Изобретение относится к ядерной энергетике и может найти применение при изготовлении трубчатых тепловыделяющих элементов (твэлов), преимущественно шестигранной формы, исследовательских реакторов (ИР) с топливом высокого и низкого обогащения.
В рамках международной программы по снижению обогащения топлива исследовательских и испытательных реакторов RERTR (Reduced Enrichment for Research and Test Reactors), направленной на уменьшение потенциальной угрозы распространения высокообогащенного урана (ВОУ) и координируемой МАГАТЭ, проводятся работы по переводу ИР российских проектов на топливо из низкообогащенного урана (НОУ). Для сохранения эксплуатационных характеристик, включая плотность нейтронных потоков, перевод ИР на НОУ-топливо сопровождается увеличением загрузки урана в активной зоне, что приводит к повышению концентрации и объемной доли топлива в твэлах. Так, реактор ВВР-К (ИЯФ АН Республики Казахстан, г. Алматы) до конверсии использовал тепловыделяющие сборки (ТВС) ВВР-Ц, твэлы которых имели следующие параметры: обогащение урана - 36%, концентрация урана в сердечнике - 1,3 г/см3, объемная доля диоксида урана в сердечнике - около 15%. Конверсия реактора ВВР-К предполагает использование ТВС ВВР-КН со следующими параметрами: обогащение урана - 19,7%, концентрация урана в сердечнике - 3 г/см3, объемная доля диоксида урана в сердечнике - около 34%. В качестве материала оболочек твэлов используется термически упрочняемый алюминиевый сплав САВ-1, относящийся к группе сплавов Al-Mg-Si, хорошо себя зарекомендовавший в качестве оболочечного материала твэлов для ТВС различных ИР.
Увеличение загрузки урана в твэлах сопровождается увеличением хрупкой фазы в виде диоксида урана в топливной композиции, что снижает ее пластичность. Выполнение указанного условия сопровождается также уменьшением толщин оболочек до минимально возможных значений с целью увеличения объема топливного сердечника, что приводит к снижению их прочности. Это налагает особые требования на способ изготовления твэлов, который должен иметь минимальное количество операций, сопровождающихся наличием растягивающих напряжений, при минимизации значений деформаций растяжения на используемых операциях.
Известен способ изготовления трубчатых тепловыделяющих элементов (Сокурский Ю.Н. Уран и его сплавы. М.: Атомиздат, 1971, с 421-423), включающий получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из технического алюминия, совместное горячее прессование сборной заготовки и волочение отпрессованной трубы. Материал заготовки сердечника выполнен из уран-алюминиевого сплава с массовой долей урана 26%, что соответствует концентрации урана в сердечнике 0,9 г/см3 и объемной доле хрупкой фазы в виде интерметаллида около 17% (для сплава с интерметаллидом UAl3). Совместное прессование сборной заготовки осуществляют с вытяжкой 17 или 22, а волочение проводят за два прохода с суммарным обжатием 30%.
Причиной, препятствующей получению указанного ниже технического результата при использовании известного способа изготовления трубчатых тепловыделяющих элементов, является невозможность получения твэлов высокого качества в случае использования топливного сердечника с повышенной концентрацией урана (2,5-3,0 г/см3), особенно твэлов с геометрической формой, отличной от круглой, требующих проведения профилирования исходной круглой трубы в трубу требуемого профиля, например шестигранного.
При использовании топливного сердечника с повышенной концентрацией урана увеличивается различие прочностных свойств сердечника и оболочек, что приводит к неравномерной послойной деформации при прессовании, при этом в ряде случаев на концах труб формируются концевые дефекты в виде утолщений сердечника, приводящие к утонению оболочки менее минимально допустимого значения. Проведение прессования с указанными вытяжками (17 и более) сопровождается значительной площадью боковой поверхности сборной заготовки, значительной площадью рабочей поверхности матрицы прессования, а также длиной ее образующей, что приводит к значительным напряжениям трения и повышенному градиенту скоростей истечения в наружных и внутренних слоях трубы и увеличивает неравномерность деформации по сечению трубы с нарушением условия равенства вытяжек по слоям. Необходимость использования сборных заготовок значительной толщины и выполнения заготовок сердечников с малым отношением высоты к наружному диаметру (для наружного твэла ВВР-КН указанное соотношение составляет примерно 1:3) в совокупности с указанными факторами приводит к высокому усилию прессования, которое действует на торец сборной заготовки и, соответственно, торец заготовки сердечника, дополнительно искажая его профиль в процессе распрессовки и последующего прессования сборной заготовки.
В случае проведения индукционного нагрева сборных заготовок перед прессованием концевые дефекты проявляются более ярко вследствие значительного градиента температур по сечению заготовок.
Проведение волочения круглой трубы в два прохода с суммарной степенью деформации 30% (вытяжка 1,43) сопровождается значительным деформационным упрочнением как материала оболочек, так и материала сердечника. При повышенной концентрации урана в сердечнике растягивающие напряжения, возникающие в очаге деформации, приводят к разрыву трубы вследствие низкой пластичности сердечника. Этому способствует также отсутствие термообработки труб в процессе их изготовления.
Известен способ изготовления трубчатых тепловыделяющих элементов, включающий получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из алюминиевого сплава, совместное горячее прессование, волочение и термообработку, осуществляемую перед волочением при температуре 420-460°C в течение 2-2,5 часов с последующим охлаждением со скоростью не более 30°C/час (патент РФ №2223561, МПК 7 G21C 21/10, опубл. 10.02.2004).
