Настоящее изобретение относится к области подъемно-транспортного оборудования, в частности, к устройству и способу подборки плоских предметов. Настоящее изобретение, в частности, можно использовать для формирования стоп из уложенных друг на друга изделий. Формирование стоп представляет собой, например, один из этапов процесса производства печатной продукции, состоящей из нескольких промежуточных печатных изделий и прочих изделий, таких как компакт-диски, образцы товаров и другие изделия, например, газеты, журналы, брошюры, книги и прочее.
Под подборкой печатной продукции специалисты понимают помещение различных печатных изделий друг на друга с образованием стопки. Как правило, одинаковые печатные изделия складывают друг на друга, в одной и той же последовательности во всех стопках. Однако стопки могут отличаться друг от друга тем, что в отдельных стопках отдельные печатные изделия могут отсутствовать. К печатной продукции можно отнести, например, отдельные нефальцованные или фальцованные листы или многократно фальцованные тетради. При этом подобранные в стопку печатные изделия могут отличаться друг от друга как по содержанию, так и по форме.
Известные устройства для подборки печатной продукции содержат множество транспортных ячеек, перемещаемых по траектории движения. Как правило, вдоль траектории движения, а именно вдоль участка подборки, предусмотрено несколько подающих модулей, предназначенных для подачи печатных изделий одного типа. Выходы подающих модулей, обращенные к транспортным ячейкам, по существу, расположены последовательно в ряд, направление которого соответствует направлению движения транспортных ячеек вдоль участка подборки. Во время этапов подачи выход каждого подающего модуля выровнен относительно одной из транспортных ячеек. Подающие модули представляют собой, например, самонаклады, намоточные станции или неавтономные соединения, сопряженные с другими устройствами, в которых происходит создание и обработка печатной продукции, подлежащей подборке.
В подборочных устройствах, в которых печатную продукцию в транспортные ячейки подают по существу перпендикулярно к направлению движения, указанные ячейки во время этапов подачи, как правило, неподвижны, при этом печатную продукцию сдвигают или сбрасывают в указанные ячейки, ориентированные к выходам подающих модулей, со стороны. В промежутке между следующими друг за другом этапами подачи транспортные ячейки вместе с находящимися в них печатными изделиями перемещают на расстояние, равное расстоянию между следующими друг за другом выходами подающих модулей (или кратному числу таких расстояний). В результате, транспортные ячейки, выровненные относительно выходов подающих модулей, перемещаются, и их сменяют следующие за ними транспортные ячейки. Как правило, транспортные ячейки указанных подборочных устройств скомпонованы таким образом, что печатные изделия в них лежат горизонтально или с небольшим наклоном. Недостаток такой конструкции состоит в том, что средство, транспортирующее указанные ячейки, должно функционировать с частыми периодическими остановками.
Указанных выше недостатков лишены подборочные устройства, в которых транспортные ячейки, по существу, непрерывно перемещаются в направлении подборки. Однако для того чтобы при подаче печатных изделий в непрерывно движущиеся ячейки не возникало проблем, необходимо обеспечить, по существу, одинаковое выравнивание печатных изделий в направлении подборки. При этом сдвиг или сброс печатных изделий в ячейки следует осуществлять с точной синхронизацией относительно указанных ячеек, причем скорость движения печатных изделий также необходимо настроить в соответствии со скоростью движения ячеек. Транспортные ячейки могут быть, например, сформированы ленточным конвейером, содержащим перегородки, расположенные поперек и, при необходимости, вдоль длины ленты, причем каждые две соседние поперечные перегородки ограничивают одну ячейку. В указанных ячейках загруженные печатные изделия укладывают в стопку на ленточный конвейер. В других известных подборочных устройствах с непрерывно перемещающимися ячейками ячейки имеют V- или L-образную форму. При этом в таких транспортных ячейках загруженные печатные изделия стоят на кромке и опираются на стенку транспортной ячейки, которая движется в направлении подборки, находясь впереди или позади от печатного изделия, причем указанная стенка выполняет функцию несущей/опорной поверхности.
Из патентного документа WO 2007/085101 известно подборочное устройство с ячейками, которые в продольном разрезе в направлении движения имеют L-образную форму. Ячейки известного устройства перемещаются посредством несущего органа по замкнутой круговой траектории и проходят участок подборки. Длинная стенка ячейки, ориентированная на участке подборки, по существу, горизонтально, выполняет функцию опорной поверхности для плоских предметов, а короткая стенка ячейки, ориентированная на участке подборки, по существу, вертикально, служит упором, по которому выравниваются передние кромки плоских предметов. Ячейки установлены с возможностью поворота относительно несущего органа. Угловое положение ячеек регулируют таким образом, чтобы ориентация опорной поверхности в пространстве оставалась неизменной независимо от формы траектории движения, в частности с небольшим наклоном в направлении движения. Таким образом, стопки предметов остаются лежать на опорных поверхностях даже при изменении направления движения, например, на криволинейных участках траектории движения, при этом не требуется прилагать усилий для удержания стоп в таком положении.
Еще одно подборочное устройство известно из патентного документа WO 2008/058405. В данном устройстве стенки всех транспортных ячеек образованы бесконечными конвейерными лентами, движущимися вокруг отклоняющих элементов. Благодаря наличию вдоль траектории движения зигзагообразных отклоняющих элементов, указанные ленты образуют множество ячеек, имеющих в сечении L-образную форму, причем указанные ячейки непосредственно следуют друг за другом без разрывов. Ориентацию боковых стенок смежных ячеек можно задавать в зависимости друг от друга, меняя положение отклоняющих элементов (роликов, штанг). Например, длинная боковая стенка наклонена относительно траектории движения или несущего органа, а короткая боковая стенка ориентирована, по существу, вертикально, таким образом, формируется наклонная опорная поверхность и упор, выступающий вверх из указанной опорной поверхности. В качестве альтернативного варианта, обе боковые стенки ориентированы параллельно траектории движения и между ними возможно размещение стопки плоских предметов. Таким образом, стопку можно перемещать даже с наклонной опорной поверхностью или опорной поверхностью, расположенной над стопой, то есть в перевернутом положении. Однако в указанном подборочном устройстве выбрать ориентацию боковых стенок смежных ячеек независимо друг от друга невозможно, так как ленты перемещаются по упомянутым общим отклоняющим элементам так, что угол наклона опорной поверхности и угол открытия между боковыми стенками ячейки связаны друг с другом.
Еще один подборочный конвейер известен из патентного документа DE 3141491 А. Данный конвейер содержит множество захватов, причем соответствующая захвату опорная поверхность, обеспечивающая опору для уложенных изделий, образована направленной вверх губкой захвата, движущегося спереди в направлении движения. В результате, угол наклона опорной поверхности и угол открытия захватов также зависят друг от друга. При этом опорная поверхность наклонена в направлении, противоположном направлению движения.
Таким образом, задача настоящего изобретения заключается в том, чтобы предложить подборочное устройство и соответствующий способ подборки, которые позволяют надежно принимать, выравнивать и транспортировать плоские предметы, а также предпочтительно позволяют удерживать подобранные предметы в стопках независимо от ориентации транспортных ячеек.
Поставленная задача решена благодаря созданию устройства с признаками пункта 1 и способа с признаками пункта 14. Предпочтительные варианты осуществления изобретения раскрыты в зависимых пунктах, описании и чертежах.
