Изобретение относится к способу получения углеродных пленок методом вакуумной лазерной абляции и может быть использовано для получения алмазоподобных покрытий на лезвиях хирургических скальпелей.
В настоящее время большой научный и практический интерес представляют алмазоподобные пленки углерода. Интерес к данным материалам связан с их уникальными свойствами, такими как: высокая твердость, низкий коэффициент трения, химическая инертность и биосовместимость. Именно эти свойства делают аморфный алмазоподобный углерод идеальным для применения в медицине, а именно как покрытия на лезвия хирургических скальпелей.
Существующие на данный момент хирургические скальпели имеют существенный недостаток, связанный с заточкой лезвия скальпеля, после его заточки кромка лезвия остается шероховатой, имеет множество неровностей, зазубрин и погрешностей. Данные изъяны возможно рассмотреть лишь под микроскопом, но оперирующие хирурги сталкиваются с ними каждый раз, выполняя разрез. Во время операции такой скальпель просто «рвет» мягкие ткани, и после нее оставляет шрамы и грубые рубцы на теле человека. Необходимость получения косметических рубцов в эстетически значимых областях тела человека определяет актуальность предлагаемого изобретения. В связи с этим, целью изобретения являлось улучшить качество лезвия хирургического скальпеля путем нанесения аморфного алмазоподобного углерода на кромку лезвия методом лазерной абляции.
Известен способ нанесения углеродных покрытий методом лазерной абляции (ЕР 1332239 А4, C23C 14/0611, C23C 14/28, опубл. 06.08.2003), в котором используется вращающаяся графитовая мишень, подвергаемая излучению лазера различной длины волны и различных параметров лазерных импульсов, в результате чего происходит испарение материала мишени и его осаждение на поверхность подложки. В патенте указывается принципиальная возможность использования данного метода для осаждения алмазоподобных слоев в виде тонких пленок на поверхности различных устройств и деталей. В частности, возможно нанесение покрытия на устройства и функциональные элементы в следующих технологических областях: электроника, жидкокристаллические дисплеи, солнечная энергетика, оптоэлектроника, фотоника, защитные покрытия с высокой твердостью, медицинские инструменты.
Недостатком данного способа является невозможность гибкого перестроения взаиморасположения компонентов вакуумной камеры (положение мишени, подложкодержателя, экрана заслонки), отсутствие многофункциональной оптической системы позиционирования лазерного излучения на поверхность мишени, что накладывает значительные ограничения на регулировку многих технологических процессов осаждения.
В патенте США №5747120 (B05D 3/06, опубл. 05.05.1998) представлен способ нанесения алмазоподобных покрытий, наиболее подходящий для микрорежущего медицинского инструмента, и так же на поверхность игольчатых зондов, применяемых в атомно-силовой микроскопии, что обеспечивает повышение эксплуатационных характеристик после применения данного метода. В патенте указывается, что длительность использования кремниевых (Si) и нитрид-кремниевых (Si3N3) зондов повышается более чем в два раза, за счет высокой твердости осаждаемого покрытия, что также наблюдается и у микрорежущего инструмента.
Недостатком представленного метода является недостаточная толщина получаемых покрытий, в пределах до 20 нм, что ограничивает его использование только для элементов и деталей микрометрового размера (не более нескольких миллиметров).
В заявке на изобретение США US20040033702 (H01L 21/26, опубл. 19.02.2004) представлен метод осаждения алмазоподобных пленок на подложки с использованием цилиндрической вращающейся мишени. Особенностью конструкции оборудования является особое расположение графитовой мишени, лазерное излучение направлено на боковую поверхность, перпендикулярно оси вращения, что обеспечивает достижение некоторых параметров испаряемой углеродной плазмы. Помимо этого между мишенью и подложкой стоит разделительный экран, позволяющий достичь наиболее эффективное распределение потока плазмы на подложку.
