Изобретение относится к области ремонта машин, в частности к восстановлению и упрочнению стрельчатых лап пропашных культиваторов при абразивном износе.
Известен способ восстановления культиваторных лап [1], [2], по которому изношенную часть лезвия срезают газопламенным резаком или шлифовальным отрезным кругом. На место удаленной части лезвия приваривают стальную профильную пластину сплошным швом автоматической электродуговой сваркой под слоем флюса или крепят посредством винтов. Далее лапы с приваренными пластинами подвергают газопламенному напылению износостойкими металлическими порошками или электролизному борированию.
Недостатками данного метода является необходимость:
изготовления ремонтных вставок, требующего достаточно высокой точности и стандартизованности; удаления изношенных частей под конкретные ремонтные размеры; приварки вставок и приварки накладной пластины.
Все эти операции сопряжены с достаточно высокой технологической сложностью и невысокой экономической эффективностью.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ восстановления лап оттяжкой основного материала лапы без предварительной наплавки [3]. Недостатками данного метода следует считать невозможность его повторного использования из за отсутствия запаса металла, а также уменьшение площади поперечного сечения лапы, ведущее к снижению жесткости конструкции, приводящее к нарушению ее размерной стабильности, и как следствие невысокий ресурс.
Техническим результатом изобретения является увеличение долговечности лапы, путем многократного возобновления ее служебных характеристик за счет восстановления геометрических параметров, удовлетворяющих агротехническим требованиям, формированием нового объема металла наплавкой с последующей оттяжкой и закалкой.
Наплавленный на тыльную сторону электродный материал, позволит компенсировать утраченный в процессе предыдущего восстановления, либо образовать новый запас металла и проводить восстановительные мероприятия. После восстановления необходимы операции по упрочнению для увеличения износостойкости (термообработка).
Указанный технический результат изобретения достигается при наплавке области утраченного или создании нового запаса металла как в зоне носка, так и на поверхности лезвия. Наплавка производится электродными материалами для сварки и наплавки углеродистых сталей электродуговым способом вручную или сварочным полуавтоматом.
Наваренный материал должен иметь объем металла, способный компенсировать потери материала от изнашивания. После наплавки производят оттяжку лапы до соответствующих размеров на формообразующей оправке (кондукторе) и последующее упрочнение термообработкой.
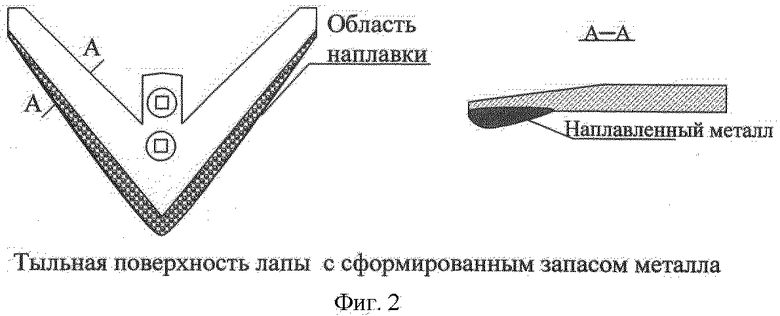
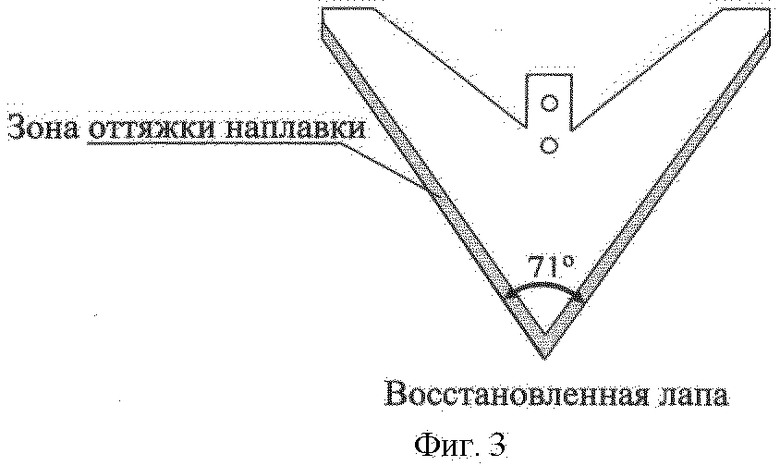
Заявленный способ осуществляется за счет ряда факторов. Производится наплавка с тыльной стороны лапы запаса металла в области носка и по длине лезвия (Фиг.2). Последующее горячее деформирование, проводимое для восстановления нормированных размеров лапы, должно осуществляться с использованием кондуктора. Кондуктор копирует форму носка и лезвия лапы. Применение кондуктора обуславливается повышенной пластичностью деформированной зоны по причине отжига, происходящего при наплавке. Поэтому при ковке возникают трудности в придании лапе нужной геометрической конфигурации.