Предлагаемое устройство предназначено для подборки плоских предметов, в частности печатных и других изделий, и дальнейшей транспортировки подобранных предметов в виде стоп. Данное устройство содержит множество приемников, установленных с возможностью перемещения в направлении движения по замкнутой траектории движения, заданной несущим органом. Кроме того, предлагаемое устройство содержит множество опорных элементов, по меньшей мере на участке подборки траектории движения определяющих опорную поверхность, которая наклонена в направлении движения и на которой уложены предметы, причем указанный наклон обеспечивает возможность выравнивания плоских предметов. В соответствии с настоящим изобретением приемники содержат захваты с первой и второй губками, при этом захваты выполнены с возможностью перехода в закрытое или открытое положение. Захваты по меньшей мере на участке подборки расположены и перемещаются относительно опорных элементов таким образом, что при закрытии они зажимают скомплектованные на опорных элементах стопы и транспортируют их дальше в зажатом положении. Опционально захваты по меньшей мере на участке подборки образуют упор для предметов, лежащих на опорной поверхности, причем указанные предметы выравниваются по данному упору, в частности, под действием силы тяжести. Захваты и опорные элементы выполнены регулируемыми, причем ориентация опорной поверхности относительно траектории движения и/или угол открытия между первой и второй губками захвата в приемнике могут быть заданы независимо от соседних приемников. Для этого захваты предпочтительно соединяют с несущим органом и осуществляют управление ими таким образом, чтобы их ориентацию относительно траектории движения и/или угол открытия между первой и второй губками захвата можно было регулировать независимо от соседних захватов.
Предлагаемый способ подборки включает в себя следующие этапы: приемники перемещают в направлении движения по замкнутой траектории движения; в приемники на участке подборки траектории движения последовательно подают отдельные предметы; предметы укладывают на опорные поверхности приемников, формируя стопы; захваты после формирования стоп закрывают и далее транспортируют стопы в захватах.
Настоящее изобретение основано на использовании известного из уровня техники конвейера с захватами, причем для подборки плоских предметов или составления и последующей транспортировки стоп ориентацию и степень открытия захватов данного конвейера можно регулировать независимо друг от друга. Такой подход коренным образом отличается от описанных вначале известных концепций в области подборки плоских предметов. В соответствии с известными концепциями в подборочных устройствах используют ячейки с опорными поверхностями большой площади, при этом стенки ячеек выполняют неподвижными или, при необходимости, с возможностью изменения их ориентации. По сравнению с известными техническими решениями, настоящее изобретение обладает следующими преимуществами.
По существу, возможно использование известных конвейеров с захватами, модифицированных путем установки соответствующих опорных элементов, в результате, плоские предметы на участке подборки, на котором захваты находятся в открытом состоянии, имеют надежную опору, в частности снизу. Стопы предметов после подборки надежно удерживаются в закрытых захватах и транспортируются далее, в том числе на большие расстояния, причем плоские предметы, находящиеся внутри стопки, не смещаются относительно друг друга. Таким образом, в отличие от известных технических решений, в настоящем изобретении отсутствует необходимость перемещать стопы в захваты для их дальнейшей транспортировки. Захват стоп можно обеспечить непосредственно на месте их составления. Так как захваты можно приводить в действие по отдельности, извлекать дефектные стопы можно простым способом, например, путем открытия захватов при их движении в перевернутом положении. Передачу стоп на опционально предусмотренный выводной конвейер осуществляют с высокой степенью контроля, так как ориентацию захватов и момент времени их открытия можно задавать очень точно. Как и в устройствах, раскрытых в патентных документах WO 2007/085101 и WO 2008/058405, в настоящем изобретении ориентация опорных поверхностей на участке подборки может оставаться неизменной, даже при криволинейной траектории движения. Однако в данном случае этого можно добиться значительно проще и с большей гибкостью.
Как и в известных устройствах, опорные элементы могут быть выполнены за одно целое с приемниками и, таким образом, перемещаться вместе с приемниками по всей траектории движения. Поскольку в настоящем изобретении в качестве приемников используют захваты, опорные элементы могут быть выполнены за одно целое с захватами, либо опорные элементы могут быть соединены с захватами неподвижно или шарнирно, например, в виде жесткого или гибкого выступа. В предпочтительном варианте осуществления изобретения опорные элементы образованы одной из губок захватов, имеющей большую длину, чем другая губка захватов. В этом случае на участке подборки удлиненная губка захвата по существу лежит, то есть расположена горизонтально или с небольшим наклоном, а вторая губка предпочтительно направлена вертикально вверх. Таким образом, захват образует как опорную поверхность, так и упор для передних кромок изделий.
Однако опорные элементы могут быть также образованы отдельными элементами, которые, например, на участке подборки перемещаются синхронно с захватами, после чего они снова удаляются, как только захваты в результате перехода в закрытое положение надежно зажимают готовую стопу и транспортируют ее дальше. Преимущество такой компоновки заключается в том, что можно использовать традиционный конвейер с захватами, дополненный на участке подборки конвейером с опорными элементами.
Захватами управляют так, что на участке подборки они находятся в открытом состоянии, а по завершении комплектования стопы их закрывают. Опорные элементы расположены таким образом, что на участке подборки они принимают печатные изделия по существу в лежащем положении. Захват расположен относительно опорного элемента так, что при закрытии он удерживает между губками печатные изделия, лежащие на опорной поверхности. Опционально он также выполняет функцию упора, выравнивающего печатные изделия.
В направлении, перпендикулярном направлению движения, губка захвата может иметь сравнительно небольшую ширину, то есть, например, в соответствующем направлении ее ширина может быть меньше, чем ширина изделия. Благодаря этому изделия можно выравнивать в боковом направлении уже во время подачи, в результате, изделия оказываются точно выровненными относительно опорной поверхности захвата. По обе стороны траектории движения захватов на некотором расстоянии друг от друга можно предусмотреть соответствующие выравнивающие элементы, при этом захваты в этом случае проходят между выравнивающими элементами. В известных устройствах такое расположение выравнивающих элементов невозможно из-за нехватки места, так как ячейки имеют большую ширину.
Выполнение приемников в виде захватов обеспечивает еще одно преимущество, которое заключается в том, что траектория движения не ограничивается прямыми на виде в плане участками, а может содержать участки, которые в горизонтальной плоскости меняют свои направления. Это связано с тем, что в отличие от известных устройств, содержащих отклоняемые ленты (например, в соответствии с патентным документом WO 2008/058405) или неподвижные ячейки, в предлагаемом устройстве захваты можно направлять вдоль любых пространственных кривых, в том числе с небольшим радиусом кривизны. Траектория движения, которая имеет горизонтальную проекцию с по-разному ориентированными и/или криволинейными участками, например, U-образными или L-образными, обеспечивает преимущество, заключающееся в том, что комплексную установку можно использовать в уже существующих производственных зданиях. На имеющейся площади можно расположить больше секций подачи (самонакладов), чем в случае установок, ограниченных прямолинейной горизонтальной проекцией или прямолинейным участком подборки. Кроме того, можно предусмотреть два или более участка подборки с различными направлениями движения, например, проходящими встречно или под углом 90° друг к другу.
Далее представлено подробное описание предпочтительных вариантов осуществления настоящего изобретения со ссылкой на прилагаемые чертежи, на которых схематично изображено следующее.
На фиг.1 показано подборочное устройство с опорными элементами, выполненными за одно целое с захватами.
На фиг.2 показан один из вариантов подборочного устройства с фиг.1.
На фиг.3 и 4 подробно показано подборочное устройство с фиг.2.
