Область техники
Изобретение относится к машиностроению, в частности к способам повышения механических свойств приповерхностных слоев деталей машин из сплавов на основе железа с получением субмикро- или наноструктурированного состояния диффузионных слоев.
Уровень техники
Для ускорения процессов диффузии в приповерхностном слое и создания достаточно эффективного диффузионного приповерхностного слоя известны способы предварительной обработки материала сплава на основе железа. В частности, существует класс способов химико-термической обработки (ХТО), основанных на известной закономерности (взаимосвязи скорости диффузионных процессов в насыщаемых слоях с характером их структуры и деформации) изложенной в ряде источников (см. Гегузин Я.Е. Диффузионная зона. М.: «Наука», 1979, 344 с.). Так, например, в указанном источнике приводятся цифры по увеличению на несколько порядков коэффициента диффузии в зависимости от состояния сеток дислокаций и сеток межзеренных границ сплава на основе железа (сталь). Поэтому для ускорения и увеличения диффузии во многих способах ХТО в качестве предварительной подготовки используют пластическую деформацию, приводящую к повышению плотности дислокаций и измельчению зерен и увеличению общей площади межзеренных границ в структуре сплава.
Так, техническое решение, содержащееся в патенте РФ №2291227 (МПК C23F 17/00, C23C 8/26, C21D 1/72, опубл. 10.01.2007), предполагает проведение перед процессом насыщающего азотирования (в качестве ХТО) предварительной обработки, состоящей из следующих операций: нормализации, отпуска, закалки, отпуска, механической обработки, стабилизирующего отпуска, а затем уже азотирование при температуре 530°C в течение 1,5…30 ч и деазотирование в течение 0,4…1,5 ч.
Данный способ позволяет повысить износостойкость и снизить хрупкость приповерхностных слоев стали, однако значения механических свойства поверхности имеют достаточно большой разброс (по данным описания к патенту он составляет не менее 15%), а процесс наноструктурирования в диффузионной зоне вообще не происходит.
Однако получение субмикро- или наноструктурированного состояния приповерхностных слоев не только повышает механические свойства, но и, как уже отмечалось выше, в связи с ростом плотности дислокаций и увеличения общей площади межзеренных границ существенно ускоряет и облегчает диффузию, то есть повышает эффективность ХТО. Для получения субмикро- и наноструктурированного состояния приповерхностных слоев используются различные виды предварительной обработки.
Одним из наиболее эффективных способов является ультразвуковая обработка (УЗО), как, например, это описано в патенте JP 4112952(В2), опубл. 02.07.2008 (также опубл. в ИСМ 2009, №7, Вып. 47, с.22-23). В данном техническом решении в приповерхностных слоях металлических материалов формируется наноструктурное состояние, но в дальнейшем ХТО не проводится.
УЗО как прием для получения наноструктурированного состояния перед ХТО используется в техническом решении, которым является способ поверхностного упрочнения стальных изделий (статья: Перевалов О.Б., Панин А.В., Синякова Е.А. Особенности поверхностного упрочнения 12Cr ферритно-мартенситной стали при совмещении ионно-плазменного азотирования и ультразвуковой обработки. Журнал «Физика и химия обработки материалов». 2012, №3, с.43-50), включающий закалку (термообработку), УЗО (механическую обработку) и ионно-плазменное азотирование (частный случай ХТО). В результате экспериментов наблюдалось, что в поверхностном слое стали, подвергнутом закалке и УЗО (совместная термомеханическая обработка) до азотирования, формируется нанокристаллическая структура. Однако когда после закалки и УЗО проводилось азотирование, наноструктурирование поверхностных слоев стали исчезало. Как отмечают авторы, температура азотирования видимо оказывает существенное влияние на микроструктуру и, соответственно, на механические свойства не только поверхностного слоя, но и всего объема материала, - это обусловлено процессами перекристаллизации, приводящими к росту зерна при длительном термическом воздействии.