Причиной, препятствующей получению указанного ниже технического результата при использовании известного способа изготовления трубчатых тепловыделяющих элементов, является невозможность получения твэлов высокого качества в случае использования топливного сердечника с повышенной концентрацией урана (2,5-3,0 г/см3), особенно твэлов с геометрической формой, отличной от круглой, требующих проведения профилирования исходной круглой трубы в трубу требуемого профиля, например шестигранного.
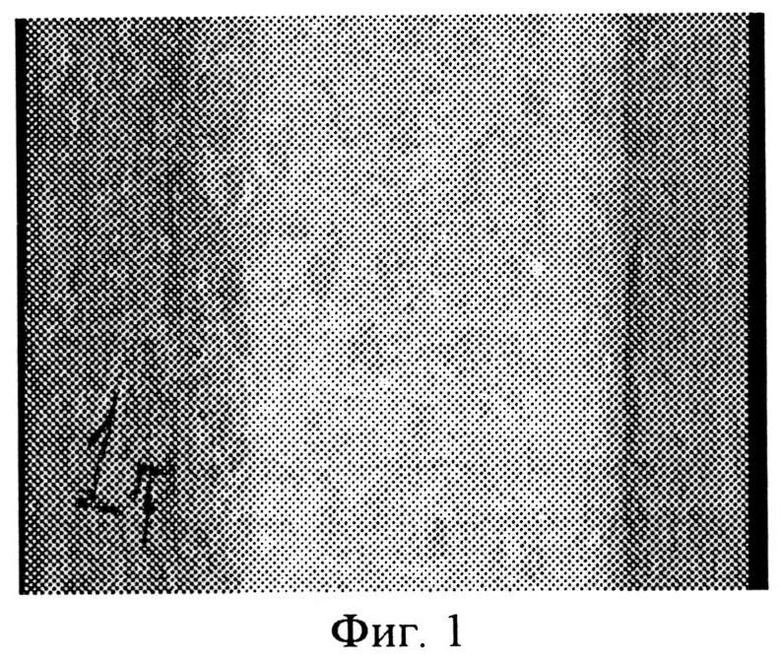
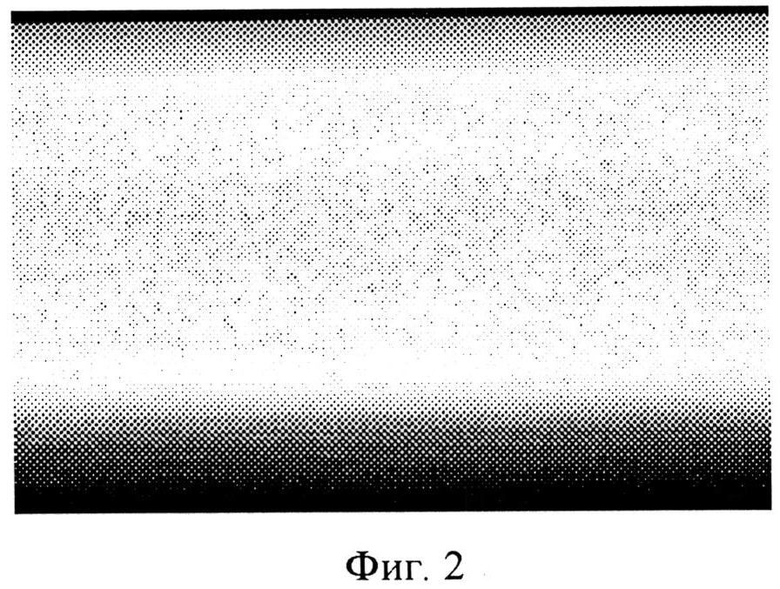
Длительный нагрев и еще более длительный процесс остывания труб при проведении термообработки приводит к получению крупнокристаллической структуры в оболочках труб в случае их предварительного деформирования в зоне критической деформации (фиг.1). Последующее профилирование приводит к получению труб и, соответственно, твэлов с грубым рельефом повышенной шероховатости на наружной поверхности, имеющей вид апельсиновой корки (фиг.2). Крупнокристаллическая структура оболочки снижает качество и эксплуатационные свойства твэлов, а наличие «апельсиновой корки» приводит к ухудшению их товарного вида.
Необходимость охлаждения труб со скоростью не более 30°C/час приводит к тому, что цикл термообработки осуществляется практически в течение 18-19 часов, снижая производительность процесса изготовления твэлов, особенно в случае необходимости проведения нескольких проходов волочения. При этом готовые изделия имеют прочность (жесткость), определяемую только деформационным упрочнением в процессе волочения. В случае изготовления твэлов с повышенной концентрацией урана в сердечнике пониженная пластичность последнего ограничивает степень деформации при волочении, что приводит к минимальному упрочнению твэлов. Это отрицательным образом сказывается на сохранении их формы и геометрических размеров при транспортных перемещениях как в процессе их изготовления, так и в процессе их транспортирования к месту эксплуатации, а также в процессе эксплуатации.
Известен способ изготовления трубчатых тепловыделяющих элементов, выбранный в качестве прототипа, включающий получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава, совместное горячее прессование сборной заготовки, волочение отпрессованной трубы и термообработку в виде закалки, включающей нагрев при температуре 350-440°C в течение 5-30 минут и последующее охлаждение на воздухе, при этом закалку проводят перед каждым проходом волочения (патент РФ №2351028, МПК 7 G21C 21/10, опубл. 10.05.2008).
