Изобретение относится к оборудованию, предназначенному для набора комплектов печатной продукции, адресуемых подписчикам.
Цель изобретения повышение производительности, надежности работы и компактности машины для набора комплектов печатной продукции, ч «астности газет.
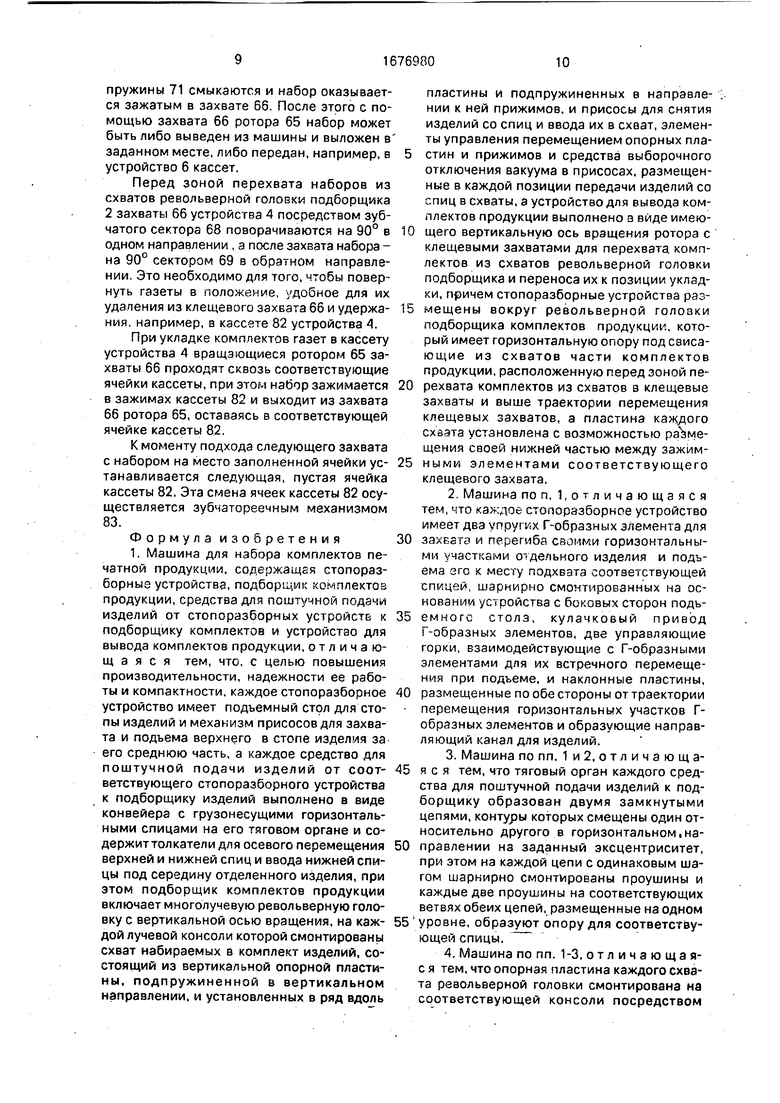