Тем не менее, существуют такие виды термомеханической обработки, последействие которых на структуру приповерхностных слоев является более устойчивым к ХТО по сравнению с обработкой УЗО. Известен способ получения металлических листов со стабильной субмикро- и наноразмерной структурой, включающий мерную резку заготовок из листов, обработку их поверхности, сборку нарезанных листов в пакет, вакуумирование и нагрев пакета, пластическое деформирование совместной горячей прокаткой (горячей обработкой давлением) пакета по высоте, где в качестве заготовок используют попеременно чередующиеся листы сплавов на основе одного металла, имеющие разное строение кристаллических решеток в интервале температур горячей прокатки, горячую прокатку осуществляют при температуре, находящейся между значениями температур полиморфных превращений обоих сплавов, в результате получают многослойные металлические листы со слоистой субмикро- и наноразмерной структурой, обладающие стабильностью межслойных границ (патент РФ №2380234, опубл. 27.01.2010).
Данный способ позволяет получать стабильную структуру в силу того, что границами зерен в получаемых материалах являются ламинарные границы листов заготовок, соединяемые совместной прокаткой, причем отдельные листы имеют разное строение кристаллических решеток, которое сохраняется и после термомеханической обработки. Однако для использования подобных приемов для дополнительного повышения механических свойств приповерхностных слоев материалов необходимы дополнительные операции, которые используются в предлагаемом новом техническом решении.
Раскрытие изобретения
Задача предлагаемого изобретения - существенное повышение механических свойств приповерхностных слоев материала, формирующихся в результате ХТО (азотирования или цементации), и соответствующего увеличения долговечности деталей из материала с таким составом приповерхностного слоя.
Технический эффект достигается тем, что в предлагаемом способе повышения механических свойств приповерхностных слоев деталей машин с помощью термомеханической и химико-термической обработки с получением субмикро- и наноструктурированного состояния диффузионного слоя в качестве предварительной (до ХТО) термомеханической обработки и получения заготовки детали используют приемы получения многослойных металлических листов со стабильной субмикро- и наноразмерной структурой, включающие мерную резку заготовок листов, обработку их поверхности, сборку нарезанных листов в пакет, вакуумирование и нагрев пакета, пластическое деформирование горячей прокаткой пакета по высоте, где в качестве заготовок используют попеременно чередующиеся листы сплавов на основе одного металла, имеющие разное строение кристаллических решеток в интервале температур горячей прокатки, горячую прокатку осуществляют при температуре, находящейся между значениями температур полиморфных превращений обоих сплавов, далее из этих многослойных листов вырезают заготовки деталей с такой ориентацией их рабочих поверхностей относительно направления диффузионного потока при последующей окончательной ХТО, чтобы направление этого диффузионного потока в приповерхностном слое совпадало с направлением ламинарных межслойных границ многослойного материала детали.
Основное отличие предлагаемого способа обработки состоит в том, что формирование диффузионного слоя на поверхности детали в процессе ХТО происходит в связи с наличием предварительного сформированной ориентированной многослойной ламинарной структуры и в зависимости от толщины ее субмикронных либо микронных слоев.