Причиной, препятствующей получению указанного ниже технического результата при использовании известного способа изготовления трубчатых тепловыделяющих элементов, является невозможность получения твэлов высокого качества в случае использования топливного сердечника с повышенной концентрацией урана (2,5-3,0 г/см3), особенно для твэлов с геометрической формой, отличной от круглой, требующих проведения профилирования исходной круглой трубы в трубу требуемого профиля, например шестигранного.
Так как качество твэлов во многом обусловлено наличием в твэлах мелкокристаллической структуры, то ее получение возможно лишь при обеспечении оптимального соотношения деформационных и термических обработок, осуществляемых в процессе изготовления твэлов. В случае проведения закалки после осуществления волочения в зоне критической деформации в трубах формируется крупнокристаллическая структура. Последующее профилирование приводит к получению труб и, соответственно, твэлов с грубым рельефом повышенной шероховатости на наружной поверхности, имеющей вид апельсиновой корки. Крупнокристаллическая структура оболочки снижает качество и эксплуатационные свойства твэлов, а наличие «апельсиновой корки» приводит к ухудшению их товарного вида.
В случае изготовления шестигранных твэлов, характеризующихся невысокой степенью деформации при профилировании, проведение термообработки посредством закалки перед каждым проходом волочения не всегда рационально, так как повышает энергоемкость процесса получения твэлов, снижает его производительность и приводит к необходимости удаления смазки с поверхности труб перед термообработкой и нанесения смазки после термообработки.
Кроме того, закалка сопровождается процессом естественного старения с увеличением прочности оболочек труб с течением времени, при этом наиболее интенсивно увеличение прочности происходит в первые часы после закалки. В случае проведения волочения спустя длительное время после закалки, например через сутки, когда прочность оболочек трубы значительно повышается относительно прочности свежезакаленного состояния, а также прочности топливного сердечника, которая практически не изменяется с течением времени, получение качественных труб становится проблематичным из-за возможности их разрыва за счет более интенсивной деформации сердечника, чем оболочек. В случае профилирования шестигранных труб с малыми радиусами углов в последних возникают значительные остаточные напряжения растяжения, которые увеличиваются в процессе естественного старения, и с течением времени могут привести к растрескиванию наружной оболочки в углах твэлов за счет снижения ее пластичности.
Технической задачей, на решение которой направлен заявленный способ, является получение трубчатых твэлов, преимущественно шестигранного сечения, высокого качества, в том числе и при повышенной концентрации урана (2,5-3 г/см3) в сердечнике в случае использования НОУ-топлива.
Техническим результатом, достигаемым при использовании заявленного способа, является получение твэлов с требуемыми геометрическими размерами, в том числе - толщинами слоев, качественным диффузионным сцеплением оболочек с сердечником и заглушками, мелкокристаллической структурой оболочек и чистой, ровной поверхностью.
Указанный технический результат достигается тем, что в известном способе изготовления трубчатых тепловыделяющих элементов, преимущественно шестигранной формы, включающем получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава, совместное горячее прессование сборной заготовки, волочение отпрессованной трубы и термообработку в виде закалки, согласно изобретению сборную заготовку перед прессованием нагревают в соляной печи или электропечи сопротивления до температуры 380-440°C, прессование круглой трубы проводят с вытяжкой 7-15, преимущественно 8-12, после прессования получают трубу с толщиной стенки на заднем конце, равной или превышающей толщину стенки готовой трубы не более чем на 0,10 мм, отпрессованную трубу подвергают волочению в три прохода, осуществляя на первом проходе волочение с утонением стенки, а на втором и третьем - двухстадийное профилирование круглой трубы в шестигранную, проводя на втором проходе предварительное профилирование без утонения стенки и уменьшения периметра трубы с формированием трубы шестигранного профиля, а на третьем проходе - окончательное профилирование, термообработку осуществляют перед первым и вторым проходами волочения, при этом первый проход волочения проводят с суммарной степенью деформации в средней части трубы не более 10%, используя круглую оправку и круглую волоку, и получают трубу с одинаковой толщиной стенки по длине, равной или превышающей толщину стенки готовой трубы не более чем на 0,05 мм, и внутренним диаметром, превышающим размер диагонали оправки на третьем проходе волочения на величину минимального зазора, необходимого для свободного надевания круглой трубы на оправку, второй проход проводят, используя волоку шестигранной формы с периметром рабочего сечения, превышающим периметр круглой трубы, и шестигранную оправку с третьего прохода волочения, третий проход проводят, не снимая трубу с оправки, в шестигранную волоку с деформацией по периметру трубы 2-8% и деформацией по толщине стенки в пределах абсолютной деформации, определяемой разницей между толщинами стенки трубы на первом и последнем проходах, волочение трубы на каждом проходе проводят на длинной подвижной оправке в течение не более 3-х часов с момента окончания термообработки, а перед каждой термообработкой проводят химобработку трубы в растворе азотной кислоты при температуре 90-100°C.
Указанные признаки позволяют решить поставленную техническую задачу, так как нагрев сборных заготовок перед прессованием в соляной печи или электропечи сопротивления позволяет осуществить равномерный прогрев заготовок по всему объему с обеспечением минимального градиента температур по их сечению, что способствует уменьшению неравномерности деформации при прессовании, в первую очередь - на концевых участках отпрессованных труб.
