Область техники
Изобретение относится к изотермическим химическим реакторам, включающим пластинчатый теплообменник, погруженный в слой катализатора. Изобретение относится, в частности, к пластинчатому теплообменнику для химических реакторов, реактору, оборудованному таким теплообменником, и способу изготовления пластин теплообменника. Изобретение может быть использовано, например, в конвертерах метанола или аммиака. Предпочтительным вариантом осуществления является теплообменник "газ-газ" с радиальным потоком в изотермическом реакторе.
Уровень техники
Пластинчатый теплообменник для химических реакторов с радиальным или осерадиальным потоком раскрыт в WO 03/035241. Пластины теплообменника расположены в каталитическом реакторе и имеют длинные стороны, параллельные оси реактора, и короткие стороны, проходящие в радиальном направлении. Теплоноситель распределяется и собирается продольными трубопроводами для теплоносителя, расположенными на длинных сторонах пластин. Пластина сформирована из двух листов металла и имеет несколько сварных швов, параллельных коротким сторонам и определяющих радиальные каналы для теплоносителя. Каждый канал для теплоносителя может включать внутренние перегородки, определяющие извилистую траекторию движения теплоносителя.
Изотермический реактор с пластинчатым теплообменником, пригодный для работы с соответствующим перепадом внутреннего и наружного давлений, раскрыт в ЕР 2062640. Упомянутые известные конструкции пригодны для многих применений, однако для присоединения трубопроводов для теплоносителя к длинным сторонам пластин и создания соответствующих сварных швов требуется большой объем ручной сварки, связанный со значительными затратами. Например, цилиндрические впускные и выпускные трубы не могут быть приварены имеющимся оборудованием для автоматической шовной сварки, используемой для сварки остальной части пластины теплообменника (корпуса).
Сущность изобретения
Изобретение направлено на создание новой конструкции пластинчатого теплообменника для изотермических химических реакторов, приспособленных для изготовления с использованием сворки внахлестку, например лазерной сварки, для снижения производственных затрат.
В соответствии с изобретением предложен теплообменник для использования в изотермическом химическом реакторе, включающий несколько теплообменных пластин, каждая из которых содержит первый лист металла и второй лист металла, образующие соответственно первую боковую поверхность и противоположную ей вторую боковую поверхность пластины, подающую линию теплоносителя (текучей среды) и коллектор (сборную линию) теплоносителя, а также несколько внутренних проходов для теплоносителя между первым и вторым листами металла, отличающийся тем, что:
- первый лист металла и второй лист металла соединены сварным швом(-ми), выполненным(-ми) на первой боковой поверхности;
- подающая линия теплоносителя и коллектор теплоносителя сформированы в виде подающего канала и коллекторного канала, у которых свариваемые части параллельны второй боковой поверхности и соединены со вторым листом металла посредством сварных швов, выполненных на второй боковой поверхности пластины.
Свариваемые части, параллельные второй боковой поверхности, позволяют выполнять автоматическую шовную сварку каналов прямо ко второй боковой поверхности. Первая боковая поверхность и вторая боковая поверхность листов металла, образующие пластину теплообменника, обладают нужной плоскостностью и гладкостью для обеспечения процесса автоматической шовной сварки.
В предпочтительном варианте осуществления подающий канал и коллекторный канал каждой пластины представляют собой коробчатые каналы, сформированные соответствующими листами металла. В более предпочтительном варианте подающий канал и коллекторный канал сформированы листами металла Ω-образной (омега-образной) формы. Подающий канал и коллекторный канал связаны с внутренними проходами для теплоносителя в пластине посредством нескольких сквозных отверстий во втором листе металла, формирующем пластину.
Согласно другой особенности изобретения подающая линия дополнительно включает подводящую трубу, проходящую внутри подающего канала. Внутренняя подводящая труба может свободно продольно перемещаться относительно окружающего ее снаружи канала для компенсации теплового удлинения. В предпочтительном варианте необходимая циркуляция теплоносителя в подающем канале создается за счет наличия во внутренней подводящей трубе выпускных отверстий, расположенных напротив упомянутых сквозных отверстий во втором листе металла.
Поперечные каналы для теплоносителя, сформированные между первым и вторым листами металла, могут быть изолированы либо могут быть частично связаны друг с другом в соответствии с вариантами осуществления изобретения.
В некоторых вариантах осуществления изобретения между первым и вторым листами металла располагаются подходящие разделительные листы металла для создания поперечных проходов для теплоносителя. Сварные швы с первой стороны выполнены так, что они проходят насквозь через всю толщу первого листа металла, и промежуточный разделительный лист, и часть толщины второго листа металла.
Другим объектом изобретения является теплообменная пластина для изготовления пластинчатого химического реактора, содержащего каталитический слой и пластинчатый теплообменник радиального потока, погруженный в этот каталитический слой, причем теплообменник соответствует раскрытому выше изобретению. В наиболее предпочтительном применении изобретения теплообменник представляет собой теплообменник "газ-газ", в котором новая газообразная загрузка внутри пластин обменивается теплом с газообразными продуктами реакции, протекающими через каталитический слой.
Главное преимущество состоит в том, что пластины могут быть изготовлены с использованием автоматической сварки внахлестку, например лазерной сваркой, сваркой электронным лучом, контактной сваркой или их эквивалентами. Два листа металла могут быть сварены друг с другом, а возможно, и с промежуточным листом для формирования внутренних проходов для теплоносителя посредством имеющейся технологии автоматизированного получения сварных швов и оборудования. Далее подающая линия и коллектор теплоносителя могут быть сварены с использованием того же процесса в противоположность существующей конструкции, в которой цилиндрические боковые трубопроводы требуют более дорогой ручной сварки. Конструкция пластин теплообменника отличается простотой и несложна в изготовлении, и поэтому стоимость теплообменника значительно снижается.
Другим объектом изобретения является способ изготовления теплообменной пластины, при осуществлении которого:
- соединяют первый лист металла и второй лист металла путем выполнения, по меньшей мере, сварного шва между первым и вторым листами металла по линии периметра посредством автоматического сварочного процесса для формирования пластины с поперечными внутренними проходами, причем сварка выполняется сварочным устройством, воздействующим на поверхность первого листа металла;
- переворачивают пластину так, что поверхность второго листа металла открыта для воздействия на нее сварочным устройством, и
- располагают продольный подающий канал для теплоносителя или продольный коллекторный канал для теплоносителя на поверхности второго листа металла, причем продольные свариваемые части канала параллельны второй боковой поверхности и соприкасаются с ней, и
- приваривают швом упомянутый канал к поверхности второго листа металла автоматизированным процессом с использованием сварочного устройства, воздействующего на свариваемые части.
