Настоящее изобретение относится к пластиковому фланцу для медицинского контейнера, медицинскому контейнеру, включающему этот пластиковый фланец, и к способу изготовления этого медицинского контейнера.
В данной заявке под дистальным концом компонента или устройства подразумевается конец, наиболее удаленный от руки пользователя, а под проксимальным концом - конец, ближайший к руке пользователя. Сходным образом, в данной заявке «дистальное направление» следует понимать как означающее направление инъекции по отношению к медицинскому контейнеру согласно изобретению, а «проксимальное направление» - направление, противоположное указанному направлению инъекции, то есть, направление к руке пользователя, держащей контейнер, как при операции инъекции.
Инъекционные устройства, например, предварительно заполняемые или предварительно заполненные шприцы, в общем случае содержат полый корпус или цилиндр, образующий контейнер для медицинского продукта. Этот корпус содержит дистальный конец, в обще случае снабженный иглой, и проксимальный конец, снабженный фланцем, позволяющим пользователю помещать свои пальцы так, чтобы оказывать проксимальное давление на этот фланец.
Существует возрастающая потребность в индивидуальном отслеживании медицинских контейнеров, таких как устройства для инъекций, от производственного процесса до, по меньшей мере, конечного использования указанных медицинских контейнеров, как правило, инъекции медицинского продукта.
Например, из документа WO2017157784 известна емкость, имеющая цилиндрическую боковую поверхность, окруженную последовательностью печатных машиночитаемых уникальных идентификационных кодов. Эти напечатанные уникальные идентификационные коды позволяют отслеживать и локализовать каждую емкость в цепочке поставок. Однако эти уникальные идентификационные коды печатают на внешней стороне емкости, поэтому они могут быть удалены или повреждены, например, при обращении с емкостью или ее использовании. Кроме того, уникальные идентификационные коды покрывают часть емкости, поэтому они могут влиять на процесс визуального осмотра потребителем.
Из документа US8872870 при этом известен способ маркировки стекла, в котором система считываемых меток может быть сформирована лазером на внешней поверхности стеклянной трубки, например, для целей отслеживания. Однако недостатками любых методов лазерной маркировки являются возможное повреждение стеклянного материала и дорогостоящий производственный процесс. Кроме того, нанесенная лазером система меток требует наличия визуального доступа к стеклянной трубке для считывания, поэтому операция считывания не может осуществляться в любое время. Нанесенная лазером система знаков может также влиять на процесс визуального осмотра потребителем.
Из документа WO2014114938A2 известна также RFID-метка для размещения внутри трубчатой базовой части отдельно стоящего криогенного флакона. Документ US2011199187A1 раскрывает метку RFID, вставленную в углубление на дне флакона. В документе US2010102967A1 раскрыта крышка контейнера со съемной меткой RFID. Из документа US2008149584A1 известна упаковка продукта, которая содержит крышку на прозрачной бутылке, причем крышка включает в себя чип RFID и антенну. Документ WO2008057150A1 при этом раскрывает контейнер, который включает в себя вставку RFID, имеющую функцию отключения.
В этом контексте задачей настоящего изобретения является создание пластикового фланца, который устраняет вышеупомянутые недостатки, позволяя легко идентифицировать медицинский контейнер с первого этапа производственного этапа до конечного использования, как правило, инъекции, или этапа утилизации, без оказания влияния на визуальный осмотр и с минимальным риском удаления или повреждения или вообще без такового риска.
Аспектом изобретения является пластиковый фланец для медицинского контейнера, причем указанным пластиковым фланцем образовано отверстие, указанное отверстие окружено периферийным воротником, указанный воротник обеспечивает опору для пальцев пользователя, и фланец содержит соединительные средства для соединения указанного фланца с внешней поверхностью трубчатого цилиндра медицинского контейнера, при этом фланец дополнительно содержит дистанционно считываемый электронный компонент для удаленной идентификации медицинского контейнера, указанный удаленно считываемый электронный компонент, по меньшей мере частично, встроен в пластиковый фланец.
Под электронным компонентом, встроенным в пластиковый фланец, подразумевается, что пластиковый фланец полностью или по меньшей мере частично покрывает электронный компонент так, что электронный компонент защищен от внешней среды и, следовательно, не может быть поврежден или удален.
Под дистанционно считываемым электронным компонентом для идентификации медицинского контейнера подразумевается, что электронный компонент содержит сохраненную в электронном виде информацию, которая может быть удаленно считана считывающим устройством, таким как считыватель RFID, что позволяет идентифицировать медицинский контейнер, к которому при сборке надлежит прикреплять фланец контейнера согласно изобретению.
Пластиковый фланец согласно изобретению, таким образом, позволяет индивидуально отслеживать каждый медицинский контейнер от этапа производства до конечного использования медицинского контейнера или до утилизации указанного медицинского контейнера. Кроме того, поскольку электронный компонент, по меньшей мере частично, заключен в пластмассовый фланец, он защищен от удаления или внешнего повреждения, которое может произойти из-за упаковки, стерилизации, хранения, распространения или использования медицинского контейнера. При этом электронный компонент расположен внутри фланца, так что отсутствует влияние на процесс визуального осмотра потребителем. Также предусмотрено, что электронный компонент позволяет дистанционно и, следовательно, легко идентифицировать медицинский контейнер. Электронный компонент не требует наличия прямой визуальной перспективы со стороны считывающей машины, так что считывание может происходить в любое время без необходимости распаковывать медицинский контейнер. Кроме того, электронный компонент интегрирован во фланец, что дает преимущество в отсутствии дополнительной толщины для цилиндра медицинского контейнера, и, таким образом, не требуется изменение в отношении упаковки или хранения медицинского контейнера. Благодаря соединительным средствам фланец согласно изобретению может быть успешно установлен на стеклянном медицинском контейнере, так что фланец согласно изобретению позволяет надежно и легко идентифицировать стеклянный медицинский контейнер без недостатков, присущих уровню техники.