Недостатком данного метода является форма мишени, в данной конфигурации значительно сложнее использовать мишени различной формы, а также не происходит эффективного испарения мишени.
Техническим результатом предлагаемого изобретения является улучшение качества хирургических скальпелей путем нанесения углеродного покрытия, которое также является биосовместимым: режущая поверхность хирургического скальпеля более ровная, гладкая без особых погрешностей, отсутствуют выраженные изъяны, что впоследствии приводит к более легкому протеканию послеоперационного периода.
Технический результат достигается за счет использования способа нанесения углеродной пленки методом вакуумной лазерной абляции, включающего испарение графитовой мишени твердотельным лазером с последующим осаждением аморфного алмазоподобного покрытия на подложку, при этом согласно изобретению используют лазер на основе алюмоиттриевого граната с неодимом, имеющий длину волны 532 нм, с мощностью 15-25 Дж и с выходной энергией лазерного импульса 80-160 мДж, время осаждения составляет 10-40 минут, подложка находится на расстоянии 10-25 см от мишени под углом 15°-45°, давление в реакционной камере 6×10-4 Па, в качестве подложки используют лезвие хирургического скальпеля. Графитовая мишень изготовлена из пиролетического графита. Хирургический скальпель изготовлен из высокоуглеродистой или нержавеющей стали. Частота следования импульсов лазерного излучения 50 Гц, длительность одного импульса 15·10-9 с.
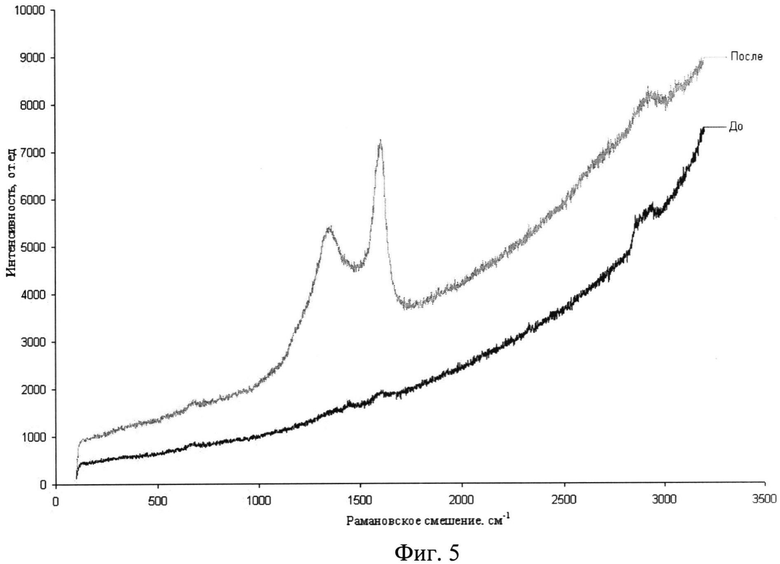
В результате применения предлагаемого способа получают хирургический скальпель с аморфным алмазоподобным покрытием, характеризующийся следующими показателями: спектры комбинационного рассеяния света с характерными пиками, локализованными в области 1600 см-1 и 1355 см-1, а также средней шероховатостью не более 60 нм.
Для напыления пленок алмазоподобного углерода на лезвия хирургических скальпелей используют установку лазерной абляции, например «Vari-coat 430» фирмы «LEYBOLD-HERAEUS». Для испарения мишени используют твердотельный лазер на основе алюмоиттриевого граната с неодимом, например «LS 2138» фирмы «LOTIS ТП». Для повышения эффективности использования мишени применяется оптическая система, позволяющая управлять фокусировкой лазерного излучения и осуществлять перемещение лазерного луча по мишени в двух координатах (х:у). На фиг.1 представлена блок-схема используемого технологического комплекса, где 1 - подложкодержатель; 2 - подложка (хирургический скальпель из высокоуглеродистой или нержавеющей стали); 3 - лазерный луч; 4 - плазма испаренного материала; 5 - графитовая мишень; 6 - вращающийся держатель мишени; 7 - вакуумная система; 8 - вакуумная камера, 9 - твердотельный лазер на основе алюмоиттриевого граната с неодимом «LS 2138» фирмы «LOTIS TII», 10 - персональный компьютер (ПК).