Согласно одной особенности изобретения для формирования поперечных проходов для теплоносителя между листами металла пластины вкладывают промежуточный лист металла между первыми вторым листами металла. Промежуточный лист имеет прорези, соответствующие внутренним проходам, с тем, чтобы первый и второй листы металла оставались разнесенными в соответствии с этими проходами. Хотя этот способ и легко реализуем, он оставляет отходы материала после выполнения больших прорезей в промежуточном листе. В альтернативном варианте создаются поперечные канавки на первых листах металла, расположенные так, чтобы образовывать внутренние проходы для теплоносителя, когда производится соединение этого первого листа металла со вторым листом металла. Преимущество этого варианта состоит в дальнейшем упрощении конструкции, которая теперь содержит только два листа металла, и подающую линию теплоносителя, и коллектор теплоносителя.
В предпочтительном варианте выполнения этого альтернативного способа: выдавливают поперечные бороздки на первом листе металла и приваривают шовной сваркой с первой стороны первый лист металла ко второму листу металла с тем, чтобы получить поперечные (радиальные) каналы. Затем на второй стороне пластины сваркой могут быть прикреплены продольные каналы для теплоносителя, как это было описано выше.
В предпочтительном варианте изобретение используется в области теплообменников "газ-газ" низкого давления с радиальным потоком для химических реакторов, например в конвертерах метанола. В упомянутом теплообменнике "газ-газ" теплообменник используется как для охлаждения каталитического слоя, так и для предварительного нагрева новой порции добавляемого синтез-газа. Термин "низкое давление" относится к перепаду давлений между пространством внутри и снаружи пластины, которое, в данном случае, составляет в интервале нескольких бар.
Признаки и преимущества изобретения будут более очевидны при ознакомлении с приведенным далее подробным описанием предпочтительных вариантов осуществления.
Описание чертежей
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых:
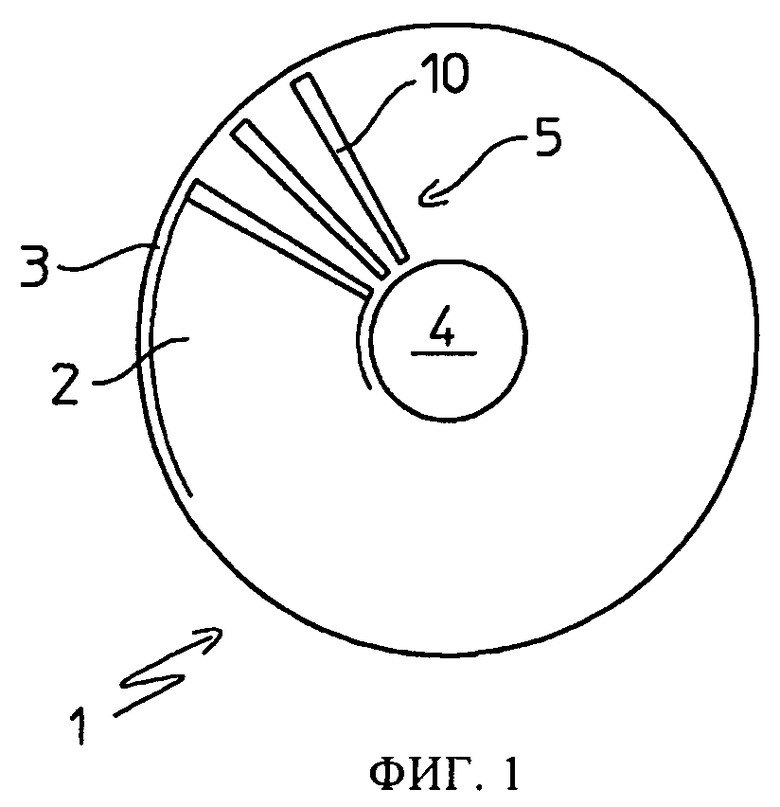
на фиг.1 представлен упрощенный вид поперечного сечения изотермического реактора, содержащего каталитический слой и теплообменник с радиальным потоком, в соответствии с изобретением;
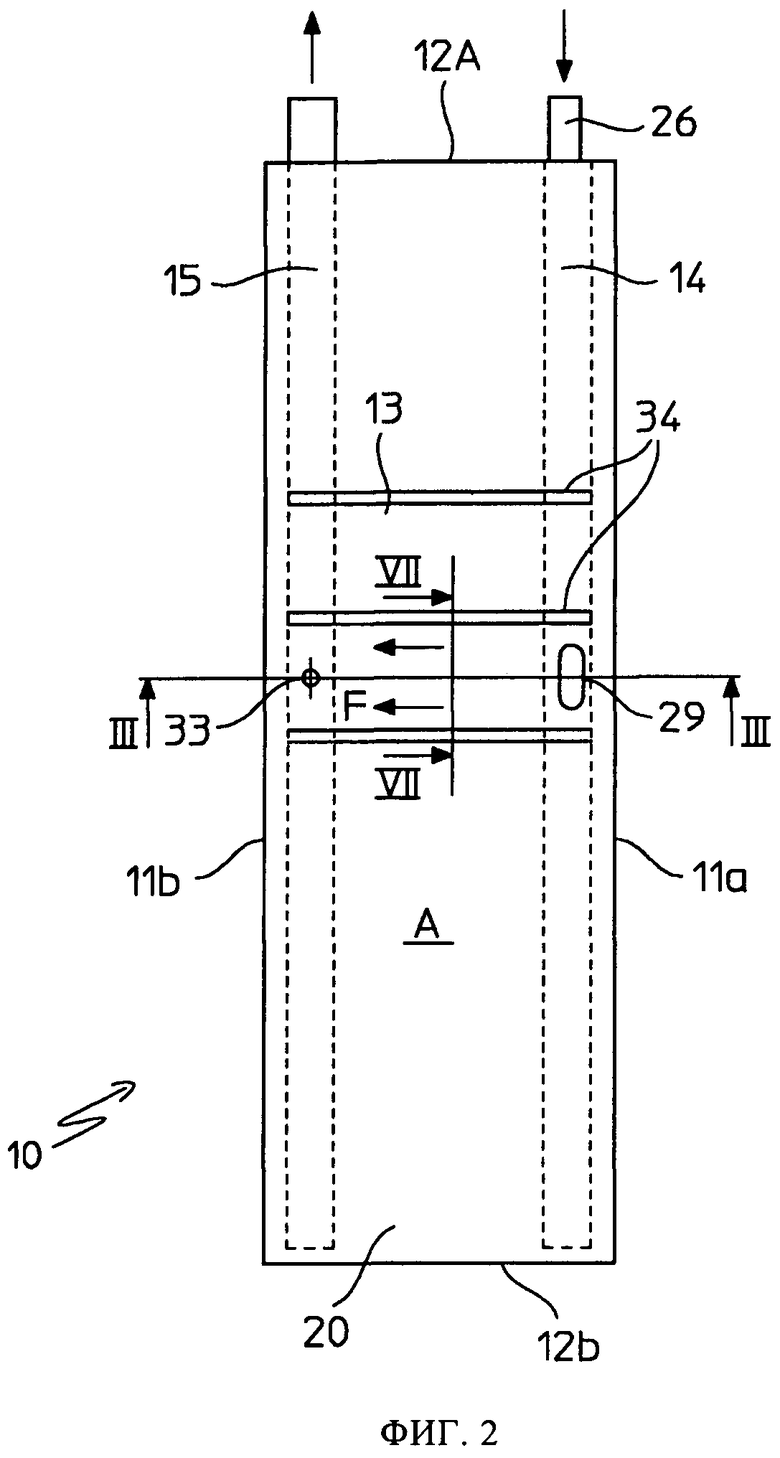
на фиг.2 представлен вид спереди пластины теплообменника в соответствии с изобретением и пластины теплообменника реактора, показанного на фиг.1;
