Изобретение относится к трубопроводному транспорту, а именно к способам монтажа обводных линий трубопроводов, и может быть использовано при ремонте магистральных нефтепроводов без остановки перекачки продукта (нефти).
При ремонте деталей нефтепроводов (в частности запорных устройств) для обеспечения бесперебойной перекачки нефти на ремонтируемом участке необходимо установить временную обводную линию в виде параллельного трубопровода.
Из уровня техники известен способ монтажа отводов трубопровода, который может быть использован для создания обводной линии (см. авторское свидетельство СССР SU 1583700). Способ включает установку на трубопровод муфтовых тройников, монтаж на тройники задвижек и устройств вырезки отверстий и формирование отверстий. Недостатком известного способа является его малая оперативность.
Задачей заявленного изобретения является разработка простого способа монтажа обводной линии трубопровода.
Технический результат заявленного изобретения заключается в упрощении способа, повышении оперативности монтажа и увеличении надежности монтируемой обводной линии.
Указанный технический результат достигается за счет того, что способ монтажа обводной линии трубопровода, находящегося под давлением, включает установку на трубопровод муфтовых тройников, монтаж на тройники задвижек, снабженных фланцами, установку на фланцы задвижек устройств холодной вырезки отверстий, вырезку отверстий в трубопроводе посредством указанных устройств при открытых задвижках, закрытие задвижек, сброс избыточного давления из корпусов задвижек, демонтаж устройств вырезки, соединение фланцев задвижек обводной линией трубопровода, при этом используют устройство вырезки отверстий, содержащее корпус, размещенный в корпусе шпиндель, на конце которого установлен режущий инструмент в виде фрезы со сменными режущими пластинами, механизмы вращения и осевого перемещения шпинделя и средство герметизации шпинделя со стороны режущего инструмента.
Кроме того, указанный технический результат достигается в частных случаях реализации изобретения за счет того, что:
- после монтажа устройства для вырезки отверстий и перед вырезкой в корпус каждой задвижки подают негорючую жидкость для охлаждения режущего инструмента,
- корпус задвижки заполняют жидкостью на ½ объема,
- вырезку отверстий в трубопроводе осуществляют при скорости вращении режущего инструмента не более 3000 об/мин.
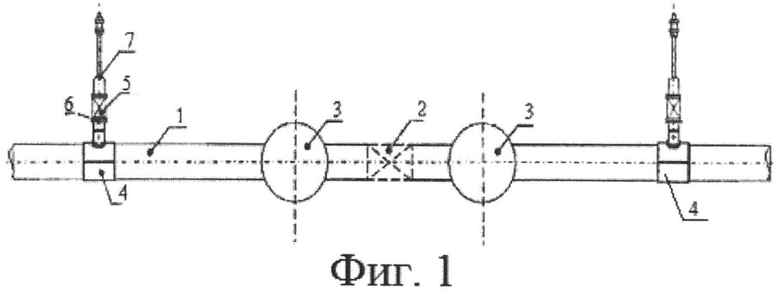
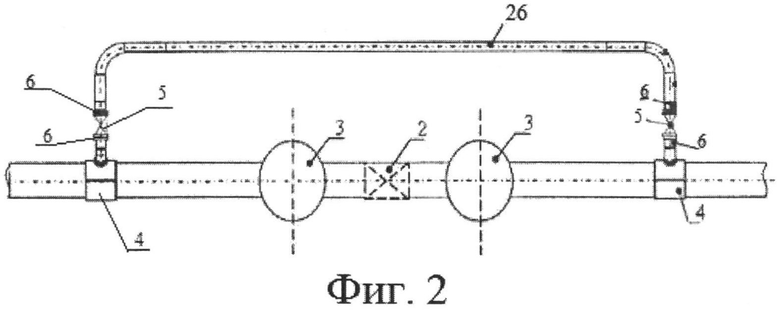
Сущность заявленного способа поясняется фиг.1 и 2, где показана схема монтажа обводной линии, а также фиг.3, на которой подробно показана конструкция и схема установки устройства для вырезки отверстий.
Заявленный способ реализуется следующим образом.
При обнаружении неисправности на определенном участке трубопровода 1, например неисправной линейной задвижки 2, размещенной между двумя колодцами КИП (контрольно-измерительных приборов) (фиг.1, 3), на данном участке удаляют изоляцию трубопровода, а на концах участка монтируют муфтовые тройники 4 (два или более). Муфтовый тройник 4 представляет собой конструкцию, состоящую из двух полумуфт, в одной из которых выполнено отверстие и установлен патрубок. Указанные полумуфты устанавливают с охватом трубопровода и соединяют между собой сваркой. Использование муфтовых тройников позволяет значительно повысить скорость монтажа обводной линии, а также ее надежность.
Затем на тройники 4 патрубков устанавливают задвижки 5, имеющие с двух сторон патрубки 6.
После чего к свободному патрубку 6 каждой задвижки 5 присоединяют устройство 7 холодной вырезки отверстий (фиг.1, 3).