Внутри вакуумной камеры 8 на вращающемся держателе 6 устанавливают мишень 5, которая располагается под углом 15°-45° к падающему лазерному лучу 3. Вращение мишени 5 было необходимо для равномерного ее распыления и образования плазмы испаренного материала 4. В стороне от линии прохождения лазерного луча 3 закрепляют подложку 2 на подложкодержателе 1. Необходимое значение вакуума 10-3 - 10-4 Па достигается с помощью вакуумной системы 7, состоящей из форвакуумного и турбомолекулярного насоса. Распыление мишени 5 проводится с помощью твердотельного лазера 9 на алюмоиттриевом гранате с неодимом (λ=532·10-9 м). Во время распыления лазер 6 работает в режиме модулированной добротности. Частота следования импульсов 50 Гц, длительность одного импульса 15·10-9 с.
В качестве подложки для осаждения пленки используется скальпель из высокоуглеродистой или нержавеющей стали. Перед синтезом все образцы подвергаются стандартной очистке для обезжиривания и удаления окисла и пыли. После очистки подложку 2 устанавливают на подложкодержатель 1 внутри вакуумной камеры 8.
После установки скальпеля 2 и мишени 5 производят прицеливание лазера 9. Для этого лазер 9 переводился в режим свободной генерации, и увеличивается энергия накачки до 15-25 Дж. Затем задается программа сканирования мишени 5 в специализированном программном обеспечении с помощью ПК 10.
После завершения описанных ранее операций производится откачка посредством форвакуумного насоса. При достижении давления в камере 8 порядка 2×101 Па запускается турбомолекулярный насос, который производит откачку до рабочего давления 6×10-4 Па. Далее лазер 9 переводится в режим модулированной добротности, а энергия накачки выводится на рабочий уровень. При этом запускается программа сканирования мишени 5 и электродвигатель, вращающий мишень 5. После завершения синтеза скальпель упаковывается в специализированную стерильную упаковку, где хранится до начала дальнейших исследований.
Осуществление способа согласно изобретению подтверждается примерами.
Два хирургических скальпеля - один из высокоуглеродистой и другой из нержавеющей стали - подготавливались к синтезу путем стандартной очистки для обезжиривания и удаления окисла и пыли. После очистки скальпели устанавливались на подложкодержатель 1 внутри вакуумной камеры 8 под углом к мишени 15° и расстояние мишень-подложка составляло 10 см. Далее вакуумная камера 8 герметично закрывалась, и с помощью вакуумной системы 7, состоящей из форвакуумного и турбомолекулярного насоса, достигалось значение 10-3-10-4 Па. После достижения необходимого вакуума настраивался твердотельный лазер 9 на основе алюмоиттриевого граната с неодимом «LS 2138» фирмы «LOTIS ТII», лазер настраивался таким образом, чтобы лазерный луч не выходил за пределы графитовой мишени 5, система позиционирования лазера настраивалась с помощью ПК 10 и специализированной программой, поставляемой с лазером «LS 2138». Когда лазер 9 был оптимально настроен, включался пульсирующий режим и достигалось значение мощности лазера, равное 15 Дж. По истечении 10 мин выключался лазер 9, останавливался турбомолекулярный насос, и скальпели с нанесенным покрытием изымались из вакуумной камеры 8, далее скальпели упаковывались в стерильную упаковку и отправлялся на дальнейшее исследование.
При данных условиях осаждения покрытия на скальпелях из высокоуглеродистой и нержавеющей стали получались достаточно тонкие порядка 100 нм, также данное покрытие не достаточно сглаживало шероховатость поверхности скальпеля, на необработанной поверхности средняя шероховатость равна 110 нм, на поверхности с нанесенным покрытием шероховатость равна 60 нм.