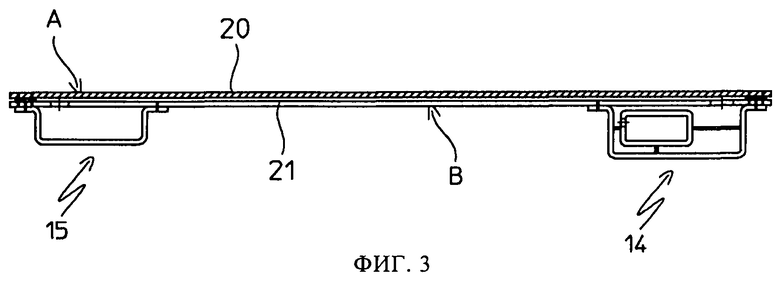
на фиг.3 представлен вид поперечного сечения по линии III-III на фиг.2;
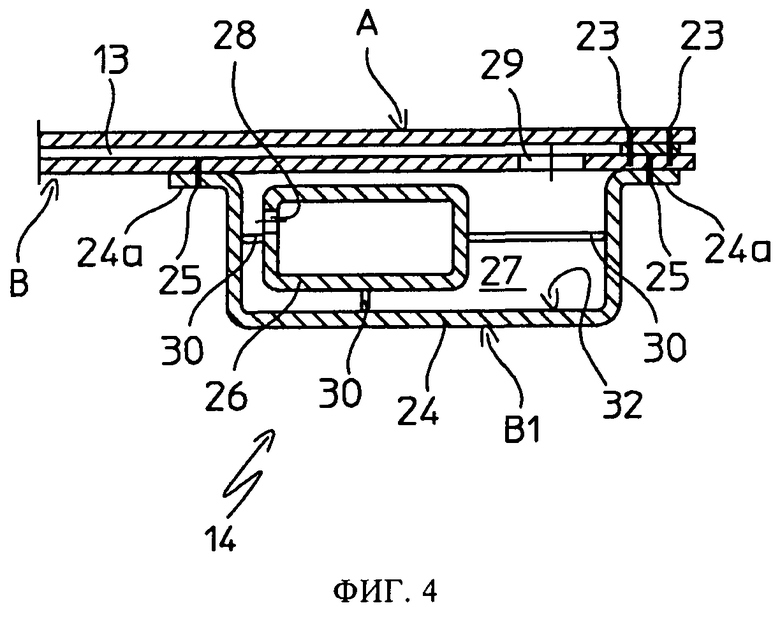
на фиг.4 представлен фрагмент изображения на фиг.3;
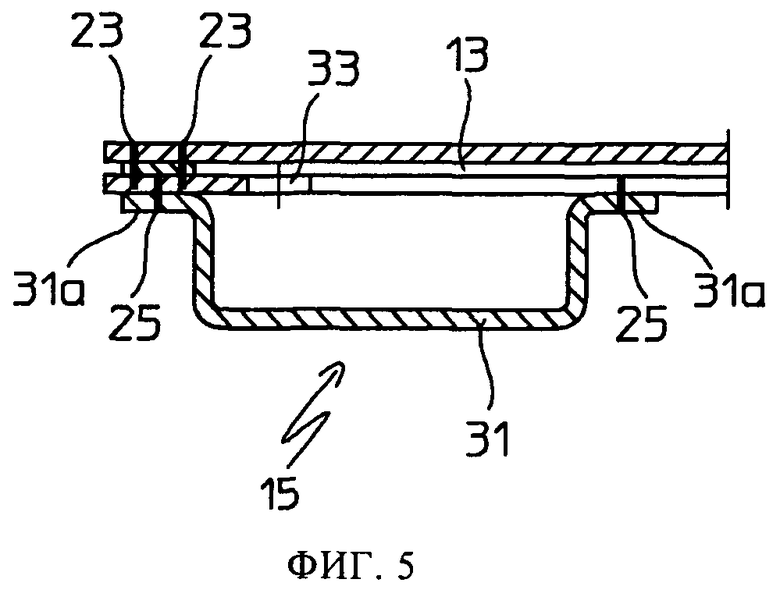
на фиг.5 представлен фрагмент изображения на фиг.3;
на фиг.6 представлен фрагмент изображения на фиг.3;
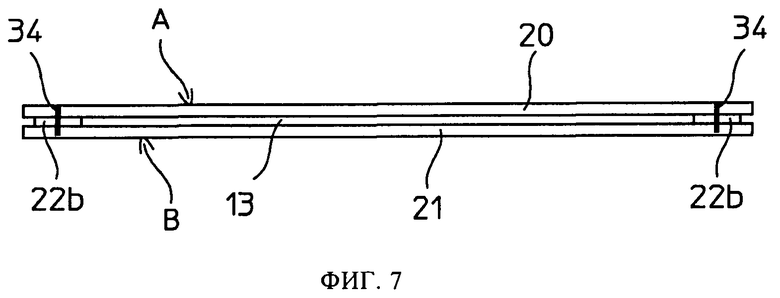
на фиг.7 представлен вид поперечного сечения по линии VII-VII на фиг.2;
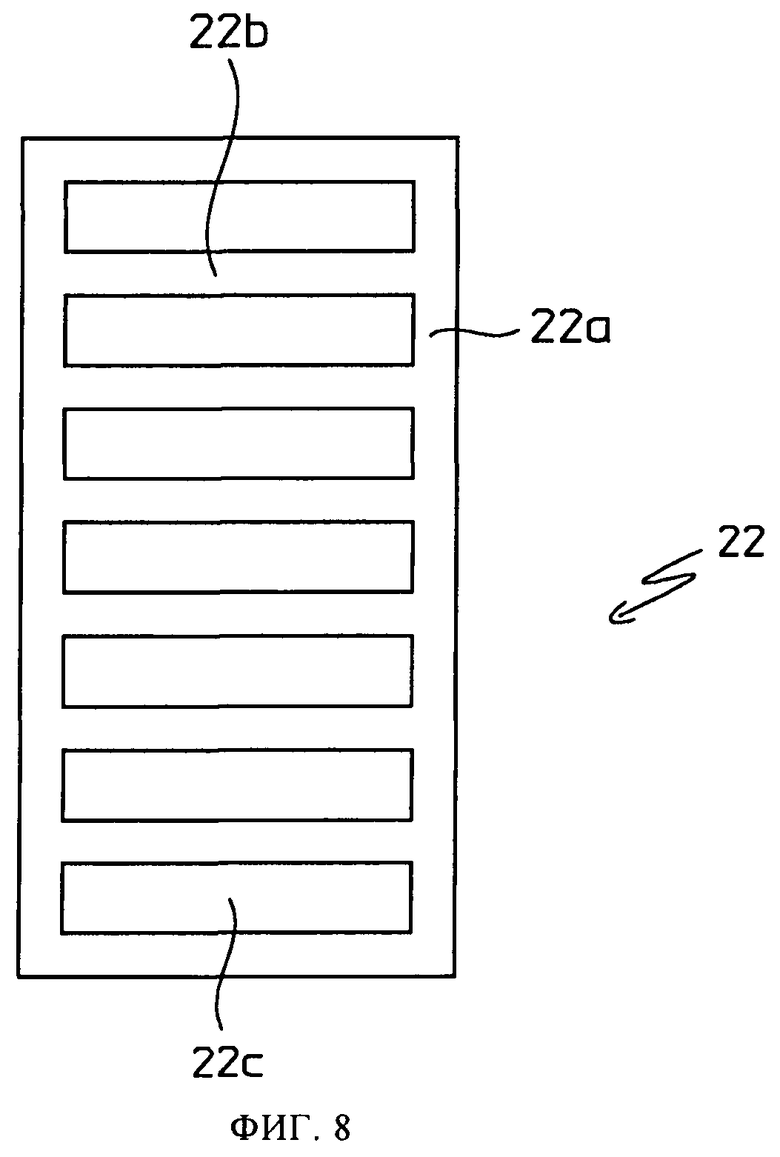
на фиг.8 представлен вид спереди промежуточного листа для формирования внутренних проходов для теплоносителя между листами металла пластины, показанной на фиг.2;
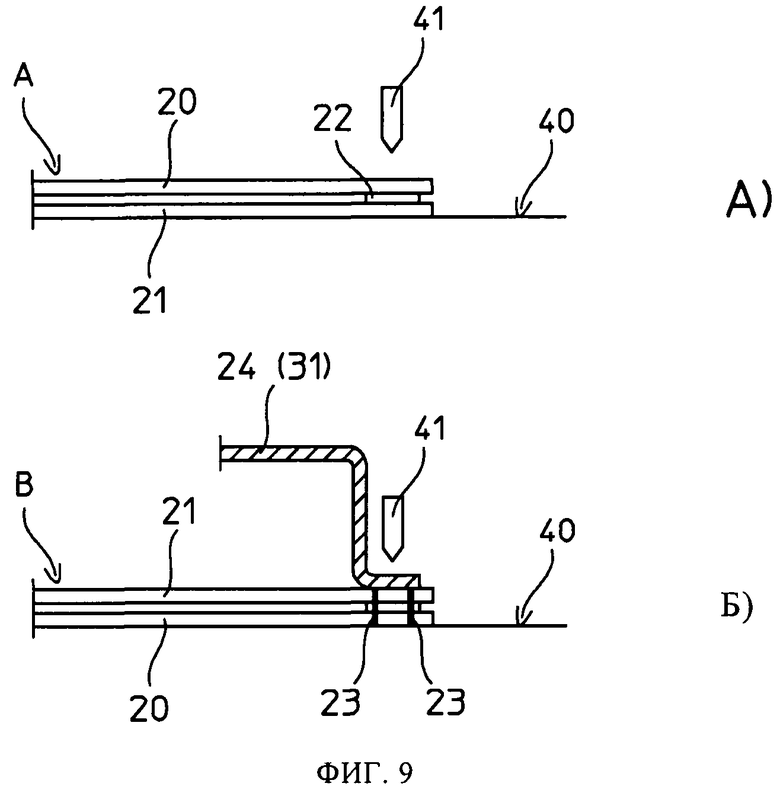
на фиг.9 представлена последовательность процесса изготовления теплообменной пластины, показанной на фиг.2;
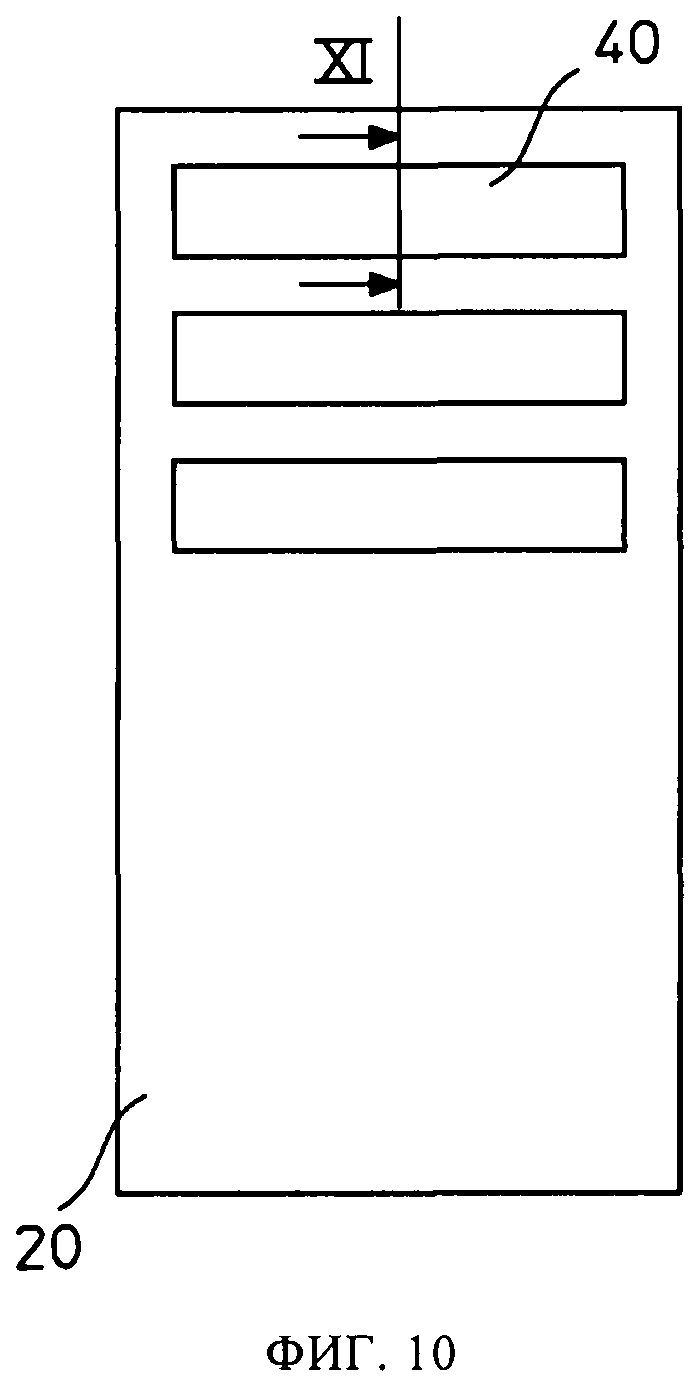
на фиг.10 представлена структура листа металла для другого варианта осуществления изобретения;
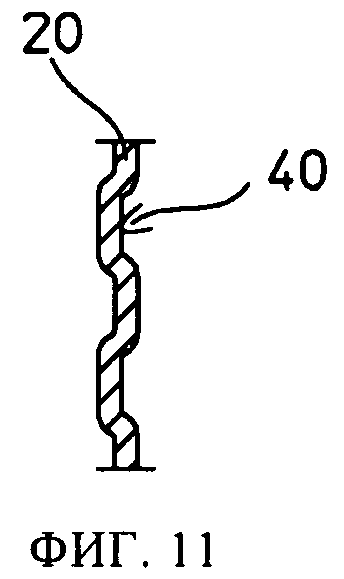
на фиг.11 представлен вид поперечного сечения по линии XI-XI на фиг.10;
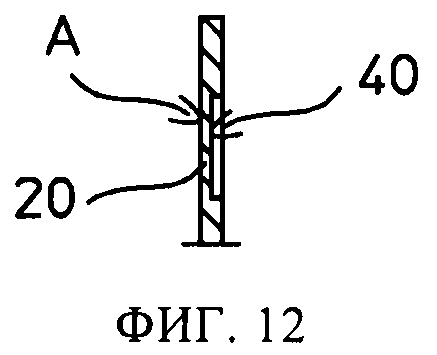
на фиг.12 представлен вид, аналогичный виду на фиг.11, в соответствии с другим вариантом осуществления;