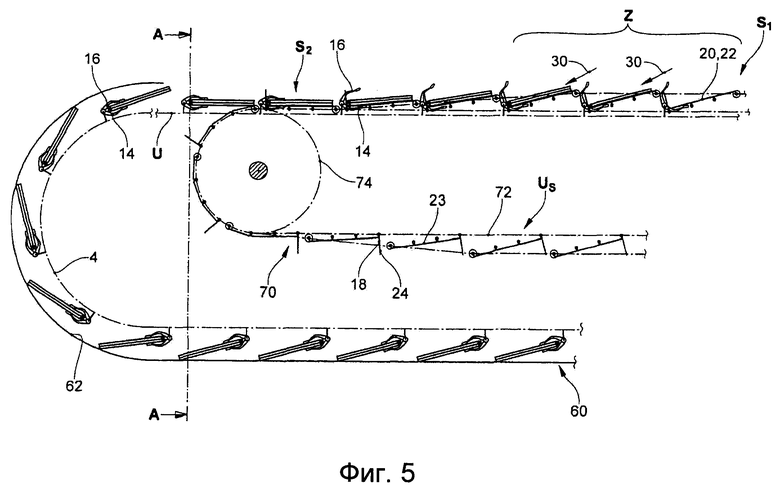
На фиг.5 показано подборочное устройство, содержащее опорные элементы, выполненные отдельно от захватов.
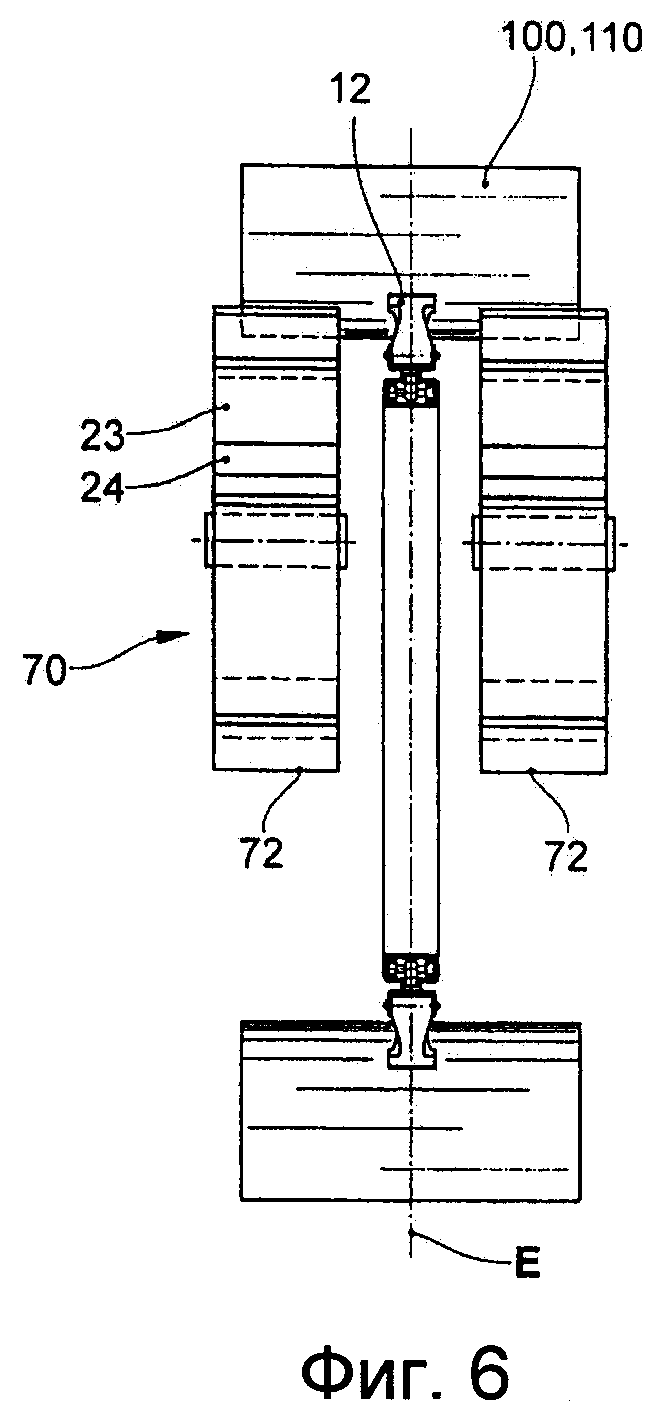
На фиг.6 показано подборочное устройство с фиг.5 по линии А-А.
На фиг.7а-7с показано подборочное устройство с опорными элементами, выполненными за одно целое с захватами; в различные моменты времени при передаче продукции на выводной конвейер.
На фиг.8 представлен вид в плане на подборочное устройство с фиг.7b, в области рабочей поверхности выводного конвейера.
На фиг.9 и 10 показано подборочное устройство с нелинейной горизонтальной проекцией.
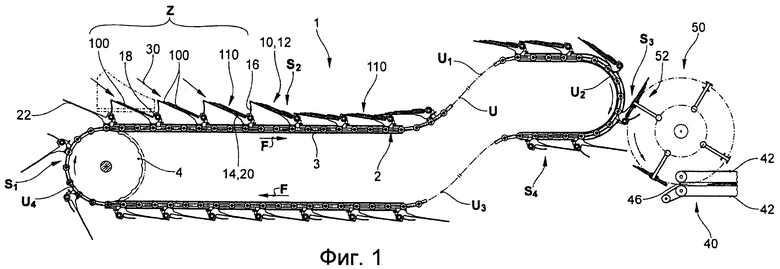
На фиг.1 показано предлагаемое подборочное устройство 1, содержащее множество приемников 10, установленных с возможностью перемещения по замкнутой траектории U движения. Приемники 10 посредством несущего органа 2, в данном случае цепи, перемещаются по траектории U движения, заданной прямолинейными и криволинейными участками 3 и отклоняющими элементами 4. В данном случае, в качестве примера, траектория U движения имеет два параллельных участка U1, U3 траектории, соединенных друг с другом круговыми переходными участками U2, U4. Вдоль верхнего участка U1 траектории и отклоняющего участка U2, показанного в правой части чертежа, перемещают изделия 100 или стопы 110 изделий, в то время как вдоль нижнего участка U3 траектории и левого отклоняющего участка U4 отводят назад пустые приемники 10 или захваты 12. Над верхним участком U1 траектории, в некоторой его части, расположены подающие модули 30, обеспечивающие подачу отдельных изделий 100. Эта часть верхнего участка U1 задает участок Z подборки траектории U движения. На указанном участке подборки выходы подающих модулей 30 расположены друг за другом в ряд, по существу, параллельно траектории U движения. В зоне правого отклоняющего участка U2 находятся выводной конвейер 40 для стоп 110 и передаточный механизм 50, посредством которого стопы 110 извлекают из приемников 10 и передают на выводной конвейер 40.
Предлагаемое подборочное устройство 1 основано на использовании конвейера, содержащего множество захватов 12, в данном случае представляющих собой приемники 10. Захваты 12 имеют две губки 14 и 16. Положение губок захвата относительно друг друга (открытое/ закрытое положение), а также их ориентацию в пространстве или положение относительно траектории U движения можно задавать по отдельности и независимо от соседних захватов, используя при этом соответствующие средства управления. В данном случае захваты открывают в точке S1 открытия перед участком Z подборки, в открытом состоянии их перемещают вдоль участка Z подборки и далее, в конце участка Z подборки, в точке S2 закрытия их снова закрывают. На участке Z подборки в захваты последовательно подают отдельные изделия 100, формируя, таким образом, стопы 110, которые перемещаются далее в захватах 12. В точке S3 открытия захваты 12 снова открывают для того, чтобы передать стопы 110 в передаточный механизм 50. В точке S4 закрытия захваты закрывают, после чего пустые, закрытые захваты движутся вдоль нижнего участка U3 траектории. При этом в зоне точек S1, S2 открытия и закрытия происходит изменение ориентации захватов.