Проведение нагрева сборных заготовок перед прессованием в диапазоне температур 380-440°C позволяет получать прессованные трубы с высоким качеством их поверхности, мелкокристаллической структурой и толщинами слоев, соответствующими расчетным значениям (в средней части трубы), в условиях использования в качестве материала оболочек алюминиевого сплава САВ-1. Нагрев сборных заготовок до температуры менее 380°C сопровождается неполным прогревом сердечника и, как следствие, неравномерной послойной деформацией при последующем прессовании, что приводит к получению труб с толщинами оболочек менее расчетных значений. Нагрев сборных заготовок выше 440°C приводит к увеличению искажения профиля заднего торца заготовки сердечника в процессе распрессовки и последующего прессования сборной заготовки вследствие действия усилия прессования на указанный торец и его дополнительный разогрев в процессе прессования, что приводит к увеличению неравномерности послойной деформации с получением в ряде случаев на заднем участке трубы толщин оболочек менее минимально допустимого значения.
Прессование круглой трубы с вытяжкой 7-15 позволяет уменьшить диаметральные размеры и толщину как заготовок сердечников, так и сборных заготовок, уменьшить площадь боковой поверхности последних, уменьшить длину образующей и площадь рабочей поверхности матрицы прессования, что приводит к уменьшению напряжений трения на контактных поверхностях, усилия прессования и градиента скоростей истечения в наружных и внутренних слоях трубы и способствует снижению неравномерности деформации по сечению трубы, обеспечивая в совокупности с другими технологическими режимами соблюдение условия равенства вытяжек по слоям. Прессование с вытяжкой более 15 сопровождается увеличением неравномерности деформации по сечению трубы и нарушением условия равенства вытяжек по слоям. Прессование с вытяжкой менее 7 нежелательно, так как увеличивает исходную пористость топливного сердечника за счет его неполной проработки вследствие снижения гидростатического напряжения в очаге деформации и в ряде случаев (наличие остатков загрязнений на поверхности комплектующих твэлов) снижает качество диффузионного сцепления оболочки с сердечником и заглушками. При этом наиболее стабильные параметры изделий обеспечиваются при вытяжках 8-12.
Получение прессованной трубы с толщиной стенки на заднем конце, равной или превышающей толщину стенки готовой трубы не более чем на 0,10 мм, способствует обеспечению требуемой толщины стенки исходной трубы для проведения минимальной, но в то же время достаточной деформации на первом и последнем проходах волочения.
Волочение отпрессованной трубы в три прохода обусловлено минимальным количеством проходов, необходимых для решения поставленной задачи в условиях низкой пластичности топливного сердечника.
Осуществление на первом проходе волочения с утонением стенки позволяет получить круглую трубу с одинаковой и требуемой толщиной стенки по длине, а проведение волочения с суммарной степенью деформации в средней части трубы не более 10% позволяет осуществить волочение вне зоны критической деформации и получить круглую трубу с мелкокристаллической структурой, что способствует получению готовых шестигранных труб с ровной, гладкой наружной поверхностью при последующем профилировании.
Получение после первого прохода волочения трубы с толщиной стенки, равной или превышающей толщину стенки готовой трубы не более чем на 0,05 мм, позволяет провести волочение на первом проходе с минимальной степенью деформации, обеспечив выполнение требования по суммарной степени деформации (не более 10%) и создать условия для проведения третьего прохода волочения с минимальной степенью деформации и минимальными растягивающими напряжениями, обеспечивая получение готовой трубы и, соответственно, твэла с требуемыми геометрическими размерами и требуемого качества. Превышение вышеуказанного верхнего предела на толщину стенки трубы приводит к неоправданному увеличению степени деформации на третьем проходе, что сопровождается увеличением растягивающих напряжений, которые могут привести к разрыву трубы, и ухудшает процесс снятия трубы с оправки после окончания волочения, вызывая искажение профиля трубы.
Получение круглой трубы с внутренним диаметром, превышающим размер диагонали оправки на третьем проходе волочения на величину минимального зазора, необходимого для свободного надевания круглой трубы на оправку, позволяет осуществить второй и третий проходы волочения, не снимая трубу с оправки.
Двухстадийное профилирование круглой трубы в шестигранную на втором и третьем проходах направлено на реализацию на каждой из стадий деформации, меньшей общей деформации при профилировании, что позволяет исключить появление трещин в сердечнике.
Проведение второго прохода волочения с заявленными признаками позволяет осуществить предварительное профилирование трубы в условиях минимальной деформации и минимальных растягивающих напряжений с сохранением толщины стенки и периметра трубы, полученных на первом проходе, формируя при этом трубу с предварительным шестигранным профилем.
Осуществление третьего прохода с деформацией по периметру трубы 2-8% способствует совместно с использованием длинной оправки полному заполнению углов волоки даже в случае их малых радиусов. Превышение вышеуказанного верхнего предела приводит к увеличению толщины стенки в углах трубы, что сопровождается увеличением деформации в углах, неравномерностью деформации по периметру трубы, интенсивным увеличением усилия волочения и, соответственно, растягивающих напряжений, а также появлением вогнутости граней после снятия трубы с оправки. Снижение нижнего предела в случае изготовления трубы с малыми радиусами, может не обеспечить полное заполнение углов волоки при значительной внеконтактной деформации на участке безоправочного волочения деформационной зоны.
Деформация по толщине стенки трубы в пределах абсолютной деформации, определяемой разницей между толщинами стенки трубы на первом и третьем проходах волочения, позволяет, с одной стороны, получить требуемую толщину стенки готовой трубы по всему сечению в условиях минимальной деформации и минимальных растягивающих напряжений, а с другой стороны - обеспечить свободное снятие трубы с оправки без нарушения ее геометрии.
