Изобретение относится к ядерной энергетике и может найти применение при изготовлении трехслойных трубчатых тепловыделяющих элементов (твэл) с сердечником дисперсионного типа. Твэлы данного типа выполняют в виде труб круглого или многогранного сечения, состоящих из внутреннего рабочего слоя (сердечника) и двусторонней защитной оболочки из коррозионно-стойкого материала, например алюминиевого сплава.
Известен способ изготовления трехслойных твэлов (А.Г. Самойлов, А.И. Каштанов. Дисперсионные твэлы. В двух томах. Том 1. М.: Энергоиздат, 1982, с. 199-205), включающий размещение заготовки сердечника в оболочке, калибровку, совместное горячее прессование, волочение и термообработку.
Недостатком данного способа является то, что оболочка твэлов подвергается старению, увеличивается ее твердость, а следовательно, снижается качество твэлов.
Наиболее близким по технической сущности и достигаемому результату - прототипом является способ изготовления трехслойных трубчатых тепловыделяющих элементов (Ю.Н. Сокурский. Уран и его сплавы. М.: Атомиздат, 1971, с. 421-423, 432-434), включающий размещение заготовки сердечника в оболочке, калибровку, совместное горячее прессование, волочение и термообработку.
Недостатком данного способа является то, что оболочка твэлов подвергается старению, увеличивается ее твердость, а следовательно, снижается качество твэлов за счет растрескивания оболочки.
Задачей изобретения является повышение качества трехслойных тепловыделяющих элементов.
Задача решается тем, что в способе изготовления трехслойных трубчатых тепловыделяющих элементов, включающем размещение заготовки сердечника, выполненного из диоксида урана, диспергированного в алюминиевой матрице, в оболочке из алюминиевого сплава, калибровку, совместное горячее прессование, волочение и термообработку, согласно формуле изобретения термообработку проводят перед волочением при температуре 420-460oС в течение 2-2,5 ч с последующим охлаждением со скоростью не более 30oС/ч.
Указанная совокупность признаков является новой и обладает изобретательским уровнем, так как проведение термообработки перед волочением придает материалу оболочки пластичность, снижается твердость и исключается эффект естественного старения, т.е. оболочечный материал не упрочняется во времени. Это позволяет волочение изделий проводить независимо от времени проведения термообработки и исключает необходимость проведения термообработки между стадиями волочения.