Перечень чертежей
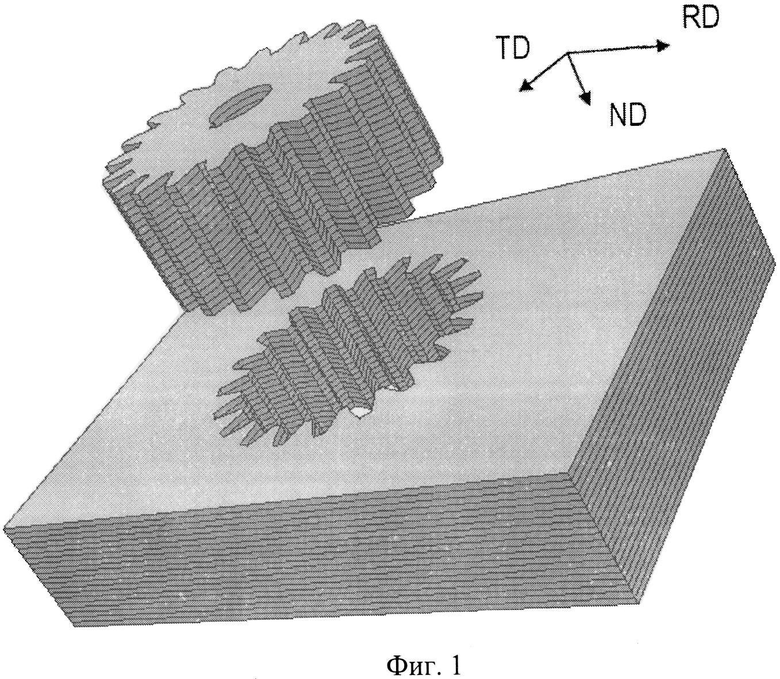
Фиг.1 - схема вырезки зубчатого колеса из многослойной листовой заготовки.
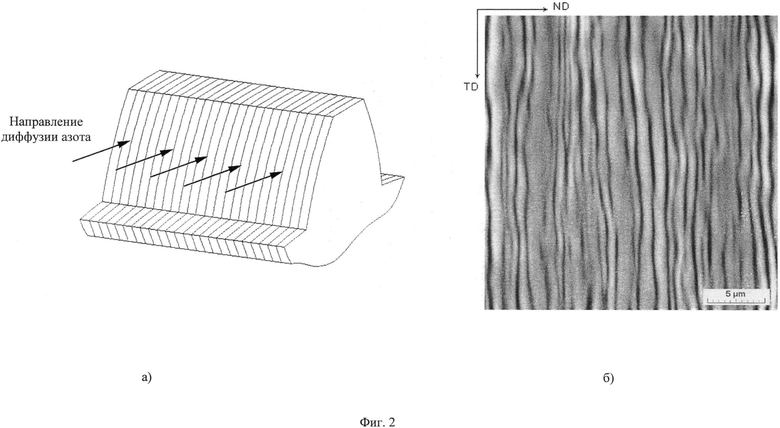
Фиг.2 - схематичное изображение ориентированной структуры венца зубчатого колеса (а) и электронное изображение реальной структуры ламинарных слоев многослойного металлического материала состава 08X18H10+08X18 (б).
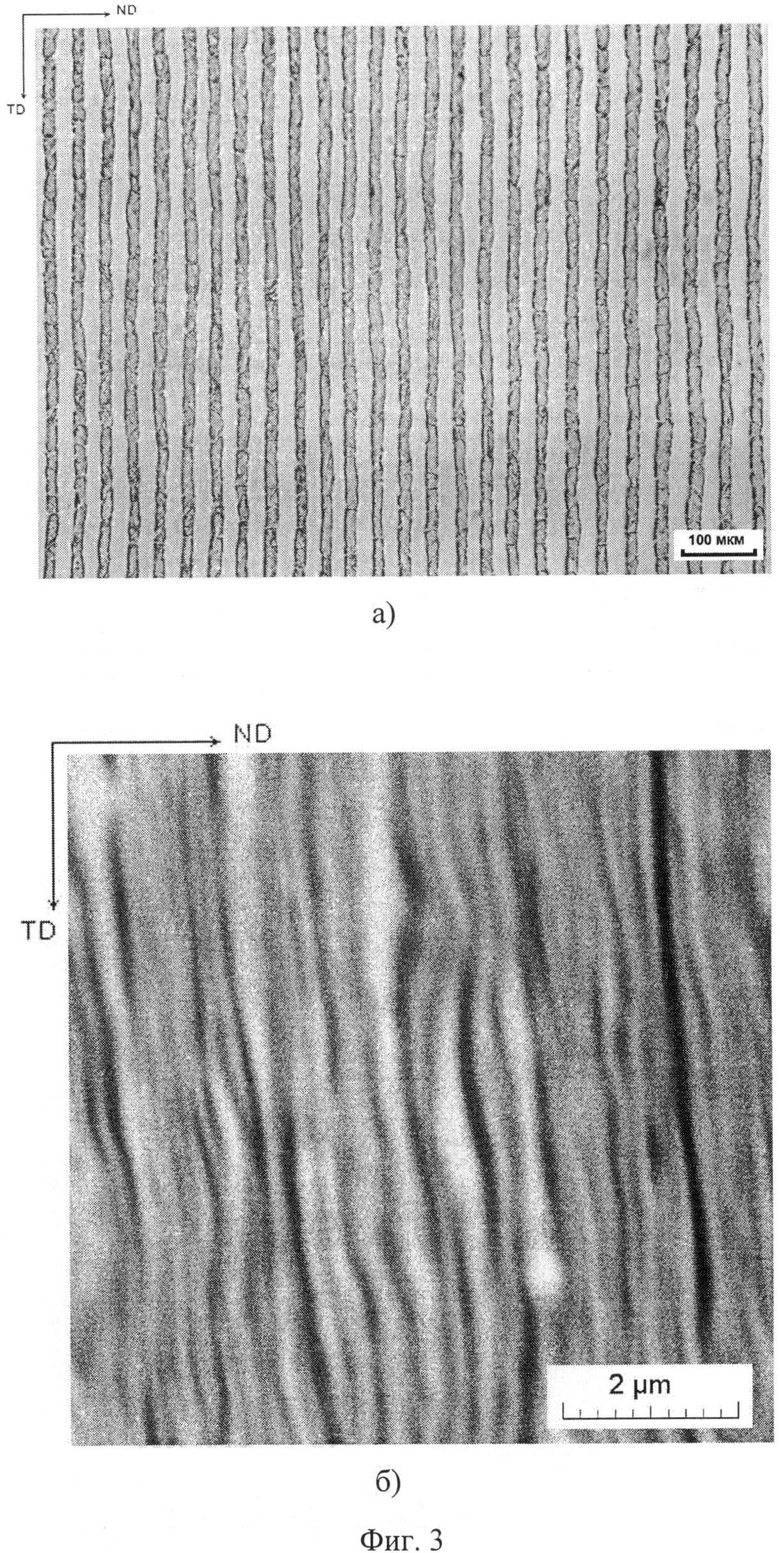