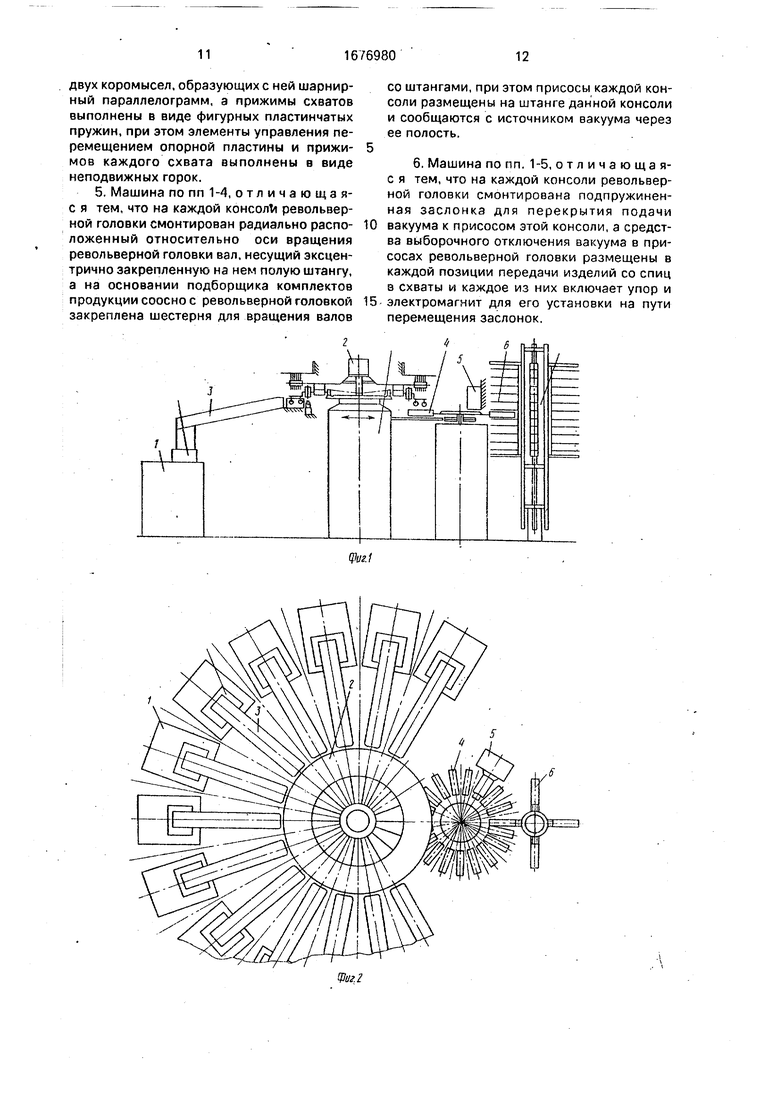
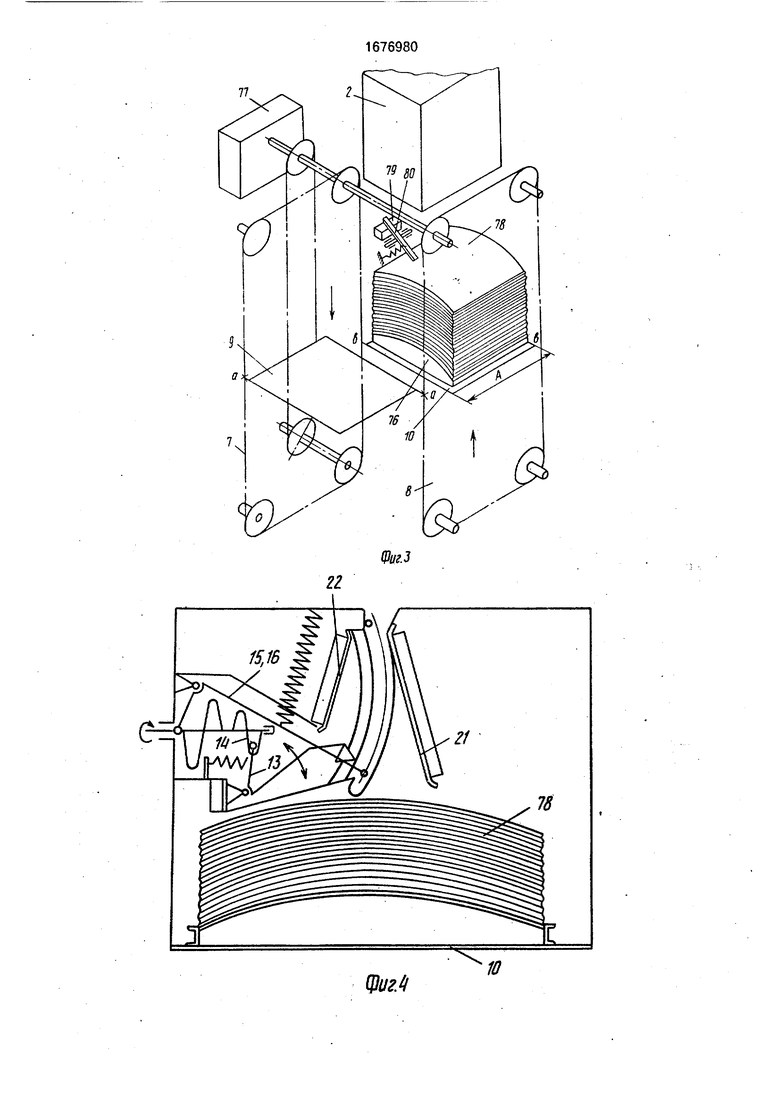
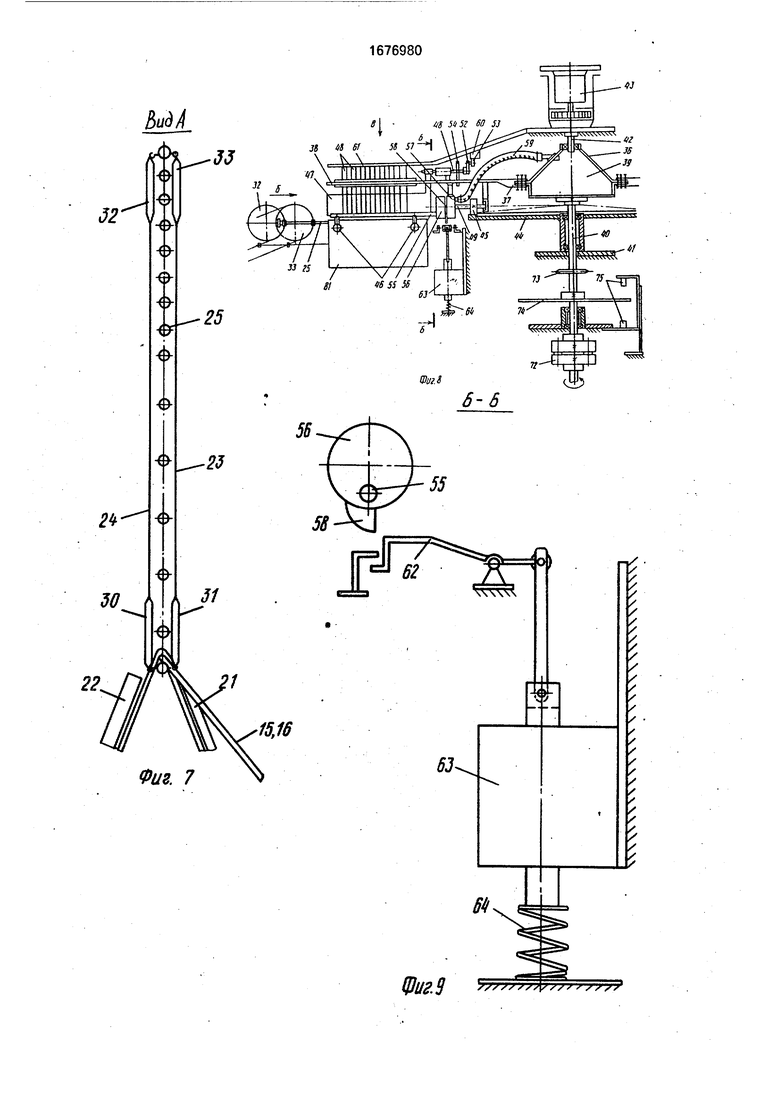
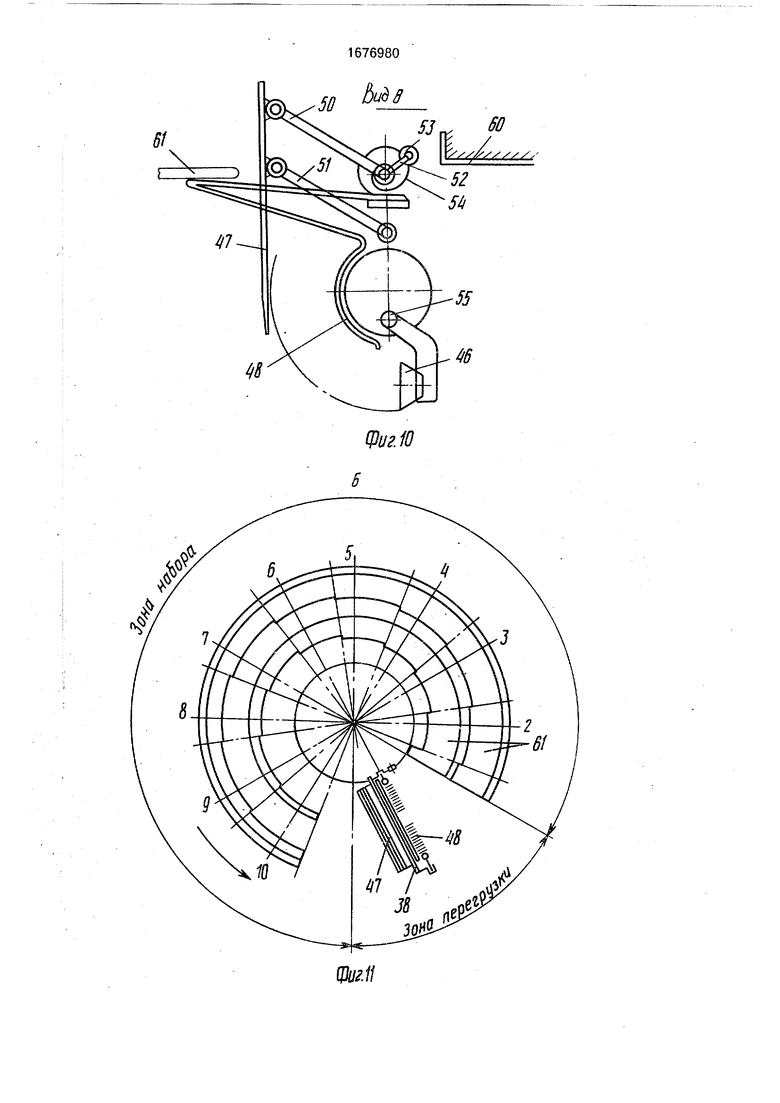
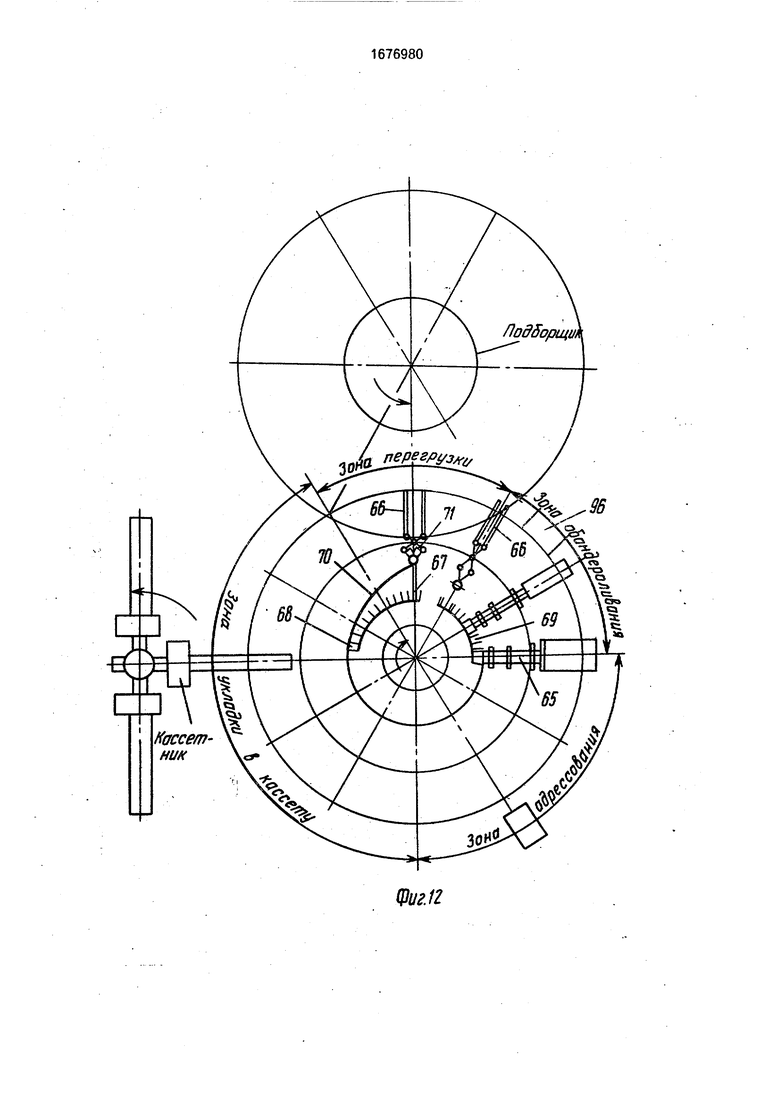
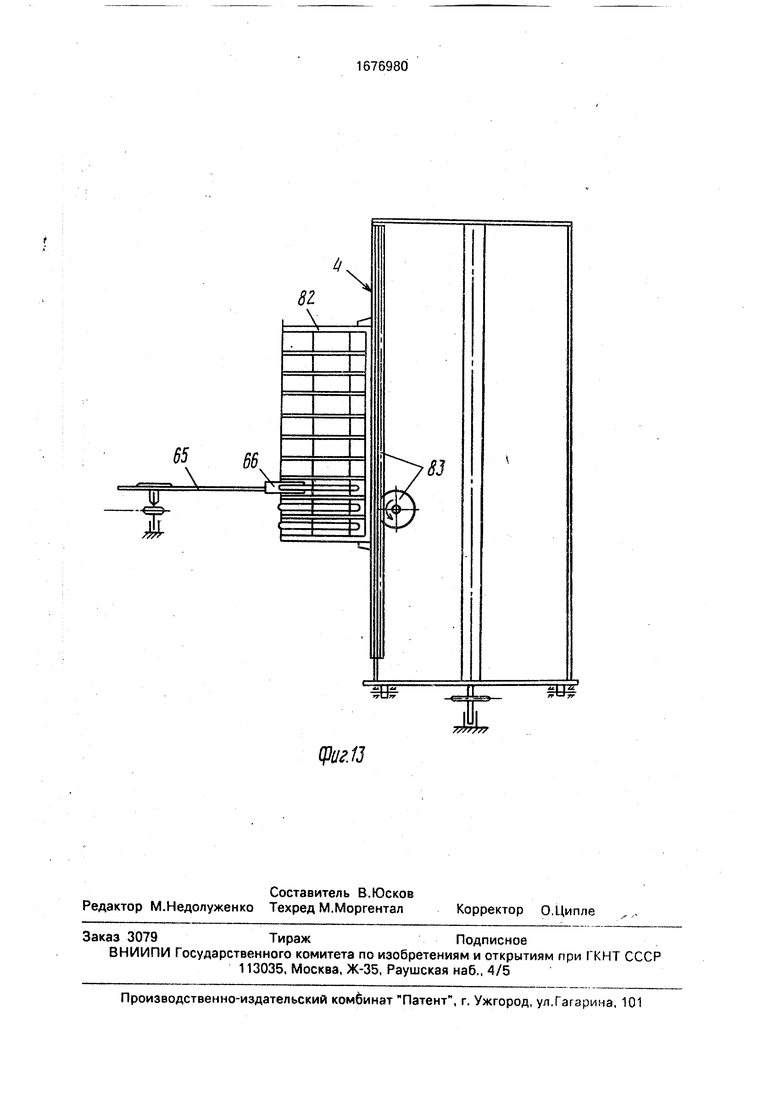
На фиг . 1, 2 изображена принципиальная схема машины для набора комплектов печатной продукции; на фиг. 3 - механизм подъемных столов стопоразборного устройства; на фиг. 4 - средство отделения верхнего изделия стопоразборного устройства, вид сбоку; на фиг. 5 - то же, что на фиг. 4, вид сверху; на фиг. 6 - средство поштучной подачи изделий от стопоразборного устройства; на фиг. 7 - вид А на фиг. 6; на фиг. 8 - подборщик комплектов продукции; на фиг. 9 - сечение Б-Б на фиг. 8; на фиг. 10 - вид В на фиг. 8; на фиг. 11 - неподвижные горки для управления прижимами револьверной головки подборщика комплектов продукции вид сверху; на фиг. 12 - ротор с клещевыми захватами, вид сверху; на фиг. 13 - схема загрузки комплектов в устройство кассет.
