Изобретение относится к области ремонта машин, в частности к возобновлению ресурса лемехов плугов различного назначения и может быть использовано при изготовлении этих деталей.
Известен способ восстановления и упрочнения лемеха, заключающийся в приваривании накладного элемента на рабочую поверхность заглубляющей части в виде стальной пластины с увеличенной твердостью, копирующей геометрию износа, при соблюдении нормированных размеров детали [1].
Недостатками такого способа являются: первое - отсутствие дополнительного упрочнения накладного элемента, что не способствует существенному повышению ресурса; второе - увеличение тягового сопротивления пахотного агрегата, укомплектованного восстановленными подобным способом лемехами; третье - способ не предусматривает проведения восстановительных и упрочняющих воздействий в отношении режуще-лезвийной части детали, обеспечивая тем самым ускоренный ее износ в сравнении с реставрированной областью.
Наиболее близким к заявленному способу (прототип) является способ, состоящий в формировании запаса металла с тыльной стороны в области носка и по длине лезвия за счет наплавки малоуглеродистым электродом такого объема, который обеспечит возобновление нормированных размеров детали путем его горячего деформирования (оттяжки). После оттяжки, когда температура детали составляет не менее 850°С, рекомендуется проводить закалку в воде для получения упрочняющего эффекта [2].
Такой способ предполагает проведение трех операций, различных по своим технологическим принципам и преследующих разные цели. Наплавочная - относится к области сварки и связана с наращиванием объема металла и наплавкой. Оттяжка - соответствует обработке металлов давлением, обеспечивая нужные геометрические параметры восстанавливаемого изделия. Упрочняющая термообработка базируется на материаловедении и теории термической обработки. Наличие столь разнообразных факторов, входящих в технологию, значительно усложняет ее, а реализация требует специального оборудования и исполнителей различных специальностей и квалификации. Применение для наплавки электродов с малоуглеродистым стержнем позволяет получить сформированный запас металла с невысоким содержанием углерода (≤0,10%), что не будет способствовать достижению термоупрочняющего эффекта. В свою очередь это не обеспечит существенного приращения износостойкости вследствие невозможности создания твердых структур при термообработке и, соответственно, увеличения долговечности. Кроме того, изменения в строении и структуре области лемеха, подвергаемой технологическим воздействиям, не будут способствовать неоднократному восстановлению детали, опять же снижая ее долговечность.
Технической задачей представляемого изобретения является: увеличение стойкости к абразивному изнашиванию лемеха; повышение долговечности, простота процесса восстановления, обеспечение высокой степени ремонтопригодности и возможности неоднократного возобновления ресурса.
Поставленная задача достигается тем, что восстановление производится путем приваривания новой режуще-лезвийной части взамен предельно изношенной к оставшейся области (спинке лемеха), пригодной для проведения операций сваривания и дальнейшей эксплуатации. Новая режуще-лезвийная часть представляет собой компенсирующую пластину (пластина, компенсатор), в полной мере копирующую ее размеры и форму, и изготовленную из сталей рессорно-пружинного класса (например: 65Г или 60С2). Пластина предварительно термообрабатывается на твердость около 50HRC. Перед соединением остова и компенсатора у лемеха удаляется та часть, которая не пригодна для проведения операций по восстановлению - остатки предельно изношенной режуще-лезвийной области. Компенсирующая пластина по своей конфигурации и геометрическим размерам должна соответствовать таким же параметрам заменяемой области. Ее приваривание производится с двух сторон наложением швов по всей длине. В разделке нет необходимости, т.к. такая техника сварки обеспечивает необходимую прочность сварного соединения. Сваривание может производиться как ручным, так и полуавтоматическим способом. В качестве электродного материала используются электроды или проволока для сварки углеродистых легированных сталей. Хотя твердость вставки высока, однако, при использовании восстановленной детали на почвах с высокой абразивностью (супеси) она не достаточна для обеспечения необходимой долговечности, поэтому тыльная часть пластины подвергается наплавке износостойким сплавом, обеспечивающим твердость полученной поверхности не менее 58-62HRC. Наплавка производится по всей длине режуще-лезвийной части. Причем наплавленный металл не должен достигать сварного шва на 10 мм, что позволит снизить влияние температуры от наплавки на прочность соединения. Процесс производится с остыванием каждого валика перед нанесением следующего во избежание перегрева основного металла, снижения тепловложений и максимального сохранения механических свойств, прежде всего твердости, наплавленного и основного металла. Производительность в этом случае обеспечивается одновременной наплавкой нескольких деталей. Перекрытия валиков не требуется.
