Изобретение относится к области изготовления летательных аппаратов.
Из документа FR-2 894 869 известно изготовление фюзеляжа самолета из шпангоутов, покрытых обшивкой. Шпангоуты имеют круглую форму и образуют каркас фюзеляжа. Шпангоуты располагают один за другим на оправке, которая поддерживает их в окончательном положении друг относительно друга. Затем шпангоуты соединяют друг с другом и с другими деталями каркаса и покрывают обшивкой. Однако такой способ требует значительных затрат времени и средств на циклы сборки.
Задачей изобретения является сокращение времени циклов и снижение соответствующих расходов, а также упрощение сборки секции фюзеляжа за счет ее автоматизации.
Поставленная задача решена в способе изготовления летательного аппарата, в котором, по меньшей мере, одну оправку пропускают через шпангоуты, установленные в кассете, и во время пропускания шпангоуты перемещают на оправке.
Таким образом, упрощают и ускоряют операцию размещения шпангоутов на оправке. За счет этого можно сократить время циклов, а также снизить соответствующие расходы. Это упрощение сборки облегчает также ее автоматизацию.
Предпочтительно:
- в кассету заправляют шпангоуты,
- кассету доставляют, затем
- кассета остается неподвижной, и оправку пропускают в шпангоуты.
Таким образом, кассету можно загружать на удалении от сборочной линии, затем эту кассету транспортируют до места сборки. Операция заправки кассеты сама по себе не нарушает процесс сборки.
Предпочтительно оправку пропускают через кассету.
Действительно, предпочтительно иметь кассету, поддерживающую шпангоуты на большей части их окружности, которая, как правило, является замкнутой.
Предпочтительно перемещение осуществляют таким образом, чтобы промежуток между шпангоутами на оправке превышал промежуток между ними в кассете, причем промежуток между ними на оправке предпочтительно равен промежутку между ними в летательном аппарате.
Таким образом, еще больше упрощают сборку и еще больше способствуют ее автоматизации.
Предпочтительно через шпангоуты, установленные в двух соответствующих кассетах, пропускают две оправки, перемещая оправки в направлении друг к другу.
Этот вариант осуществления является предпочтительным для случая, когда секция фюзеляжа имеет относительно большую длину по сравнению с его диаметром. Действительно, применение двух оправок позволяет уменьшить консольность.
Предпочтительно оправки скрепляют друг с другом, в частности, жестко соединяя их во вращении.
За счет этого улучшают устойчивость всей системы во время процесса изготовления.
Предпочтительно к шпангоутам присоединяют, по меньшей мере, одну панель обшивки.
Поставленная задача решена также в установке для изготовления летательного аппарата, содержащей:
- по меньшей мере, одну кассету для шпангоутов,
- по меньшей мере, одну оправку и
- средства для перемещения на оправке шпангоутов, установленных в кассете, во время пропускания оправки через шпангоуты.
Установка в соответствии с настоящим изобретением может содержать, по меньшей мере, один из любых следующих отличительных признаков:
- средства перемещения установлены на оправке;
- оправка содержит средства крепления шпангоутов на оправке, причем предпочтительно эти средства, по меньшей мере, частично образованы средствами перемещения; и
- средства крепления установлены на оправке с возможностью перемещения между убранным положением и развернутым положением, в котором они больше выступают из оправки, чем в убранном положении, при этом часть средств крепления установлена, например, с возможностью вращения на оправке вокруг оси, локально параллельной окружному направлению оправки.
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания варианта осуществления, представленного в качестве неограничивающего примера, со ссылками на прилагаемые чертежи, на которых:
на фиг.1 и 2 показана первая оправка установки в соответствии с настоящим изобретением, вид в перспективе;
на фиг.3-5 показана вторая оправка, кассеты и станины установки, вид в перспективе;
на фиг.6, 7, 9, 10, 11 и 12 показаны этапы осуществления способа в соответствии с настоящим изобретением при помощи установки, показанной на фиг.1-5;
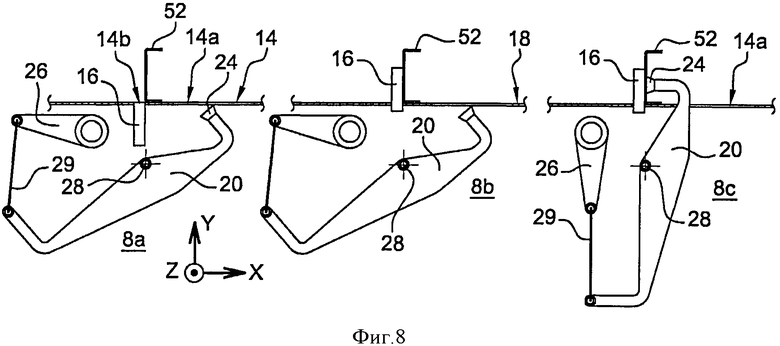
на фиг.8 показана установка, изображенная на фиг.7, во время трех рабочих этапов, увеличенный вид в разрезе по плоскости VIII-VIII.