Фиг.3 - микроструктура реальных многослойных материалов, имеющих ламинарное строение слоев (композиция 08Х18Н10+40Х13): а) оптическое изображение микроструктуры; б) электронное изображение микроструктуры.
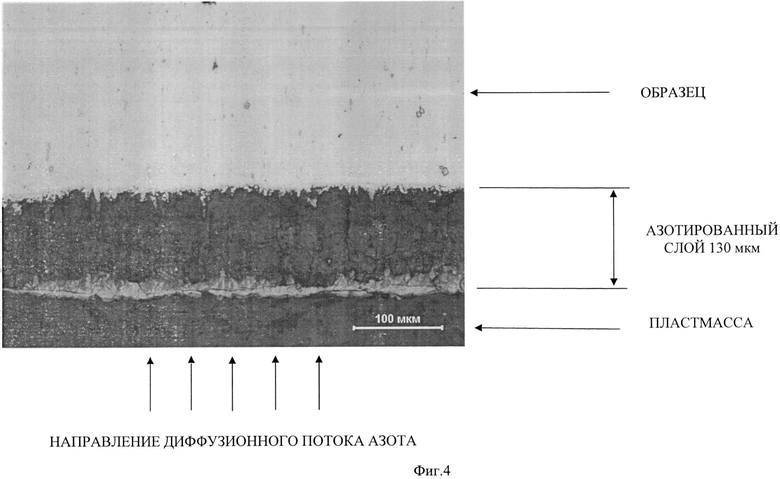
Фиг.4 - микроструктура азотированного при ХТО приповерхностного слоя стали 08Х18Н10 - контрольный образец (немногослойный), толщина азотированного приповерхностного слоя 130 мкм.
