Изобретение предназначено для использования в энергомашиностроении и может найти широкое применение при создании систем диагностики осевых турбомашин в авиации и энергомашиностроении.
Известно, что флаттер (автоколебания) лопаток является одним из самых опасных видов колебаний лопаток, который возникает с большим уровнем вибрационных напряжений в лопатках и часто приводит к поломкам лопаток. Для повышения надежности работы и предупреждения разрушения турбомашины, а также для выработки эффективных защитных мероприятий весьма важно своевременное диагностирование флаттера лопаток.
Известен способ диагностики колебаний лопаток рабочего колеса осевой турбомашины, основанный на дискретно-фазовом методе, позволяющий определять деформационное состояние каждой лопатки рабочего колеса турбомашины [Заблоцкий И.Б., Коростелев Ю.А., Шипов Р.А. Бесконтактные измерения колебаний лопаток турбомашин. М.: Машиностроение, 1977, стр.23-27]. Сущность способа заключается в измерении временных интервалов между импульсами корневого и периферийного датчиков, их сопоставлении с геометрическим положением конкретной лопатки в колесе в определенные моменты времени и соответствующей интерпретации полученных значений.
Недостатками данного способа являются его трудоемкость и невозможность определения номеров диаметральных форм колебаний, по которым реализуется флаттер лопаток.
Известен также способ, основанный на измерении декрементов колебаний лопаток в процессе приближения режима работы турбомашины к границе автоколебаний [Сачин В.М., Шатохин А.Г. Исследование декрементов связанных аэроупругих колебаний рабочего колеса компрессора. Труды ЦИАМ №1064, 1983, с.187-202]. Данный способ характеризуется недостаточной эффективностью и надежностью, так как декременты колебаний лопаток в данном случае определяются в предположении стационарности процесса, хотя в действительности при подходе к границе автоколебаний процесс заведомо нестационарный.
Наиболее близким из известных по технической сущности и достигаемым результатам является способ диагностики флаттера [Хориков А.А. Исследование колебаний лопаток компрессоров датчиками измерения радиального зазора. Авиационно-космическая техника и технология №8 (55), Харьков, 2008, с.77-81], основанный на использовании датчика измерения величины радиального зазора и определении диагностической частоты флаттера рабочих лопаток в спектре пульсаций потока при дросселировании турбомашины. Момент возникновения флаттера фиксируют по наличию в спектре сигнала с датчика радиального зазора гармонического сигнала хотя бы на одной из диагностических частот, равных сумме частоты собственных колебаний и частоты вращения колеса, умноженной на номер диаметральной формы колебаний, т.е.

где m - номер диаметральной формы колебаний, fл - частота колебаний лопаток, fр - частота вращения ротора.
Недостатком данного способа, как и предыдущего, является невысокая надежность диагностики флаттера, так как состояние, при котором соотношение (1) может иметь место, может возникать не только при флаттере лопаток рабочего колеса, но и при других видах колебаний, например при срывных колебаниях [Хориков А.А., Данилкин С.Ю., Мазикина Т.И., Чистякова Е.М. Исследование широкохордных рабочих лопаток компрессоров в условиях срывного обтекания. Авиационно-космическая техника и технология №9 (56), Харьков, 2008. с.52-57]. Кроме того, вследствие высокого уровня амплитуд колебаний естественно-закрученных лопаток происходит увеличение длины лопатки и становится возможным касание торцов лопаток о датчик измерения радиального зазора, что также снижает надежность диагностики флаттера. К тому же конструкторские доработки, включая сверление отверстий под установку датчика зазора, требуют дополнительных затрат и уменьшают прочность корпуса турбомашины.
В основу изобретения положено решение задачи повышения надежности и снижения трудоемкости процесса диагностики флаттера рабочих лопаток турбомашин.
Изобретение основано на том, что увеличение длины лопатки при флаттере вследствие высоких амплитуд колебаний приводит не только к уменьшению радиального зазора, но и к касанию лопаток о внутреннюю поверхность корпуса турбомашины. Нанесение истираемого покрытия на внутренний корпус турбомашины и контроль характерных особенностей его износа позволит диагностировать наличие или отсутствие флаттера лопаток на данном режиме, а также определить диаметральную форму колебаний, по которой реализовался флаттер. В процессе экспериментальных исследований флаттера лопаток, проведенных на компрессорах авиационных двигателей, неоднократно наблюдались характерные признаки износа истираемого покрытия.