В примере, показанном на фиг.1 и 2, первые губки 14 захватов, расположенные ближе к несущему органу 2, длиннее, чем вторые губки 16 захватов. Их длина примерно соответствует максимальной длине подаваемых изделий 100, измеренной в направлении F движения. Захваты 12 относительно траектории U движения ориентированы таким образом, что на участке Z подборки длинные губки 14 захватов проходят по существу горизонтально или наклонены в направлении F движения под углом примерно в 30-40°. Короткие губки 16 захватов на участке Z подборки расположены по существу вертикально и направлены вверх. Таким образом, длинные губки 14 захватов образуют по существу горизонтальную или слегка наклонную (для обеспечения выравнивания изделий 100) опорную поверхность 22 для изделий 100, загружаемых подающими модулями 30. Короткие губки 16 захватов ориентированы так, что они не препятствуют загрузке печатных изделий на участке Z подборки. При этом они могут выполнять функцию упоров для передних кромок изделий. Как показано на чертежах, такой упор можно также реализовать за счет соответствующей формы первой губки 14 захвата (упорная кромка 18).
В данном случае расстояние между двумя следующими друг за другом захватами 12, а также длину обеих губок 14, 16 захватов и их ориентацию выбирают таким образом, чтобы на участке Z подборки губки 14, 16 соседних захватов примыкали друг к другу, по существу, без зазоров, образуя квазинепрерывную зигзагообразную поверхность. Это позволяет исключить вероятность случайного попадания изделий 100 в зазоры между захватами 12 и, соответственно, позволяют избежать нарушения работы. Предпочтительно предусмотрена возможность регулирования расстояния между захватами в зависимости от размеров изделий. В частности, длинную губку захвата можно выполнить гибкой для того, чтобы обеспечить возможность компенсировать изменения расстояния, например, за счет ее прогиба. В качестве альтернативного варианта длинную губку захвата или элемент, прикрепленный к указанной губке (например, показанная на фиг.8 вторая часть 14b захвата), можно выполнить заменяемыми.
Передаточный механизм 50, выполненный в виде колеса, посредством передаточных элементов 52, например, захватов или зажимов, захватывает стопы 110 изделий по боковым кромкам и транспортирует их на выводной конвейер 40. Указанный выводной конвейер 40 содержит две конвейерные ленты 42, движущиеся в противоположных направлениях, причем между указанными лентами предусмотрен щелевидный транспортный канал 46. Стопы 110 поступают в передаточный механизм 50 сверху. Передаточный механизм 50 принимает стопы 110 по касательной к первоначальной траектории U движения. Далее стопы движутся в указанном передаточном механизме 50 по касательной к траектории движения передаточных элементов 52.
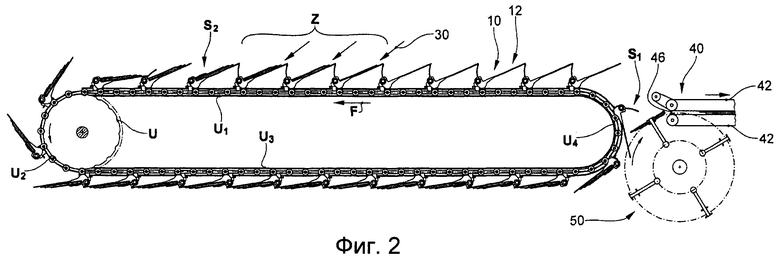
Подборочное устройство 1, изображенное на фиг.2, по своим основным конструктивным элементам соответствует устройству, показанному на фиг.1. Верхний участок U1 и нижний участок U3 траектории движения параллельны друг другу, причем в данном варианте указанные участки траектории являются прямолинейными. В отличие от фиг.1 направление F движения соответствует направлению против часовой стрелки. Участки U1, U2, U3, U4 траектории движения следуют друг за другом в указанной последовательности, то есть криволинейный участок U2 на данном чертеже расположен слева, а криволинейный участок U4, в зоне которого предусмотрен передаточный механизм 50, находится на чертеже справа. Соответственно захваты 12 на Фиг.2 расположены зеркально по сравнению с фиг.1. Как и на фиг.1, участок Z подборки находится на верхнем участке U1 траектории движения. На участке подборки печатные изделия 100 собирают в стопы 110 и в виде стоп 110 перемещают почти вдоль всей траектории U до передаточного механизма 50. Указанный вариант компоновки обладает преимуществом, которое заключается в том, что для реализации участка Z подборки доступен больший участок, а дефектные стопы на нижнем участке U3 транспортируются в перевернутом виде, в результате, извлечь их можно, просто открыв отдельные захваты 12.
Кроме того, конструкция подборочных устройств 1, показанных на фиг.1 и 2, позволяет реализовать функцию "устранения дефектов", то есть исправления неправильно укомплектованных стоп изделий. Благодаря тому что захваты 12 можно выборочно оставлять закрытыми, отдельные стопы не попадают в передаточный механизм 50 и снова проходят через участок Z подборки. При этом в указанные стопы можно добавить недостающие изделия. Такой прогон с целью исправления дефектов запускают посредством управляющего устройства после того, как контрольное устройство выявляет дефектную стопу. В дополнение или в качестве альтернативного варианта можно предусмотреть устройство извлечения дефектной продукции, которое в случае выявления ошибки извлекает дефектную стопу, например, путем открытия захвата.
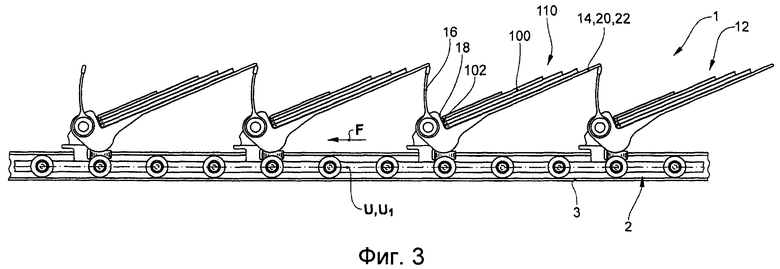
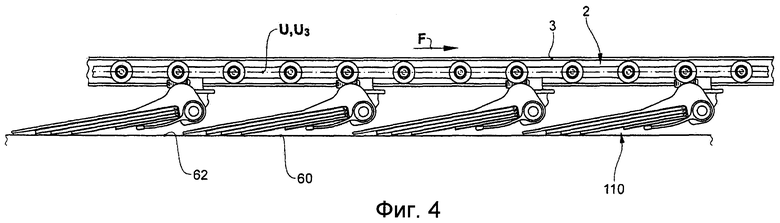
На фиг.3 и 4 подробно показано подборочное устройство 1 с фиг.2 на участке U1 траектории (фиг.3) и участке U3 траектории (фиг.4). Как показано на фиг.3, захваты 12 открыты, а изделия 100 лежат на опорной поверхности 22, образованной удлиненной губкой 14 захвата. Указанная губка 14 наклонена по отношению к круговой траектории U1 в направлении F движения. При этом передние кромки 102 изделий 100 выровнены по упору 18, образованному удлиненной губкой 14 захвата. Как описано выше, наружные кромки губок 14, 16 соседних захватов 12 примыкают друг к другу, образуя на участке Z подборки квазинепрерывную поверхность.
Как видно из фиг.4, захваты закрыты и ориентированы таким образом, что стопы 110 транспортируются, находясь в положении, при котором изделия 100 ориентированы по существу параллельно круговой траектории U движения. Кроме того, снизу изделия 100 подпирает опорное устройство 60, имеющее, например, опорную поверхность 62 с низким коэффициентом трения, или совместно движущиеся опорные ленты.
На фиг.5 изображен еще один вариант осуществления настоящего изобретения, согласно которому опорные поверхности 22 образованы отдельными опорными элементами 20, независимыми от захватов 12. Захваты 12 являются частью, например, традиционного конвейера с захватами и имеют две губки 14, 16 по существу одинаковой длины. Степень открытия захватов 12 и их ориентацию относительно траектории U движения задают, используя управляющие кулачки (не показаны). Некоторая часть траектории U движения выполняет функцию участка Z подборки. Перед указанным участком подборки в точке S1 открытия захваты открывают, затем в точке S2 закрытия их закрывают.