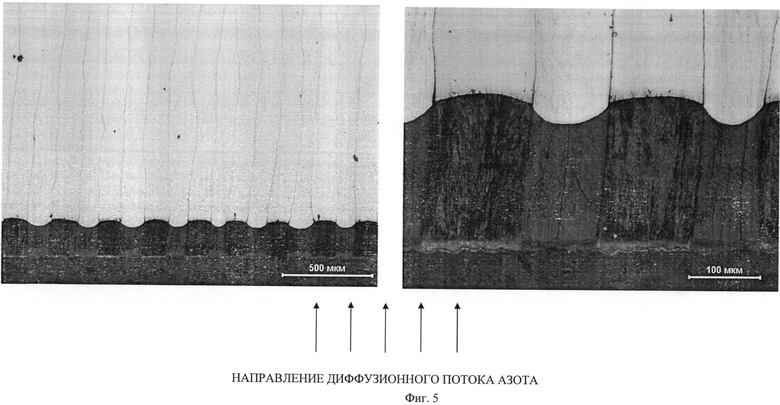
Фиг.5 - микроструктура азотированного при ХТО приповерхностного слоя многослойного образца композиции 08Х18Н10+08Х18, толщина ламинарного слоя многослойного материала 100 мкм, толщина азотированного приповерхностного слоя 150 мкм.
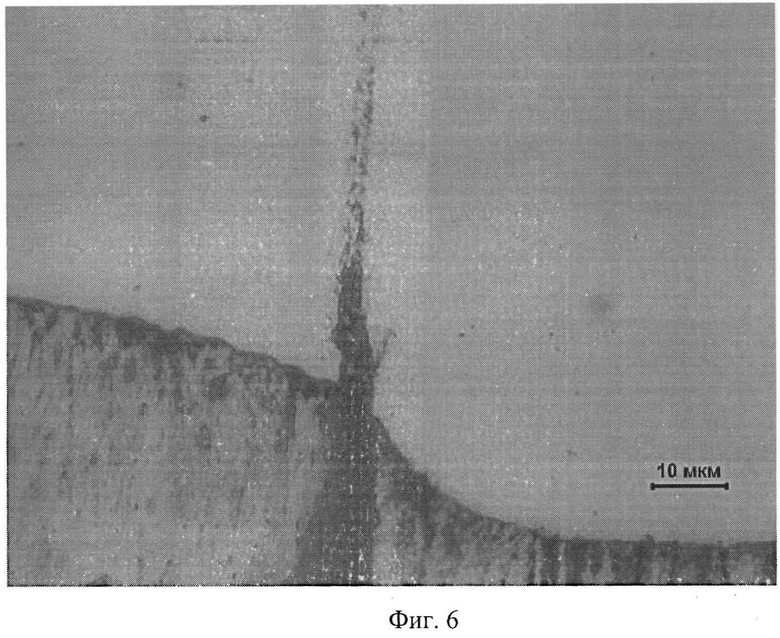
Фиг.6 - микроструктура азотированного при ХТО приповерхностного слоя многослойного образца композиции 08X18H10+08X18, преимущественное проникновение азота при ХТО по границам между ламинарными слоями многослойного материала.
