Настоящее изобретение касается угловой шарнирной опоры для окон и дверей и тому подобных изделий с поворотно-откидным механизмом в соответствии с пунктом 1 формулы изобретения, а также способа производства угловой шарнирной опоры в соответствии с пунктом 7 формулы изобретения.
Соответствующая классу угловая шарнирная опора известна из DE 9412989 U1. В данном случае речь идет об окне или двери со створками и рамами, у которых корпус подшипника «заподлицо» герметизирует горизонтальные краевые зоны створки, а также зоны примыкания створки. В дальнейшем это позволяет, независимо от того для нижней или верхней подшипниковой опоры, только для поворотной створки или створки с поворотно-откидным механизмом, не только установить типовую схему расположения отверстий в верхнем и нижнем концах балки наружной оконной рамы, но и создать соответствующие гнезда для крепежных винтов корпусов подшипников и, таким образом, облегчить автоматизацию установки оконной фурнитуры.
При этом предусмотрено, что одно из сквозных отверстий для крепежных винтов в опорной пластине корпуса подшипника располагается между боковыми панелями или фланцами, таким образом, что на внутренних поверхностях боковых панелей или фланцев сформованы выходящие за верхний край, напоминающие по форме сумку гнезда под вкладыши подшипников для концов осевого болта, переходящих в концентрические кольцевые поверхности подшипника, ориентированные на сквозные отверстия, а эффективная длина оси болта и общая глубина обеих кольцевых поверхностей подшипника больше минимального расстояния между конечными площадками под вкладыш подшипника.
При практическом применении подшипника шарнирной петли, есть положение, при котором наибольшая нагрузка приходится на подшипник, и соответственно и на несущую наружную раму. При боковой регулировке створки по отношению к раме, боковые фланцы подшипника должны выдерживать эту нагрузку, также дополнительную нагрузку, которая при помощи шарнирной цапфы переносится на боковые панели подшипника. В том случае, если шарнирная цапфа благодаря своему стандартному диапазону регулировки смещается наружу, она соприкасается с боковыми панелями или фланцами подшипника, что приводит к их деформации. Поэтому они намеренно создаются массивными и, как правило, не подвергаются деформации.
Для того чтобы избежать деформации боковых панелей или фланцев подшипника, причиной которой может послужить сила при боковой регулировке, например, при помощи инструмента для регулировки, в DE 29905386 U1 предусмотрено, что концы осевого болта оснащены ограничителями установочного перемещения шарнирной цапфы.
В ЕР 0628690 В1 описан подшипник боковой шарнирной опоры с U-образной в поперечном сечении опорной пластиной. Створки подшипника вместе с опорной пластиной вырезаются из гладкого листа стали и устанавливаются вертикально по отношению к опорной пластине. Недостаток этого состоит в том, что листовая заготовка, из которой вырезаются опорная пластина и фланцы, должна иметь Т-образную форму. Из-за этого большая часть стального листа, из которого выполняется заготовка, не используется и уходит в отходы.
Усовершенствование изобретения соответствующего класса проводилось, кроме того, в DE 4403524 А1 и DE 3301509 А1. Описанные там корпуса подшипника угловой шарнирной опоры в разрезе имеют U-образную форму, которую образуют боковые панели или створки. Отверстия с общей осью в створках предназначены для осевого болта, который может быть установлен, имея общую ось с предназначенным для этого отверстия шарнирным болтом. В DE 4403524 А1 створки выполнены вместе с опорной пластиной, тогда как в DE 3301509 А1 предусмотрен соответствующий U-образный корпус, который может быть принимать положение, параллельное опорной пластине.
Из DE 3034619 A1 известна опора кронштейна, у которой от опорной пластины выступают два фланца, с открытыми на краях пазами для осевого болта. У осевого болта имеются сужения, которые фиксируются в соответствующих пазах. Кроме того, в пазах имеются просверленные крестообразные отверстия, которые в поперечном сечении сужаются в сторону воронкообразно расширяющегося в сторону края, который меньше предусмотренного на осевом болте сужения. Сужения расположены в соответствии с расстоянием до фланца, таким образом, чтобы осевой болт был аксиально закреплен. Благодаря этому осевой болт может быть закреплен на опоре кронштейна после монтажа шарнирного болта. Из-за конструкции фланца с открытым краем и влияния сужений на осевом болте на прочность, подобная конструкция подходит только для створок с небольшим весом. Кроме того, опорная пластина в данном случае имеет Т-образную форму, что в свою очередь сопряжено с поломками на производстве.
