Изобретение относится к ядерной энергетике и может найти применение при изготовлении трехслойных трубчатых тепловыделяющих элементов (твэл) различной геометрии с сердечником дисперсионного типа.
Твэлы данного типа выполняют в виде труб круглого или многогранного сечения, состоящих из внутреннего рабочего слоя (сердечника) и двусторонней защитной оболочки из коррозионностойкого материала, например алюминиевого сплава.
Известен способ изготовления тепловыделяющих элементов совместным прессованием оболочки и сердечника (Сокурский Ю.Н. и др. Уран и его сплавы, М., Атомиздат, 1971, с.413-419).
Недостатком данного способа является нестабильность толщины активного слоя при формировании твэлов многогранного профиля.
Наиболее близким по технической сущности и достигаемому результату - прототипом является способ изготовления трехслойных трубчатых заготовок тепловыделяющих элементов по патенту РФ № 2091872, МКИ G 21 С 3/00, 21/02, 21/10, 1997 г., включающий получение смеси порошков, их смешивание в присутствии пластификатора, холодное прессование в заготовку сердечника с пластификатором, термическое спекание, горячее прессование-калибровку сердечника, размещение сердечника в оболочке, выполненной в виде стакана с кольцевым пазом, калибровку, горячее прессование через матрицу и волочение.
Недостатком данного способа является нестабильность толщины активного слоя при формировании твэлов многогранного профиля.
Задачей изобретений является повышение эксплутационной надежности твэла за счет получения активного слоя стабильной толщины по граням и углам в трехслойных трубчатых тепловыделяющих элементах многогранного профиля.
Задача решается благодаря тому, что в способе изготовления трехслойных трубчатых тепловыделяющих элементов, включающем получение смеси порошков, их смешивание в присутствии пластификатора, холодное прессование в заготовку сердечника с пластификатором, термическое спекание, горячее прессование-калибровку сердечника, размещение сердечника в оболочке, выполненной в виде стакана с кольцевым пазом, калибровку, горячее прессование через матрицу и волочение, согласно формулы изобретения, внутреннюю поверхность наружной оболочки стакана выполняют с продольными утолщениями, а на наружной поверхности выполняют метки расположения утолщений, сердечник выполняют с продольными лысками и размещают его в стакане, совмещая утолщения стакана с лысками сердечника, и при волочении совмещают метки на ребрах оправки.
Указанная совокупность признаков является новой, неизвестной из уровня техники и решает поставленную задачу так, как выполнение лысок на сердечнике уменьшает толщину активного слоя в углах твэла. Активный слой в зоне угла испытывает как деформацию растяжения (половина толщины активного слоя, прилегающая к наружной оболочке), так и деформацию сжатия (половина толщины активного слоя, прилегающая к внутренней оболочке). В активном слое присутствуют крупинки двуокиси урана, которые не деформируются, а деформации подвергается только алюминиевая матрица. Присутствие топливной составляющей оказывает влияние на утолщение активного слоя в углах во время формирования многогранного профиля. Уменьшение топливной составляющей (выполнение лысок) позволяет получить активный слой стабильной толщины по граням и углам.
При изгибе, в зоне угла, наружная оболочка испытывает деформацию растяжения, так как увеличивается длина углового сектора квадрата наружной оболочки по отношению к сектору наружной оболочки круглой трубы, и как следствие, наружная оболочка утоняется, причем неравномерно по периметру угла, максимальное утонение оболочки соответствует вершине угла твэла. Выполнение продольных утолщений на внутренней поверхности наружной оболочки стакана позволяет уменьшить утонение наружной оболочки на углах во время формирования квадратного профиля.
Предлагаемый способ поясняется чертежами.
