Изобретение относится к области сельскохозяйственного машиностроения и ремонта машин, в частности к восстановлению и одновременному упрочнению плужных отвалов.
Известен отвал плужного корпуса, где его восстановление рекомендуется проводить установкой профильной вставки в заранее удаленную предельно изношенную область, а ее крепление происходит за счет наваривания армирующих валиков под заданным углом к плоскости стыка с лемехоми выходом на рабочую поверхность, одновременно выполняющих функцию упрочнения и сварных швов [1]. То есть по периметру линии стыка вставки и отвала формируются короткие сварные швы.
Недостатком восстановленного подобным образом отвала будет увеличение вероятности залипания рабочей поверхности (особенно в период приработки) из-за создания на ней периодически повторяющихся неровностей - рифлей. Присутствие на контактирующей поверхности армирующих валиков приводит к повышению износостойкости, но все же недостаточному для существенного увеличения ресурса вследствие наплавки валиков электродом с малоуглеродистым стержнем. Применение такого электродного материала не сможет обеспечить высокую твердость рабочей поверхности. Вызывает сомнение и обеспечение прочности сварного соединения и жесткости восстановленной детали, особенно при вспашке тяжелых и каменистых почв.
Прототипом служит конструкция отвала корпуса плуга, которая предполагает производить операции по его восстановлению путем вваривания термоупрочненной вставки в заранее удаленную изношенную область наложением швов с двух сторон. Вставка предварительно подвергается термической обработке на твердость 50-60 HRC [2].
В этом случае восстановление связано с обеспечением твердости вставки до 60 HRC, что создаст трудности с ее изготовлением, т.к. требуется получить изделие с заданным радиусом кривизны достаточно большой площади. Термообработка же до такой твердости создаст затруднения в получении заданного радиуса или потребует дополнительных технологических операций из-за отрицательного влияния остаточных напряжений на стабильность размеров детали. Кроме того, в случае возникновения ударных нагрузок повышается вероятность разрушения, как самой вставки, так и области восстановления по сварочному шву. Для обеспечения такой твердости необходимо применение сталей с достаточно высоким содержанием углерода, тем более восстановление предполагает проведение сквозной термообработки. Предложенная конструкция не рассматривает меры по предупреждению и торможению износов на других участках отвала.
Технической задачей изобретения является возобновление работоспособности отвала, повышение стойкости области восстановления и зоны ожидаемого лучевидного износа к абразивному изнашиванию, увеличение долговечности детали, а также использование вторичного сырья в качестве материала при восстановлении.
Поставленная задача достигается путем удаления предельно изношенной части отвала и приваривания пригодной к использованию и отвечающей агротехническим требованиям профильной вставки, копирующей геометрическую форму и размеры восстанавливаемой области с последующим созданием на ее поверхности и в зоне ожидаемого лучевидного износа износостойкой композиционной поверхности высокой стойкости к абразивному изнашиванию. Пластина изготавливается из материала (стали) труб магистральных газопроводов соответствующего радиуса кривизны после их снятия с эксплуатации. Размеры профильной пластины должны быть таковы, чтобы крепежные сварочные швы находились вне зоны интенсивного изнашивания. Вваривание профильной вставки производится по ее периметру наложением шва только со стороны рабочей поверхности электродуговой сваркой. Для обеспечения высокой стойкости к абразивному изнашиванию на поверхность вставки наплавляются валики электродным материалом, обеспечивающим их высокую твердость, которые расположены перпендикулярно перемещению почвы по рабочей поверхности отвала, т.е. производится наплавочное армирование. Наплавка осуществляется с глубоким проплавлением таким образом, чтобы достигалось минимальное их выступание относительно поверхности основного металла. Применяемый наплавочный материал должен обеспечивать твердость наплавленного материала не менее твердости поверхности, оговоренной техническими условиями на изготовление этих деталей (HRC58-62). Валики следует располагать на расстоянии 20 мм друг от друга, обеспечивая условие для создания композитной поверхности. (Такой шаг определен исходя из экспериментальных исследований. Его уменьшение приводит к нарушению формы и геометрических параметров восстановленной области и делает отвал непригодным к использованию. Увеличение же шага не обеспечивает создания композиционной поверхности.) В этом случае металл вставки является основой (матрицей) с твердостью поверхности 180-200 НВ, а наплавленный металл выполняет функцию армирующего наполнителя (упрочнителя) с твердостью около 600 НВ.
Такое сочетание мягкой матрицы и твердых упрочняющих компонентов создает условие для увеличения стойкости к абразивному изнашиванию при сохранении прочности и жесткости детали в целом. Расположение валиков перпендикулярно перемещению абразивных частиц также способствует сопротивлению изнашиванию.