Задачей настоящего изобретения является усовершенствовать соответствующий классу корпус подшипника, для того чтобы оптимизировать использование стального листа и улучшить способность корпуса подшипника нести нагрузку. Кроме того, предложен способ производства корпуса подшипника, позволяющий обеспечить простое и экономичное производство корпуса подшипника с высокими эксплуатационными показателями корпуса подшипника.
Для выполнения данной задачи предусмотрено, что размеры осевого винта в области наружной резьбы напротив гильзы будут увеличены в диаметре и что длина винта с наружной резьбой соответствует расстоянию между фланцами. После монтажа фланец располагается между краевым выступом и увеличенным в диаметре отрезком винта, таким образом, что осевой люфт становится минимальным.
Настоящее усовершенствование предусматривает, что краевой выступ изготавливается при помощи пластической деформации гильзы осевого винта, что позволяет избежать использования дополнительных деталей для образования краевого выступа.
Кроме того, предусмотрено, что осевой винт (ось шарнира) имеет краевой выступ на обоих концах. Сначала было достаточно только одного фланца на осевом винте, а второй фланец подводился после фиксации состоящей из фланца и осевого винта сборочной единицы к опорной пластине и при необходимости на втором этапе работы крепился бы на осевом винте и опорной пластине. Благодаря фиксации обоих фланцев на осевом винте, они располагаются на одинаковом расстоянии друг от друга и образуют сборочную единицу, которая может изготавливаться отдельно от опорной пластины.
Для того чтобы краевой выступ не сильно выпирал, предусмотрено, что сквозное отверстие в боковом фланце имеет углубление, преимущественно, ступенчатое углубление, в которое может быть помещен краевой выступ. В идеале углубление должно быть рассчитано таким образом, чтобы краевой выступ осевого винта не выступал за его пределы.
Конец гильзы осевого винта располагается в просверленном углублении так, что это позволяет, во-первых, легко убирать краевой выступ, и, во-вторых, легко устанавливать инструмент при помощи центрирования.
Способ производства угловой шарнирной опоры для окон или дверей или подобных элементов с поворотно-откидным механизмом в виде крепящегося на наружной оконной раме корпуса подшипника. Корпус подшипника имеет расположенные рядом на расстоянии от опорной пластины боковые панели или фланцы, причем расстояние между фланцами регулируется при помощи горизонтального осевого винта с наружной резьбой. На винте расположена подвижная в осевом положении шарнирная цапфа за счет вращения осевого винта, и имеющая возможность откидывания. Шарнирная цапфа имеет внутреннею резьбу по бокам и входит в зацепление с шарнирной гильзой, опираясь на часть шарнира со стороны створки, причем осевой винт, как минимум, на одном из своих концов снабжен рабочей поверхностью для регулировочного инструмента, например, углублением для зацепления штифтового ключа, а в боковых панелях или фланцах корпуса подшипника коаксиально просверлены отверстия. Настоящий способ состоит из нескольких этапов: ввинчивание осевого винта в шарнирную цапфу, последующая установка боковых панелей или фланцев на осевом винте и последующая фиксация боковых панелей или фланцев на опорной пластине. Эти этапы позволяют, чтобы фланец вместе с шарнирной цапфой и осевым винтом образовал простую в использовании, механически подводимую сборочную единицу, которую можно соединить с опорной пластиной. Отдельные элементы сборочной единицы могут быть произведены экономичным способом при помощи простого вырубания, что соответственно сокращает количество отходов.
Желательно, чтобы фиксация осевого винта на боковых панелях или фланцах проводилась без привлечения вспомогательных средств для временной установки.
Наиболее простой и вместе с тем способный нести нагрузку способ осуществления данного изобретения предусматривает, что фиксация осевого винта на фланце осуществляется путем деформации, как минимум, одного из его концов.
Установка фланца на опорную пластину может также может быть осуществлена при помощи клепки. Однако целесообразно осуществлять установку следующим образом:
фланец приваривается к опорной пластине и, таким образом, фиксируется. Процесс сварки может быть очень точным и выполняться с большой скоростью, если использовать лазерные сварочные аппараты.
Для того чтобы облегчить монтаж фланца на осевой винт предусмотрено, что фланцы при их фиксации на осевом винте и/или опорной пластине опираются на увеличенный в диаметре участок осевого винта.