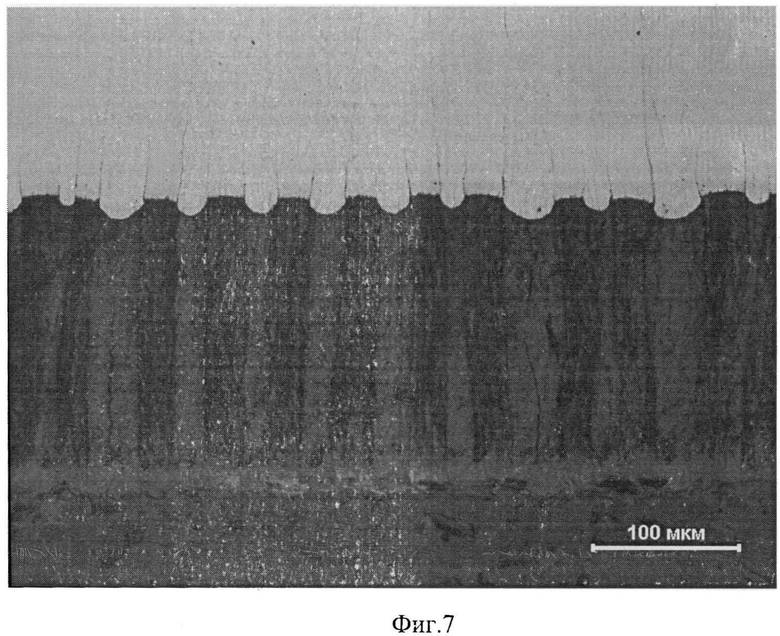
Фиг.7 - микроструктура азотированного при ХТО приповерхностного слоя многослойного образца композиции 08X18H10+08X18, толщина ламинарного слоя многослойного материала 20 мкм, толщина азотированного приповерхностного слоя 200 мкм.
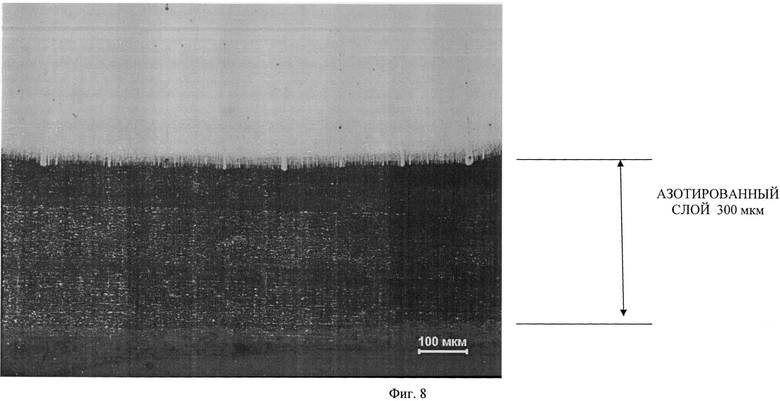
Фиг.8 - микроструктура азотированного при ХТО приповерхностного слоя многослойного образца композиции 08Х18Н10+08Х18, толщина ламинарного слоя многослойного материала 2 мкм, толщина азотированного приповерхностного слоя 300 мкм.
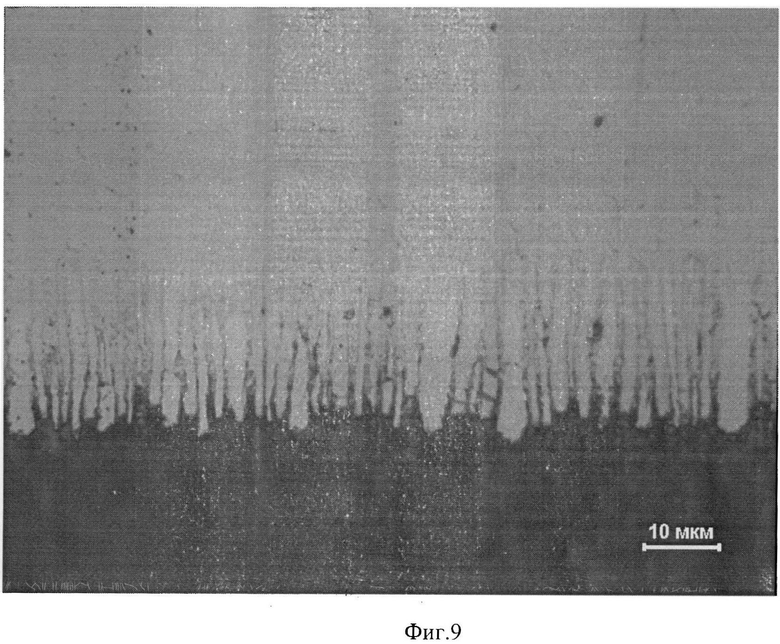
Фиг.9 - микроструктура азотированного при ХТО слоя многослойного образца композиции 08Х18Н10+08Х18, толщина ламинарного слоя многослойного материала 2 мкм, толщина азотированного приповерхностного слоя 300 мкм. Иллюстрация преимущественного проникновения азота по границам между ламинарными слоями.