Далее следует описание варианта осуществления установки в соответствии с настоящим изобретением для изготовления летательного аппарата. В данном случае летательный аппарат является летательным аппаратом тяжелее воздуха и в настоящем примере - самолетом, содержащим фюзеляж 2, секция которого показана на фиг.6-12.
В дальнейшем будет использоваться традиционная система координат X, Y и Z, в которой направление X обозначает продольное направление фюзеляжа, направление Y - поперечное горизонтальное направление, и направление Z - вертикальное направление.
Фюзеляж имеет в основном круглое сечение в плоскости, перпендикулярной к продольному направлению X. Он состоит из нескольких секций типа секции, изготовление которой будет описано ниже, причем эти секции впоследствии будут скреплены встык.
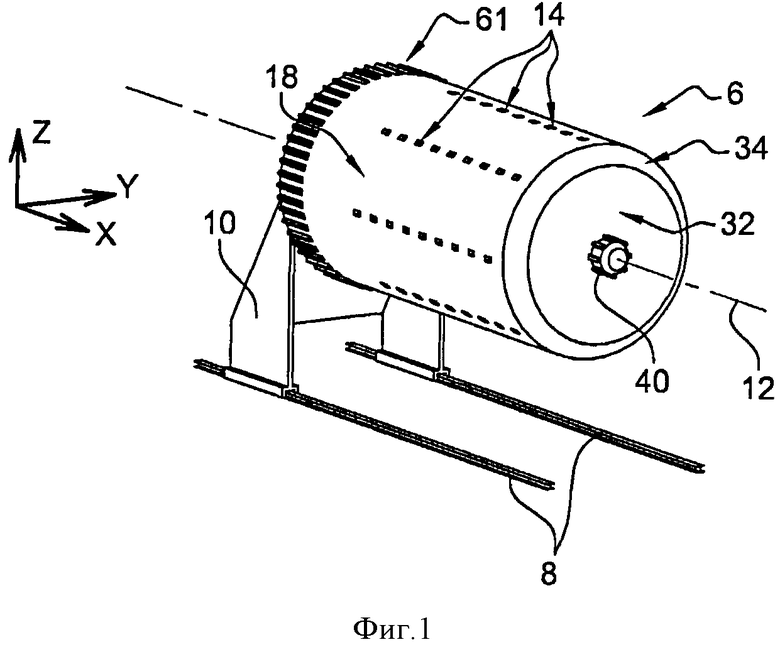
В целом установка 4 показана на фиг.6. Как показано на фиг.1 и 2, в настоящем примере установка содержит первую оправку 6 и две направляющих 8, параллельных направлению X и закрепленных на земле. Оправка 6 закреплена на кронштейне 10, при помощи которого она установлена с возможностью перемещения скольжением на направляющих 8 в направлении X. Оправка содержит боковую сторону в основном цилиндрической формы, ось 12 которой параллельна направлению X, и сечение, перпендикулярное к этой оси, имеет в основном круглую форму. Оправка установлена с возможностью вращения вокруг своей продольной оси, которая соответствует оси 12 цилиндра. На фиг.1 показана передняя часть оправки, а на фиг.2 - задняя часть оправки. Оправка 6 содержит плоскую фронтальную сторону 32, перпендикулярную к оси 12. Фронтальная сторона 32 и боковая сторона 18 сопрягаются через скошенную фаску 34.
На своей цилиндрической поверхности оправка содержит отверстия 14, распределенные в несколько линий, параллельных оси 12. Каждая из них содержит несколько отверстий, в данном случае девять отверстий в каждой линии. Это число может меняться в зависимости от числа шпангоутов секции (см. ниже), то есть от длины собираемой секции. Отверстия линий образуют окружные ряды, расположенные в соответствующих последовательных плоскостях, перпендикулярных к оси 12. Как показано на фиг.8, каждое отверстие 14 имеет прямоугольную форму. Оно содержит переднюю часть 14а и заднюю часть 14b, отделенные друг от друга в направлении X частью стенки оправки 6.