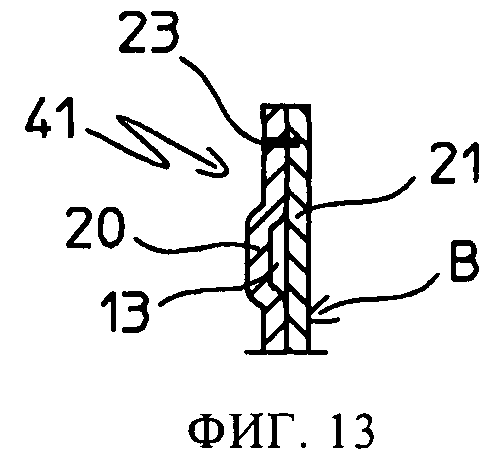
на фиг.13 представлен фрагмент соединенных листов металла, формирующих теплообменную пластину, согласно одному варианту осуществления изобретения.
Подробное описание осуществления изобретения
Изотермический химический реактор 1 (фиг.1) содержит пластинчатый теплообменник 5, погруженный в слой 2 катализатора. Теплообменник 5 имеет несколько теплообменных пластин 10, расположенных в радиальном направлении в слое 2 катализатора. Пластины 10 присоединены к соответствующей системе трубопроводов, подводящей теплоноситель. Новая порция газообразных реагентов подается в пространство 3 вокруг слоя 2 катализатора и протекает сквозь него в радиальном направлении. Продукты реакции собираются в центральной трубе 4. Одна из теплообменных пластин 10 показана на фиг.2. Пластина 10 имеет в целом прямоугольную форму с продольными сторонами 11а, 11b и поперечными сторонами 12а, 12b. Подающая линия 14 и коллектор 15 для теплоносителя расположены параллельно и вблизи продольных сторон 11а и 11b. Пластина 10 также содержит несколько поперечных внутренних проходов 13 для теплоносителя с тем, чтобы во время работы теплоноситель протекал от подающей линии 14 во внутренние проходы 13 и собирался в коллекторе 15.