Поставленная задача решается тем, что реализуют способ диагностики флаттера рабочего колеса в составе осевой турбомашины на заданном рабочем режиме. Способ характеризуется тем, что на внутреннюю поверхность корпуса турбомашины в зоне вращения рабочего колеса наносят истираемое покрытие, толщину которого устанавливают исходя из отсутствия радиального зазора между торцами лопаток рабочего колеса и поверхностью покрытия на максимальной частоте вращения. Выводят турбомашину на заданную частоту вращения. Обеспечивают подачу равномерного газового потока на входе в турбомашину, устанавливают заданные значения параметров температуры и давления газового потока и дросселируют турбомашину при заданных значениях параметров температуры и давления газового потока на заданной частоте вращения до заданной точки на напорной характеристике турбомашины. Диагностирование наличия или отсутствия флаттера на заданном рабочем режиме осуществляют после останова турбомашины по результату анализа характера износа истираемого покрытия.
Другим характерным признаком заявленного способа является возможность по характеру износа истираемого покрытия определить номер диаметральной формы колебаний, по которой реализовался флаттер.
Указанные существенные признаки обеспечивают решение поставленной задачи, так как:
нанесение на внутреннюю поверхность корпуса турбомашины в зоне вращения рабочего колеса истираемого покрытия, толщину которого устанавливают исходя из отсутствия радиального зазора между торцами лопаток рабочего колеса и поверхностью покрытия на максимальной частоте вращения, обеспечивает гарантированное касание торцов лопаток рабочего колеса поверхности истираемого покрытия при возникновении флаттера;
подача равномерного газового потока на входе в турбомашину и установление заданных значений параметров температуры и давления газового потока обеспечивают реализацию условий работы турбомашины близкими к реальным эксплуатационным условиям;
дросселирование турбомашины при заданных значениях параметров температуры и давления газового потока на заданной частоте вращения до заданной точки на напорной характеристике турбомашины обеспечивает нагружение турбомашины и возможность реализации флаттера на заданном рабочем режиме;
диагностирование наличия или отсутствия флаттера на заданном рабочем режиме, которое осуществляют после останова турбомашины по результату анализа характера износа истираемого покрытия, является заключительной операцией заявленного способа и обеспечивает выполнение поставленной задачи.
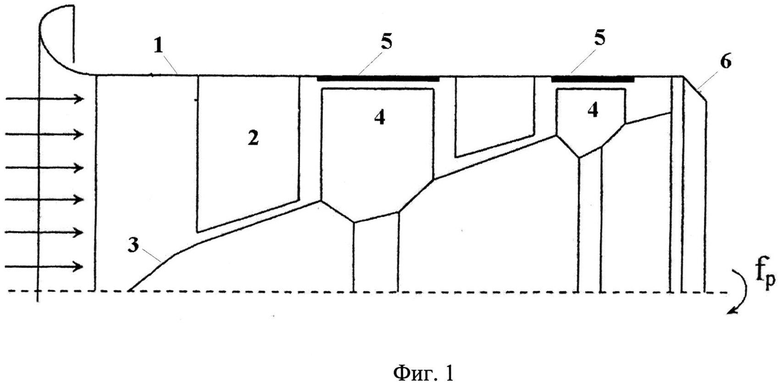
На фиг.1 показано устройство, реализующее предлагаемый способ;
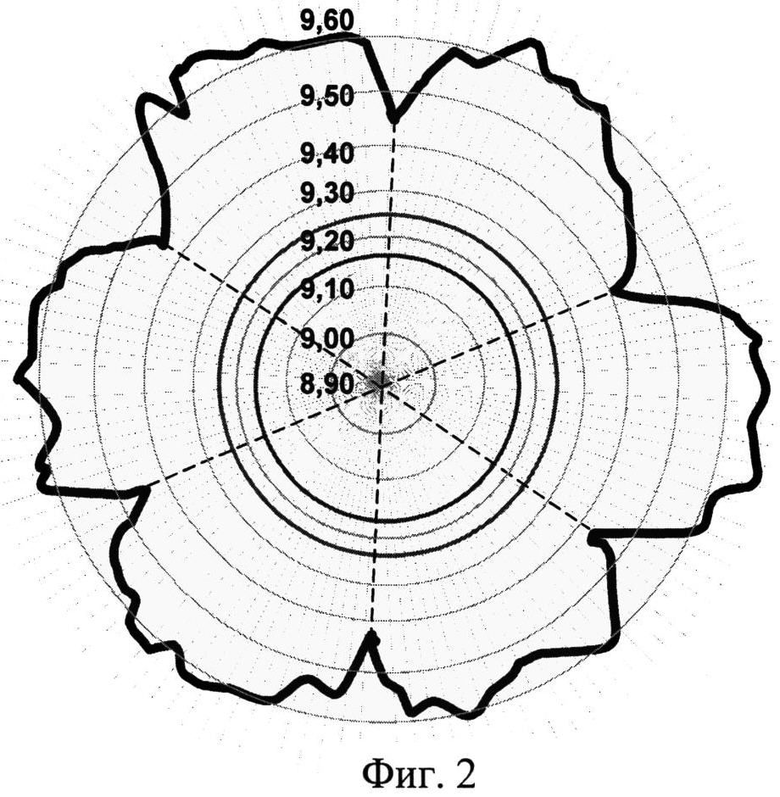
на фиг.2 - характерный волновой износ истираемого покрытия при флаттере лопаток.