Дальнейшие, обладающие преимуществами, способы осуществления настоящего изобретения представлены на чертежах. На чертежах:
Фиг.1 - первый вариант осуществления корпуса подшипника, где он изображен в разобранном виде, представлены его отдельные детали.
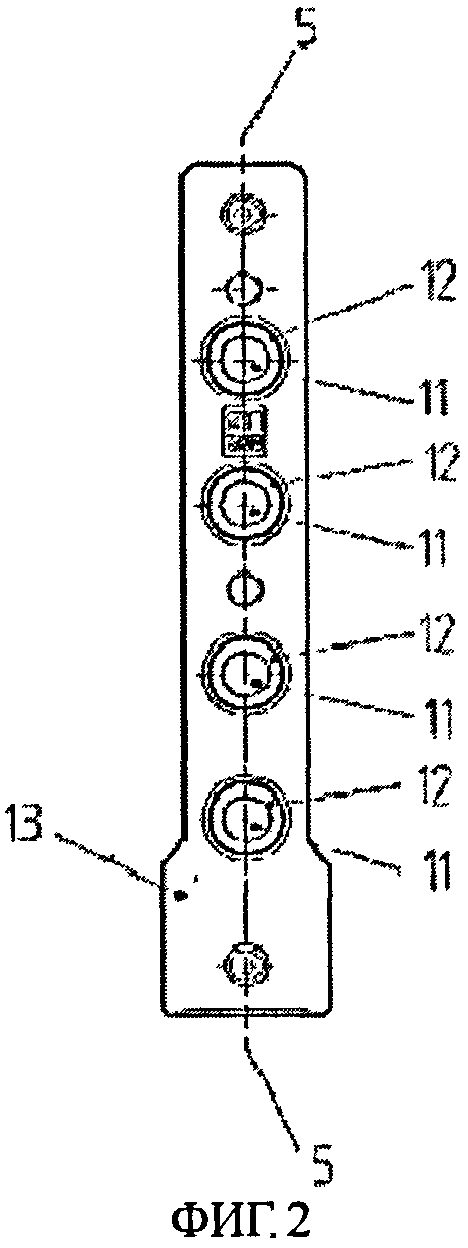
Фиг.2 - опорная пластина, детальное изображение.
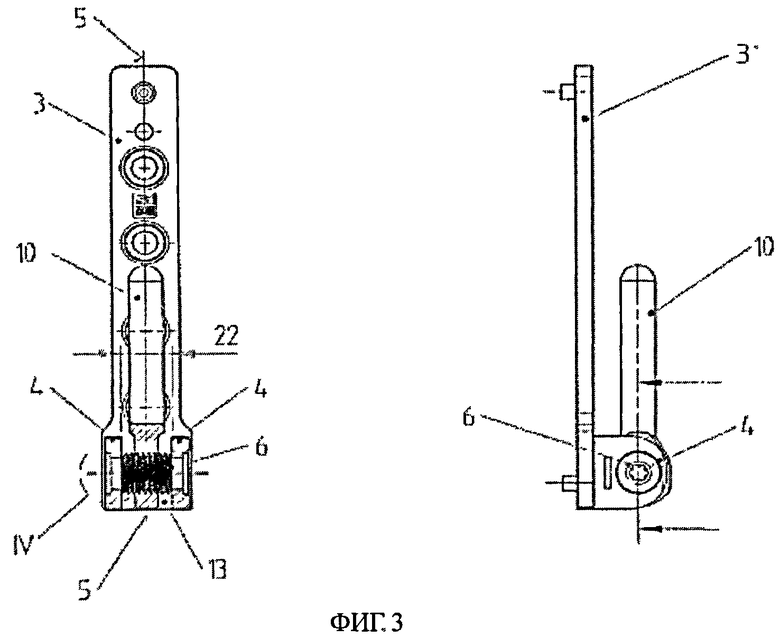
Фиг.3 - корпус подшипника вид сверху и сбоку.