Оправка 6 содержит средства 16, 20 крепления, соединенные с оправкой и выполненные с возможностью удержания шпангоутов 52 фюзеляжа на оправке, что будет описано ниже. Эти средства содержат элементы, установленные подвижно на оправке с возможностью перемещения между убранным положением и развернутым положением, в котором они больше выступают относительно оправки в направлении, радиальном к оси 12, чем в убранном положении. В данном случае эти элементы содержат штифты 16 удлиненной прямолинейной формы, ориентированные в радиальном направлении. В убранном положении, показанном на фиг.8а, штифты находятся внутри оправки, не выходя за пределы стороны 18 оправки. В развернутом положении, показанном на фиг.8b и 8 с, часть штифтов 16 выступает из этой стороны через часть 14b отверстия. Штифты 16 выполнены с возможностью опоры на заднюю зону шпангоутов 52.
Средства крепления содержат также элементы 20, выполненные с возможностью опоры на переднюю сторону шпангоутов. В данном примере эти элементы содержат откидные зажимы 20 в виде крючка, наружный свободный конец которого содержит площадку 24. Откидной зажим выполнен с возможностью поворота вокруг оси 18, локально параллельной окружному направлению оправки. Таким образом, он находится в плоскости, параллельной направлениям Y и Z. Как показано на фиг.8а и 8b, откидной зажим может занимать убранное положение, в котором он расположен внутри оправки, не выступая из стороны 18. В развернутом положении, показанном на фиг.8 с, откидной зажим 20 проходит через переднюю часть 14а отверстия, выступая из стороны 18 оправки. Таким образом, с каждым отверстием 14 оправки связан узел из штифта 16 и откидного зажима 20.
Внутри оправки предусмотрен соответствующий механизм для приведения этих элементов в действие в рамках способа, который будет описан ниже. В частности, откидным зажимом можно управлять при помощи поворотной рукоятки 26 и через тягу 29. Ось вращения рукоятки параллельна оси 28.
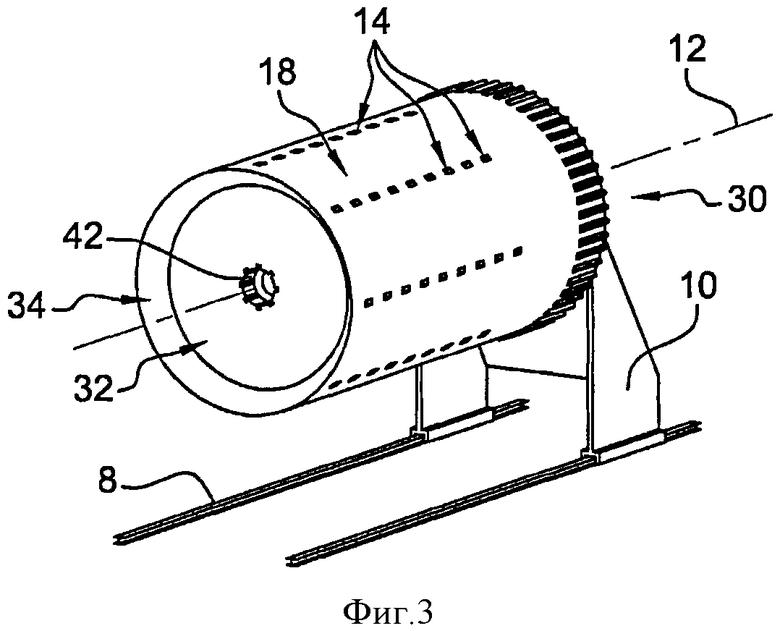
В данном случае установка 4 содержит вторую оправку 30, которая выполнена так же, как и первая оправка 6, за исключением следующих отличительных признаков. Вторая оправка 30 тоже содержит фронтальную сторону 32, но она расположена с отступом от переднего края боковой стороны 18, образуя полость в передней части оправки. На второй оправке стороны 32 и 18 тоже сопряжены скошенной фаской. При этом первая оправка 6 выполнена таким образом, что образует охватываемую часть, а вторая оправка 30 образует охватывающую часть, выполненную с возможностью захождения в нее охватываемой части первой оправки, при этом фронтальные стороны 32 входят друг с другом в поверхностный контакт, так же как и две конусные скошенные фаски 34. Таким образом, обе оправки можно расположить коаксиально в продолжение друг друга.
