время охлаждения составляло не менее 180 с. Давление воздуха 0,5-0,8 МПа. Расход воздуха 0,08-0,15 м3/с. Подошву и шейки сварных стыков рельсов охлаждают естественным путем на воздухе. После охлаждения сварного стыка до температуры Мн°C подвергают шов обработке дробью в диапазоне температур (Мн-Ткомн)°C. В качестве рабочего тела применяют стальные шарики диаметром 0,8 мм, давление воздуха 0,5 МПа.
Сварные стыки рельсов подвергали испытаниям на статический поперечный изгиб с приложением нагрузки к головке и подошве в месте расположения сварного шва. Расстояние между опорами составило 1 м. Так же проводили измерения твердости поверхности металла головки сварного стыка.
Упрочнение дробью обеспечивает образование специфичной дислокационной структуры, повышающей твердость и коррозионною стойкость.
Параметры твердости и коррозионной стойкости, упрочненных и неупрочненных дробью образцов рельсов типа Р65:

Сварные рельсы после термической обработки по предлагаемому методу и указанным выше параметрам при изгибе с растяжением, как в подошве, так и в головке имели высокие показатели прочности и пластичности (стрелы прогибов 35-45 мм, разрушающие нагрузки 1800-2000 кН), т.е. полностью удовлетворяли установленным требованиям к сварным рельсам.
Измерение твердости поверхности катания в области сварки таких рельсов после термообработки по предлагаемому методу показало, что твердость металла головки по ширине зоны термического влияния термообработки в месте закалки составляет 350-360 ед. НВ, что полностью удовлетворяет установленным требованиям к сварным рельсам.
Предлагаемый способ обеспечивает повышение их твердости на 5% и коррозионной стойкости на 13%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2008 |
|
RU2371535C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2743440C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ РЕЛЬСОВ | 2006 |
|
RU2309185C1 |
| Способ контактной стыковой сварки рельсов | 2016 |
|
RU2641586C1 |
| Способ термической обработки сварных рельсов | 1989 |
|
SU1735392A1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2010 |
|
RU2425741C1 |
| Способ термической обработки сварных соединений рельсов и устройство для осуществления способа | 2018 |
|
RU2705820C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ ДАВЛЕНИЕМ С ПОДОГРЕВОМ | 2010 |
|
RU2425738C1 |
| Способ контактной стыковой сварки рельсов | 1988 |
|
SU1563920A1 |
Изобретение относится к области термомеханической обработки сварных соединений, например сварных стыков рельсов, и может быть использовано на железнодорожном транспорте. Техническим результатом является повышение твердости и коррозионной стойкости сварных стыков рельсов за счет его упрочнения. Технический результат достигается тем, что осуществляют нагрев всего сечения рельса в зоне сварного шва до 850-900°С, затем принудительно охлаждают потоком воздуха головку рельса в зоне сварного стыка, а шейку и подошву рельса - естественным путем на воздухе, при этом головку рельса в зоне сварного стыка охлаждают до температуры начала мартенситного превращения Мн°С, а в диапазоне температур Мн-Ткомн°С производят упрочнение дробью диаметром 0,8-1,5 мм. 1 табл., 1 ил.
Способ термомеханической обработки сварных стыков рельсов, включающий нагрев сечения рельса в зоне сварного шва до 850-900°C, принудительное охлаждение зоны сварного стыка головки рельса потоком воздуха с одновременным охлаждением шейки и подошвы естественным путем на воздухе, отличающийся тем, что охлаждение зоны сварного стыка осуществляют до температуры Мн°C, а затем производят обработку сварного стыка дробью диаметром 0,8-1,5 мм в диапазоне температур Мн-Ткомн°C,
где Мн° - температура начала мартенситного превращения, °C;
Ткомн° - комнатная температура,°C.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2008 |
|
RU2371535C1 |
| СПОСОБ И УСТРОЙСТВО ТЕРМООБРАБОТКИ РЕЛЬСОВОГО СТЫКА | 2008 |
|
RU2411295C2 |
| НЕФТЯНАЯ ТОПКА | 1925 |
|
SU3888A1 |
| JP 2004043862 A ,12.02.2004; | |||
| JP 0061067719 A ,07.04.1986 | |||