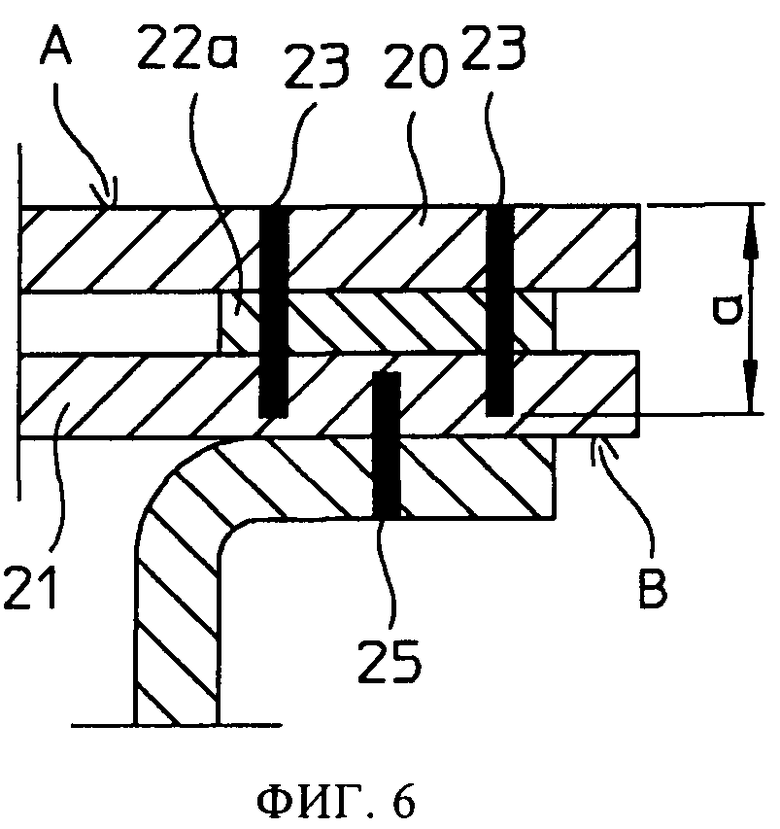
Конструкция пластины 10 лучше видна на фиг.3-7. Пластина 10 состоит, в основном, из первого листа 20 металла, соединенного со вторым листом 21 металла. Листы 20 и 21 металла образуют противолежащие боковые поверхности А и В пластины 10 соответственно. В варианте осуществления листы 20 и 21 металла разделены частями 22а, 22b промежуточного листа 22 металла (прокладка), форма которого обеспечивает формирование проходов 13 между внутренними поверхностями основных листов 20, 21 металла. В предпочтительном варианте поверхности А и В плоские и гладкие.
Листы 20, 21 металла соединены по меньшей мере одним непрерывным сварным швом 23, проходящим по периметру (фиг.4, 5). В некоторых вариантах осуществления изобретения для лучшей герметизации проходов 13 может использоваться двойной сварной шов. Сварной шов 23 начинается на поверхности А и проникает сквозь толщу листов 20 металла, промежуточный лист 22 и часть толщи расположенного с противоположной стороны листа 21 металла. Глубина а (фиг.6) сварных швов 23 несколько меньше общей толщины сэндвича, образованного листами 20, 21 и 22, поэтому поверхность В остается в целом незатронутой при создании сварных швов 23.
Подающая линия 14 и коллектор 15 прикреплены другими сварными швами 25 к противоположной стороне пластины 10, а именно поверхности В второго листа 21 металла.
На фиг.4 показан фрагмент предпочтительного варианта осуществления подающей линии 14. Ω-образный лист 24 металла, имеющий продольные свариваемые части в виде полок 24а, параллельных поверхности В пластины, присоединен к поверхности В сварными швами 25. Эти сварные швы 25 (см. фиг.6) пронизывают толщу соответствующей полки 24а листа 24 металла и часть толщи листа 21 металла.
Ω-образный лист 24 металла, при соединении его с листом 21 металла, образует продольную камеру 27 распределения теплоносителя, которая соединена с проходами 13 для теплоносителя пластины 10 посредством прорезей 29, имеющихся во втором листе 21 металла. В предпочтительном варианте вторая пластина 21 имеет по одной прорези 29 на каждый проход 13.
В показанном предпочтительном варианте осуществления подающая линия 14 также включает внутреннюю трубу 26, расположенную внутри камеры распределения теплоносителя и удерживаемую в определенном положении подходящими распорками 30, упирающимися во внутреннюю поверхность 32 Ω-образного листа 24.
Распорки 30 могут быть сделаны из нескольких металлических пластин, приваренных к трубе 26. Распорки 30 не прикреплены жестко к поверхности 32, поэтому внутренняя труба 26 может в процессе работы свободно продольно перемещаться относительно листа 24 для компенсации теплового удлинения трубы 26 и листа 24 за счет разницы температур, причем лист 24 соприкасается со слоем 2 катализатора.
Камера распределения теплоносителя связана с поперечными проходами 13 для теплоносителя посредством продольно расположенных прорезей 29 во втором листе 21 металла; кроме того, подводящая труба 26 имеет выпускные отверстия 28 для теплоносителя, связанные с камерой 27 распределения и расположенные с противоположной относительно прорезей 29 стороны.
Благодаря такому расположению выпускных отверстий 28, теплоноситель протекает по поверхности листа 24 прежде, чем попасть в проход 13 сквозь прорезь 29 и, таким образом, наружная поверхность В1 подающей линии 14, соприкасающаяся со слоем катализатора, обеспечивает эффективный теплообмен.
Коллектор 15 (фиг.5) выполнен из другого Ω-образного листа 31 металла, полки 31а которого соединены с поверхностью В пластины 10 посредством сварных швов 25. Передача теплоносителя в проходы 13 обеспечивается сквозь нескольких отверстий 33 листа 21 металла.
В представленном предпочтительном варианте осуществления сварные швы 25 на поверхности В, соединяющей подающую линию 14 и коллектор 15, расположены между швами сдвоенного сварного шва 23, соединяющего листы 20 и 21 металла с противоположной поверхности А.
Проходы 13 для теплоносителя сформированы другими, поперечными сварными швами 34 (фиг.2 и 7) между пластинами 20, 21 и поперечными распорками 22b промежуточной пластины 22. Эти сварные швы 34 могут быть непрерывными или прерывистыми. В некоторых вариантах осуществления изобретения прерывистые сварные швы 34 могут обеспечить прохождение некоторого количества теплоносителя между параллельными проходами 13. В предпочтительном варианте разрывы в сварных швах 34 выполняются согласованно со сварными швами 25 для упрощения процесса изготовления.
Промежуточная пластина 22 (фиг.8) представляет собой, по существу, тонкий лист металла с прорезями 22с, соответствующими проходам 13 для теплоносителя. Прорези 22с, как видно на чертеже, формируют продольные распорки 22а и поперечные распорки 22b. Зажимая пластину 22 между листами 20 и 21 и выполняя сварные швы 23 и 34, формируют пластину 10 с поперечными проходами для теплоносителя.