Установка содержит средства для зацепления между двумя оправками при вращении, например, если необходимо привести во вращение одну оправку при помощи другой. В данном случае эти средства содержат зубчатое колесо или кулачок 40, выступающий из фронтальной стороны 32 первой оправки и выполненный с возможностью захождения в выемку 42 фронтальной стороны 32 второй оправки. Выемка 42 имеет охватывающую форму, ответную охватываемой форме колеса 40. При соединении двух оправок колесо первой оправки зацепляется со второй за счет зубчатого соединения с выемкой 42 во время вращения вокруг оси 12.
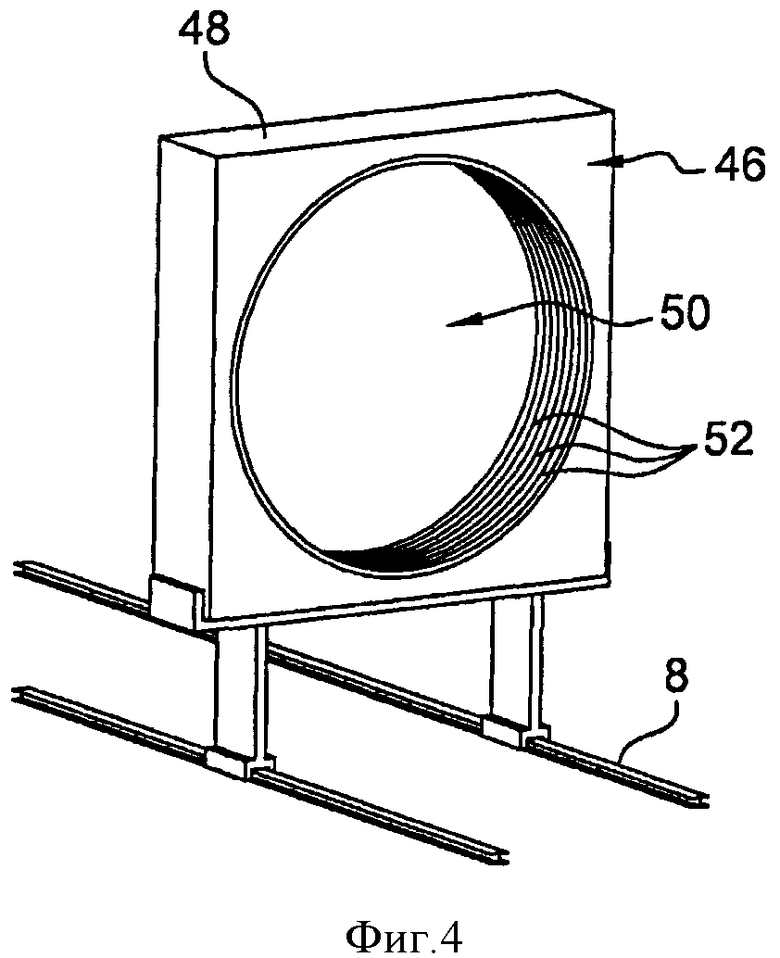
Как показано на фиг.4, установка 4 содержит кассету 46 для первой оправки и вторую кассету 46, идентичную первой, для второй оправки. Каждая кассета содержит корпус 48 в основном в виде прямоугольного параллелепипеда. Этот корпус является плоским и в основном расположен в плоскости, параллельной направлениям Y и Z. Он содержит в центре проем 50. Кассета выполнена с возможностью размещения в ней шпангоутов 52 фюзеляжа. Шпангоуты 52 имеют плоскую и круглую форму. Они заходят в проем, будучи расположенными, каждый, в вертикальной плоскости, перпендикулярной к направлению X. Таким образом, шпангоуты расположены параллельно друг другу и коаксиально друг с другом, входят друг с другом в контакт и следуют один за другим.