Отсутствие выступающих частей наплавки позволит избежать залипания рабочей поверхности отвала и увеличения тягового сопротивления. Наличие односторонней сварки без разделки способствует упрощению замены вставки при повторном восстановлении, т.к. происходит частичное истирание шва. Кроме того, выход армирующих валиков за пределы пластины в зону ожидаемого лучевидного износа предупреждает и тормозит его образование и развитие.
Заявленный способ осуществляется за счет следующих факторов: возобновление ресурса детали происходит путем вваривания профильной пластины, копирующей размеры изношенной области (с некоторым увеличением размеров в большую сторону), форма которой аналогична изношенной области, и она изготовляется из вторичного сырья - труб газовых магистралей, имеющих такой же радиус кривизны, что и восстанавливаемый участок отвала; создания высокой стойкости к абразивному изнашиванию на локальном (ограниченном) участке за счет образования композитной поверхности путем наплавки с глубоким проплавлением валиков высокой твердости НКС58-62 с шагом 20 мм и охватом ими области восстановления и зоны вероятного образования лучевидного износа.
Предлагаемый способ позволяет возобновить утраченную работоспособность за счет замены предельно изношенной области привариванием профильной пластины (или заменяющей пластины) соответствующих формы и размеров, обеспечивает возможность неоднократного восстановления отвала ее периодической сменой, тем самым повышая долговечность. Проведение наплавочного армирования области восстановления с выходом в зону наиболее вероятного образования лучевидного износа путем наплавки износостойкого сплава с глубоким проплавлением позволит создать износостойкую композиционную поверхность и обеспечить повышение ее стойкости к абразивному изнашиванию. Кроме того, высокая долговечность отвала обеспечивается за счет увеличения абразивной стойкости. Применение вторичного сырья позволяет избежать технологической операции изготовления пластины и снизить себестоимость восстановления.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявленный способ отличается от известного тем, что профильная вставка изготавливается из вторичного сырья - труб магистральных газопроводов соответствующего радиуса кривизны и не подвергается термической упрочняющей обработке. Приваривание пластины производится только с рабочей стороны отвала. Повышение стойкости к абразивному изнашиванию достигается путем создания композитной поверхности формированием валиков на рабочей поверхности восстановленной области с охватом вероятной зоны образования лучевидного износа. Валики наносятся с глубоким проплавлением наплавочным материалом, обеспечивающим их высокую твердость (в сравнении с основным металлом), располагающимися на расстоянии 20 мм друг от друга перпендикулярно траектории перемещения почвы.
Таким образом, заявленный способ соответствует критерию изобретения «новизна».
Известные технологические решения подразумевают проведение восстановления отвалов путем крепления вместо изношенной части копирующей ее профильной вставки; в случае аналога крепление производится за счет армирующих валиков без глубокого проплавления основного металла, выходящих на рабочую, пригодную к эксплуатации часть отвала и создающих ярко выраженный рифленый профиль; в случае прототипа крепление производится за счет приваривания термоупрочненной пластины наложением валиков по периметру с двух сторон, что отсутствует в предлагаемом способе, где имеет место приваривание наложением одного шва по периметру стыка только с рабочей стороны.
Другими отличительными признаками предлагаемого способа являются: проведение армирования с глубоким проплавлением основного металла электродным материалом, обеспечивающим высокую твердость поверхности наплавленных валиков в сравнении с основным металлом, создавая тем самым композитную поверхность и выход армирующих валиков за область восстановления в зону ожидаемого образования лучевидного износа. Такая наплавка обеспечивает минимальное выступание валиков над рабочей поверхностью. В результате вышеизложенные доводы позволяют сделать вывод о соответствии предлагаемого способа критерию «существенные отличия».
На фиг.1 показан восстановленный и упрочненный отвал: 1 - восстанавливаемый отвал; 2 - профильная вставка; 3 - сварочный шов; 4 - зона вероятного износа; 5 - армирующий валик.
Восстановление лемеха с культурной рабочей поверхностью производится по следующей технологической схеме.
1. Удаление предельно изношенной части.
2. Подготовка (вырезание) пластины из трубы соответствующего радиуса кривизны.
3. Вваривание пластины наложением швов по периметру вставки только со стороны рабочей поверхности.
4. Наплавка армирующих валиков в области восстановления с охватом зоны ожидаемого износа.
Способ, кроме того, технологически прост в реализации, не требует специального оборудования и высокой квалификации исполнителей.