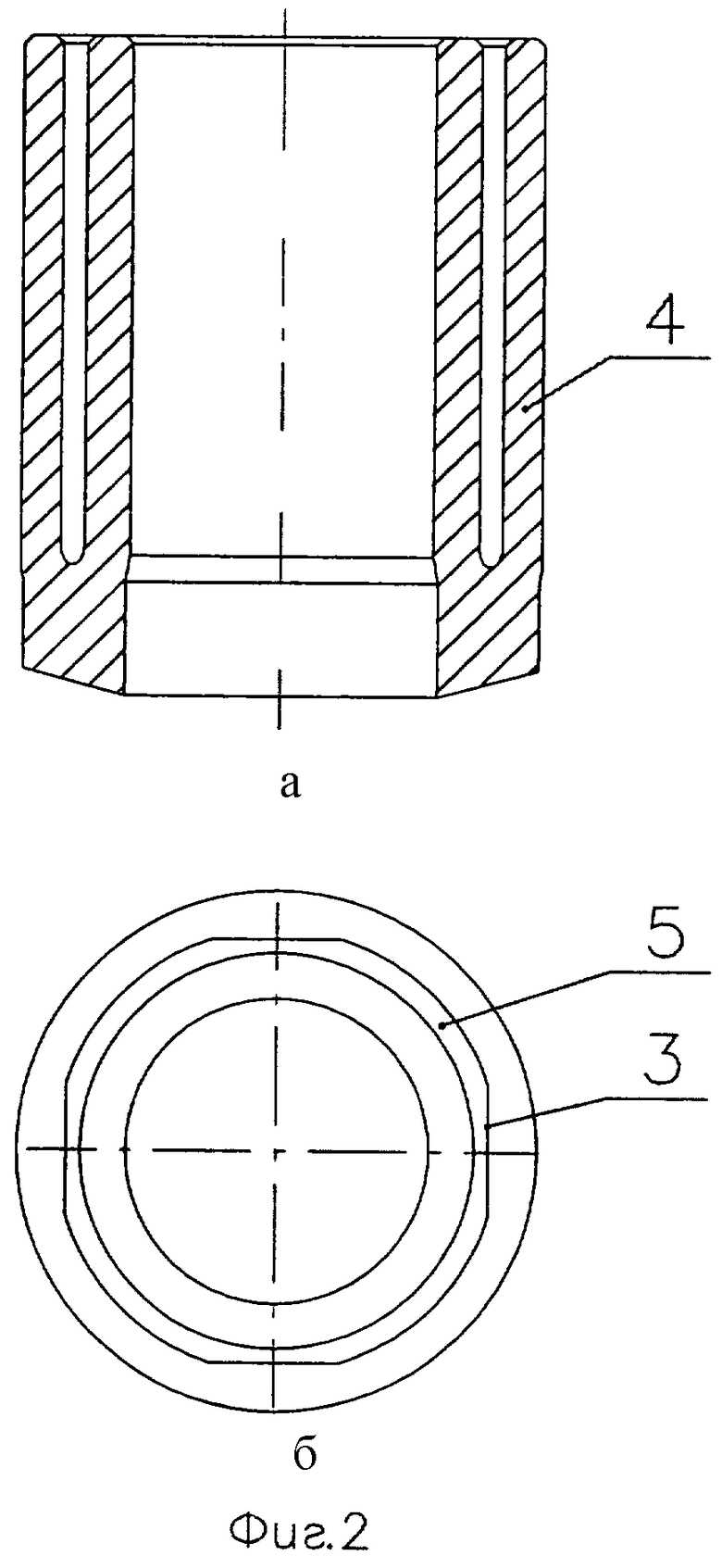
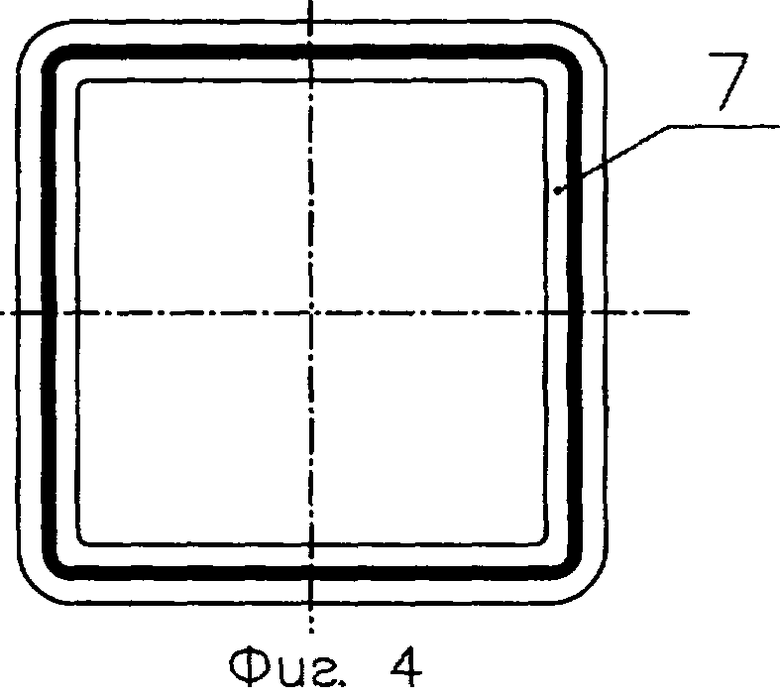
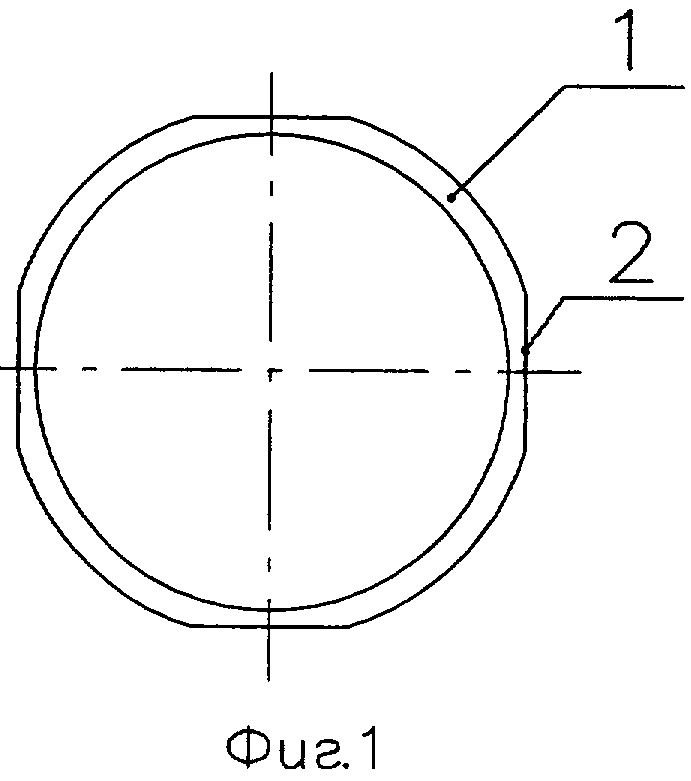
На фиг.1 представлен кольцевой сердечник с лысками, на фиг.2а и фиг.2б - стакан с продольными утолщениями, на фиг.3 - поперечное сечение твэла в виде круглой трубы, на фиг.4 - поперечное сечение твэла в виде квадратной трубы.
Способ изготовления трехслойных трубчатых тепловыделяющих элементов осуществляется следующим образом.
Получают смеси мелкодисперсных порошков для изготовления твэлов методом порошковой металлургии, смешивают порошки исходных материалов в присутствии жидкого пластификатора, прессуют в заготовку сердечника с использованием пластификатора, проводят горячее прессование-калибровку сердечника 1, после чего на нем выполняют продольные лыски 2 в количестве, равном количеству ребер оправки.
Изготовление оболочки осуществляют методом обратного выдавливания. При этом используют пуансон, обеспечивающий получение утолщений 3 на внутренней поверхности наружной оболочки стакана 4. На наружной поверхности стакана делают метки расположения утолщений. Количество утолщений равно количеству лысок на сердечнике. В кольцевой паз 5 стакана 4 устанавливают топливный сердечник 1 так, чтобы его продольные лыски 2 совпали с продольными утолщениями 3 стакана 4. Полученную заготовку калибруют, осуществляют горячее прессование и волочение на круглой оправке. Трубчатый твэл круглого сечения 6 формуют в многогранник 7 волочением. Совмещают метки с ребрами оправки и пропускают через матрицу.
Пример осуществления способа.
Изготовили два сердечника твэла. На сердечниках выполнили продольные лыски в четырех местах через 90°.