Осуществление изобретения
Способ повышения механических свойств и увеличения толщины диффузионного приповерхностного слоя при проведении ХТО азотированием обеспечивается за счет использования многослойных металлических заготовок с регулярной ламинарной микроструктурой слоев для деталей, подвергаемых поверхностному насыщению ХТО (фиг.1). Использование такого строения структуры можно иллюстрировать на примере венца зубчатого колеса подвергаемого ХТО (фиг.2). При таком расположении больших угловых границ наблюдается преимущественное ускоренное проникновение легирующих элементов при ХТО по межслойным границам ламинарных слоев многослойного материала. Отметим, что в зависимости от толщины исходных листов заготовки и интенсивности их совместной термомеханической обработки (совместной горячей прокатки) достигается та или иная толщина ламинарных слоев, включая субмикронное состояние (фиг.3).
Пример
Газовое азотирование (вид ХТО) было проведено на многослойных образцах, полученных из сталей 08X18H10+08X18, имеющих различное строение, в первую очередь по толщине ламинарных слоев многослойного материала.
Все образцы, включая контрольный (немногослойный) образец стали 08X18H10, имеющий обычное поликристаллическое строение, были азотированы в ХТО вместе, в одной садке (за 1 раз в одинаковых условиях). Режим азотирования: 500°C, степень диссоциации 20…40% (параметр азотирования при газовой ХТО), время выдержки 45 ч.
Микроструктура и микротвердость азотированного приповерхностного слоя контролировалась на залитых в пластмассу образцах после полировки и химического травления. При этом диффузионный приповерхностный слой выявлялся, как более темноокрашенная полоса на границе образца.
Изучение микроструктуры контрольного (немногослойного) образца показало (фиг.4), что толщина азотированного приповерхностного слоя соответствует известным справочным и литературным данным и составляет около 130 мкм.
Изучение микроструктуры многослойных образцов показало, что глубина приповерхностного проникновения азота при ХТО зависит от толщины ламинарных слоев многослойной структуры материала. Установлено, что в многослойных образцах, имеющих среднюю толщину ламинарного слоя 100 мкм, глубина проникновения азота составляет около 150 мкм (фиг.5). Достаточно четко проявляется диффузионный профиль азота, проникающего как по границам ламинарных слоев, так и непосредственно по основному материалу ламинарного слоя. При этом профиль имеет разную кривизну в различных слоях: в стали 08X18H10 - вогнутый мениск, а в стали 08X18 - мениск выпуклый, что является следствием отличающихся коэффициентов диффузии азота в разных сплавах. Аналогичные диффузионные профили азота были также обнаружены при исследовании других композиций, например в композициях, состоящих из сталей 08X18H10 и У8, а также из сталей 08X18H10 и 08кп. Необходимо заметить, что диффузия по границам ламинарных слоев идет со значительным опережением (фиг.6) по сравнению с проникновением в основном материале ламинарного слоя.
Изучение микроструктуры на многослойных образцах, имеющих среднюю толщину ламинарного слоя 20 мкм, показало, что глубина проникновения азота увеличивается и составляет около 200 мкм (фиг.7). Азотирование образцов со средней толщиной ламинарного слоя 0,8 мкм приводит к еще большему увеличению азотированного приповерхностного слоя до толщины, превышающей 300 мкм (фиг.8), причем преимущественная диффузия по границам ламинарных слоев сохраняется (фиг.9).