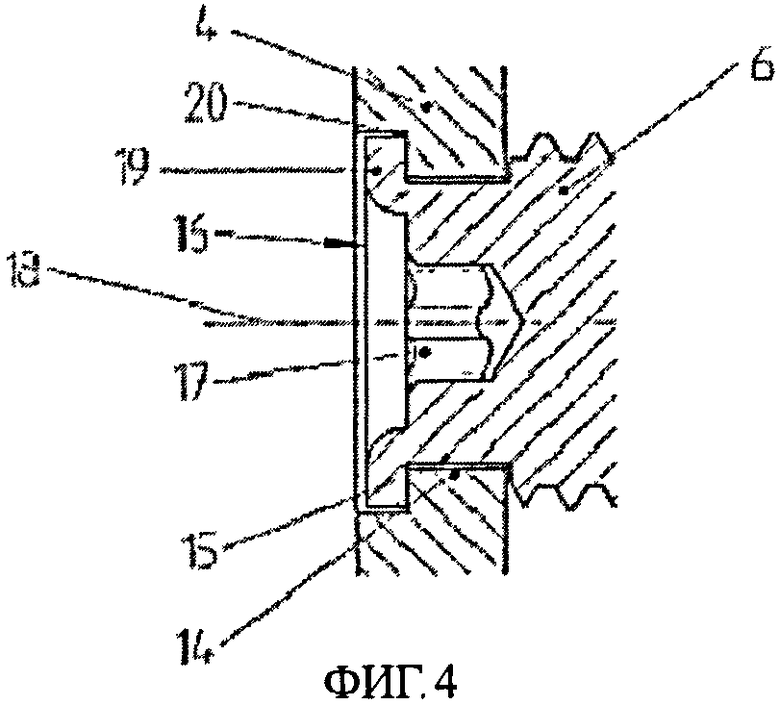
Фиг.4 - фрагмент IV фиг.3 в увеличенном масштабе.
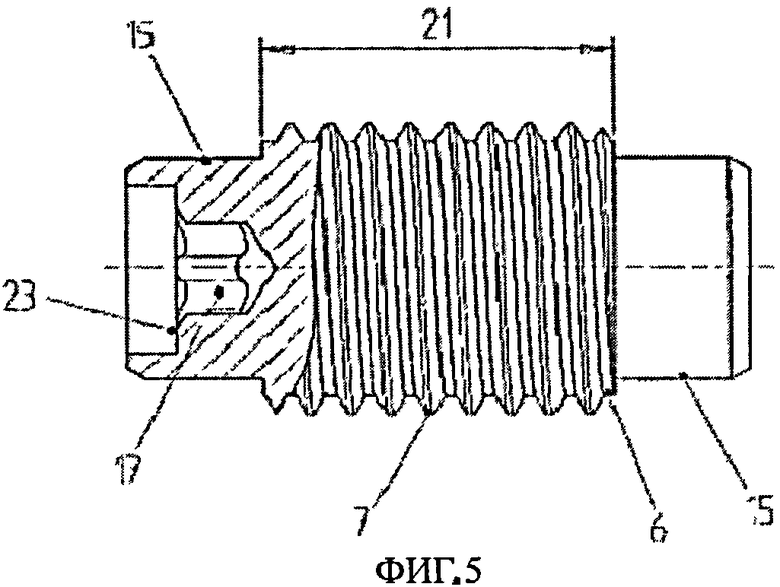
Фиг.5 - осевой винт, детальное изображение.
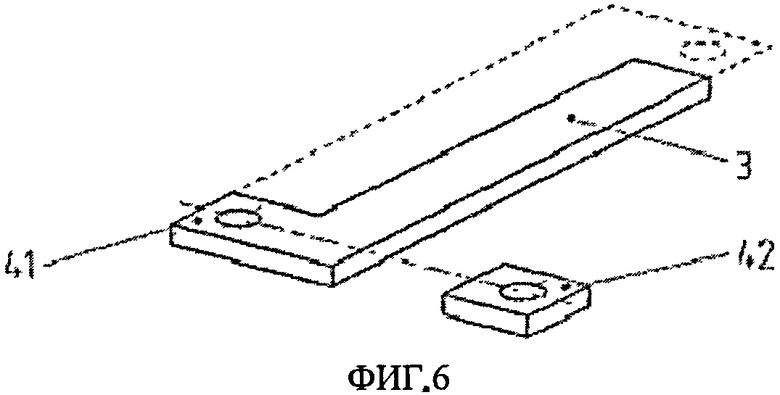
Фиг.6 - другой вариант осуществления опорной пластины и фланца.