Опорные элементы 20 являются частью конвейера 70 с опорными элементами, независимого от конвейера с захватами. Указанный конвейер с опорными элементами содержит несущий орган 72, посредством которого опорные элементы 20 перемещаются по замкнутой траектории Us движения опорных элементов. Траектория Us движения опорных элементов по меньшей мере на участке Z подборки проходит, по существу, параллельно траектории U движения захватов 12 и меняет направление движения посредством отклоняющих элементов 74 (показан только один из них). Опорные элементы 20 выполнены в виде ячеек, которые на виде сбоку имеют L-образную форму, причем длинное плечо 23 L-образной ячейки состоит из нескольких сегментов, соединенных друг с другом с возможностью относительного движения. Это позволяет перемещать опорные элементы 20 вокруг отклоняющих элементов 74 с возможностью экономии пространства. Верхняя поверхность длинного плеча 23 выполняет функцию опорной поверхности 22. Функцию упора 18 для выравнивания изделий 100 выполняет участок, в котором два плеча 23 и 24 L-образного опорного элемента 20 соединяются друг с другом, или короткое плечо 24.
На участке Z подборки опорные элементы 20 перемещаются синхронно с захватами 12. При этом упор 18 расположен вровень с зевом захвата, а длинное плечо 23 наклонено в направлении движения. Таким образом, посредством упора 18 изделия 100 выравниваются относительно зева захвата и зажимаются в результате закрытия захватов 12. За точкой S2 закрытия стопы 110 изделий могут удерживаться только захватами 12, а траектория Us движения опорных элементов 20 может проходить иначе, чем траектория движения захватов 12. В данном варианте, как и в подборочном устройстве с фиг.2, свободные концы изделий 100 подпирает опорное устройство 60, имеющее опорную поверхность 62, проходящую параллельно траектории U, причем в данном варианте опорная поверхность 62 расположена также и в зоне левого отклоняющего элемента 4.
Преимущество данного варианта изобретения состоит в том, что возможно использование традиционного конвейера с захватами. Этот конвейер может являться частью крупной конвейерной установки. Дополнительное круговое движение с опорными элементами 20 предусмотрено только на участке подборки. Таким образом, функцию подборки и транспортировки можно реализовать на существующих установках, при этом не требуются значительные дополнительные затраты на конструкторские работы.
На фиг.6 в плане по линии А-А показано подборочное устройство с фиг.5. Как видно из фиг.6, конвейер 70 с опорными элементами содержит два параллельных несущих органа 72 для опорных элементов 20, причем они расположены по бокам от плоскости Е траектории захватов 12. Таким образом, каждая пара опорных элементов 20 подпирает изделия 100 в открытых захватах 12 в зоне их боковых кромок.
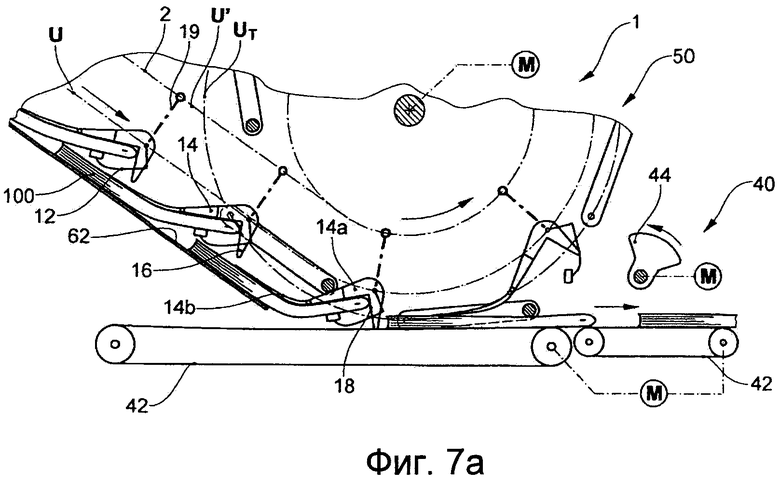
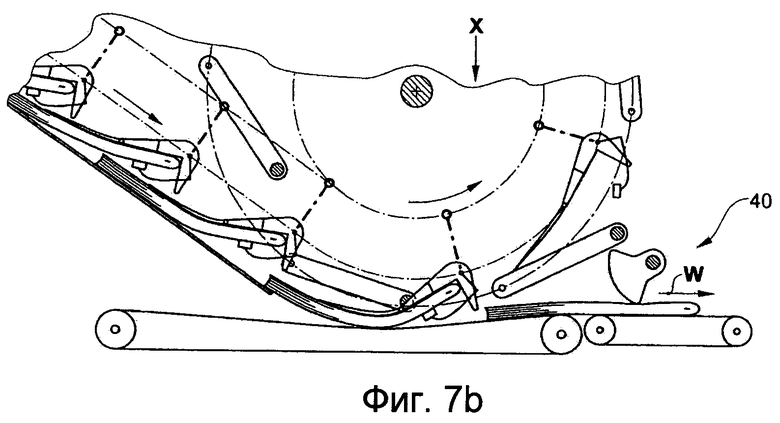
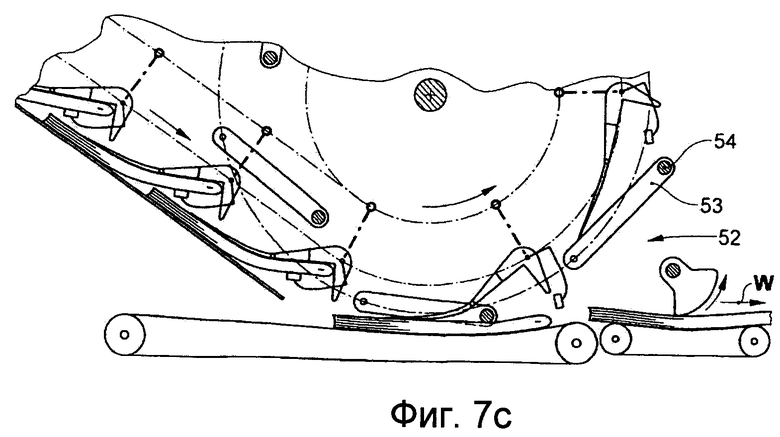
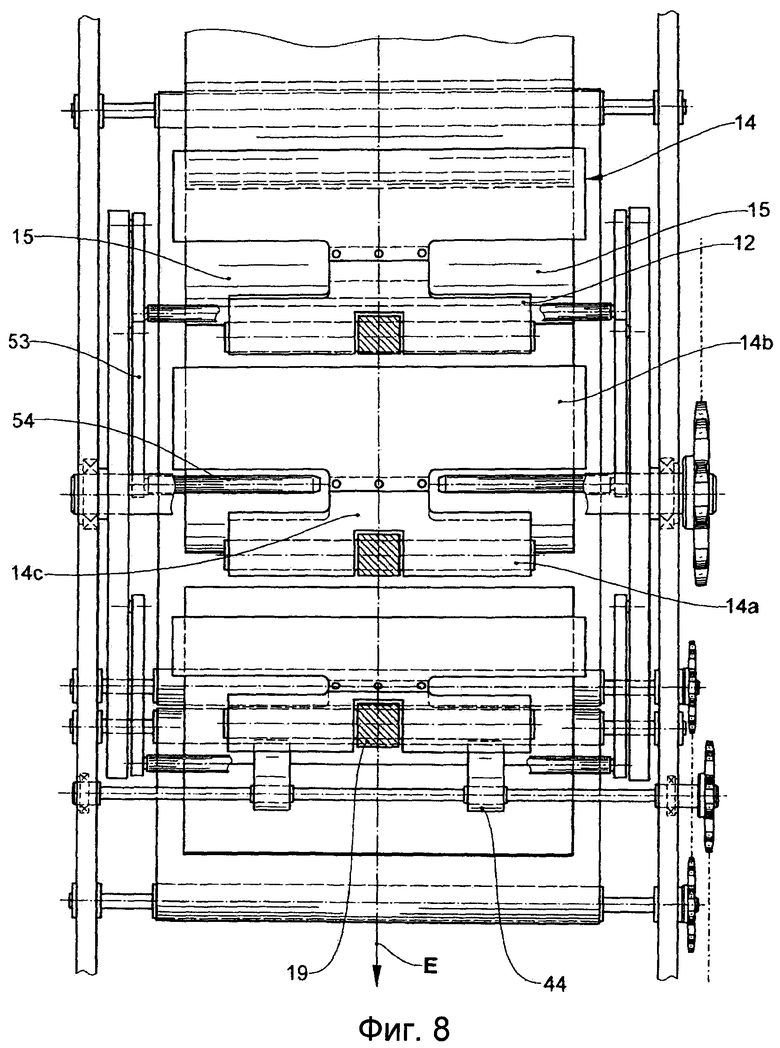
На фиг.7а-7с показана часть подборочного устройства 1 в зоне, где происходит передача изделий на выводной конвейер 40, в разные моменты времени. На фиг.8 изображено предлагаемое подборочное устройство, если смотреть в направлении, обозначенном на фиг.7b буквой х.