Геометрические размеры сердечников приведены в таблице 1.
Таблица 1
Изготовили стаканы методом обратного выдавливания с продольными утолщениями наружной оболочки в четырех местах через 90°.
На наружной поверхности стакана сделали метки расположения утолщений.
В кольцевой паз оболочки установили топливный сердечник так, чтобы его продольные лыски совпали с продольными утолщениями стакана. Полученную заготовку откалибровали, провели горячее прессование и волочение на круглой оправке.
Совместили метки с ребрами оправки.
При окончательных проходах волочения проволочили на оправке квадратного сечения с радиусом угла 3 мм (сердечники №1), а другую трубу проволочили на оправке с радиусом угла правки 4,6 мм (сердечники №2). После окончательного прохода из твэлов вырезали образцы, из данных образцов изготовили поперечные шлифы. По поперечным шлифам произвели замер толщин оболочек и активного слоя. Средние значения толщин оболочек и активного слоя, а также процент превышения толщины активного слоя по углам по отношению к среднему значению толщины активного слоя по граням приведены в таблице № 2.
Таким образом, предложенный способ позволяет изготовлять трехслойные трубчатые тепловыделяющие элементы со стабильной толщиной активного слоя и оболочки при формировании твэлов многогранного профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2223561C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2006 |
|
RU2351028C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2524156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО ШЕСТИГРАННОЙ ФОРМЫ | 2013 |
|
RU2525030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2004 |
|
RU2264668C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ КАНАЛЬНОГО ТИПА | 1998 |
|
RU2151433C1 |
| Способ изготовления мишени для наработки изотопа Мо-99 | 2015 |
|
RU2696000C1 |
| ТВЭЛ РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ, ЭЛЕМЕНТ ДИСТАНЦИОНИРОВАНИЯ ТВЭЛА И СПОСОБ (ВАРИАНТЫ) ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА | 2015 |
|
RU2598542C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2182377C2 |

Изобретение относится к ядерной энергетике и может найти применение при изготовлении трехслойных трубчатых тепловыделяющих элементов (твэл) различной геометрии с сердечником дисперсионного типа. В способе изготовления трехслойных трубчатых тепловыделяющих элементов, включающем получение смеси порошков, их смешивание в присутствии пластификатора, холодное прессование в заготовку сердечника с пластификатором, термическое спекание, горячее прессование-калибровку сердечника, размещение сердечника в оболочке, выполненной в виде стакана с кольцевым пазом, калибровку, горячее прессование через матрицу и волочение, внутреннюю поверхность наружной оболочки стакана выполняют с продольными утолщениями, а на наружной поверхности выполняют метки расположения утолщений, сердечник выполняют с продольными лысками и размещают его в стакане, совмещая утолщения стакана с лысками сердечника, и при волочении совмещают метки на ребрах оправки. Технический результат: способ позволяет изготавливать трехслойные трубчатые тепловыделяющие элементы со стабильной толщиной активного слоя и оболочки при формировании твэлов многогранного профиля. 4 ил, 2 табл.
Способ изготовления трехслойных трубчатых тепловыделяющих элементов, включающий получение смеси порошков, их смешивание в присутствии пластификатора, холодное прессование в заготовку сердечника с пластификатором, термическое спекание, горячее прессование-калибровку сердечника, размещение сердечника в оболочке, выполненной в виде стакана с кольцевым пазом, горячее прессование через матрицу и волочение, отличающийся тем, что внутреннюю поверхность наружной оболочки стакана выполняют с продольными утолщениями, а на наружной поверхности выполняют метки расположения утолщений, сердечник выполняют с продольными лысками и размещают его в стакане совмещения утолщения стакана с лысками сердечника и при волочении совмещают метки с ребрами оправки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2182377C2 |
| US 4054487 А, 18.10.1977 | |||
| US 3634190 А, 11.01.1972 | |||
| US 3427222 А, 11.02.1969 | |||
| ИНДУКТОР ДЛЯ НАСОСА С БОЛЬШОЙ ВСАСЫВАЮЩЕЙ МОЩНОСТЬЮ | 1998 |
|
RU2216649C2 |