Машина для набора комплектов печатной продукции содержит стопоразборные устройства 1, подборщик 2 комплектов продукции , средства 3 для поштучной подачи изделий от стопоразборных устройств 1 к подборщику 2 и устройство 4 для вывода комплектов продукции, Машина может быть также оснащена адресопечатающим устройством 5 и устройством 6 кассет.
Стопоразборные устройства 1 размещены вокруг подборщика 2 и каждое из них включает механизм подъемных столов и средство отделения верхнего изделия от стопы. Механизм подъемных столов содержит две цепи 7 и 8, несущие два подъемных стола 9 и 10. Контуры цепей 7 и 8 смещены относительно один другого на величину длины любого из столов 9 и 10. Каждый стол прикреплен к цепям 7 и 8 своими двумя углами, расположенными на одной из диагоналей, что позволяет ему совершать поступательное движение по замкнутому контуру, образованному двумя вертикальными и двумя горизонтальными участками. Вертикальные участки образуют зону загрузки столов (движение столов осуществляется вниз) и зону разгрузки (подъем столов вверх).
В состав средства отделения верхнего изделия от стопы входят горизонтальный воздуховод 11с присосами 12, рычаг 13, соединенный с воздуховодом 11, спиралевидный кулачок 14, посредством которого осуществляется качательное перемещение рычага 13, два упругих Г-образных элемента 15,16, шарнирно смонтированных на основании с боковых сторон поднимаемого стола 9 (10), кулачковый привод 17, 18 Г-образных элементов 15,16 и две управляющие горки 19, 20, взаимодействующие с элементами 15, 16 для их встречного перемещения при подъеме.
Присосы 12 предназначены для захвата и подъема верхнего в стопе изделия за его среднюю часть, а Г-образные элементы - для захвата и перегиба своими горизонтальными участками отделенного изделия.
При совершении возврзтно-качательно- го движения посредством кулачкового привода 17, 18 элементы 15, 16 скользят по профилированным горкам 19, 20, обеспечи0 вающим их отклонение за пределы контура отделяемой газеты к моменту их опускания ниже уровня этой газеты. Для надежного складывания отделенной от стопы газеты и придания ей конусообразной формы по обе
5 стороны от траектории перемещения горизонтальных участков Г-образных элементов 15, 16 размещены наклонные пластины 21,
22,образующие направляющий канал для изделий.
0Каждое средство 3 для поштучной подачи изделий от соответствующего стопоразборного устройства 1 выполнено в виде образованного двумя замкнутыми цепями
23,24 конвейера с грузонесущими горизон- 5 тальными спицами 25. Контуры цепей 23, 24
смещены один относительно другого на заданный эксцентриситет и на каждой цепи с одинаковым шагом шарнирно смонтированы проушины 26, 27, при этом каждые две
0 проушины 26, 27 размещены на одном уровне и образуют опору для соответствующей спицы 25.
Спицы 25 имеют возможность свободного перемещения в проушинах 26 и 27 в
5 горизонтальной плоскости.
Перемещение спиц 25 вправо осуществляет толкатель 28, переводя их из зоны опускания в зону подъема, а перевод спиц влево производит толкатель 29, который
0 осуществляет их перевод при переходе из зоны подъема в зону опускания. Цепной конвейер содержит четыре звездочки: две звездочки 30,31 в зоне перевода спиц слева направо и две звездочки 32, 33 в зоне пере5 вода спиц справо налево, а также четыре отклоняющих звездочки 34, 35.
Под наклонной частью конвейера установлен желоб 36 для создания опоры поднимаемым газетам.
0
Подборщик 2 включает многолучевую револьверную головку, образованную корпусом 36, на котором посредством пластин 37 закреплены лучевые консоли 38, Внутри
5 корпуса 36 имеется вакуумная камера 39, а сам корпус сидит на вертикальном валу 40, посредством которого приводится во вращательное движение относительно станины 41. 5 верхней части вакуумная камера 39 воздуховод 42, посредством которого
она сообщается с центробежным вентилятором 43.
Под вакуумной камерой 39 на станине закреплена шестерня большого диаметра 44, с которой входят в зацепление шестерни малого диаметра 45, смонтированные на лучевых консолях 38.
На каждой лучевой консоли 38 смонтированы схват набираемых в комплект изделий и присосы 46 для снятия изделий со спиц 25 и ввода их в схват. Схват состоит из опорной пластины 47 и подпружиненных в направлении к ней пластинчатых прижимов 48, закрепленных на консоли 38.
Кроме того, на каждой консоли закреплены два вала: опорная ось 48 и нижний вал 49.
Каждая опорная пластина 47 смонтирована на соответствующей консоли 38 посредством двух коромысел 50, 51, образующих с ней шарнирный параллелограмм, причем коромысло 50 своим опорным концом закреплено на опорной оси 48, жестко связано с рычагом 52, несущим ролик 53, и подпружинено относительно консоли
38посредством спиральной пружины 54.
Присосы 46 смонтированы на полой штанге 55, которая эксцентрично размещена по отношению несущему шестерню 45 нижнему валу 49 и связана с ним через вращающуюся часть 56 воздухораспределителя, отделенную от стационарной части 57 воздухораспределителя заслонкой 58.
Стационарная часть 57 воздухораспределителя соединена с вакуумной камерой
39посредством воздуховода 59.