Для улучшения поверхности были выбраны иные условия осаждения, представленные ниже. Два скальпеля из высокоуглеродистой и нержавеющей стали подготавливались к осаждению путем стандартной очистки для обезжиривания и удаления окисла и пыли. После очистки скальпели помещались в вакуумную камеру, закреплялись на подложкодержателе 1 под углом к графитовой мишени 45°, расстояние мишень-подложка составляло 25 см. Далее в вакуумной камере 8 достигалось значение 10-3-10-4 Па с помощью вакуумной системы 7. После настройки лазера 9 включался пульсирующий режим, и достигалось значение мощности лазера 25 Дж. По истечении 45 минут, выключался лазер и вакуумная часть установки и скальпели с нанесенным покрытием изымались из вакуумной камеры 8.
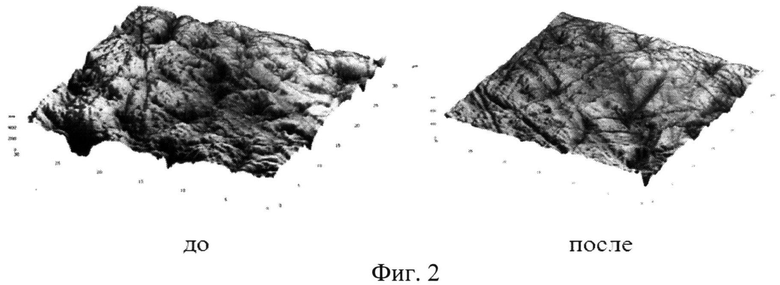
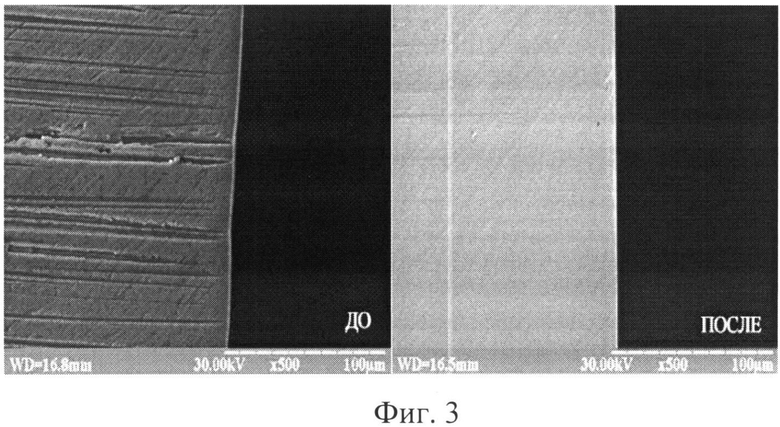
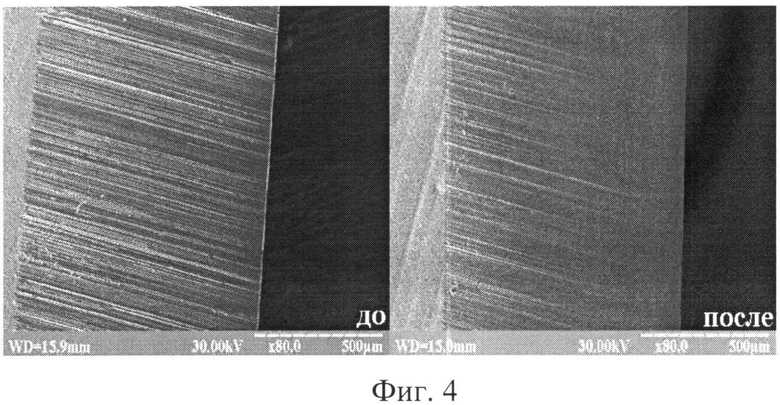
После нанесения покрытия скальпели исследовались на растровом электронном микроскопе (РЭМ), на атомно-силовом микроскопе (АСМ) и также были сняты спектры комбинационного рассеяния света (КРС), которые получали при помощи спектрометра Renishaw invia Raman microscope. Исследования показали, что при указанных выше условиях синтеза качество покрытия улучшается, а именно средняя шероховатость по сравнению с поверхностью скальпеля без покрытия, равной 110 нм, уменьшилась в два раза, после нанесения покрытия средняя шероховатость равна 43 нм, о чем свидетельствует фиг.2. Толщина полученного согласно изобретению покрытия составляет 200-250 нм. На фиг.3 и фиг.4 представлены снимки поверхности кромки лезвия скальпелей из высокоуглеродистой и нержавеющей стали соответственно, сделанные на растровом электронном микроскопе «до» нанесения покрытия и «после», из которых видно, что мы получаем более ровную, гладкую без особых погрешностей поверхность, отсутствие выраженных изъянов режущей поверхности хирургического скальпеля после нанесения покрытия визуально очевиден. На фиг.5 представлены спектры комбинационного рассеяния света поверхности до нанесения покрытия, и после нанесения аморфного алмазоподобного углеродного покрытия, пики в представленных спектрах свидетельствуют о том, что мы имеем углерод с преимущественно Бр2-гибридизацией