Способ изготовления пластины 10 иллюстрируется на фиг.9. Многослойную структуру пластины 10 формируют листами 20, 21 и 22, помещенными на плоской поверхности 40, где работает аппарат 41 лазерной сварки. На первом этапе аппаратом 41 лазерной сварки формируют на поверхности А один или более сварных шва 23 для соединения друг с другом листов 20 и 21 и поперечные сварные швы 34 для формирования внутренних проходов 13 (фиг.9,А) для теплоносителя.
На втором этапе пластина 10 переворачивается и помещается опять на поверхность 40 так, чтобы поверхность В теперь была обращена к аппарату 41 лазерной сварки. Следует заметить, что поверхность В не была задета сформированными ранее сварными швами 23, которые проникли только сквозь часть толщи листа 21.
После того как пластина 10 была перевернута, Ω-образный лист 24 или 31 помещают на противоположную поверхность В и присоединяют к ней сварным швом 25. Этот этап повторяется для формирования сварных швов по обеим сторонам подающей линии 14 или коллектора 15 (фиг.9,Б).
В другом варианте осуществления изобретения промежуточная пластина 22 не используется. На первом листе 20 металла формируется ряд поперечных бороздок 40 (фиг.10, 11), посредством штамповки, желательно холодной штамповки, для создания проходов 13 для теплоносителя при непосредственном соединении листа 20 металла с другим листом 21 металла. Способ изготовления пластины 10 включает шаги: штамповки первого листа 20 металла для формирования поперечных бороздок 40 (фиг.11); соединения первого листа 20 металла со вторым листом 21 металла по меньшей мере одним сварным швом 23 с образованием поперечных проходов 13 между листами 20 и 21; приварки продольных каналов 14 и 15 для теплоносителя на плоской поверхности В второго листа 21.
Возможны другие и альтернативные варианты осуществления, например на фиг.12, где бороздки 40 выполнены на первом листе 20 металла механической обработкой, например фрезерованием.
На фиг.13 показан лист 20 металла, аналогичный листу, показанному на фиг.11, в котором бороздки выполнены штамповкой и который прикреплен ко второму листу 21 металла. Когда листы металла соединены, образуются проходы 13, соответствующие бороздкам 40. Рама 41 листа 20 металла оставлена плоской с тем, чтобы дать возможность использовать сварной шов(-ы) 23. Затем к поверхности В второго листа 21 металла приварены подающая линия 14 и коллектор 15.
Пластина 10 работает следующим образом. Теплоноситель подается по подводящей трубе 26 и отверстиям 28 в канал 27. Протекая от отверстий 28 к щелям 29, теплоноситель обменивается теплом с поверхностью В1, соприкасающейся со слоем катализатора. Далее теплоноситель протекает в поперечном направлении, т.е. в радиальном направлении относительно реактора 1 (фиг.1), по проходу 13 пластины, как показано стрелками F на фиг.2, и собирается коллектором 15.
В предпочтительном варианте применения изобретения реактор 1 представляет собой конвертер метанола, в котором добавляемый синтез-газ, содержащий водород и оксиды углерода, преобразуется в метанол. Вновь добавляемый синтез-газ перед тем как он попадет в слой 2 катализатора, подается в теплообменник 5, где добавляемый синтез-газ выступает в роли теплоносителя. В этом случае теплообменник 5 является теплообменником "газ-газ" между добавляемым газом и смесью синтез-газа и продуктов реакции.
В каждую из теплообменных пластин 10 через подающую линию 14 попадает поток добавляемого синтез-газа, который нагревается, проходя по проходу 13; подогретый синтез-газ собирается на коллекторных трубах 15 и подается в пространство 3 и вступает в реакцию, протекая через каталитический слой 2, охлаждаясь нагревом добавляемого синтез-газа. Давление снаружи пластин 10 представляет собой давление слоя катализатора, которое по существу равно давлению новой порции, протекающей внутри. Благодаря низкому перепаду давления, отсутствует чрезмерное напряжение на сварных швах.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАДИАЛЬНО-ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННО-КОНТАКТНЫЙ АППАРАТ | 2015 |
|
RU2619431C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК ДЛЯ ХИМИЧЕСКИХ РЕАКТОРОВ С АВТОМАТИЧЕСКИ ПРИВАРИВАЕМЫМИ КОЛЛЕКТОРАМИ | 2016 |
|
RU2707237C2 |
| РАДИАЛЬНО-ТРУБНЫЙ ТЕПЛООБМЕННО-КОНТАКТНЫЙ АППАРАТ | 2015 |
|
RU2621189C1 |
| РАДИАЛЬНО-СИЛЬФОННЫЙ ТЕПЛООБМЕННО-КОНТАКТНЫЙ АППАРАТ | 2016 |
|
RU2701307C2 |
| РЕАКТОР ДЛЯ ЧАСТИЧНОГО ОКИСЛЕНИЯ ТЕКУЧЕЙ РЕАКЦИОННОЙ СМЕСИ В ПРИСУТСТВИИ ГЕТЕРОГЕННОГО СЫПУЧЕГО КАТАЛИЗАТОРА | 2004 |
|
RU2371244C2 |
| ТЕПЛОМАССООБМЕННЫЙ БЛОК | 2017 |
|
RU2739961C2 |
| СПОСОБ ПОЛУЧЕНИЯ (МЕТ)АКРОЛЕИНА И/ИЛИ (МЕТ)АКРИЛОВОЙ КИСЛОТЫ | 2004 |
|
RU2367646C2 |
| РАДИАЛЬНО-ПЛАСТИНЧАТЫЙ ТЕПЛОМАССООБМЕННЫЙ АППАРАТ | 2015 |
|
RU2619432C2 |
| ТЕПЛООБМЕННИК ДЛЯ ИЗОТЕРМИЧЕСКИХ ХИМИЧЕСКИХ РЕАКТОРОВ | 2002 |
|
RU2298432C2 |
| СЛОИСТЫЕ, УСТОЙЧИВЫЕ К УТЕЧКАМ ХИМИЧЕСКИЕ РЕАКТОРЫ, СПОСОБЫ ПРОИЗВОДСТВА И СПОСОБЫ ЭКСПЛУАТАЦИИ | 2011 |
|
RU2588519C2 |
Изобретение относится к области теплотехники и может быть использовано при изготовлении теплообменников. В теплообменнике для использования в изотермическом химическом реакторе, имеющем несколько теплообменных пластин, каждая из которых включает первый и второй листы металла, образующие соответственно первую боковую поверхность и противоположную ей вторую боковую поверхность пластины, подающую линию теплоносителя и коллектор теплоносителя, и несколько внутренних проходов для теплоносителя между первым и вторым листами металла, причем первый и второй листы соединены по меньшей мере одним сварными швом, выполненным на первой боковой поверхности, а подающая линия теплоносителя и коллектор теплоносителя образованы подающим и коллекторным каналами и присоединены ко второму листу металла другими сварными швами, выполненными на упомянутой второй поверхности пластины. Технический результат - обеспечение изготовления пластины автоматизированным сварочным процессом, например лазерной сваркой. 3 н. и 12 з.п. ф-лы, 13 ил.