На чертежах приняты следующие обозначения: 2 - корпус подшипника; 3 - опорная пластина; 4 - боковая панель или фланец, 5-5 - ось симметрии; 6 - осевой винт; 7 - наружная резьба; 8 - внутренняя резьба; 9 - опорная часть; 10 - шарнирная цапфа; 11 - просверленное сквозное отверстие; 12 - углубление; 13 - расширение; 14 - просверленное отверстие; 15 - гильза; 16 - конец; 17 - просверленное отверстие; 18 - продольная ось; 19 - краевой выступ; 20 - ступенчатое углубление; 21 - продольный отрезок; 22 - расстояние; 23 - углубление; 41 - фланец; 42 - фланец.
На фиг.1 показан корпус подшипника 2, который вместе с монтируемой на створку шарнирной гильзой образует угловой шарнир. Подобный угловой шарнир предназначен для установки как в нижнем горизонтальном, так и в боковом вертикальном положении оси поворотной створки на неподвижной наружной раме.
Корпус подшипника 2 закрепляется анкерным креплением на наружной раме посредством опорной пластины 3 при использовании потайных винтов. Корпус подшипника 2 снабжен расположенными на расстоянии под прямым углом к опорной пластине 3 боковыми панелями или фланцами 4, что показано на фиг.3. Вместе с тем, фланцы 4 расположены или изготовлены зеркально по отношению к вертикальной плоскости симметрии 5-5 корпуса подшипника 2.
Расположенные под прямым углом по отношению к плоскости опорной пластины и зеркальные по отношению к вертикальной плоскости симметрии 5-5 фланцы 4 изготавливаются точно также как и опорная пластина 3 из пластин стали путем вырубки из части стальной пластины.
Опорная пластина 3 может, также как и фланец 4, быть изготовлена из длинной и узкой полоски стали, что является экономичным, в процессе вырубки остается немного отходов. Это возможно в случае, если ширина полосы стали соответствует размерам опорной пластины 3 и фланцев 4.
Фланцы имеют идентичную форму, таким образом, что на фиг.1 и фиг.3 правый и левый фланец можно поменять местами, что позволяет производить их большими партиями.
Осевой винт 6 имеет наружную резьбу 7, которая соответствует внутренней резьбе 8, которая выполнена на опорной части 9, расположенной в нижнем конце шарнирной цапфы 10.
Как видно на фиг.3, опорная пластина 3 имеет сквозные отверстия 11 с углублениями 12. В нижнем конце опорной пластины 3 она имеет расширение 13. На это расширение 13, как это видно на фиг.3, крепятся фланцы 4. Фланцы 4 соединены между собой с одной стороны при помощи опорной пластины, с другой - при помощи осевого винта 6. Для этого осевой винт 6 вставляется в отверстия 14 на фланцах 7 с концом 16, образующим гильзу 15. Гильза 15, как это показано на увеличенном фрагмент IV фиг.4, создается аксиально выступающим за пределы осевого винта 6 концом цапфы, на котором расположено просверленное отверстие 17. С внутренней стороны отверстие 17 имеет углубление для зацепления регулировочного инструмента, преимущественно штифтового ключа.
Углубление для зацепления проходит коаксиально просверленному отверстию 14 во фланцах 4 корпуса подшипника 2. При помощи вставленного в углубление для зацепления осевого винта 6 через просверленное отверстие 14 штифтового гаечного ключа возможно повернуть зафиксированный осью во фланцах 4 осевой винт 6, для того чтобы, по необходимости, повернуть его вокруг его продольной оси 18-18 таким образом, чтобы шарнирная цапфа 10 вместе с внутренней резьбой 8 на подставке подшипника 10 могла быть смещена в сторону, к внешней резьбе 7 осевого винта 6, а именно в поперечном направлении к своей продольной оси. Максимально возможное перемещение шарнирной цапфы 10 на осевом винте 6 в поперечном направлении определяется разницей между толщиной материала опорной части подшипника 9 и просветом между фланцами 4.
Как это видно из фиг.4, на осевом винте 6 или на конце 16 предусмотрен краевой выступ 19. Его диаметр больше гильзы 15 и больше просверленного во фланце 4 отверстия 15. В представленном варианте исполнения настоящего изобретения краевой выступ 19 создается путем пластической деформации гильзы 15. Может быть также предусмотрено, что осевой винт 6 снабжен стопорным кольцом или подобным, которое охватывает фланец 4. Краевой выступ 19 создается преимущественно развальцовкой торцевой части осевого винта 6, который воздействует на конец 16 надвинутого на гильзу 15 фланца 4, а краевой выступ 19 образуется путем радиального заклепывания холодной клепкой конца 16 гильзы 15.