Реализацию предлагаемого способа диагностики флаттера лопаток рассмотрим на примере экспериментальной турбомашины, например компрессора (фиг.1), содержащего корпус 1 с неподвижными лопатками 2, ротор 3 рабочего колеса с лопатками 4, над которыми в корпусе компрессора нанесено истираемое покрытие 5. За компрессором установлен регулируемый дроссель 6. В реальном двигателе роль дросселя 6 обычно играют поворотные лопатки спрямляющих аппаратов или регулируемые створки реактивного сопла. Компрессор приводится во вращение приводом (не показано). Привод обеспечивает регулирование частоты вращения ротора 3.
На входе компрессора размещено входное устройство, выполненное в виде лемнискаты. Входное устройство обеспечивает подачу равномерного газового потока на вход в турбомашину. Входное устройство может быть выполнено также в виде набора спрямляющих решеток или другого аналогичного устройства. Регулирование температуры и давления газового потока может быть осуществлено известными приемами: нагревом газового потока с использованием электрического нагревателя и предварительным сжатием потока в дополнительном компрессоре.
Способ осуществляется следующим образом.
На внутреннюю поверхность корпуса турбомашины в зоне вращения лопаток 4 рабочего колеса наносят истираемое покрытие 5. Используется штатно применяемое истираемое покрытие 5, которое наносят при изготовлении турбомашины. Толщина покрытия 5 выбирается из условия отсутствия радиального зазора на максимальной частоте вращения ротора 3, т.е. при максимальной частоте вращения ротора между торцами рабочих лопаток 4 и внутренней поверхностью покрытия 5 зазор должен быть нулевым.
С использованием воздуходувки (не показано) обеспечивают подачу равномерного газового потока. Равномерность потока обеспечивается также входным устройством компрессора, например лемнискатой. При необходимости корректируют температуру и давление газового потока. Далее приводят турбомашину во вращение при раскрытом дросселе 6 и устанавливают заданную частоту вращения ротора 3.
Уменьшая проходное сечение регулируемого дросселя 6, дросселируют турбомашину. Предварительно устанавливают такое положение регулируемого дросселя 6, при котором заведомо не возникает флаттер лопаток 4 на исследуемой частоте вращения турбомашины. Затем устанавливают заданные (рабочие) температуру, давление, положение органов регулирования и частоту вращения турбомашины fр, при которой необходимо диагностировать наличие флаттера лопаток 4. С помощью регулируемого дросселя 6 дросселируют турбомашину вплоть до линии рабочих режимов или до любой другой точки напорной характеристики при данной частоте вращения. Затем производят раздросселирование и останов турбомашины. Производят осмотр поверхности истираемого покрытия 5 и по характерным волновым особенностям износа покрытия 5 судят о наличии или отсутствии флаттера и номере диаметральной формы колебаний, по которому реализовался флаттер на данном режиме работы турбомашины. Определенные волновые особенности износа покрытия 5 свойственны реализации вполне определенных диаметральных форм колебаний при флаттере.
Из фиг.2 следует, что в данном случае реализовался флаттер с тремя волнами деформации, т.е. реализовалась третья диаметральная форма колебаний. Диаметры колебаний показаны пунктирными линиями. Характер износа истираемого покрытия показан в виде круговой диаграммы толстой волнистой линией.