Волочение трубы на каждом проходе проводится на длинной подвижной оправке. На первом проходе, осуществляемом с утонением стенки, использование длинной подвижной оправки позволяет уменьшить действие растягивающих напряжений в очаге деформации за счет активных сил трения (направленных в сторону волочения), возникающих между оправкой и внутренней поверхностью трубы, способствуя снижению возможности ее разрыва. Использование длинной подвижной оправки на последнем проходе волочения способствует полному заполнению канала между оправкой и волокой с получением требуемого профиля трубы как по граням, так и по углам, даже в случае малых радиусов трубы в углах и в случае обжатия по толщине стенки позволяет уменьшить действие растягивающих напряжений в очаге деформации за счет активных сил трения и снизить вероятность разрыва трубы. Кроме того, использование длинной подвижной оправки позволяет обеспечить требуемую прямолинейность трубы в процессе волочения и сохранить прямолинейность и профиль трубы при ее снятии с оправки.
Проведение волочения в течение не более 3-х часов с момента окончания термообработки позволяет осуществить пластическое деформирование труб в условиях свежезакаленного состояния, при этом трубы имеют необходимый ресурс пластичности, а заявленного периода времени вполне достаточно для проведения всего комплекса действий по осуществлению операции волочения. Превышение указанного предела ведет к увеличению прочности оболочек труб относительно прочности свежезакаленного состояния, а также относительно прочности сердечника, что может привести к разрыву труб за счет более интенсивной деформации сердечника, чем оболочек. В случае профилирования шестигранных труб с малыми радиусами углов в последних возникают значительные остаточные напряжения растяжения, которые увеличиваются в процессе естественного старения и с течением времени могут привести к растрескиванию наружной оболочки в углах твэлов за счет снижения ее пластичности.
Проведение перед каждой термообработкой химобработки труб в растворе азотной кислоты при температуре 90-100°C способствует удалению смазки в течение короткого времени (от нескольких секунд до двух-трех десятков секунд) и получению труб с чистой поверхностью без заметного стравливания материала оболочек, что позволяет провести операционный контроль внешнего вида труб, осуществить их термообработку без пригаров смазки и получить готовые трубы и, соответственно, твэлы с требуемой толщиной стенки.
Осуществление способа изготовления трубчатых тепловыделяющих элементов с заявленными признаками позволяет получать твэлы с требуемыми геометрическими размерами, в том числе - толщинами слоев, качественным диффузионным сцеплением оболочек с сердечником и заглушками, мелкокристаллической структурой оболочек и чистой, ровной поверхностью, что способствует решению задачи, стоящей перед изобретением.
Сущность заявленного изобретения поясняется диаграммами и фотографиями.
На фиг.1 представлена крупнокристаллическая структура в оболочках труб в случае их предварительного деформирования в зоне критической деформации, получаемая при длительном процессе остывания труб при проведении термообработки.
На фиг.2 представлена наружная поверхность твэлов с грубым рельефом повышенной шероховатости, имеющей вид апельсиновой корки.
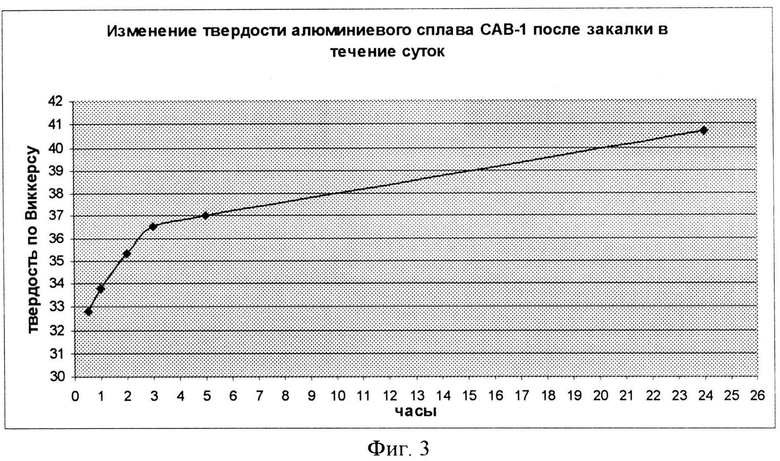
На фиг.3 приведена диаграмма изменения твердости оболочки твэлов из алюминиевого сплава САВ-1 после закалки на воздухе за период 0,5-24 часа.
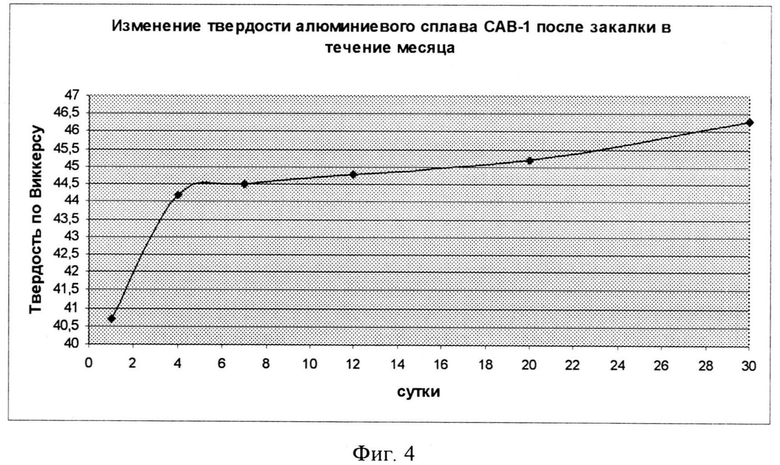
На фиг.4 приведена диаграмма изменения твердости оболочки твэлов из алюминиевого сплава САВ-1 после закалки на воздухе за период 1-30 суток.