Другой особенностью наплавки износостойкого слоя является его нанесение по всей ширине области пятки, включая пластину и остов, на длину 40-50 мм, т.к. в этой области износ происходит более интенсивно, чем на других участках. В результате таких мероприятий удастся в значительной мере повысить износостойкость восстановленной детали и, как следствие, долговечность.
Эксплуатация отремонтированного лемеха ведется фактически до полного истирания режуще-лезвийной части вместе со сварным швом. (Ширина этой области у лемехов различных марок и фирм-производителей может быть разная.) При этом остов остается пригодным для поведения восстановительных работ. Это дает возможность проведения неоднократного восстановления, значительно увеличивая долговечность детали. Кроме того, имеет место повышение степени ремонтопригодности.
Заявленный способ осуществляется за счет присутствия следующих факторов:
первый - использование в качестве режуще-лезвийной части компенсирующей пластины из термоупрочненной на твердость 50HRC, изготовленной из сталей рессорно-пружинного класса;
второй - крепление этой пластины к остову осуществляется путем приваривания ее наложением швов с двух сторон без разделки кромок;
третий - производится наплавка тыльной стороны компенсирующей пластины сплавом, стойким к абразивному изнашиванию, на всю ее длину и по всей ширине с отступлением от сварного шва на 10 мм, без перекрытия валиков;
четвертый - наплавка тыльной стороны пятки таким же сплавом осуществляется по всей ширине лемеха, включая остов и режуще-лезвийную часть на длину 40-50 мм;
пятый - каждый последующий валик износостойкой наплавки следует наносить после остывания предыдущего.
Предлагаемый способ позволяет увеличить стойкость к абразивному изнашиванию восстановленного лемеха за счет применения термоупрочненной пластины и применения износостойкой наплавки с тыльной стороны.
В свою очередь повышение долговечности лемеха достигается путем увеличения износостойкости и неоднократного восстановления.
Простота восстановления обусловлена несложностью технологических операций, сводящихся к одному процессу, связанному со сваркой, не требующих сложного оборудования и высокой квалификации исполнителей.
Сохранение остова детали в состоянии, когда его возможно периодически использовать для восстановления после систематической эксплуатации, обеспечивает высокую степень ремонтопригодности и создает возможность неоднократного восстановления.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявленный способ отличается от известного тем, что при восстановлении режуще-лезвийная часть представляет собой компенсирующую пластину, изготовленную из стали рессорно-пружинного класса, которая термообработана на твердость 50HRC и приваривается к пригодной для реставрации части (спинке лемеха) наложением швов с двух сторон без разделки. Для повышения износостойкости производится упрочняющая наплавка тыльной стороны приваренной пластины и области пятки лемеха на всю ширину.
Таким образом, заявленный способ соответствует критерию изобретения «новизна».
Известные технические решения подразумевают устранение износа только заглубляющей области лемеха путем приваривания накладного элемента без его дополнительного упрочнения и восстановление режуще-лезвийной части путем горячего пластического деформирования, предварительно сформированного наплавкой запаса металла с проведением закалки как операции, следующей непосредственно после деформирования, что отсутствует в заявляемом способе, позволяет сделать вывод о его соответствии критерию «существенные отличия».
На чертеже показано: 1 - спинка лемеха (часть, пригодная к восстановлению); 2 - компенсирующая пластина (режуще-лезвийная часть); 3 - сварочный шов; 4 - упрочненная тыльная сторона (область наплавки абразивно-стойким сплавом).
Реализация заявленного способа демонстрируется на примере составного лемеха компании «Квернеланд Груп» (фиг.1). К остову 1 с заранее удаленными остатками предельно изношенной режуще-лезвийной части приваривается термоупрочненная компенсирующая пластина шириной 60 мм 2, соответствующая профилю удаленной области электродом для сварки углеродистых сталей (например, УОНИИ 13/45) наложением швов 3 с двух сторон. Пластину можно изготовить из листов рессоры, которые утратили свои служебные свойства (упругость и жесткость), однако сохранили высокую твердость, что значительно снижает себестоимость восстановленного лемеха. Диаметр электрода 4 мм, сила сварочного тока 160-180А. После этого производится наплавка тыльной части электродным материалом 4, обеспечивающим износостойкий слой твердостью 58-62HRC. (Применяются электроды Т-590 или проволока ПП-АН170.) При наплавке следует обязательно избегать чрезмерного перегрева детали, т.е. перед наложением последующего валика предыдущий должен остыть до температуры примерно 60°C (температура, которую «терпит» тыльная часть ладони).
Испытания, проведенные в реальных полевых условиях, показали, что ресурс восстановленных таким способом лемехов превышает подобный показатель деталей фирменного изготовления на 20-30%.
Источники информации
1. Патент РФ №2413601/C1, 10.03.2011.