Установка содержит также две станины 54, связанные с соответствующими оправками 6 и 30. Каждая станина 54 содержит корпус 56, имеющий форму, аналогичную форме корпуса 48 кассет. По меньшей мере, одна из станин содержит приводные средства 58', позволяющие приводить во вращение соответствующую оправку, когда она проходит через центральный проем 58 станины. Для этого эти средства содержит зубчатое колесо, смежное с проемом, зубья которого могут входить в зацепление с зубьями 61, выполненными в данном случае на заднем конце боковой стороны 18 оправки. Достаточно, чтобы только одна из станин содержала такие приводные средства, при этом другая станина выполняет простую функцию направления во вращении. Вместе с тем такими средствами можно оборудовать обе станины.
Как показано на фиг.6, предпочтительно каждая оправка имеет общую длину L, меньшую ее 2-кратного габаритного диаметра D. Предпочтительно эта длина L даже меньше 1,5-кратного диаметра и, например, меньше или равна этому диаметру. Это позволяет избежать слишком большой консольности оправок, которая привела бы к прогибу этого инструмента под собственным весом вместе с весом фюзеляжа.
Установка содержит также средства управления, которые могут быть полностью или частично автоматизированы и которые позволяют применять способ сборки, который представлен ниже со ссылками на фиг.6-12.
На первом, не показанном этапе в каждую из кассет 46 заправляют несколько шпангоутов 52. В данном случае эту загрузку осуществляют на удалении от сборочной линии, предварительно переместив оправку, чтобы удалить ее от других узлов установки 4. После заправки кассеты ее устанавливают на направляющие 8.
На втором этапе, показанном на фиг.6, различные элементы установки располагают на направляющих в следующем порядке, начиная слева:
- первую оправку 6 с ее кронштейном 10 с левой стороны,
- связанную с ней станину 54,
- связанную с ней кассету 46,
затем отделенные пространством от этих первых элементов:
- кассету 46, связанную со второй оправкой 30,
- станину 54, связанную с этой второй оправкой, и
- вторую оправку с ее кронштейном с правой стороны.
Оба кронштейна 10 являются частями установки, наиболее удаленными друг от друга на направляющих 8. Станина 54, связанная с первой оправкой, упирается в направлении X в заднюю сторону кассеты 46, которая служит точкой отсчета положения. Передний конец первой оправки 6 заходит в проем 58 станины, но не доходит до проема 50 кассеты. Элементы, связанные со второй оправкой, в том числе сама оправка, являются симметричными с элементами, связанными с первой оправкой 6, в установке относительно плоскости симметрии, параллельной направлениям Y и Z.
На этой стадии изготовления и до показанного на фиг.12 этапа включительно кассеты 46 и станины 54 жестко закреплены на направляющих 8 и остаются неподвижными относительно земли и относительно друг друга. В дальнейшем только оправки 6 и 30 перемещаются на направляющих в направлении X. Первоначально штифты 16 и детали 20 находятся в убранном положении.
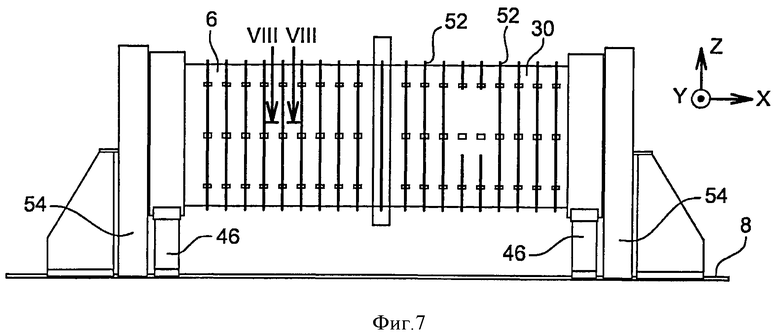
Во время второго этапа, завершение которого показано на фиг.7, первую оправку 6 пропускают через станину 54 и через соответствующую кассету 46, перемещая первую оправку на направляющих 8. Точно так же поступают со второй оправкой, поэтому обе оправки перемещаются в направлении друг к другу, пока не войдут в контакт и не соединятся друг с другом, как показано на фиг.7.