Предпочтительно, когда этот процесс осуществляется на обоих концах 16 осевого винта 6, таким образом, что оба фланца 4 закреплены на осевом винте 6, а осевой винт 6 имеет краевые выступы 19 на обоих концах. В представленном варианте осуществления настоящего изобретения краевой выступ входит в ступенчатое углубление 20, которым оснащено отверстие 14 с внешней стороны фланца. Для того чтобы предотвратить выступание краевого выступа за фланец 4 ступенчатое углубление рассчитано таким образом, что краевой выступ 19 входит в него целиком.
Как показано на фиг.5, диаметр осевого винта 6 в области наружной резьбы 7 больше гильзы 15. Из фиг.3, кроме того, хорошо видно, что продольный участок 21 с наружной резьбой 7 соответствует расстоянию 22 (фиг.3) между фланцами 4. Как это будет показано в дальнейшем, это позволяет облегчить процесс производства корпуса подшипника 2. Осевое просверленное отверстие 17 уменьшает выступание цапфы осевого винта 6 в поперечном сечении на гильзу 15, причем на конце 16 предусмотрено углубление 23. Углубление 23 облегчает, во-первых, формирование краевого выступа 19, а также помогает введению регулировочного инструмента в отверстие 17, которое, как это было описано ранее, имеет углубление для регулировочного инструмента.
Монтаж корпуса подшипника 2 может осуществляться следующим образом: в первую очередь шарнирный болт 10 и осевой винт 6 соединяются между собой так, что осевой винт 4 вворачивается во внутреннюю резьбу 8 шарнирного винта 10. Затем фланцы 4 надвигаются на осевые винты 6 таким образом, чтобы они были хорошо подогнаны к внутренним стенкам на продольном участке 21 увеличенного диаметра с резьбой и поддерживали себя. Создание краевого выступа 19 фиксирует положение фланцев 4 на осевом винте. Шарнирный винт 10, осевой винт 6 и фланцы 4 образуют, таким образом, простую в использовании сборочную единицу.
Может быть также предусмотрено, что фиксация осевого винта 6 на фланцах 4 происходит путем деформации только одного конца 16, а другой противоположный конец осевого винта уже имеет краевой выступ. Установка осевого винта 6 в данном случае может быть произведена только на противоположном наружной резьбе выступе цапфы осевого винта увеличенного диаметра. В данном случае примыкающий краевой выступ должен иметь диаметр больше, чем диаметр выступа цапфы.
Фиксация сборочной единицы на опорной пластине 3 завершает процесс производства корпуса подшипника 2. Она чаще всего представляет собой приваривание фланцев 4 к опорной пластине 3.
Вышеописанное исполнение предполагает очень простой монтаж, который может быть легко автоматизирован. Этому способствует также и то, что фланцы обладают продольной и поперечной симметрией, так что их производство экономически выгодно.
На фиг.6 представлен другой вариант осуществления изобретения, где опорная пластина 3 имеет L-образную форму. Фланец 41 уже имеется на опорной пластине 3 и прилегает к опорной пластине 3. L-образная форма опорной пластины позволяет изменить положение заготовки на стальной полосе, ширина которой должна, как минимум, соответствовать длине опорной пластины 3 вместе с высотой фланца 4.
Уже имеющийся на опорной пластине 3 фланец 41 уже имеет отверстие 16 и сгибается вертикально по отношению к плоскости опорной пластины 3. Фланец 42, как это уже было описано ранее, вместе с осевым винтом 6 и шарнирным винтом 10 образует сборочную единицу и устанавливается на опорную пластину 3. Осевой винт 6 свободным концом 21 проходит в отверстие во фланце 41 в гильзу, как было описано ранее. На завершающем этапе монтажа корпуса подшипника 2 фланец 42 присоединяется к опорной пластине 3.