1. Теплообменник (5) для использования в изотермическом химическом реакторе (1), имеющий несколько теплообменных пластин (10), каждая из которых включает первый лист (20) металла и второй лист (21) металла, образующие соответственно первую боковую поверхность (А) и противоположную ей вторую боковую поверхность (В) пластины (10), подающую линию (14) теплоносителя и коллектор (15) теплоносителя, и несколько внутренних проходов (13) для теплоносителя между первым и вторым листами металла,
причем первый лист (20) металла и второй лист (21) металла соединены по меньшей мере одним первым сварными швом (23), выполненным на первой боковой поверхности (А), а подающая линия (14) теплоносителя и коллектор (15) теплоносителя образованы подающим каналом (24) и коллекторным каналом (31),
отличающийся тем, что подающий канал (24) и коллекторный канал (31) содержат соответствующие свариваемые части (24а, 31а), параллельные второй боковой поверхности (В) и присоединенные ко второму листу (21) металла вторыми сварными швами (25), выполненными на упомянутой второй поверхности (В) пластины.
2. Теплообменник по п.1, отличающийся тем, что:
каждая пластина (10) содержит промежуточный лист (22) металла, располагаемый между первым листом (20) металла и вторым листом (21) металла, для формирования поперечных проходов (13) для теплоносителя, при этом первый сварной шов или первые сварные швы (23) проникают на всю толщину первого листа металла и промежуточного листа и сквозь часть толщины второго листа металла,
или первый лист (20) металла имеет поперечные бороздки (40), которые расположены так, что при соединении первого и второго листов (20, 21) металла образуются внутренние проходы (13) для теплоносителя.
3. Теплообменник по п.1, в котором подающий канал и коллекторный канал каждой пластины имеют коробчатую форму.
4. Теплообменник по п.3, в котором подающий канал и коллекторный канал каждой пластины образованы Ω-образными листами металла.
5. Теплообменник по п.1, в котором подающая линия (14) включает дополнительную подводящую трубу (26), расположенную внутри подающего канала (24).
6. Теплообменник по п.5, в котором в каждой пластине (10) имеется подводящая труба, формирующая подающую линию (14), выполненная из листа металла, приваренного к поверхности (В) второго листа (21) металла, и образующая камеру (27) распределения теплоносителя; камера распределения теплоносителя связана с поперечными проходами (13) для теплоносителя посредством нескольких продольно расположенных прорезей (29) во втором листе (21) металла; и имеется дополнительная подводящая труба, помещенная внутри Ω-образного листа металла и имеющая выпускные отверстия (28) для теплоносителя напротив прорезей (29).
7. Теплообменник по любому из пп.1-6, имеющий кольцевую структуру с радиально расположенными пластинами (10); при этом у каждой пластины (10) имеются продольные стороны (11a, 11b) и короткие стороны (12а, 12b); подающая линия (14) и коллектор (15) расположены вдоль параллельно длинным сторонам; внутренние проходы (13) для теплоносителя располагаются параллельно коротким сторонам с тем, чтобы обеспечить радиально направленный поток теплоносителя.
8. Изотермический химический реактор (1), включающий слой (2) катализатора и пластинчатый теплообменник (10) в соответствии с любым из пп.1-6, погруженный в этот слой катализатора.
9. Реактор по п.8, в котором теплообменник представляет собой теплообменник "газ-газ" между новой газообразной загрузкой, протекающей внутри пластин (10), и газообразными реагентами, протекающими через слой катализатора.
10. Реактор по п.9, представляющий собой конвертер метанола или аммиака.
11. Способ изготовления теплообменной пластины (10), в котором:
соединяют первый лист (20) металла и второй лист (21) металла сварными швами (23), по меньшей мере, по периметру посредством процесса автоматической сварки, для формирования пластины (10) с поперечными внутренними проходами (13) между первым и вторым листами металла, при этом процесс сварки выполняют сварочным устройством (41), воздействующим на поверхность (А) первого листа металла;
переворачивают пластину (10) так, чтобы поверхность (В) второго листа металла была открыта для воздействия на нее сварочным устройством;
располагают продольный подающий канал для теплоносителя или продольный коллекторный канал для теплоносителя на поверхности (В) второго листа металла, при этом продольные свариваемые части (24а, 31а) параллельны второй боковой поверхности и соприкасаются с ней; и
приваривают сварным швом упомянутый канал к поверхности (В) второго листа металла автоматическим сварочным устройством, воздействующим на свариваемые части.
12. Способ по п.11, в котором в качестве сварочного процесса используют лазерную сварку, или сварку электронным лучом, или контактную сварку.
13. Способ по п.11, в котором поперечные внутренние проходы (13) между первым и вторым листами (20, 21) металла получают помещая между ними промежуточный лист (22) металла, имеющий прорези (22с), соответствующие внутренним проходам (13).
14. Способ по п.11, в котором поперечные внутренние проходы (13) между первым и вторым листами металла получают создавая поперечные бороздки (40) на первом листе (20) металла, причем эти бороздки образуют внутренние проходы (13) для теплоносителя, когда первый лист металла соединен со вторым листом (21) металла для формирования пластины (10).
15. Способ по п.14, в котором:
выполняют штамповку первого листа (20) металла так, чтобы сформировать поперечные бороздки (40);
приваривают сварным швом на первой поверхности (А) первый лист (20) металла ко второму листу (21) металла с тем, чтобы сформировать поперечные проходы (13) между пластинами;
приваривают сварным швом продольные каналы (14, 15) для теплоносителя на второй стороне (В) пластины (10).
| ТЕПЛООБМЕННИК ДЛЯ ТЕРМОСТАТИРОВАНИЯ ПРОТОЧНОГО ИЗМЕРИТЕЛЬНОГО ПРИБОРА | 2005 |
|
RU2344378C2 |
| Клапанный реверсивный распределительный механизм для паровых машин | 1934 |
|
SU42099A1 |
| Способ изготовления трубчатого теплообменника | 1990 |
|
SU1759592A1 |