Кроме названных элементов подборщик 2 комплектов продукции включает элементы управления перемещением каждой опорной пластины 47 и прижимов 48 и средства выборочного отключения вакуума в присосах 46.
Элементы управления перемещением каждой опорной пластины 47 и прижимов 48 выполнены в виде неподвижных горок 60,61.
Каждое средство выборочного отключения вакуума в присосах 46 размещено в соответствующей позиции передачи изделий со спиц 25 в схваты и включает упор 62 и электромагнит 63 для его установки на пути перемещения заслонок 58.
Внутри воздухораспределительного механизма имеются сверления, через которые вакуум от вакуумной камеры 39 может подаваться к присосам 46. Для прекращения подачи вакуума к присосам 4 предусмотрена заслонка 58, способная занимать два положения Вакуум включен и Вакуум
выключен. Исходным является положение Вакуум выключен, которое устанавливается переводом заслонки под воздействием непоказанной пружины. Рабочее положение заслонки Вакуум включен устанавливается путем механического воздействия на заслонку упора 62, который может также занимать два положения: исходное: Выкл. и рабочее Вкл.. Исходное положение упора устанавливается пружиной 64, а рабочее - электромагнитом 63.
Устройство 4 для вывода комплектов продукции выполнено в виде имеющего вертикальную ось вращения ротора 65 с закрепленными на его консолях (не показаны) клещевыми захватами 66, каждый из кото- оых при своем круговом движении посредством жестко связанного с ним зубчатого колеса 67 и неподвижных зубчатых секторов
68, 69 получает дополнительно вращательное движение.
Каждый из секторов 68, 69 поворачивает захваты 66 на 90°, переводя их из положения Захват в положение, например,
Укладка и обратно.
Раскрытие губок захвата 66 производится кулачком 70, а смыкание - пружиной 71.
На валу 40 револьверной головки закреплены муфта 72 и звездочка 73 привода ротора 65, а также диск 74 синхронизации работы механической части машины с электронной системой управления, положение которого контролируется фотодатчиками
75.
Чтобы обеспечить качественный перехват комплекта изделий из схватов револьверной головки подборщика 2 в захваты 66
ротора 65 подборщик 2 перед зоной перехвата комплектов имеет горизонтальную опору (не показана), по которой скользят транспортируемые схватом и свйсаемые с его опорной пластины 47 концы собранных
в комплект газет. Эта опора размещена чуть выше траектории перемещения клещевых захватов 66, благодаря чему в зоне перехвата передаваемый в соответствующий захват 66 комплект продукции сбоей свисающей
частью, поддерживаемой опорой, располагается над зевом захвата, а затем вталкивается в него опорной пластиной 47.
Машина для набора комплектов печатной продукции работает следующим образом.
Стардартные пачки газет загружаются в стопоразборные устройства 1 на поддоны 76, размещаемые на свободных столах 9 в зоне загрузки.
Количество задействованных стопораз- борных устройств 1 равно количеству наименований газет.
При включении привода 77 механизма подъемных столов стопа газет 78 переводится в зону работы средства отделения верхнего изделия от стопы и автоматически останаливается под ним. Для этой цели предусмотрен датчик 79 контроля верхнего уровня стопы, срабатывающий от воздействия на него рычажного щупа 80 и поддерживающий разбираемую стопу на заданном уровне.
Диагональное крепление столов 9 и 10 и смещение контуров цепей 7, 8 на соответствующее расстояние А позволяет столом 9, 10 совершать плоскопараллельное движение, не опрокидываясь при переходе из зоны загрузки в зону отделения и обратно.
Средство отделения верхней газеты выполнено вакуумно-механическим. Стопа 78 газет подается под качающиеся присосы 12, основное назначение приподнять верхнюю газету за ее среднюю часть, так чтобы между ней и стопой 78 образовался зазор. В этот зазор входят концы Г-образных элементов 15, 16, сходящиеся при подъеме элементов 15,16 посредством горок 19,20 и подхватывающие отделенную верхнюю газету. При достижении элементами 15, 16 своего верхнего положения отделенная газета оказывается преимущественно сложенной пополам. Этому способствуют и наклонные пластины 21, 22. В этом положении место перегиба отделенной газеты оказывается чуть выше соответствующей спицы 25 средства 3 для поштучной подачи изделий, кото-, рая под действием толкателя 28 вводится под эту газету. Таким образом, отделенная газета оказывается насаженной на спицу 25 своим местом перегиба.
В следующем цикле все операции повторяются в той же последовательности , причем предыдущая спица 25 в период отделения очередной газеты переместится конвейером на один шаг.
При загрузке конвейера циклы повторяются до тех пор, пока верхняя газета не войдет в зону ее захвата присоса ми 46 револьверной головки комплектовщика 2.
Комплектовщик 2 вступает в работу только после того, как все спицы 25 на рабочих участках средств 3 загружены и верхние газеты находятся на соответствующих позициях их перехвата в комплектовщик 2.
В процессе вращения револьверной головки комплектовщика 2 каждая ее консоль 38 за один оборот набирает полный комплект изделий, состоящий из газет различных наименований. Количество газет и их
наименование задается в виде команд системы управления, поступающих на электромагниты 63 (фиг. 8, 9).