По существу, подборочное устройство 1 имеет конструкцию, представленную на фиг.1-4, то есть оно содержит захваты 12 с губками 14, 16 разной длины. Более длинная губка 14 выполняет функцию опорной поверхности 22 для изделий 100 или стоп 110 изделий. Более короткая губка 16 предназначена для надежного прижатия изделий 100 к другой губке 14 захвата. На чертеже схематично показано лишь одно изделие 100, но речь может идти и о стопке 110 изделий.
Как показано на фиг.8, более длинная губка 14 состоит из двух частей 14а и 14b. Первая часть 14а, как правило, жесткая, шарнирно соединена с губкой 16 захвата. На указанной части также образован упор 18. Вторая часть 14b расположена на конце первой части 14а, который обращен в противоположную от шарнира сторону. Соединение может быть жестким или гибким. В данном случае соединение жесткое, но вторая часть 14b захвата плоская и выполнена, по существу, упругой или гибкой. Две части 14а и 14b захвата соединены друг с другом только узкой перемычкой 14с, так что между двумя частями 14а и 14b образуются две боковые выемки 15, назначение которых поясняется ниже. При необходимости угол между двумя частями 14а и 14b захвата или изгиб можно менять управляемым способом.
В данном случае захваты 12 перемещаются по круговой траектории U. Посредством рычагов 19 они через равные расстояния соединены с несущим органом 2, движущимся по параллельной круговой траектории U'. Рычаги 19 обеспечивают возможность изменения расстояний между захватами 12 на криволинейных участках круговой траектории U. В данном варианте участок передачи изделий предусмотрен на криволинейном участке круговой траектории U. В результате, следующие друг за другом изделия 100, которые на прямолинейном участке траектории U транспортировались с частичным перекрытием, за счет кривизны траектории отделяются без особых усилий.
На прямолинейном участке траектории предусмотрена опорная поверхность 62, ориентированная параллельно круговой траектории U. За счет своей гибкости вторая часть 14b захвата меняет ориентацию в зависимости от ориентации опорной поверхности 62. В результате, изделия 100 перед передачей на выводной конвейер направляют или подпирают с обеих сторон.
Круговая траектория U подходит к плоскости транспортировки выводного конвейера 40 под некоторым углом. Как и в вариантах изобретения, представленных на фиг.1 и 2, выводной конвейер 40 содержит одну или несколько конвейерных лент 42, на которые помещают, а затем путем открытия захватов 12 сбрасывают изделия 100 или стопы 110 изделий. После этого, используя ускоряющий элемент 44, например, кулачок, приводимый в движение двигателем, уложенные изделия 100 ускоряют в направлении W вывода, прижимают к опоре, в данном случае к еще одной конвейерной ленте, и транспортируют далее.
Используя описанное выше подборочное устройство 1, можно составлять более сложные формации, например, стопы 110, составленные из нескольких отдельных изделий 100, которые могут содержать, например, более толстые печатные изделия, образцы товаров, компакт-диски или другие непечатные изделия. В случае комплектования подобных стоп 110 важно, чтобы отдельные изделия 100 при передаче на выводной конвейер 40 не сдвигались относительно друг друга, поскольку указанные смещения изделия могут отрицательно повлиять на ход процессов, осуществляемых на последующих станциях, например, на процесс упаковки стоп в пленку. Показанные на фиг.1 и 2 передаточные механизмы 50 захватывают стопу 110 с двух сторон. Однако передача происходит в одной точке, а именно там, где траектория движения захватов 12 и траектория движения передаточных элементов 52 сходятся по касательной.
На фиг.7а-7с и 8 показан вариант, в соответствии с которым передаточный механизм 50 встроен в отклоняющий элемент 4 несущего органа 2 для захватов 12, выполняющий функцию участка передачи. При этом данный вариант конструкции позволяет осуществлять надежную передачу, в том числе, более сложных стоп 110 изделий. Указанный передаточный механизм 50 содержит множество передаточных элементов 52, перемещаемых по круговой траектории UT, проходящей параллельно траектории U движения. Передаточные элементы 52 содержат рычаги 53, установленные на приводном элементе, например колесе, с возможностью поворота. Указанные рычаги 53 на своем свободном конце содержат поперечный стержень 54, ориентированный перпендикулярно к круговой траектории UT. Как показано на фиг.8, передаточный механизм 50 содержит два приводных элемента, расположенных симметрично относительно плоскости Е, причем на указанных приводных элементах установлены передаточные элементы 52. Поперечные стержни 54 каждой пары расположенных друг напротив друга передаточных элементов 52 перед и во время передачи изделий проходят через выемки 15, предусмотренные между двумя частями 14а и 14b захватов. Перед, во время и после открытия захватов данные стержни 54 прижимают изделие 100 или стопу 110 изделий к рабочей поверхности выводного конвейера 40. После того как ускоряющий элемент 44 захватывает изделие 100, рычаг 53 поворачивается вверх. Преимущество конструкции с таким передаточным механизмом 50 заключается в том, что изделия 100 или стопы 110 в любой момент времени сохраняют свое положение и предохранены от сдвига за счет захватов 12 и опорной поверхности 62, и/или за счет поперечных стержней 54 и рабочей поверхности выводного конвейера 40, и/или за счет самого выводного устройства 40. Во время передачи указанные элементы 52 движутся совместно с изделиями 100 на определенном участке и удерживают их вместе. Благодаря этому удается осуществить надежную передачу изделий 100.
Кроме того, можно предусмотреть возможность отключения передаточных элементов 52 управляемым способом. Это важно, например, в режиме прогона для исправления дефектов, когда изделия 100 не выводят из захватов 12.
Описанные выше процессы и функции контролируют и регулируют, используя блок управления, не описанный здесь подробно. Помимо соответствующего сенсорного и электронного оборудования, блок управления может содержать встроенные и/или сменные управляющие кулачки и/или включающие элементы, взаимодействующие с соответствующими управляющими элементами на подвижных компонентах (захватах, опорных элементах, передаточных элементах). Кроме того, блок управления, например, может контролировать работу соответствующих предусмотренных приводов.