Данное устройство 7 (см. фиг.3) содержит размещенный в корпусе 8 полый шпиндель 9, в котором с одного конца установлены ходовой винт 10 и гайка 11, размещенная на винте 10, а на другом конце размещен режущий инструмент 12. При этом в устройстве предусмотрены механизмы вращения и осевого перемещения шпинделя, включающие червячную пару 13, приводимую в движение электродвигателем (не показан), два зубчатых колеса 14 и 15, соосно расположенных на шпинделе 9 с возможностью взаимодействия между собой посредством блока из двух шестерен 16 и 17, связанного с механизмом 18 радиального перемещения указанного блока. Первое зубчатое колесо 14 жестко связано с червячным колесом червячной пары 13, а также с полым валом 19, установленным снаружи шпинделя 9. Второе зубчатое колесо 15 жестко связано с гильзой 18, установленной снаружи полого вала 19 и жестко связанной с ходовым винтом 10. При этом в червячном колесе червячной пары 13, а также в зубчатых колесах 14 и 15 выполнен сквозной шпоночный паз 20, который продолжается в полом валу 19 сквозной прорезью. При этом в пазу 20 размещена шпонка 21, установленная на шпинделе. Также в устройстве вырезки 7 предусмотрено средство герметизации шпинделя 9 со стороны режущего инструмента, выполненное в виде сальниковой камеры 22 с уплотнительными элементами 23. При этом в сальниковой камере 22 (в нижней части) выполнен канал 24, перекрывающийся посредством шарового крана 25. Канал 24 необходим для заполнения корпуса задвижки негорючей жидкостью для охлаждения режущего инструмента, которая также предохраняет от взрыва паров нефти (в случае резания нефтепровода) в момент прорезания стенки от нагретой части режущего элемента или искры. Кроме того, канал 24 используют для сброса избыточного давления из корпуса устройства 7.
Режущий инструмент 12 состоит из фрезы, на которой установлены сменные режущие пластины. Это позволяет повысить скорость вращения режущего инструмента и, следовательно, увеличить производительность вырезки.
Перед вырезкой отверстия, при необходимости, в корпус задвижки 5 через канал 24 подают негорючую жидкость, которая должна заполнить примерно ½ объема корпуса задвижки. Вырезка отверстия с помощью описанного устройства осуществляется путем передачи крутящего момента с электродвигателя на червячную пару 13, затем на первое зубчатое колесо 14, полый вал 19 со шпоночным пазом 20 и через шпонку 21 на шпиндель, что обеспечивает его вращательное движение. Кроме того, вращение также передается с первого зубчатого колеса 14 на блок шестерен 16 и 17, и затем на второе зубчатое колесо 15, гильзу 18 и ходовой винт 10, обеспечивающий осевое перемещение шпинделя.
Вырезку осуществляют при открытых задвижках 5. Предпочтительно вырезку проводить при скорости вращения фрезы не более 3000 об/мин.
После формирования отверстий задвижки 5 перекрывают и осуществляют сброс избыточного давления из корпусов задвижек 5 через каналы 24.
Затем устройства 7 демонтируют и патрубки 6 задвижек 5 соединяют трубопроводом обводной линии 26 (см. фиг.2). После этого можно открыть задвижки 7 и пустить перекачиваемую среду (нефть) в обход ремонтируемого участка.
Таким образом, заявленное устройство позволяет производить оперативный монтаж обводной линии трубопровода без остановки перекачки продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВРЕЗКИ И ПЕРЕКРЫТИЯ ТРУБОПРОВОДА ПОД ДАВЛЕНИЕМ | 2019 |