При поступлении от системы управления сигнала Газету взять срабатывает электромагнит 63 и выставляет на пути заслонки 58 упор 62. В результате при движении консоли 38 заслонка 58 наезжает на упор 62 и отклоняется таким образом, что
0 вакуум из камеры 39 поступает к присосам 46, которые к этому моменту ложатся на плоскость 81, поданной к ним спицей 25 газеты. Поскольку несущая присосы 46 полая штанга 55 расположена эксцентрично
5 по отношению к валу 49, то при вращении последнего присосы 46 движутся по циклоиде, ложась в конце каждого оборота своей захватной частью на плоскость соответствующей газеты.
0 Прижимы 48 в каждом схвате занимают исходное положение, находясь на расстоянии от опорной пластины 47, достаточном для уменьшения всего набора газет.
В это пространство газеты набора затя5 гиваются присосами 46 одна за другой после каждой позиции их перехвата со спиц 25, в которой разрешен такой перехват (в случае поступления на соответствующий электромагнит 64 управляющего сигнала), и
0 прижимаются последовательно каждой парой прижимов 48.
Перевод соответствующих прижимов 48 в положение прижатия газеты к опорной пластине 47 осуществляется путем прекра5 щения их взаимодействия с отклоняющими горками 61 при выходе прижимов из-под последних.
Таким образом, в конце набора каждая последующая газета будет прижата к пло0 скости предыдущей двумя прижимами, а набор в целом к пластине 47 и к началу перегрузки в клещевой захват 66 будет изогнут относительно нижнего края пластины 47 под углом 90° посредством горизонталь5 ной опоры (см. описание конструкции в статике).
В зоне перегрузки набора из подборщика 2 под схватами его револьверной головки синхронно перемещаются захваты 66 рото0 ра 65 выводного устройства 4.
Перевод набора из схвата соответствующей консоли 38 револьверной головки в соответствующий клещевой захват 66 роторного выводного устройства 4 осуществ5 ляется за счет воздействия горки 60 на ролик 53 (фиг. 10) рычага 52, поворот которого осуществляет через коромысла 50, 51 перемещение опорной пластины вниз, которая вталкивает. набор в зев захвата 66. После этогсГ губки захвата 66 под действием
пружины 71 смыкаются и набор оказывается зажатым в захвате 66. После этого с помощью захвата 66 ротора 65 набор может быть либо выведен из машины и выложен в заданном месте, либо передан, например, в устройство 6 кассет.
Перед зоной перехвата наборов из схватов револьверной головки подборщика 2 захваты 66 устройства 4 посредством зубчатого сектора 68 поворачиваются на 90° в одном направлении , а после захвата набора - на 90° сектором 69 в обратном направлении. Это необходимо для того, чтобы повернуть газеты в положение, удобное для их удапения из клещевого захвата 66 и удержания, например, в кассете 82 устройства 4.
При укладке комплектов газет в кассету устройства 4 вращающиеся ротором 65 захваты 66 проходят сквозь соответствующие ячейки кассеты, при этом набор зажимается в зажимах кассеты 82 и выходит из захвата 66 ротора 65, оставаясь в соответствующей ячейке кассеты 82.
К моменту подхода следующего захвата с набором на место заполненной ячейки устанавливается следующая, пустая ячейка кассеты 82. Эта смена ячеек кассеты 82 осуществляется зубчатореечным механизмом 83.
Формула изобретения
1. Машина для набора комплектов печатной продукции, содержащая стопораз- борныз устройства, подборщик комплектов продукции, средства для поштучной подача изделий от стопоразборных устройств к подборщику комплектов и устройство для вывода комплектов продукции, отличающаяся тем, что, с целью повышения производительности, надежности ее работы и компактности, каждое стопоразборное устройство имеет подъемный стол для стопы изделий и механизм присосов для захвата и подъема верхнего в стопе изделия за его среднюю часть, а каждое средство для поштучной подачи изделий от соответствующего стопоразборного устройства к подборщику изделий выполнено в виде конвейера с грузонесущими горизонтальными спицами на его тяговом органе и со- держиттолкатели для осевого перемещения верхней и нижней спиц и ввода нижней спицы под середину отделенного изделия, при этом подборщик комплектов продукции включает многолучевую револьверную головку с вертикальной осью вращения, на каждой лучевой консоли которой смонтированы схват набираемых в комплект изделий, состоящий из вертикальной опорной пластины, подпружиненной в вертикальном направлении, и установленных в ряд вдоль
пластины и подпружиненных в направлении к ней прижимов, и присосы для снятия изделий со спиц и ввода их в схват, элементы управления перемещением опорных пластин и прижимов и средства выборочного отключения вакуума в присосах, размещенные в каждой позиции передачи изделий со спиц в схваты, а устройство для вывода комплектов продукции выполнено з виде имею0 щего вертикальную ось вращения ротора с клещевыми захватами для перехвата комплектов из схватов револьверной головки подборщика и переноса их к позиции укладки, причем стопоразборные устройства раз5 мещены вокруг револьверной головки подборщика комплектов продукции, который имеет горизонтальную опору под свиса- ющие из схватов части комплектов продукции, расположенную перед зоной пе0 рехвата комплектов из схватов в клещевые захваты и выше траектории перемещения клещевых захватов, а пластина каждого схвата установлена с возможностью разме- щения своей нижней частью между зажим5 ными элементами соответствующего клещевого захвата.