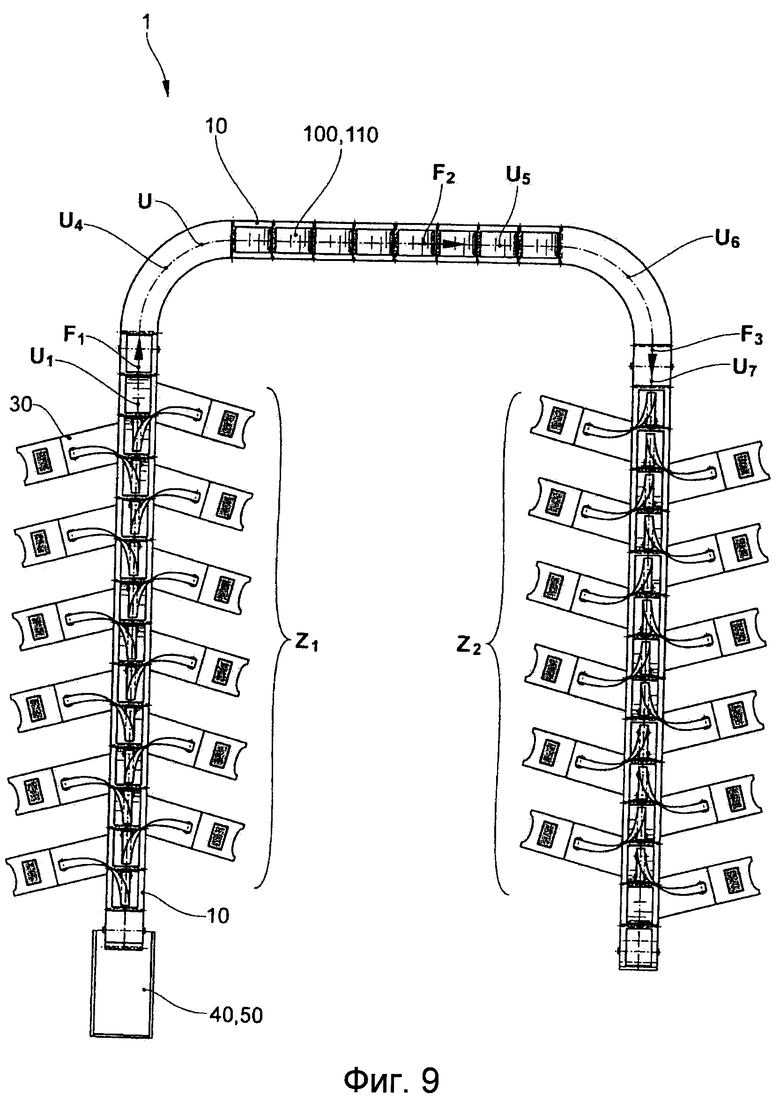
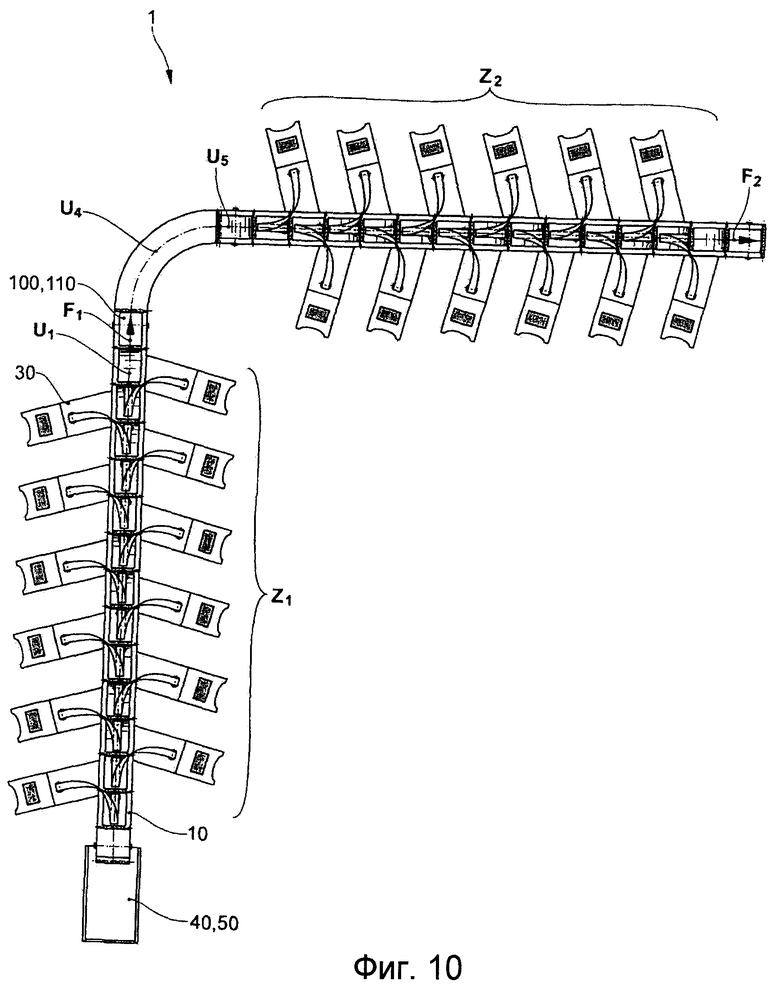
На фиг.9 и 10 показано два варианта осуществления предлагаемого подборочного устройства 1, которые на виде сверху имеют нелинейную горизонтальную проекцию. На фиг.9 траектория U движения имеет U-образную горизонтальную проекцию, а на фиг.10 - L-образную горизонтальную проекцию. На виде сбоку траектория движения может быть такой, как на фиг.1 или 2, то есть приемники 10 на верхнем участке траектории U перемещаются в направлении, соответствующем направлению стрелки (направление F1, F2, F3 движения), а на нижнем участке в направлении, противоположном направлению стрелки. Обе указанные компоновки предлагаемого устройства позволяют на ограниченном пространстве использовать большое количество секций 30 подачи.
В примере, изображенном на фиг.9, траектория U движения имеет U-образную горизонтальную проекцию, содержащую первый линейный участок U1 с направлением F1 движения, второй линейный участок U5 с направлением F2 движения и третий линейный участок U7 с направлением F3 движения. Направления F1 и F3 противоположны друг другу, направление F2 проходит перпендикулярно к ним. Линейные участки соединены друг с другом криволинейными участками U4 и U6. На первом U1 и третьем U7 линейных участках реализованы первый Z1 и второй Z2 участки подборки, соответственно. Каждый из указанных участков подборки содержит несколько подающих модулей 30. Выводной конвейер 40, а также предусмотренный в случае необходимости дополнительный передаточный механизм 50 находятся на самом дальнем конце левого плеча. Изделия достигают указанный участок после прохождения полностью участков U1, U4-U7 и соответствующих обратных участков траектории движения, которые на данных чертежах не видны.
Захваты открывают перед входом на первый участок Z1 подборки. Перед первым криволинейным участком U4 их предпочтительно закрывают, чтобы подобранные предметы 100 или стопы 110 предметов 110 не сместились под действием центробежных сил. Непосредственно перед входом на второй участок Z2 подборки их снова открывают, а в конце этого участка перед прохождением обратного участка траектории движения их закрывают.
Предлагаемое устройство, показанное на фиг.10, содержит два линейных участка U1, U5 траектории движения, соединенных друг с другом криволинейным участком U4. Направления F1, F2 движения на линейных участках U1, U5 смещены относительно друг друга на 90°. На первом U1 и втором U5 линейных участках реализованы первый Z1 и второй Z2 участки подборки соответственно. Каждый участок подборки содержит множество подающих модулей 30.