Осевой винт 6 аксиально фиксируется между фланцами 41 и 42. В данном случае невозможно создание краевого выступа 19 на фланце 41. И в данном варианте осуществления настоящего изобретения фланцы 41, 42 расположены зеркально относительно оси симметрии 5-5 (фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| Муфта для компенсации угловых смещений соединяемых валов | 1981 |
|
SU1123554A3 |
| КОРПУС ШАРНИРА | 1991 |
|
RU2040687C1 |
| ПОЛУОСЕВАЯ ПОВОРОТНАЯ ТРАНСМИССИЯ | 1992 |
|
RU2037435C1 |
| ПЕТЛЯ ДВЕРНАЯ | 2007 |
|
RU2353744C1 |
| ОПОРНОЕ УСТРОЙСТВО БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2001 |
|
RU2191245C1 |
| РЕГУЛИРУЕМАЯ ОПОРА СБОРНОГО ПОЛА С ЭЛЕМЕНТОМ, ПРЕДОТВРАЩАЮЩИМ ЭЛЕКТРИЗАЦИЮ ЕГО ПАНЕЛЕЙ СТАТИЧЕСКИМ ЭЛЕКТРИЧЕСТВОМ | 2004 |
|
RU2261965C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ МОДУЛЯ БЛАНКЕТА НА ВАКУУМНОМ КОРПУСЕ ТЕРМОЯДЕРНОГО РЕАКТОРА | 2016 |
|
RU2670424C2 |
| Устройство для смены неисправных элементов коренных задвижек на боковых отводах трубных головок с последующей опрессовкой | 2023 |
|
RU2807425C1 |
| УЗЕЛ ВЫСОКООБОРОТНОЙ ШЕСТЕРНИ РЕДУКТОРА ВЕТРОДВИГАТЕЛЯ | 1999 |
|
RU2150022C1 |
| Устройство для репозиции отломков кости | 1986 |
|
SU1386184A1 |
Настоящее изобретение касается угловой шарнирной опоры для окон и дверей с поворотно-откидным механизмом или подобным в соответствии с пунктом 1 формулы изобретения, а также способа изготовления угловой шарнирной опоры в соответствии с пунктом 7 формулы изобретения.
Задачей настоящего изобретения является усовершенствовать соответствующий классу корпус подшипника, для того чтобы оптимизировать использование стального листа и улучшить способность корпуса подшипника нести нагрузку. Кроме того, предложен способ производства корпуса подшипника, позволяющий обеспечить простое и экономичное производство корпуса подшипника с высокими эксплуатационными показателями корпуса подшипника.
Для выполнения данной задачи предусмотрено, что размеры осевого винта в области наружной резьбы будут увеличены в диаметре и что длина винта с наружной резьбой соответствует расстоянию между фланцами. После монтажа фланец располагается между краевым выступом и увеличенным в диаметре отрезком винта, таким образом, что осевой люфт становится минимальным. 2 н. и 9 з.п. ф-лы, 6 ил.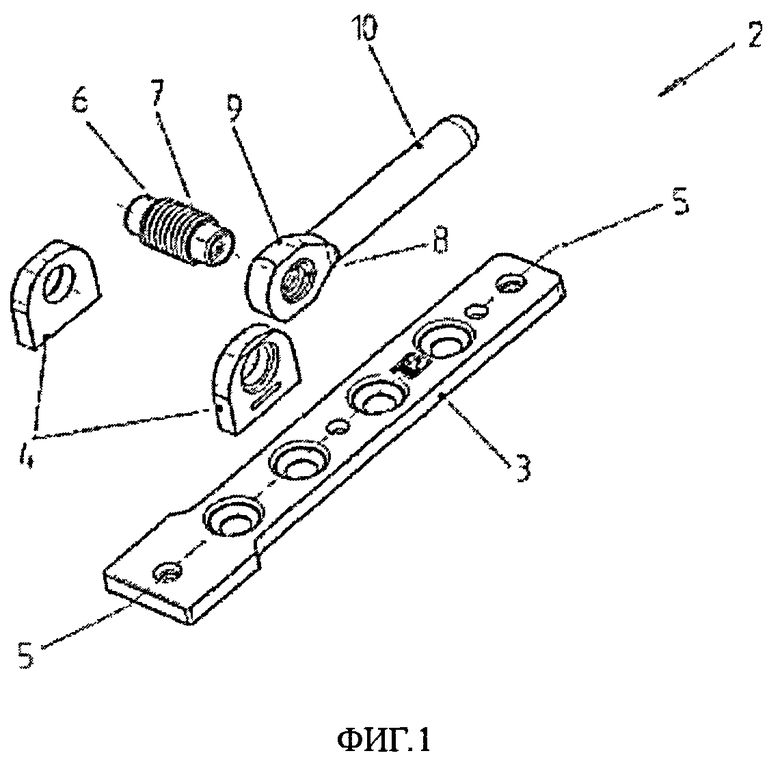
1. Угловая шарнирная опора окон и дверей с поворотно-откидным механизмом, содержащая устанавливаемый на неподвижной раме корпус подшипника (2) с двумя, расположенными на расстоянии от опорной пластины (3) фланцами или боковыми накладками, причем между фланцами (4) над горизонтальным осевым винтом (6) с наружной резьбой (7) располагается выпрямляющаяся в нормальном положении откидывающаяся шарнирная цапфа (10) и может перемещаться в сторону с помощью внутренней резьбы (8), где шарнирная цапфа (10) опирается на шарнирную гильзу со стороны шарнира со створкой, и причем осевой винт (6), как минимум, на одном из своих концов (16) имеет места зацепления для регулировочного инструмента, например, это может быть углубление для закрепления штифтового ключа, а также коаксиальные отверстия (14) во фланцах (4) корпуса подшипника (2), при этом хотя бы один из концов (16) осевого винта (6) по форме похож на гильзу и проходит через сверлёное отверстие (14) во фланце (4), и причем на гильзе (15) осевого винта (6) предусмотрен краевой выступ (19), который в диаметре больше, чем гильза (15), и отверстие (17) во фланце (4), причем осевой винт (6) в области наружной резьбы (7) имеет больший диаметр, чем гильза (15), а продольный участок (21), с наружной резьбой (7) соответствует расстоянию между фланцами (4).