Таким образом, простым наблюдением за характером износа истираемого покрытия удается сделать однозначный вывод о наличии или отсутствии флаттера на данном режиме работы турбомашины. Характер износа истираемого покрытия позволяет также сделать вывод о номере диаметральной формы колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностики касания лопаток рабочего колеса о корпус в составе осевой турбомашины | 2022 |
|
RU2795805C1 |
| СПОСОБ ДИАГНОСТИКИ КОЛЕБАНИЙ РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ | 2008 |
|
RU2374615C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК НЕСИНХРОННЫХ КОЛЕБАНИЙ РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ | 2014 |
|
RU2573331C2 |
| СПОСОБ ДИАГНОСТИКИ ВИДА АЭРОУПРУГИХ КОЛЕБАНИЙ РАБОЧИХ ЛОПАТОК ОСЕВОЙ ТУРБОМАШИНЫ | 2009 |
|
RU2402751C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ АВТОКОЛЕБАНИЙ РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ | 1995 |
|
RU2094618C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНЫХ КОЛЕБАНИЙ ЛОПАТОК РАБОЧЕГО КОЛЕСА В СОСТАВЕ ОСЕВОЙ ТУРБОМАШИНЫ | 2011 |
|
RU2451279C1 |
| СПОСОБ ДИАГНОСТИКИ ВИДА КОЛЕБАНИЙ РАБОЧИХ ЛОПАТОК ОСЕВОЙ ТУРБОМАШИНЫ | 2015 |
|
RU2598983C1 |
| СПОСОБ ДОВОДКИ КОЛЕС ТУРБОМАШИН | 2014 |
|
RU2579300C1 |
| Способ определения характера касания лопатки вращающегося колеса о корпус турбомашины | 2017 |
|
RU2670771C9 |
| СПОСОБ ОБНАРУЖЕНИЯ КРУТИЛЬНЫХ И ИЗГИБНЫХ СМЕЩЕНИЙ ТОРЦОВ ЛОПАТОК РАБОЧЕГО КОЛЕСА ОСЕВОГО КОМПРЕССОРА ПРИ ИССЛЕДОВАНИЯХ СРЫВНЫХ ЯВЛЕНИЙ | 2006 |
|
RU2320957C1 |
Изобретение относится к энергомашиностроению и представляет собой способ диагностики флаттера лопаток рабочего колеса в составе осевой турбомашины на заданном рабочем режиме. Изобретение основано на том, что увеличение длины лопатки при флаттере вследствие высоких амплитуд колебаний приводит не только к уменьшению радиального зазора, но и к касанию лопаток о внутреннюю поверхность корпуса турбомашины. Нанесение истираемого покрытия на внутренний корпус турбомашины и контроль характерных особенностей его износа позволит диагностировать наличие или отсутствие флаттера лопаток на данном режиме, а также определить диаметральную форму колебаний, по которой реализовался флаттер. Технический результат заключается в повышении надежности и снижении трудоемкости процесса диагностики флаттера рабочих лопаток турбомашин.1з.п.ф-лы, 2ил.
1. Способ диагностики флаттера лопаток рабочего колеса в составе осевой турбомашины на заданном рабочем режиме, характеризующийся тем, что на внутреннюю поверхность корпуса турбомашины в зоне вращения рабочего колеса наносят истираемое покрытие, толщину которого устанавливают исходя из отсутствия радиального зазора между торцами лопаток рабочего колеса и поверхностью покрытия на максимальной частоте вращения, выводят турбомашину на заданную частоту вращения, обеспечивают подачу равномерного газового потока на входе в турбомашину, устанавливают заданные значения параметров температуры и давления газового потока и дросселируют турбомашину при заданных значениях параметров температуры и давления газового потока на заданной частоте вращения до заданной точки на напорной характеристике турбомашины, а диагностирование наличия или отсутствия флаттера на заданном рабочем режиме осуществляют после останова турбомашины по результату анализа характера износа истираемого покрытия.
2. Способ по п.1, характеризующийся тем, что по характеру износа истираемого покрытия определяют номер диаметральной формы колебаний, по которой реализовался флаттер.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ ДИАГНОСТИКИ АВТОКОЛЕБАНИЙ РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ (ВАРИАНТЫ) | 2005 |
|
RU2296970C2 |
| СПОСОБ ДИАГНОСТИКИ ВИДА АЭРОУПРУГИХ КОЛЕБАНИЙ РАБОЧИХ ЛОПАТОК ОСЕВОЙ ТУРБОМАШИНЫ | 2009 |
|
RU2402751C1 |
| СПОСОБ ДИАГНОСТИКИ АВТОКОЛЕБАНИЙ РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ | 2009 |
|
RU2411484C1 |
| СПОСОБ ДИАГНОСТИКИ КОЛЕБАНИЙ РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ | 2005 |
|
RU2287141C2 |
| ПОВЕРХНОСТНО-АКТИВНЫЕ АЛКИЛАМИДОПРОПИЛДИАЛКИЛАМИНЫ В КАЧЕСТВЕ АДЪЮВАНТОВ | 2007 |
|
RU2446684C2 |
| JP2008180697A,07.08.2008 | |||