При данных режимах исключается эффект естественного старения матрицы в металлокерамическом изделии, что положительно отражается при дальнейших операциях, связанных с пластической деформацией металлокерамических изделий.
Способ осуществляется следующим образом.
Заготовку сердечника, выполненного из диоксида урана, диспергированного в алюминиевой матрице, размещают в оболочке из алюминиевого сплава, калибруют и проводят совместное горячее прессование, после чего трехслойную трубу подвергают термообработке при температуре 420-460oС в течение 2-2,5 ч, затем охлаждают вместе с печью со скоростью 30oС/ч.
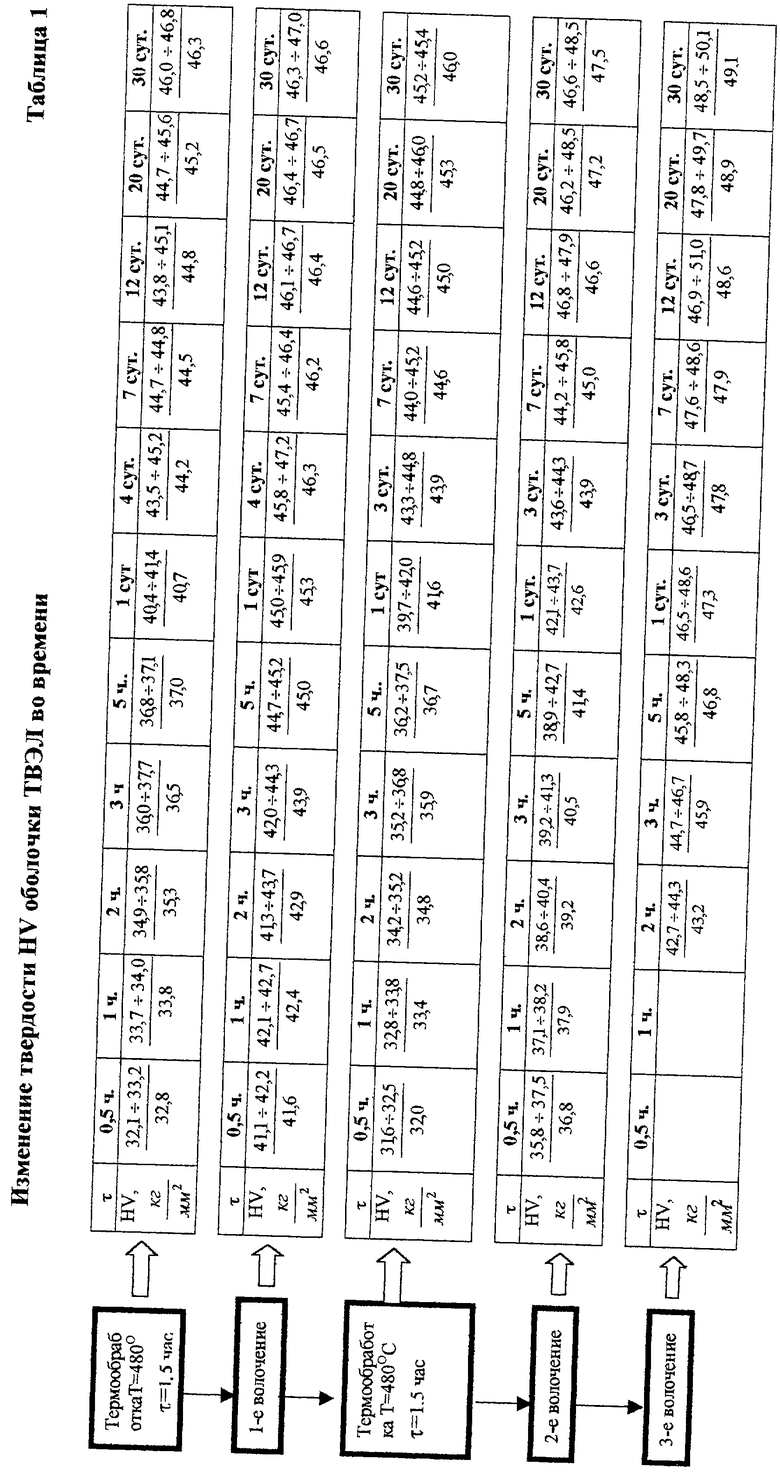
Пример 1. В таблице 1 представлен осуществленный по прототипу способ получения трехслойных трубчатых тепловыделяющих элементов.
При термообработке, включающей нагрев при 480oС, выдержку 1-1,5 ч и охлаждение на воздухе, получается неустойчивое термодинамическое состояние алюминиевого сплава оболочки и алюминиевой матрицы, что приводит к их дальнейшему естественному старению. В связи с этим возникает необходимость проведения термообработки перед каждым волочением, причем непосредственно сразу после ее проведения.
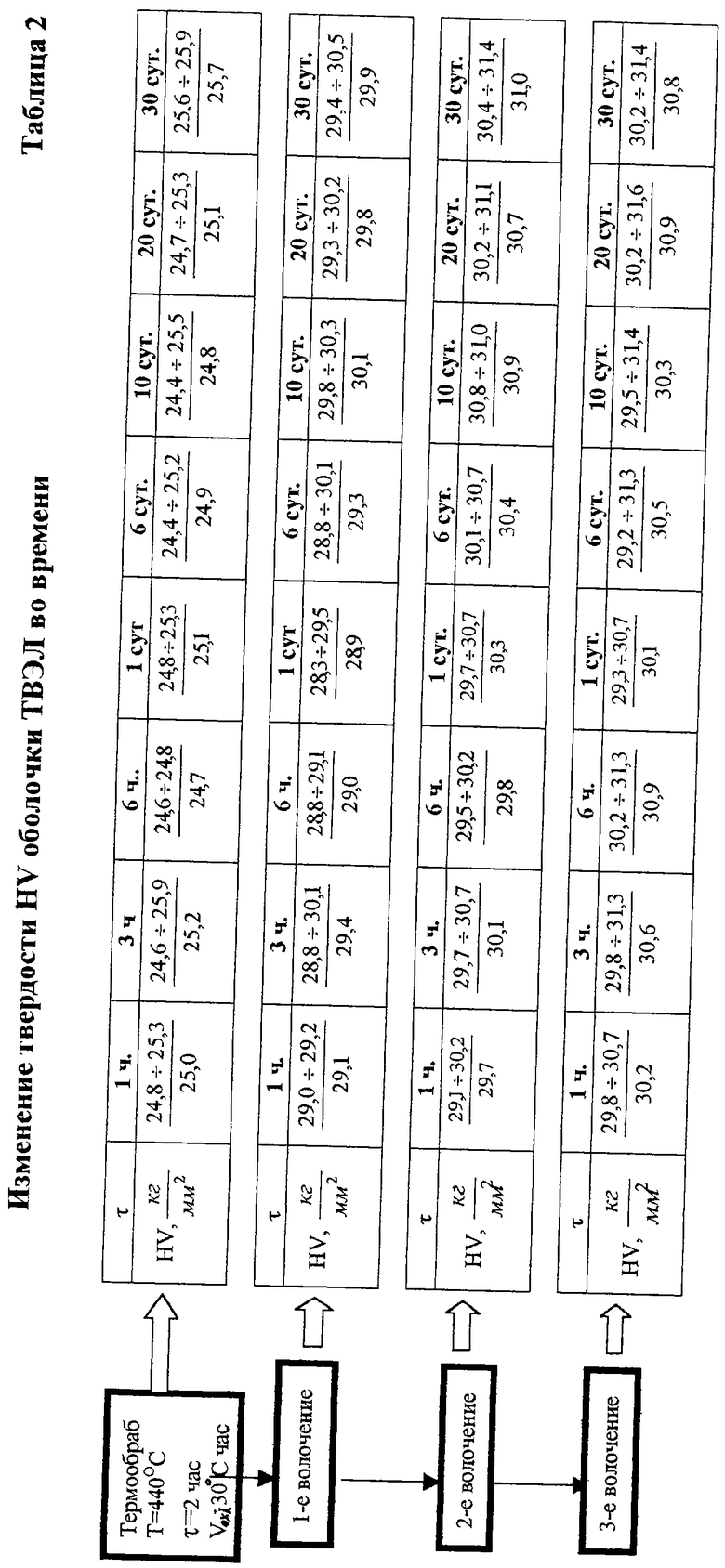
Пример 2. В таблице 2 представлен предложенный способ, включающий нагрев при температуре 420-460oС, выдержку в течение 2-2,5 ч и медленное совместное с печью охлаждение со скоростью не более 30oС/ч. По данной технологии получается устойчивое термодинамическое состояние алюминиевого сплава оболочки и алюминиевой матрицы, что исключает их дальнейшее старение.
Таким образом, предложенный способ позволяет повысить качество трехслойных тепловыделяющих элементов, исключить растрескивание оболочки, придать ей пластичность и исключить эффект естественного старения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2006 |
|
RU2351028C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2524156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО ШЕСТИГРАННОЙ ФОРМЫ | 2013 |
|