Измерение микротвердости азотированных приповерхностных слоев исследованных образцов показало, что по сравнению со справочными и экспериментальными данными, значения увеличиваются более чем в 3 раза. При этом, если микротвердость азотированного приповерхностного слоя материала с толщиной 100 мкм ламинарных слоев имеет значения около 1300 HV, то при средней толщине 0,8 мкм ламинарных слоев многослойного материала она составляет от 3000 до 5000 HV.
Исследования, проведенные с помощью метода просвечивающей электронной микроскопии с привлечением косвенных методов оценки размеров, показали, что размер упрочняющих фаз в приповерхностном слое при данной температуре азотирования ХТО составляет от 40 до 70 нм.
Таким образом, применение многослойных металлических материалов, имеющих субмикронную толщину ламинарных слоев, в сочетании с нитридными наноразмерными частицами приповерхностного слоя, позволяет при проведении ХТО увеличить значения механических свойств (на примере параметра микротвердости) диффузионного приповерхностного слоя более чем в 3 раза при одновременном увеличении его толщины более чем в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ СО СТАБИЛЬНОЙ СУБМИКРО- И НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2009 |
|
RU2428289C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ СО СТАБИЛЬНОЙ СУБМИКРО- И НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2008 |
|
RU2380234C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННОГО ПРИПОВЕРХНОСТНОГО СЛОЯ И СОСТАВ СЛОЯ | 2012 |
|
RU2522872C2 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИХ АУСТЕНИТНЫХ СТАЛЕЙ | 2023 |
|
RU2824791C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН ИЗ ТЕПЛОСТОЙКИХ СТАЛЕЙ | 2013 |
|
RU2532777C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСКОРЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСОВ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ | 2013 |
|
RU2532779C1 |
| СПОСОБ ЦИКЛИЧЕСКОГО ГАЗОВОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2018 |
|
RU2692006C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2634400C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2777058C1 |
| Способ ионного азотирования детали из алюминиевого сплава | 2023 |
|
RU2812924C1 |
Изобретение относится к машиностроению, в частности к способам повышения механических свойств приповерхностных слоев деталей машин из сплавов на основе железа с получением субмикро- или наноструктурированного состояния диффузионных слоев. Способ включает сборку пакета из попеременно чередующихся стальных листов, имеющих различный химический состав, вакуумирование и нагрев пакета, горячую деформацию пакета по высоте при температуре, находящей между значениями температур полиморфных превращений обоих сплавов, при этом после горячей деформации из пакета вырезают заготовки деталей таким образом, чтобы при последующем азотировании направление межслойных границ в заготовке детали совпадало с направлением диффузионного потока азота, после чего проводят азотирование с получением субмикро- и наноструктурированного состояния диффузионного приповерхностного слоя на поверхности детали. Способ позволяет повысить механические свойства приповерхностных слоев материала, формирующихся в результате азотирования, и, соответственно, увеличить долговечность деталей. 9 ил., 1 пр.
Способ изготовления деталей машин с получением субмикро- и наноструктурированного состояния диффузионного приповерхностного слоя при азотировании, включающий сборку пакета из попеременно чередующихся стальных листов, имеющих различный химический состав, вакуумирование и нагрев пакета, горячую деформацию пакета по высоте при температуре, находящейся между значениями температур полиморфных превращений чередующихся стальных листов, имеющих различный химический состав, отличающийся тем, что после горячей деформации из пакета вырезают заготовки деталей с обеспечением в процессе последующего азотирования направления межслойных границ в заготовке детали, совпадающего с направлением диффузионного потока азота, после чего проводят азотирование с получением диффузионного приповерхностного слоя на поверхности детали с субмикро- и наноструктурированным состоянием.
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ СО СТАБИЛЬНОЙ СУБМИКРО- И НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2008 |
|
RU2380234C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ЗАГОТОВКИ В ВИДЕ ПОЛОСЫ ИЛИ ЛИСТА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2009 |
|
RU2422282C1 |
| Устройство для автоматического поворота обрабатываемых деталей относительно иглы швейной машины | 1980 |
|
SU931849A1 |
| Пароперегреватель для паровозов | 1925 |
|
SU698A1 |