Во время этого перемещения для каждой оправки приводят в действие средства 16 и 20 таким образом, чтобы штифты 16, находящиеся в первом окружном ряду в каждой линии, располагались радиально в момент, когда они окажутся напротив промежутка между первым и вторым шпангоутами 52 кассеты 46, причем эти шпангоуты являются самыми удаленными от кронштейна 10. Это выдвижение можно облегчить за счет выполнения скошенной формы на дальнем конце штифтов 16. Таким образом, выдвижение штифтов 16 позволяет оправке во время ее прохождения увлечь за собой первый шпангоут 52 из ряда. После начала этого захвата откидной зажим 20 тоже переходит в свое развернутое положение. Таким образом, шпангоут 52 жестко удерживается в положении на оправке на уровне своей задней стороны штифтом 16 и на уровне своей передней стороны откидным зажимом 20. Можно также предусмотреть специальные средства для блокировки любого вращения шпангоута относительно оправки вокруг оси X.
Когда отверстия 14 второго окружного ряда в линиях оказываются напротив промежутка между двумя шпангоутами, находящимися первыми среди остающихся в кассете, соответствующие штифты 16 переходят тоже в развернутое положение, чтобы точно так же увлечь на оправке самый первый шпангоут 52. После этого соответствующие откидные зажимы 20 переходят в развернутое положение.
Таким образом, различные шпангоуты постепенно перемещаются из кассеты на соответствующую оправку. Во время этого перемещения шпангоуты находятся напротив соответствующих отверстий 14. Таким образом, промежуток между ними становится больше, чем промежуток, который был между ними в положении хранения в кассете 46. В настоящем примере этот промежуток соответствует промежутку, который будет между шпангоутами в конечном положении на самолете.
Как показано на фиг.7, в конце этого этапа все шпангоуты 52 оказываются выгруженными из кассет (которые теперь являются пустыми) и распределены на оправках. Оправки соединяют, и их стороны 18 образуют сплошную цилиндрическую поверхность.
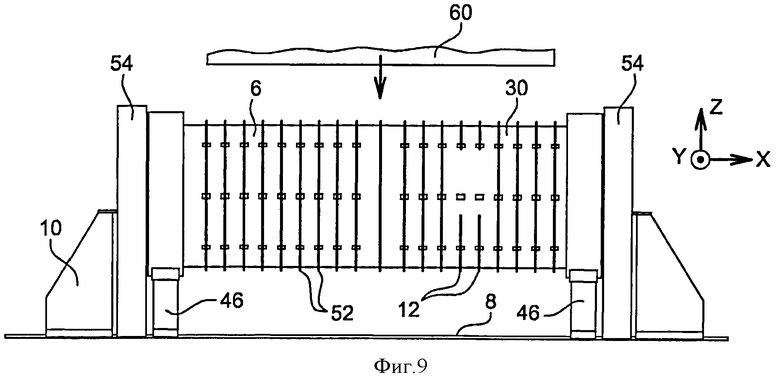
На следующем этапе, показанном на фиг.9, на установку доставляют панель 60 обшивки, в данном случае сверху и в направлении, радиальном к оси 12. Предпочтительно эта панель обшивки содержит предварительно собранные на ней стрингеры. Панель обшивки располагают и крепят на шпангоутах 52. Стрингеры проходят в направлении X.
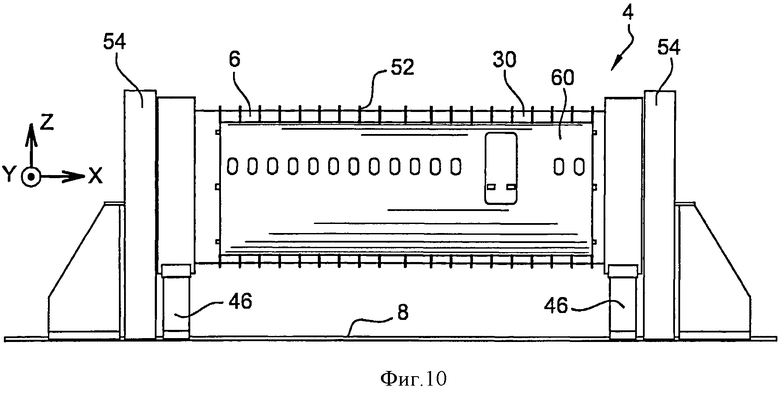
При помощи станин 54 поворачивают обе оправки со шпангоутами и с закрепленной на них панелью 60 обшивки, как показано на фиг.10. Это вращение позволяет операторам получить лучший доступ к панели 60 обшивки. Ее соединяют со шпангоутами, используя, например, глухие заклепки, которые можно устанавливать только снаружи.