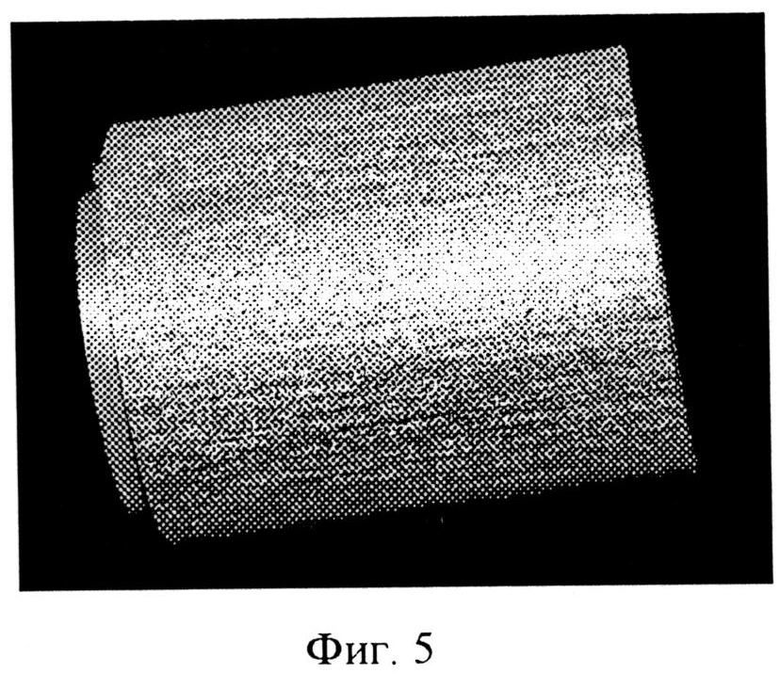
На фиг.5 представлена мелкокристаллическая макроструктура оболочки трубы после прессования и термообработки.
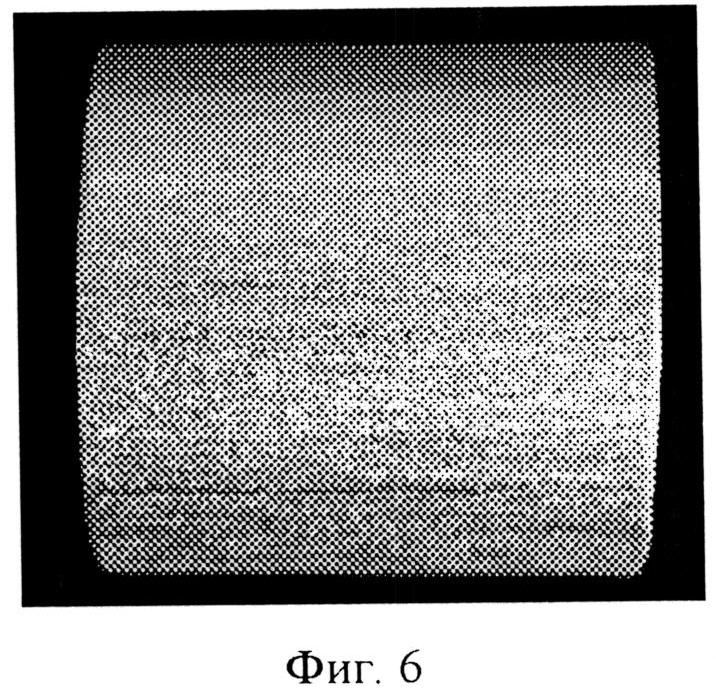
На фиг.6 представлена мелкокристаллическая макроструктура оболочки трубы после первого прохода волочения и термообработки.
На фиг.7 представлена мелкокристаллическая макроструктура оболочки готового твэла.
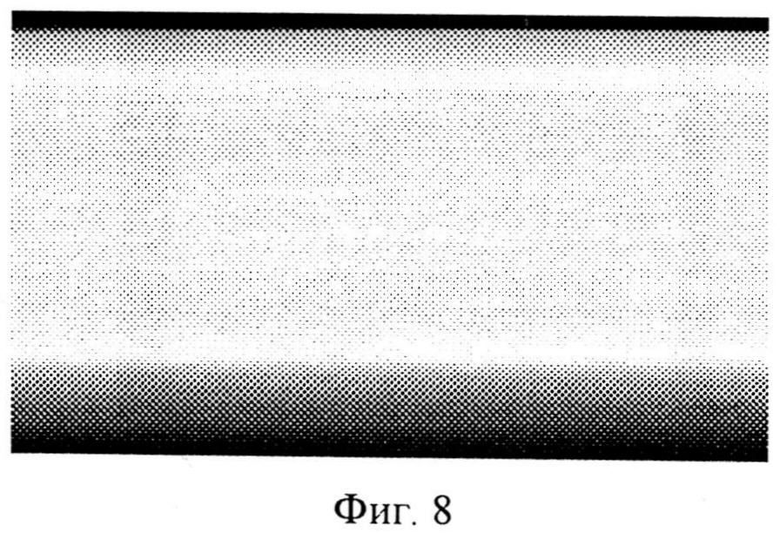
На фиг.8 представлен внешний вид поверхности готовых твэлов.
Диаграммы показывают, что твердость оболочек твэлов через 3 часа после закалки составляет 36,5 кгс/мм2. Это значение превышает твердость как после отжига (25-27 кгс/мм2), так и сразу после закалки (32,8 кгс/мм2), но значительно меньше максимальной твердости через 4-7 суток (44,2-44,5 кгс/мм2).