2. Патент РФ №2412793/C2, 27.02.2011.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ ОСТОВА И РЕСУРСА СОСТАВНЫХ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ | 2018 |
|
RU2695857C1 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ ПОВЫШЕНИЯ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕ-ЛЕЗВИЙНОЙ ЧАСТИ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ | 2018 |
|
RU2692152C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
| САМОЗАТАЧИВАЮЩЕЕСЯ ДОЛОТО ГЛУБОКОРЫХЛИТЕЛЯ ПОВЫШЕННОЙ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ | 2016 |
|
RU2648721C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2009 |
|
RU2413601C1 |
| ЛЕМЕХ ПЛУГА | 2012 |
|
RU2494588C1 |
| Способ восстановления рабочих органов газопламенной наплавкой | 2021 |
|
RU2756085C1 |
| Способ восстановления изношенных режущих поверхностей рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763822C1 |
Изобретение относится к способу упрочняющего восстановления плужного лемеха и может быть использовано при изготовлении этих деталей. Восстановление лемеха осуществляется за счет приваривания термоупрочненной до 50HRC компенсирующей пластины взамен изношенной режуще-лезвийной части лемеха. Компенсирующую пластину приваривают с двух сторон без разделки кромок. Затем на тыльную поверхность пластины на всю длину и по всей ширине режуще-лезвийной части с отступлением от сварного шва на 10 мм наплавляют абразивно-стойкий сплав, с обеспечением твердости полученной поверхности в пределах 58-62HRC. На область пятки лемеха наплавляют абразивно-стойкий сплав по всей ширине лемеха на длину 40-50 мм. Каждый валик износостойкой наплавки наносят после остывания предыдущего. Изобретение позволяет увеличить стойкость к абразивному изнашиванию лемеха, повысить долговечность, обеспечить простоту технологии при ее реализации, высокую степень ремонтопригодности и возможность неоднократного восстановления. 4 з.п. ф-лы, 1 ил.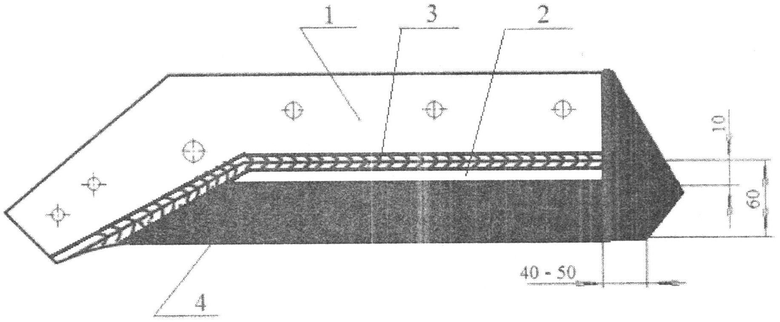
1. Способ упрочняющего восстановления плужного лемеха, отличающийся тем, что перед восстановлением удаляют изношенную режуще-лезвийную часть лемеха и приваривают заменяющую компенсирующую пластину, изготовленную из сталей рессорно-пружинного класса, при этом компенсирующую пластину предварительно термоупрочняют с обеспечением твердости 50HRC, а затем на ее тыльную поверхность наплавляют абразивно-стойкий сплав, причем компенсирующую пластину изготовляют с конфигурацией и геометрическими размерами, копирующими конфигурацию и геометрические размеры удаляемой части лемеха.
2. Способ по п. 1, отличающийся тем, что компенсирующую пластину приваривают с двух сторон без разделки кромок.
3. Способ по п. 1, отличающийся тем, что наплавляют абразивно-стойкий сплав с обеспечением твердости полученной поверхности в пределах 58-62HRC, на всю длину и по всей ширине режуще-лезвийной части с отступлением от сварного шва на 10 мм.
4. Способ по п. 1, отличающийся тем, что на область пятки лемеха наплавляют абразивно-стойкий сплав с обеспечением твердости полученной поверхности в пределах 58-62HRC, по всей ширине лемеха на длину 40-50 мм.
5. Способ по п. 1, отличающийся тем, что каждый валик износостойкой наплавки наносят после остывания предыдущего.
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2008 |
|
RU2412793C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕЙ КРОМКИ СТАЛЬНОГО РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2010 |
|
RU2447194C1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НОЖЕЙ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 1992 |
|
RU2031146C1 |
| УСТРОЙСТВО ДЛЯ ВОЗВРАЩЕНИЯ ЖИДКОСТИ ДЛЯ МЫТЬЯ И/ИЛИ ПОЛОСКАНИЯ В ПОСУДОМОЕЧНОЙ МАШИНЕ | 2013 |
|
RU2617669C2 |