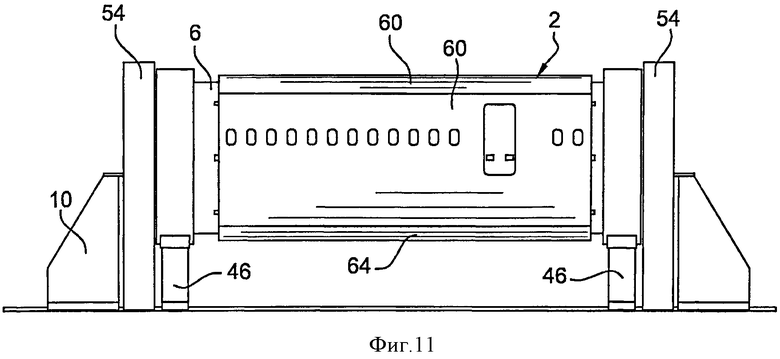
Как показано на фиг.11, после этого устанавливают вторую панель 60 обшивки так же, как показано на фиг.9. Эта панель обшивки занимает место в секции, смещенной в угловом направлении относительно места, занимаемого первой панелью обшивки. Таким образом, все элементы обшивки располагают в изготавливаемой секции.
Как показано на фиг.12, затем под секцией фюзеляжа между двумя кассетами располагают лоток 64, чтобы он поддерживал изготовленную таким образом секцию. Затем, вернув в убранное положение штифты и откидные зажимы, можно удалить кассеты одну за другой в направлении X и высвободить секцию. После этого секцию на лотке удаляют из установки.
Затем эти же этапы можно применять для изготовления другой секции 2 фюзеляжа.
Изобретение представляет особый интерес для изготовления секций фюзеляжа с большеразмерными панелями обшивки, чтобы максимально использовать автоматизацию (поэтому применяют две оправки для поддержания веса инструментария), причем эти панели могут быть выполнены из композитного материала или из металла.
Разумеется, не выходя за рамки изобретения, в него можно вносить различные изменения.
Изобретение можно применять при помощи только одной оправки, например, консольно установленной на направляющих 8.
В данном случае средства перемещения шпангоутов из кассет на оправки образуют часть средств удержания шпангоутов на оправках. Однако можно предусмотреть средства перемещения отдельно от средств удержания, которые, можно, например, выполнить на кассетах.
Можно предусмотреть, например, индивидуальное дистанционное управление приведением в действие средств перемещения со стороны оператора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2006 |
|
RU2412859C2 |
| ОТСЕК ШАССИ УМЕНЬШЕННЫХ ГАБАРИТНЫХ РАЗМЕРОВ | 2008 |
|
RU2465171C2 |
| СОЕДИНЕНИЕ КОМПОЗИТНЫХ СЕКЦИЙ ФЮЗЕЛЯЖА ВДОЛЬ ОКОННОГО ПОЯСА | 2013 |
|
RU2628262C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
| ОТСЕК ШАССИ С РАЗДЕЛЬНОЙ КОНСТРУКЦИЕЙ | 2006 |
|
RU2415779C2 |
| Стыковое соединение по окружности для конструкций обшивки | 2013 |
|
RU2658211C2 |
| ПАНЕЛИ И ФЮЗЕЛЯЖИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ ИЗ КОМПОЗИТНЫХ СТРУКТУР | 2013 |
|
RU2634853C2 |
| ЕДИНАЯ КОНСТРУКЦИЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2009 |
|
RU2505453C2 |
| ПЛАНЕР МНОГОРЕЖИМНОГО САМОЛЕТА-МОНОПЛАНА | 1997 |
|
RU2173654C2 |
| ОТСЕК ШАССИ С КЕССОННОЙ КОНСТРУКЦИЕЙ | 2006 |
|
RU2406651C2 |



Изобретение относится к способу изготовления летательных аппаратов (ЛА). Во время изготовления ЛА оправку пропускают через шпангоуты. Шпангоуты установлены в кассете. Во время пропускания шпангоуты перемещают на оправке при помощи средств для перемещения, установленных в кассете. Достигается упрощение сборки секции фюзеляжа, сокращение времени циклов сборки. 2 н. и 14 з.п. ф-лы, 12 ил.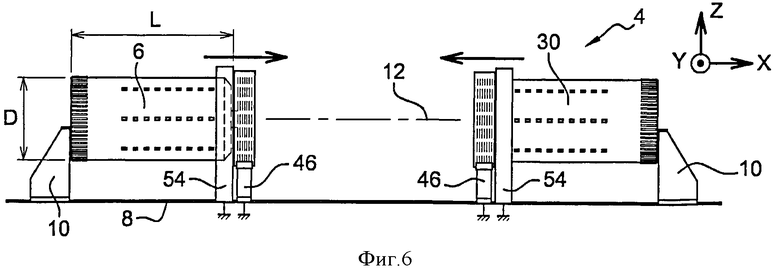
1. Способ изготовления летательного аппарата, характеризующийся тем, что, по меньшей мере, одну оправку (6, 30) пропускают через шпангоуты (52), установленные в кассете (46), и во время пропускания шпангоуты перемещают на оправке.