Данный способ помимо восстановления рабочего органа обеспечивает увеличение прочностных и служебных характеристик основного материала и износостойкости поверхности в результате термической обработки.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявляемый способ отличается от известного тем, что наличие дополнительного металла на нижней части носка лапы будет способствовать повышению ремонтопригодности этого участка изделия, а проводимое охлаждение носка в воде непосредственно после его оттяжки увеличит твердость наплавленного материала, а следовательно, и абразивную износостойкость.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Известные технические решения подразумевают: оттяжку носка лапы до исчерпания ремонтного запаса металла, если такой запас металла предусмотрен заводом изготовителем, или приварку дополнительных элементов к лапе после удаления изношенных выше предельного состояния частей, что отсутствует в предлагаемом способе. Помимо этого, отсутствие существенной механической обработки абразивными материалами благодаря использованию кондуктора позволяет сделать вывод о его соответствии критерию "существенные отличия".
На фиг.1-3 представлена лапа с нарушенной вследствие износа геометрией и наваренным запасом металла с тыльной стороны.
Осуществление заданного способа поясняется на примере универсальной стрельчатой лапы УК 1013. Наваривание запаса металла осуществляется малоуглеродистым электродом марки УОНИ диаметром 3 мм, сила сварочного тока I=130…140 A, напряжение на дуге U=20 В.
Наплавка производится таким образом, чтобы скопировать установленный профиль. Оттяжка лапы производится на кузнечном молоте при температуре начала ковки около 1300°С и заканчивается при 850-870°С. Охлаждение следует проводить от температуры 830-850°С в воде, обеспечивающее закалку.
Источники информации
1. Техника в сельском хозяйстве, 1986, №8, с.51-52.
2. Патент Российской федерации RU (11)2325256.
3. Мочалов И.И. и др. Ремонт сельскохозяйственных машин / И.И.Мочалов, С.И.Костенко, В.А.Васильев. - М.: Колос, 1984. с.69-71.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2008 |
|
RU2412793C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 2012 |
|
RU2529610C2 |
| Способ восстановления стрельчатых культиваторных лап | 2023 |
|
RU2814342C1 |
| Способ восстановления стрельчатой культиваторной лапы | 2023 |
|
RU2815383C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2014 |
|
RU2572116C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ УСТРАНЕНИЕМ ЛУЧЕВИДНОГО ИЗНОСА ДВУХСЛОЙНОЙ НАПЛАВКОЙ | 2008 |
|
RU2370351C1 |

Изобретение может быть использовано при восстановлении и упрочнении стрельчатых лап пропашных культиваторов в условиях абразивного изнашивания. С тыльной стороны лапы культиватора формируют запас металла в области носка и по длине лезвия путем электродуговой наплавки электродом с получением буферного объема наплавленного металла, обеспечивающего восстановление нормированных размеров лапы. Наплавка может осуществляться как ручным, так и механизированным электродуговым способом. Выполняют оттяжку лапы горячим деформированием с использованием формообразующей оправки, копирующей форму носка и лезвия лапы. Осуществляют последующее упрочнение путем закалки. В процессе наплавки и оттяжки буферного металла происходят термические процессы с образованием структурных составляющих, увеличивающих твердость восстановленной зоны и способствующих повышению стойкости к абразивному изнашиванию. Изобретение обеспечивает повышение ресурса стрельчатых лап за счет их восстановления и одновременного упрочнения. 3 ил.
Способ восстановления стрельчатых лап культиватора с одновременным упрочнением, включающий выполнение оттяжки до восстановления нормированных размеров лапы, отличающийся тем, что с тыльной стороны лапы культиватора формируют запас металла в области носка и по длине лезвия путем наплавки электродом с получением объема наплавленного металла, обеспечивающего восстановление нормированных размеров лапы, при этом оттяжку лапы осуществляют горячим деформированием с использованием формообразующей оправки, копирующей форму носка и лезвия лапы, с последующим упрочнением путем закалки.
| МОЧАЛОВ И.И | |||
| и др | |||
| Ремонт сельскохозяйственных машин | |||
| - М.: издательство Колос, 1984, с.69-71 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕЛ1ЕХОВ И КУЛЬТИВАТОРНЫХ ЛАП | 0 |
|
SU241959A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ КУЛЬТИВАТОРОВ | 2005 |
|
RU2309987C2 |
| КУЛЬТИВАТОРНАЯ ЛАПА | 2001 |
|
RU2216138C2 |
| Способ наплавки лемехов твердым сплавом | 1939 |
|
SU59302A1 |
| Приспособление для изменения степени сжатия в двигателях внутреннего горения | 1935 |
|
SU50731A1 |
| Бетононасос | 1978 |
|
SU846780A1 |