2. Угловая шарнирная опора по п.1, характеризующаяся тем, что краевой выступ (19) образован путем пластической деформации гильзы (15).
3. Угловая шарнирная опора по п.1, характеризующаяся тем, что осевой винт (6) в обоих концах (16) имеет краевой выступ (19).
4. Угловая шарнирная опора по п.1, характеризующаяся тем, что в отверстии (14) имеется углубление (20), преимущественно ступенчатое углубление.
5. Угловая шарнирная опора по п.1, характеризующаяся тем, что отверстие (20) рассчитано таким образом, что краевой выступ (19) осевого винта (6) помещается туда весь целиком.
6. Угловая шарнирная опора по п.1, характеризующаяся тем, что гильза (15) изготовлена при помощи просверливания аксиального отверстия (17) с углублением (23).
7. Способ изготовления угловой шарнирной опоры для окон и дверей или подобных им элементов с поворотно-откидным механизмом или механизмом вместе с устанавливаемым на наружную раму корпусом подшипника (2), причем корпус подшипника (2) состоит из двух, расположенных параллельно на расстоянии от опорной пластины (3) боковых панелей или фланцев (4), где между фланцами (4) при помощи горизонтального осевого винта (6), с нанесенной на него наружной резьбой (7) и раздвигающейся в осевом направлении шарнирной цапфы (10), имеющей опрокидывающую направленность, и благодаря внутренней резьбе может двигаться в сторону, при этом шарнирная цапфа (10) опирается на часть подшипника со стороны створки и входит в гильзу шарнира, причем осевой винт (6), как минимум, на одном из своих концов (16) оснащен опорной поверхностью для регулировочного инструмента, например, это может быть поверхность для зацепления штифтового ключа, при этом для этого на фланцах (4) корпуса подшипника (2) коаксиально просверлены отверстия (14), состоит из следующих стадий: процесса ввертывание осевого винта (6) в шарнирную цапфу (10), последующее расположение боковых панелей или фланцев (4) на осевом винте (6) и последующая фиксация боковых панелей или фланцев (4) на опорной пластине (3).
8. Способ по п.7, характеризующийся тем, что содержит стадию процесса, на которой происходит фиксация осевого винта (6) на боковых панелях или фланцах (4).
9. Способ по п.8, характеризующийся тем, что фиксация осевого винта (6) на фланцах (4) происходит путем деформирования, как минимум, одного из его концов (16).
10. Способ по п.9, характеризующийся тем, что фланец (4) фиксируют на опорной пластине (3) при помощи сварки.
11. Способ по п.7, характеризующийся тем, что фланцы (4) при их фиксации на осевом винте (6) и/или опорной пластине (3) опираются на отрезок (21) осевого винта (6) увеличенного диаметра.
| DE 4403524 A1, 10.08.1995 | |||
| DE 3301509 A1, 20.10.1983 | |||
| DE 9412989 U1, 30.11.1995 |