орбиталей, за который отвечают две размытые полосы: G-линия (линия графита), локализованная в области 1600 см-1 и D-линия (линия разупорядоченного графита), локализованная в области 1355 см-1. Этот факт говорит о том, что мы имеем именно аморфный алмазоподобный углерод на поверхности скальпелей после обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения аморфного наноструктурированного алмазоподобного покрытия | 2020 |
|
RU2757303C1 |
| Способ получения аморфного наноструктурированного алмазоподобного покрытия | 2020 |
|
RU2760018C1 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМКИ НОЖА | 2017 |
|
RU2725946C2 |
| Способ получения тонких алмазных пленок | 2017 |
|
RU2685665C1 |
| Способ получения алмазоподобных тонких пленок | 2016 |
|
RU2668246C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОПОДОБНЫХ ПОКРЫТИЙ КОМБИНИРОВАННЫМ ЛАЗЕРНЫМ ВОЗДЕЙСТВИЕМ | 2012 |
|
RU2516632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ АЛМАЗОПОДОБНОГО УГЛЕРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2567770C2 |
| Способ получения многослойных износостойких алмазоподобных покрытий | 2020 |
|
RU2740591C1 |
| Метод получения стабилизированных линейных цепочек углерода в жидкости | 2019 |
|
RU2744089C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЭПИТАКСИАЛЬНЫХ СЛОЕВ β-SIC НА КРЕМНИИ МОНОКРИСТАЛЛИЧЕСКОМ | 2013 |
|
RU2524509C1 |
Группа изобретений относится к покрытиям. Cпособ включает вакуумную лазерную абляцию в реакционной камере с испарением мишени твердотельным лазером и последующим осаждением аморфного алмазоподобного покрытия в виде пленки на лезвие хирургического скальпеля. Используют мишень из пиролитического графита и твердотельный лазер на основе алюмоиттриевого граната с неодимом, имеющий длину волны 532 нм, мощность 15-25 Дж, выходную энергию лазерного импульса 80-160 мДж, частоту следования импульсов излучения 50 Гц и длительность одного импульса 15·10-9. Лезвие хирургического скальпеля размещают на расстоянии 10-25 см от мишени под углом 15-45º. Осаждение покрытия ведут в течение 10-40 минут при давлении в реакционной камере 6×10-4 Па. Хирургический скальпель с полученным аморфным алмазоподобным покрытием на лезвии имеет среднюю