Приведенные данные позволяют отметить, что через 3 часа после закалки труба имеет значительный ресурс пластичности, позволяющий осуществить необходимую деформацию при последующем волочении.
Пример осуществления способа.
В качестве примера приведен способ изготовления трубчатых тепловыделяющих элементов с топливом низкого обогащения и высокой концентрацией урана.
Любым известным способом получают сборную заготовку, состоящую из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава.
В качестве топлива используют диоксид урана обогащением 19,7%. Заготовка сердечника представляет собой металлокерамическую композицию, в алюминиевой матрице которой равномерно распределен диоксид урана. Концентрация урана в заготовке сердечника составляет около 3 г/см3, объемная доля - около 34%. В качестве оболочек используют алюминиевый сплав САВ-1.
Полученную сборную заготовку нагревают в соляной печи до 400°C, выдерживают необходимое время для полного прогрева и выравнивания температуры по объему, после чего подвергают прессованию на подвижной игле с вытяжкой около 10. Прессование ведут со смазкой с использованием конусной матрицы с рабочим углом 120° и конусной иглы с конусностью 4'. После прессования получают трубу с переменной толщиной стенки по длине. Со стороны передней заглушки (начало прессования) толщина стенки составляет 1,77 мм, со стороны задней заглушки (конец прессования) - 1,70 мм.
Полученную трубу подвергают химобработке для удаления смазки в растворе азотной кислоты с концентрацией 700 г/дм3 при температуре раствора 90°C, прекращая химобработку сразу после получения чистой поверхности, после чего проводят операционный контроль внешнего вида трубы. При отсутствии отклонений осуществляют закалку трубы в электропечи сопротивления посредством нагрева до температуры 400°C, выдержки в течение 20 минут и охлаждения на воздухе.
На свежезакаленную трубу наносят смазку и подвергают волочению на длинной подвижной оправке круглого сечения диаметром 71,3 мм в круглую волоку диаметром 74,6 мм и периметром около 234,4 мм, осуществляя первый проход волочения с утонением стенки и суммарной степенью деформации в средней части трубы 8,6%. После волочения получают трубу с одинаковой толщиной стенки по длине, равной 1,65 мм.
Трубу подвергают химобработке для удаления смазки, после чего проводят операционный контроль внешнего вида и закалку аналогично указанным выше.
Трубу с нанесенной на ее поверхность смазкой надевают на шестигранную оправку с размером «под ключ» 63,1 мм и диагональю 70,95 мм с третьего прохода волочения. Зазор по диагонали при этом составляет 0,35 мм. Так как на первом проходе волочение осуществлялось на длинной оправке, то труба имеет минимальное отклонение от прямолинейности, что позволяет без проблем надеть ее на оправку при зазоре 0,3-0,5 мм. Второй проход волочения проводят без утонения стенки в шестигранную волоку с периметром рабочего сечения, превышающим периметр круглой трубы. В процессе волочения получают трубу шестигранного профиля с периметром, равным периметру круглой трубы после первого прохода.
После окончания второго прохода волочения, не снимая трубу с оправки, осуществляют третий проход, используя шестигранную волоку с размером «под ключ» 66,3 мм. Полученная труба имеет толщину стенки 1,6 мм, ее периметр составляет 225,2 мм. При волочении деформация по периметру трубы составляет около 4%, а деформация по толщине стенки - около 3%.
Волочение на первом, втором и третьем проходах проводят на свежезакаленных трубах в течение не более 3-х часов с момента окончания их термообработки.
После окончания волочения трубы подвергают химобработке для удаления смазки, подрезают в размер и проводят необходимые контрольные операции.
Приборный радиометрический и рентгенографический контроль не обнаружил каких-либо трещин, разрывов сердечника и оболочки.
Геометрические размеры твэлов соответствуют установленным требованиям.
Диффузионное сцепление оболочек с сердечником и заглушками - соответствующего качества.
Металлографические исследования показали, что слои оболочек и топливного сердечника в средней части твэлов имеют толщины, соответствующие расчетным значениям, при этом толщины наружной и внутренней оболочек на гранях практически равны между собой, составляя 0,44-0,45 мм.
Макроструктура оболочки трубы после прессования и термообработки, а также после первого прохода волочения и термообработки мелкокристаллическая (см. фиг.5, фиг.6). Макроструктура оболочки готового твэла также мелкокристаллическая (см. фиг.7).
Готовые твэлы имеют чистую, ровную поверхность (см. фиг.8).
Таким образом, предлагаемое изобретение позволяет получать твэлы с требуемыми геометрическими размерами, в том числе - толщинами слоев, качественным диффузионным сцеплением оболочек с сердечником и заглушками, мелкокристаллической структурой оболочек и чистой, ровной поверхностью, в том числе и при использовании топлива в виде НОУ, а также топливной композиции с высокой концентрацией по урану (2,5-3,0 г/см3). Указанные твэлы характеризуются высоким качеством и обеспечивают высокие эксплуатационные свойства при работе в реакторе.