RU2525030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2248049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2004 |
|
RU2264668C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ КАНАЛЬНОГО ТИПА | 1998 |
|
RU2151433C1 |
| Способ изготовления мишени для наработки изотопа Мо-99 | 2015 |
|
RU2696000C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2182377C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ДЛЯ ИССЛЕДОВАТЕЛЬСКИХ РЕАКТОРОВ (ВАРИАНТЫ) | 2009 |
|
RU2416831C1 |
Изобретение относится к ядерной энергетике и может найти применение при изготовлении трехслойных трубчатых тепловыделяющих элементов (твэл) с сердечником дисперсионного типа. Твэлы данного типа выполняют в виде труб круглого или многогранного сечения, состоящих из внутреннего рабочего слоя (сердечника) и двусторонней защитной оболочки из коррозионно-стойкого материала, например алюминиевого сплава. В способе изготовления трехслойных трубчатых тепловыделяющих элементов, включающем размещение заготовки сердечника, выполненного из диоксида урана, диспергированного в алюминиевой матрице, в оболочке из алюминиевого сплава, калибровку, совместное горячее прессование, волочение и термообработку, термообработку проводят перед волочением при 420-460oС в течение 2-2,5 ч с последующим совместным охлаждением со скоростью не более 30oС/ч. При данных режимах исключается эффект естественного старения матрицы в металлокерамическом изделии, что положительно отражается при дальнейших операциях, связанных с пластической деформацией металлокерамических изделий. 2 табл.
Способ изготовления трехслойных трубчатых тепловыделяющих элементов, включающий размещение заготовки сердечника, выполненного из диоксида урана, диспергированного в алюминиевой матрице, в оболочке из алюминиевого сплава, калибровку, совместное горячее прессование, волочение и термообработку, отличающийся тем, что термообработку проводят перед волочением при температуре 420-460°С в течение 2-2,5 ч с последующим охлаждением со скоростью не более 30°С/ч.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ИЗ ДИОКСИДА УРАНА И ОБОРУДОВАНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158030C2 |
| DE 19509046 A1, 28.09.1995 | |||
| US 3714305 A, 30.01.1973. | |||