шероховатость поверхности лезвия не более 60 нм и спектр комбинационного рассеяния света с пиками, локализованными в области 1600 см-1 и 1355 см-1. Обеспечивается улучшение качества хирургических скальпелей путем нанесения углеродного биосовместимого покрытия. Режущая поверхность более ровная и гладкая, что обеспечивает более легкое протекание послеоперационного периода. 2 н. и 1 з.п. ф-лы, 5 ил.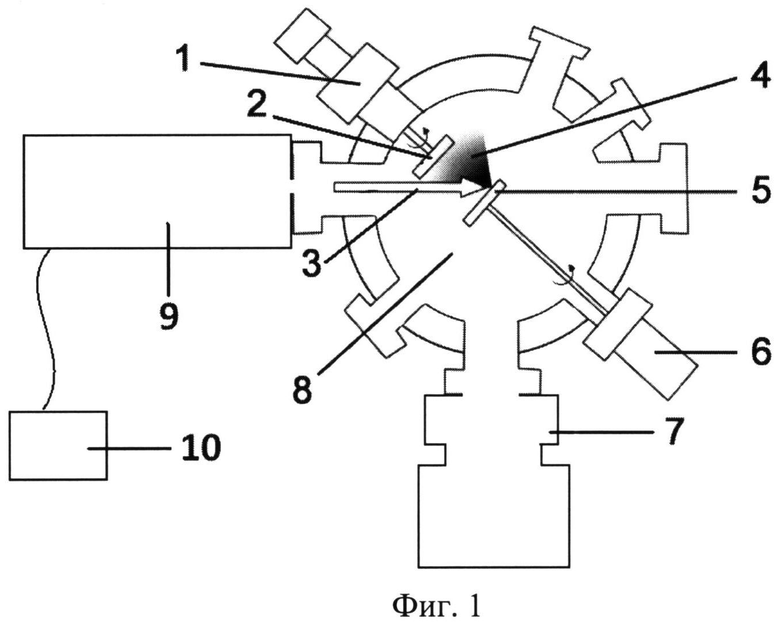
1. Cпособ получения аморфного алмазоподобного покрытия на лезвии хирургического скальпеля, включающий вакуумную лазерную абляцию в реакционной камере с испарением мишени твердотельным лазером и последующим осаждением аморфного алмазоподобного покрытия в виде пленки на лезвие хирургического скальпеля, отличающийся тем, что используют мишень из пиролитического графита и твердотельный лазер на основе алюмоиттриевого граната с неодимом, имеющий длину волны 532 нм, мощность 15-25 Дж, выходную энергию лазерного импульса 80-160 мДж, частоту следования импульсов излучения 50 Гц и длительность одного импульса 15·10-9, причем лезвие хирургического скальпеля размещают на расстоянии 10-25 см от мишени под углом 15-45º, а осаждение покрытия ведут в течение 10-40 минут при давлении в реакционной камере 6×10-4 Па.
2. Способ по п.1, отличающийся тем, что покрытие получают на хирургическом скальпеле, изготовленном из высокоуглеродистой или нержавеющей стали.
3. Хирургический скальпель с аморфным алмазоподобным покрытием на лезвии, полученным способом по п.1, причем поверхность лезвия имеет среднюю шероховатость не более 60 нм и спектр комбинационного рассеяния света с пиками, локализованными в области 1600 см-1 и 1355 см-1.
| US 5747120 A1, 05.05.1998 | |||
| US 20040033702 A, 19.02.2004 | |||
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХТВЕРДОГО АМОРФНОГО УГЛЕРОДНОГО ПОКРЫТИЯ В ВАКУУМЕ | 2003 |
|
RU2240376C1 |
| US 20030054171 A1,20.03.2003 | |||
| Пробоотборник | 1985 |
|
SU1266979A1 |
| АЗАРЕНКОВ Н.А | |||
| и др., Наноструктурные покрытия и наноматериалы, Основы получения | |||
| Свойства | |||
| Области применения, Особенности современного наноструктурного направления в нанотехнологии, М., Книжный дом ЛИБРОКОМ, 2012, с.105-106 | |||