Данное изобретение может быть использовано при изготовлении трубчатых тепловыделяющих элементов, преимущественно шестигранной формы, как с ВОУ-топливом, так и с НОУ-топливом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2524156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2248049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2006 |
|
RU2351028C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2223561C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2371789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2459288C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2004 |
|
RU2264668C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЯДЕРНЫХ РЕАКТОРОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2389089C1 |
| Способ изготовления мишени для наработки изотопа Мо-99 | 2015 |
|
RU2696000C1 |
Изобретение относится к ядерной энергетике и может найти применение при изготовлении трубчатых тепловыделяющих элементов (твэлов), преимущественно шестигранной формы, исследовательских реакторов (ИР) с топливом высокого и низкого обогащения. Получают сборную заготовку, производят совместное горячее прессование сборной заготовки, волочение отпрессованной трубы и термообработку в виде закалки. Сборную заготовку перед прессованием нагревают в соляной печи или электропечи сопротивления до температуры 380-440°C. Прессование круглой трубы проводят с вытяжкой 7-15, преимущественно 8-12, после прессования получают трубу с толщиной стенки на заднем конце, равной или превышающей толщину стенки готовой трубы не более чем на 0,10 мм. Волочение осуществляют в три прохода: на первом проходе волочение с утонением стенки, на втором и третьем - двухстадийное профилирование круглой трубы в шестигранную. На втором проходе проводят предварительное профилирование без утонения стенки и уменьшения периметра трубы с формированием трубы шестигранного профиля, на третьем проходе - окончательное профилирование. Термообработку осуществляют перед первым и вторым проходами волочения. Перед каждой термообработкой проводят химическую обработку трубы в растворе азотной кислоты при температуре 90-100°C. Технический результат - качественное диффузионное сцепление оболочек с сердечником, мелкокристаллическая структура и чистая поверхность изделия. 8 ил.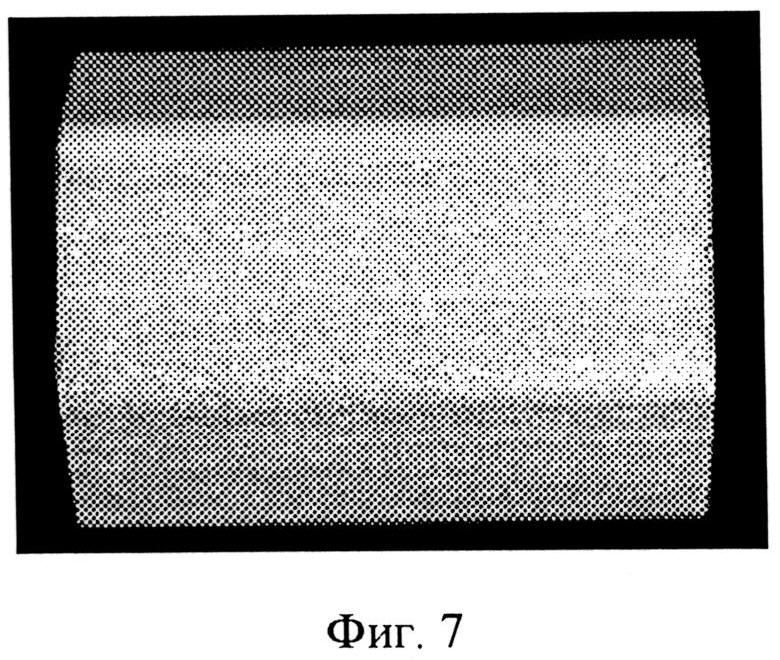
Способ изготовления трубчатых тепловыделяющих элементов, преимущественно шестигранной формы, включающий получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава, совместное горячее прессование сборной заготовки, волочение отпрессованной трубы и термообработку в виде закалки, отличающийся тем, что сборную заготовку перед прессованием нагревают в соляной печи или электропечи сопротивления до температуры 380-440°C, прессование круглой трубы проводят с вытяжкой 7-15, преимущественно 8-12, после прессования получают трубу с толщиной стенки на заднем конце, равной или превышающей толщину стенки готовой трубы не более чем на 0,10 мм, отпрессованную трубу подвергают волочению в три прохода, осуществляя на первом проходе волочение с утонением стенки, а на втором и третьем - двухстадийное профилирование круглой трубы в шестигранную, проводя на втором проходе предварительное профилирование без утонения стенки и уменьшения периметра трубы с формированием трубы шестигранного профиля, а на третьем проходе - окончательное профилирование, термообработку осуществляют перед первым и вторым проходами волочения, при этом первый проход волочения проводят с суммарной степенью деформации в средней части трубы не более 10%, используя круглую оправку и круглую волоку, и получают трубу с одинаковой по длине толщиной стенки, равной или превышающей толщину стенки готовой трубы не более чем на 0,05 мм, и внутренним диаметром, превышающим размер диагонали оправки на третьем проходе волочения на величину минимального зазора, необходимого для свободного надевания круглой трубы на оправку, второй проход проводят, используя волоку шестигранной формы с периметром рабочего сечения, превышающим периметр круглой трубы, и шестигранную оправку с третьего прохода волочения, третий проход проводят, не снимая трубу с оправки, в шестигранную волоку с деформацией по периметру трубы 2-8% и деформацией по толщине стенки в пределах абсолютной деформации, определяемой разницей между толщинами стенки трубы на первом и последнем проходах, волочение трубы на каждом проходе проводят на длинной подвижной оправке в течение не более 3-х часов с момента окончания термообработки, а перед каждой термообработкой проводят химобработку трубы в растворе азотной кислоты при температуре 90-100°C.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2006 |
|
RU2351028C2 |
| Лопастное дозирующее колесо для сыпучих материалов | 1932 |
|
SU30135A1 |
| KR20040085554 A, 08.10.2004 | |||
| KR20070081205 A, 16.08.2007 | |||
| US3160951 A, 15.12.1964 | |||