2. Способ по п.1, в котором в кассету (46) заправляют шпангоуты (52), доставляют кассету, затем кассету оставляют неподвижной, а оправку (6, 30) вводят в шпангоуты.
3. Способ по п.1 или 2, в котором оправку (6, 30) пропускают через кассету (46).
4. Способ по п.1 или 2, в котором перемещение осуществляют таким образом, чтобы промежуток между шпангоутами (52) на оправке превышал промежуток между ними в кассете, причем промежуток между ними на оправке предпочтительно равен конечному промежутку между ними в летательном аппарате.
5. Способ по п.3, в котором перемещение осуществляют таким образом, чтобы промежуток между шпангоутами (52) на оправке превышал промежуток между ними в кассете, причем промежуток между ними на оправке предпочтительно равен конечному промежутку между ними в летательном аппарате.
6. Способ по любому из пп.1, 2, 5, в котором через шпангоуты (52), установленные в двух соответствующих кассетах (46), пропускают две оправки (6, 30), перемещая оправки в направлении друг к другу, и предпочтительно оправки скрепляют, в частности, жестко соединяя их во вращении.
7. Способ по п.3, в котором через шпангоуты (52), установленные в двух соответствующих кассетах (46), пропускают две оправки (6, 30), перемещая оправки в направлении друг к другу, и предпочтительно оправки скрепляют, в частности, жестко соединяя их во вращении.
8. Способ по п.4, в котором через шпангоуты (52), установленные в двух соответствующих кассетах (46), пропускают две оправки (6, 30), перемещая оправки в направлении друг к другу, и предпочтительно оправки скрепляют, в частности, жестко соединяя их во вращении.
9. Способ по любому из пп.1, 2, 5, 7, 8, в котором к шпангоутам (52) присоединяют, по меньшей мере, одну панель (60) обшивки.
10. Способ по п.3, в котором к шпангоутам (52) присоединяют, по меньшей мере, одну панель (60) обшивки.
11. Способ по п.4, в котором к шпангоутам (52) присоединяют, по меньшей мере, одну панель (60) обшивки.
12. Способ по п.6, в котором к шпангоутам (52) присоединяют, по меньшей мере, одну панель (60) обшивки.
13. Установка (4) для изготовления летательного аппарата, характеризующаяся тем, что содержит, по меньшей мере, одну кассету (46) для шпангоутов, по меньшей мере, одну оправку (6, 30) и средства (16, 20) для перемещения на оправке (6, 30) шпангоутов (52), установленных в кассете, во время пропускания оправки через шпангоуты.
14. Установка (4) по п.13, в которой средства (16, 20) перемещения установлены на оправке (6, 30).
15. Установка (4) по п.13 или 14, в которой оправка (6, 30) содержит средства (16, 20) крепления шпангоутов (52) на оправке, причем предпочтительно эти средства, по меньшей мере, частично образованы средствами перемещения.
16. Установка (4) по п.15, в которой средства (16, 20) крепления установлены на оправке с возможностью перемещения между убранным положением и развернутым положением, в котором они больше выступают из оправки, чем в убранном положении, при этом часть средств крепления установлена, например, с возможностью вращения на оправке вокруг оси (28), локально параллельной окружному направлению оправки.
| FR 2894869 A1, 22.06.2007 | |||
| Способ изготовления звеньев кожуха для телескопических газгольдеров | 1929 |
|
SU28859A1 |
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| СПОСОБ СБОРКИ МНОГОСТУПЕНЧАТОГО ЛЕТАТЕЛЬНОГО АППАРАТА С ТРАНСПОРТНО-ПУСКОВЫМ КОНТЕЙНЕРОМ | 1992 |
|
RU2007346C1 |