Источники информации
1. Патент РФ №115609/U1, 10.05.2012.
2. Патент РФ №92823/U1, 10.04.2010.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления и упрочнения отвалов корпусов плугов | 2016 |
|
RU2634539C1 |
| Способ изготовления и восстановления отвалов различного назначения | 2014 |
|
RU2664492C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2009 |
|
RU2413601C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЛЕМЕХА С ЛУЧЕВИДНЫМ ИЗНОСОМ | 2010 |
|
RU2464146C2 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443524C2 |
| ПЛУЖНЫЙ ОТВАЛ ПОВЫШЕННОЙ ДОЛГОВЕЧНОСТИ И РЕМОНТОПРИГОДНОСТИ | 2011 |
|
RU2471324C1 |
Изобретение может быть использовано при изготовлении и восстановлении отвалов плужных корпусов. После удаления изношенной части отвала приваривают профильную вставку одним крепежным швом, который накладывают с рабочей стороны поверхности отвала. Размер вставки выбирают из условия расположения упомянутого шва вне зоны интенсивного изнашивания отвала. Наплавляют армирующие валики в области восстановления с выходом их в зону ожидаемого лучевидного износа отвала с глубоким проплавлением основного металла. Используют для наплавки износостойкий электродный материал, обеспечивающий твердость валиков 58-62 HRC. Располагают валики перпендикулярно перемещению почвы на расстоянии 20 мм друг от друга для создания композитной поверхности. Способ позволяет повысить абразивную износостойкость отвала за счет создания композитной его поверхности. 1 ил.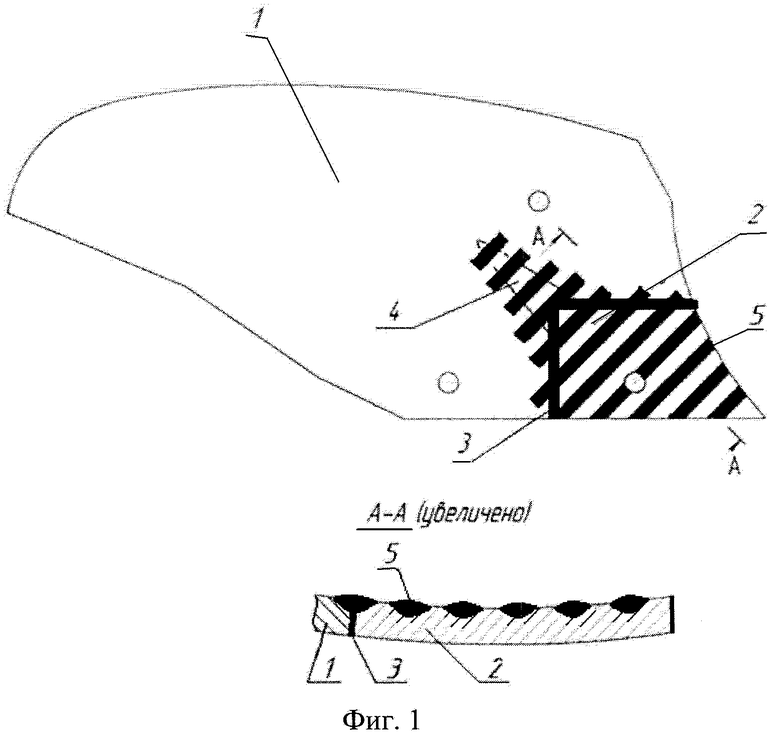
Способ восстановления отвала корпуса плуга с одновременным его упрочнением, включающий удаление изношенной части отвала, приваривание крепежным сварочным швом профильной вставки, имеющей форму и размеры восстанавливаемой части отвала, и наплавку армирующих валиков в области восстановления, отличающийся тем, что профильную вставку приваривают одним крепежным швом, который накладывают с рабочей стороны поверхности отвала, размер вставки выбирают из условия расположения упомянутого шва вне зоны интенсивного изнашивания отвала, а наплавку армирующих валиков производят с выходом их в зону ожидаемого лучевидного износа отвала с глубоким проплавлением основного металла, при этом используют для наплавки износостойкий электродный материал, обеспечивающий твердость валиков 58-62 HRC, а располагают валики перпендикулярно перемещению почвы на расстоянии 20 мм друг от друга.
| RU 92823 U1, 10.04.2010 | |||
| Гидравлический питатель для ввода транспортируемых насыпных материалов в напорный трубопровод гидротранспортной установки | 1957 |
|
SU115609A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| Приспособление для изменения степени сжатия в двигателях внутреннего горения | 1935 |
|
SU50731A1 |