|
RU2701811C1 |
| СПОСОБ БЕЗОГНЕВОЙ РЕЗКИ ТРУБЫ ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ | 2012 |
|
RU2527900C2 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 2006 |
|
RU2313028C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 2008 |
|
RU2380199C1 |
| СПОСОБ ВЫРЕЗКИ УЧАСТКА ТРУБОПРОВОДА | 2012 |
|
RU2529972C2 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 1999 |
|
RU2147975C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ШИБЕРНОЙ ЗАДВИЖКИ | 2012 |
|
RU2516050C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2229961C1 |
| Устройство для вырезки отверстий в трубопроводе под давлением среды | 2023 |
|
RU2808892C1 |
Изобретение относится к трубопроводному транспорту, а именно к способам монтажа обводных линий трубопроводов, и может быть использовано при ремонте магистральных нефтепроводов без остановки перекачки продукта. Способ монтажа включает установку на трубопровод муфтовых тройников, монтаж на тройники задвижек, снабженных фланцами, установку на фланцы задвижек устройств холодной вырезки отверстий, вырезку отверстий в трубопроводе посредством указанных устройств при открытых задвижках, закрытие задвижек, сброс избыточного давления из корпусов задвижек, демонтаж устройств вырезки, соединение фланцев задвижек обводной линией трубопровода. При этом используют устройство вырезки отверстий, содержащее корпус, размещенный в корпусе шпиндель, на конце которого установлен режущий инструмент в виде фрезы со сменными режущими пластинами, механизмы вращения и осевого перемещения шпинделя и средство герметизации шпинделя со стороны режущего инструмента. Технический результат: упрощение способа, повышение оперативности монтажа и увеличение надежности монтируемой обводной линии. 3 з.п. ф-лы, 3 ил.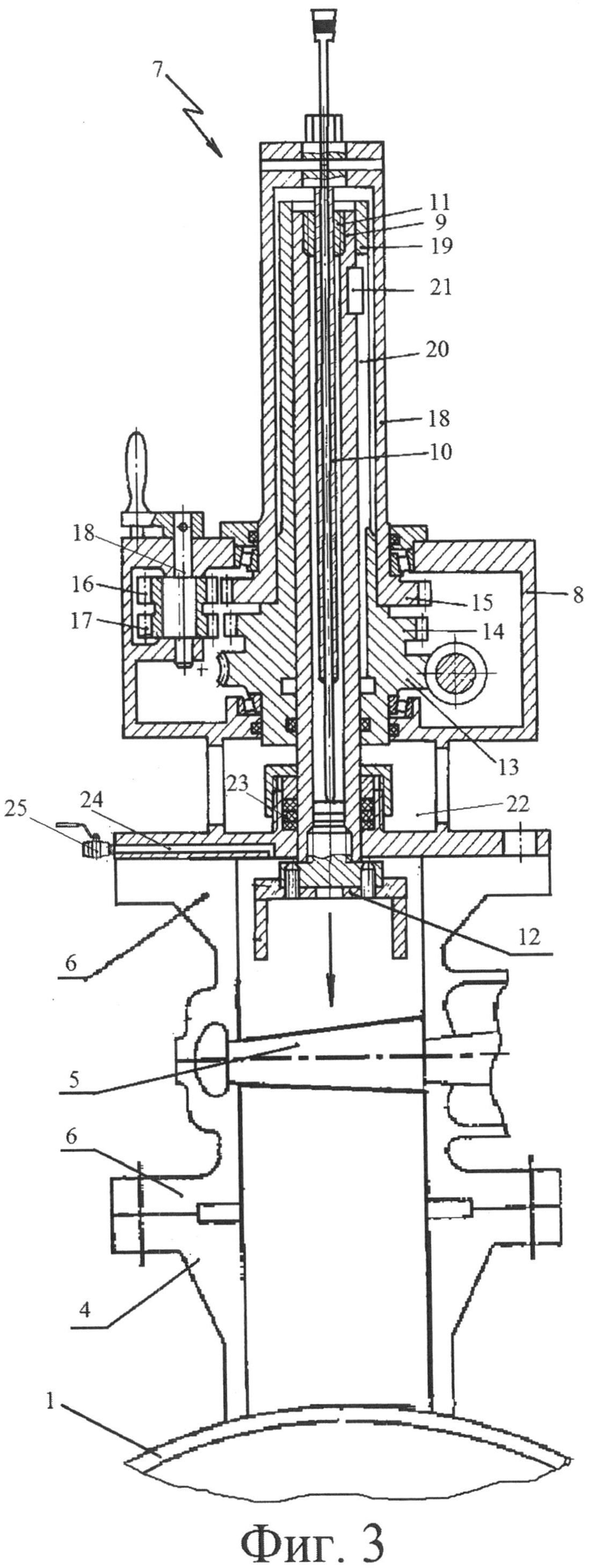
1. Способ монтажа обводной линии трубопровода, находящегося под давлением, включающий установку на трубопровод муфтовых тройников, монтаж на тройники задвижек, снабженных фланцами, установку на фланцы задвижек устройств холодной вырезки отверстий, вырезку отверстий в трубопроводе посредством указанных устройств при открытых задвижках, закрытие задвижек, сброс избыточного давления из корпусов задвижек, демонтаж устройств вырезки, соединение фланцев задвижек обводной линией трубопровода, при этом используют устройство вырезки отверстий, содержащее корпус, размещенный в корпусе шпиндель, на конце которого установлен режущий инструмент в виде фрезы со сменными режущими пластинами, механизмы вращения и осевого перемещения шпинделя и средство герметизации шпинделя со стороны режущего инструмента.
2. Способ по п.1, в котором после монтажа устройства для вырезки отверстий и перед вырезкой в корпус каждой задвижки подают негорючую жидкость для охлаждения режущего инструмента.
3. Способ по п.2, в котором корпус задвижки заполняют жидкостью на ½ объема.
4. Способ по п.1., в котором вырезку отверстий в трубопроводе осуществляют при скорости вращении режущего инструмента не более 3000 об/мин.
| SU 1618086 A1, 10.07.1996 | |||
| Устройство для вырезки окон в действующем трубопроводе | 1973 |
|
SU590088A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ В ТРУБОПРОВОДЕ, НАХОДЯЩЕМСЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2149736C1 |
| Способ монтажа тройников с отводами на действующих трубопроводах | 1988 |
|
SU1583700A1 |