Настоящее изобретение относится к области подъемно-транспортного оборудования и может использоваться для подборки плоских предметов, в частности печатных изделий. Устройство для подборки содержит множество опорных элементов и множество приемников. Приемники содержат захваты с губками. Опорные элементы являются составной частью захватов. Опорный элемент образуется первой губкой захвата, удлиненной относительно второй губки. Способ подборки характеризуется тем, что приемники перемещают по замкнутой траектории. Подают предметы в приемники. Укладывают предметы на опорные поверхности, образуя стопы. Закрывают захваты и далее транспортируют стопы в захватах. Повышается надежность приема, выравнивания и транспортировки плоских предметов. Обеспечивается возможность удерживания предметов в стопках независимо от ориентации транспортных ячеек. 2 н. и 14 з.п. ф-лы, 12 ил.
1. Устройство (1) для подборки плоских предметов (100), в частности печатных изделий, и для дальнейшей транспортировки подобранных предметов (100) в виде стоп (110), содержащее:
- множество опорных элементов (20), по меньшей мере на участке (Z) подборки траектории (U) движения определяющих опорную поверхность (22), которая наклонена в направлении движения и на которой уложены предметы (100);
- множество приемников (10), установленных с возможностью перемещения в направлении (F) движения по замкнутой траектории (U) движения, заданной несущим органом (2); причем приемники (10) содержат захваты (12) с первой и второй губками (14, 16), при этом захваты (12) выполнены с возможностью перехода в закрытое и открытое положение, причем при переходе из открытого положения в закрытое захваты (12) зажимают между своими губками (14, 16) предметы (100), лежащие на опорной поверхности (22);
отличающееся тем, что:
опорные элементы (20) являются составной частью захватов (12), при этом первая губка (14) захвата удлинена относительно второй губки (16) захвата и по меньше мере в открытом положении захвата образует опорную поверхность (22) для предметов (100),
причем первая губка (14) захвата, которая образует опорный элемент (20), содержит жесткую первую часть (14а), взаимодействующую со второй губкой (16) захвата для зажатия предметов (100), и вторую часть (14b) захвата, предпочтительно гибкую или нежестко соединенную или шарнирно соединенную с первой частью (14a) захвата, причем указанная вторая часть (14b) захвата обеспечивает опору для предметов (100) в той их части, которая обращена в сторону, противоположную от участка соединения двух губок (14, 16)захвата,
при этом захваты (12) и их опорные элементы (20) соединены с несущим органом (2) и выполнены регулируемыми, причем ориентация опорной поверхности (22) относительно траектории (U) движения и/или угол открытия между первой и второй губками (14, 16) захвата в приемнике (10) могут быть заданы независимо от соседних приемников (10).
2. Устройство по п.1, отличающееся тем, что возможность регулирования угла между опорной поверхностью (22) и траекторией движения обеспечена благодаря тому, что захват (12) в целом или первая губка (14) захвата установлены с возможностью поворота относительно траектории (U) движения.
3. Устройство по п.1 или 2, отличающееся тем, что каждый захват (12), в частности участки соединения двух губок (14, 16) захватов, по меньшей мере на участке (Z) подборки образует упор (18) для предметов (100), лежащих на соответствующей опорной поверхности (22).
4. Устройство по п.3, отличающееся тем, что опорные поверхности (22) по меньшей мере на участке (Z) подборки наклонены относительно направления (F) движения таким образом, что предметы (100) под действием силы тяжести выравниваются по упору (18).
5. Устройство по любому из пп.1, 2 или 4, отличающееся тем, что угол между опорными элементами (20) и траекторией (U) движения регулируется, в частности таким образом, что ориентация опорных поверхностей (22) по меньшей мере на участке (Z) подборки остается неизменной.
6. Устройство по любому из пп.1, 2 или 4, отличающееся тем, что предусмотрен орган управления, который управляет захватами (12) предпочтительно посредством по меньшей мере одного управляющего кулачка и/или по меньшей мере одного включающего элемента и обеспечивает открытие захватов (12) в точке (S1) открытия, расположенной перед участком (Z) подборки, если смотреть в направлении (F) движения, и закрытие захватов (12) в точке (S2) закрытия, расположенной после участка (Z) подборки, если смотреть в направлении (F) движения.
7. Устройство по любому из пп.1, 2 или 4, отличающееся тем, что предусмотрено множество подающих модулей (30), предназначенных для подачи отдельных предметов (100), подлежащих подборке, при этом выходы указанных подающих модулей на участке (Z) подборки расположены последовательно в ряд, по существу параллельно траектории (U) движения, причем предпочтительно предусмотрены выравнивающие элементы, предназначенные для бокового выравнивания предметов (100) перед или во время их подачи в приемники (10).
8. Устройство по любому из пп.1, 2 или 4, отличающееся тем, что предусмотрен по меньшей мере один передаточный механизм (50) с множеством передаточных элементов (52), который на участке передачи траектории (U) движения взаимодействует с приемниками (10) таким образом, что стопы, удерживаемые в приемниках (10), после открытия захватов (12) выводятся из указанных приемников (10).
9. Устройство по любому из пп.1, 2 или 4, отличающееся тем, что предусмотрен по меньшей мере один выводной конвейер (40), в частности содержащий по меньшей мере один ленточный конвейер, выполненный с возможностью принятия стоп (110) предметов (100), в частности с участка передачи траектории (U) движения или с передаточного механизма (50).
10. Устройство по любому из пп.1, 2 или 4, отличающееся тем, что предусмотрено устройство извлечения, расположенное, если смотреть в направлении (F) движения, перед участком передачи траектории движения и обеспечивающее возможность выборочного перевода захватов (12) в открытое положение для удаления из захватов (12) дефектных стоп предметов.
11. Устройство по п.10, отличающееся тем, что предусмотрено контрольное устройство, которое в случае возникновения ошибки при подаче предметов или при комплектовании стоп передает в указанное устройство извлечения управляющий сигнал, запускающий процесс извлечения дефектной стопы устройством извлечения или режим прогона для исправления дефектов.
12. Устройство по любому из пп.1, 2, 4 или 11, отличающееся тем, что траектория (U) движения в горизонтальной проекции содержит участки с измененным направлением, в частности, в горизонтальной проекции траектория (U) движения имеет U-образную или L-образную форму.
13. Устройство по п.12, отличающееся тем, что траектория (U) движения содержит по меньшей мере два участка (Z) подборки, через которые предметы (100) перемещаются с разными направлениями движения.
14. Способ подборки плоских предметов (100), в частности печатных изделий, и дальнейшей транспортировки подобранных предметов (100) в виде стоп (110) с использованием устройства (1) по любому из пп.1-13, который включает в себя следующие этапы:
- приемники (10) перемещают в направлении (F) движения по замкнутой траектории (U) движения;
- в приемники (10) на участке (Z) подборки траектории (U) движения последовательно подают предметы (100);
- предметы (100) укладывают на опорные поверхности (22) приемников (10), формируя стопы (110);
- захваты (12) после формирования стоп закрывают и далее транспортируют стопы в захватах (12).
15. Способ по п.14, отличающийся тем, что степень открытия захватов (12) и ориентацию опорной поверхности (22) в приемнике (10) задают независимо от степени открытия захватов (12) и ориентации опорной поверхности (22) в соседнем приемнике (10).
16. Способ по п.14 или 15, отличающийся тем, что при передаче стоп (110) предметов (100) на выводной конвейер (40) изделия внутри стопы в каждый момент времени предохраняют от сдвига, в частности посредством передаточных элементов (52), движущихся совместно со стопой (100).
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Датчик для определения аммиака в газе | 1980 |
|
SU911289A1 |
| US 5269504 A, 14.12.1993 | |||
| Способ изготовления составной полиграфической продукции и устройство для его осуществления | 1989 |
|
SU1838153A3 |