2 Машина по п. 1,отличающаяся тем, что каждое стопоразборное устройство имеет два упругих Г-образных элемента для
0 захвата и перегиба своими горизонтальными участками отдельного изделия и подъема эго к месту подхвата соответствующей спкцей, шарнирно смонтированных на основании устройства с боковых сторон подъ5 емногс столэ, кулачковый привод Г-образных элементов, две управляющие горки, взаимодействующие с Г-образными элементами для их встречного перемещения при подъеме, и наклонные пластины,
0 размещенные по обе стороны от траектории перемещения горизонтальных участков Г- образных элементов и образующие направляющий канал для изделий.
3.Машина по пп. 1 и 2, отличзюща- 5 ч с я тем, ч го тяговый орган каждого средства для поштучной подачи изделий к подборщику образован двумя замкнутыми цепями, контуры которых смещены один относительно другого в горизонтальном,на0 правлении на заданный эксцентриситет, при этом на каждой цепи с одинаковым шагом шаркирно смонтированы проушины и каждые две проушины на соответствующих ветвях обеих цепей, размещенные на одном
5 уровне, образуют опору для соответствующей спицы.
4.Машина по пп. 1-3, отличающая- с я тем, что опорная пластина каждого схва- та револьверной головки смонтирована на соответствующей консоли посредством
двух коромысел, образующих с ней шарнирный параллелограмм, а прижимы схватов выполнены в виде фигурных пластинчатых пружин, при этом элементы управления перемещением опорной пластины и прижимов каждого схвата выполнены в виде неподвижных горок.
5. Машина по пп 1-4, отличающая- с я тем, что на каждой консоли револьверной головки смонтирован радиально расположенный относительно оси вращения револьверной головки вал, несущий эксцентрично закрепленную на нем полую штангу, а на основании подборщика комплектов продукции соосно с револьверной головкой закреплена шестерня для вращения валов
5
со штангами, при этом присосы каждой консоли размещены на штанге данной консоли и сообщаются с источником вакуума через ее полость.
6. Машина по пп. 1-5, о т л и ч а ю щ а я- с я тем, что на каждой консоли револьверной головки смонтирована подпружиненная заслонка для перекрытия подачи вакуума к присосом этой консоли, а средства выборочного отключения вакуума в при- сосах револьверной головки размещены в каждой позиции передачи изделий со спиц а схваты и каждое из них включает упор и электромагнит для его установки на пути перемещения заслонок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Устройство для образования из стопы каскада газет | 1981 |
|
SU1020337A1 |
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОГО ОТДЕЛЕНИЯ ОТ СТОПЫ И ВЫДАЧИ ГАЗЕТ И ТОМУ ПОДОБНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219585C1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
Изобретение относится к оборудованию, предназначенному для набора комплектов печатной продукции, адресуемых подписчикам, и направлено на повышение производительности, надежности работы и компактности машины для набора комплектов печатной продукции, в частности газет. В состав машины входят стопоразборное устройство, подборщик комплектов продукции, средства для поштучной подачи изделий от стопоразборных устройств к подборщику и устройство для вывода комплектов продукции. Каждое стопоразборное устройство имеет подъемный стол для стопы и механизм присосов для захвата и подъема верхнего в стопе изделия за его среднюю часть, а каждое средство для поштучной подачи изделий к подборщику выполнено в виде конвейера с грузонесущими горизонтальными спицами на его тяговом органе и содержит толкатели для осевого перемещения верхней и нижней спиц и ввода нижней спицы под середину отделенного изделия. Подборщик комплектов включает многолучевую револьверную головку с вертикальной осью вращения, на каждой лучевой консоли которой смонтированы схват набираемых в комплект изделий, состоящий из подпружиненной в вертикальном направлении вертикальной опорной пластины и установленных в ряд вдоль нее прижимов, присосы для снятия изделий со спиц и ввода их в схват, а также элементы управления перемещением опорных пластин и прижимов и средства выборочного отключения вакуума в присосах. Устройство для вывода комплектов продукции выполнено в виде ротора с клещевыми захватами для перехвата комплектов из схватов револьверной головки и переноса их к позиции укладки. Стопоразборные устройства в машине размещены вокруг револьверной головки подборщика, имеющего горизонтальную опору под свисающие из схватов части комплектов продукции, расположенную передзоной перехвата комплектов из схватов в захваты и выше траектории перемещения последних. Пластина каждого схвата в подборщике установлена с возможностью размещения своей нижней частью между зажимными элементами соответствующего клещевого захвата. 5 з.п.ф-лы, 13 ил. Оч XI О Ю 00 о
Щиг4
fe5
В Щ
г
i гпф
zsz
о о -()-€).Д1
1C
eg.
Ч(
7W
0869i9l
#
if.
so
Фиг. 10
Фиг.12
№./J
| КОНТЕЙНЕР ДЛЯ ВЫРАЩИВАНИЯ И ТРАНСПОРТИРОВКИ РАСТЕНИЙ | 1995 |
|
RU2080773C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