В предпочтительном варианте осуществления дистанционно считываемый электронный компонент выбирается из группы, состоящей из метки RFID, сверхширокополосной системы определения местоположения в реальном времени (RTLS), Wi-Fi RTLS и инфракрасного RTLS. Предпочтительно, дистанционно читаемый электронный компонент представляет собой RFID-метку, включающую в себя RFID-чип и RFID-антенну. Предпочтительно, чтобы антенна RFID проходила вокруг отверстия.
Предпочтительно пластиковый фланец соединен с трубчатым цилиндром посредством клейки, свинчивания или монтажа.
Соединительные средства предпочтительно содержат множество выступов, радиально выступающих из внутренней боковой стенки фланца и выполненных так, чтобы упираться во внешнюю поверхность трубчатого цилиндра.
Это позволяет поддерживать фланец перпендикулярно трубчатому цилиндру.
Предпочтительно множество выступов содержит проксимальные блокирующие поверхности, выполненные так, чтобы упираться в буртик трубчатого цилиндра.
Это позволяет предотвратить перемещение цилиндра от фланца в дистальном направлении, когда медицинское устройство используется для инъекции медицинской или фармацевтической композиции, и, таким образом, поддерживать цилиндр прикрепленным к фланцу.
Соединительные средства предпочтительно содержат дистальную полку, выполненную с возможностью приема проксимального конца трубчатого цилиндра и расположенную напротив проксимальных блокирующих поверхностей.
Таким образом, трубчатый цилиндр блокируется в осевом направлении относительно фланца.
Предпочтительно соседние выступы указанного множества выступов определяют осевой канал, приспособленный для заполнения клеевым материалом.
Это позволяет добавлять клеевой материал между фланцем и трубчатым цилиндром, чтобы предотвратить любое вращательное движение фланца относительно цилиндра.
Соединительные средства предпочтительно содержат по меньшей мере один круговой канал, приспособленный для создания соединения по текучей среде между соседними осевыми каналами.
Это позволяет клеевому материалу течь во все помещения для наполнения одновременно, чтобы выполнить распределение клея за одну операцию.
Круговой канал может проходить между дистальной полкой и множеством выступов.
RFID-метка может быть предпочтительно выполнена накладным формованием внутри пластикового фланца.
Предпочтительно дистанционно считываемый электронный компонент полностью выполнен накладным формованием в пластиковом фланце. В качестве альтернативы дистанционно считываемый электронный компонент встроен между пластиковым фланцем и клеевым материалом.
Это не приводит к изменению размеров фланца по сравнению со стандартными размерами фланца, что позволяет избежать инвестиционных затрат.
RFID-метка может быть сформована в процессе двухкомпонентного процесса инжекционного формования. Более конкретно, RFID-метка позиционируется как вставка в форму. Первая часть фланца сформирована первой инжекцией пластикового материала и частично закрывает RFID-метку. Вторая часть фланца, которая полностью инкапсулирует RFID-метку вместе с первой частью, затем формируется на втором этапе инжекции пластикового материала, который может быть тем же пластиковым материалом, что и первая часть, или другим пластиковым материалом.
RFID-метка может быть расположена по существу в середине пластикового фланца.
Другой аспект изобретения представляет собой медицинский контейнер, содержащий:
трубчатый цилиндр для приема медицинского продукта,
пластиковый фланец как описан выше, указанный пластиковый фланец выступает относительно внешней поверхности указанного цилиндра, чтобы обеспечить опору для пальцев пользователя.
Предпочтительно трубчатый цилиндр изготовлен из стеклянного материала.
Другой аспект изобретения представляет собой способ изготовления медицинского контейнера как описан выше, указанный способ содержит этапы, на которых:
обеспечивают наличие пластикового фланца как описан выше,
обеспечивают наличие трубчатого цилиндра,
соединяют пластик с трубчатым цилиндром с помощью средств фланцевого соединения.
Предпочтительно способ содержит по крайней мере один этап, выбранный из следующих этапов:
- распределение клеевого материала между фланцем и трубчатым цилиндром;
- навинчивание фланца на внешнюю поверхность трубчатого цилиндра; или
- защелкивание фланца на внешней поверхности трубчатого цилиндра.
Изобретение и достигаемые им преимущества станут понятны из подробного описания, приводимого ниже со ссылкой на следующие прилагаемые чертежи:
фиг.1 - вид в перспективе медицинского контейнера, имеющего фланец в соответствии с изобретением,
фиг.2 - вид сбоку в разрезе фланца согласно изобретению, принимающего цилиндр медицинского контейнера,
фиг.3 - вид в перспективе фланца согласно изобретению,
фиг.4 - частичный вид в перспективе фланца согласно изобретению, принимающего цилиндр медицинского контейнера,
фиг.5 - частичный вид сбоку в разрезе фланца согласно изобретению, принимающего цилиндр медицинского контейнера,
фиг.6 - частичный вид в перспективе в разрезе фланца согласно изобретению, принимающего цилиндр медицинского контейнера,
фиг.7 - частичный вид в перспективе в разрезе медицинского контейнера, имеющего фланец согласно изобретению,
фиг.8 - частичный вид сбоку в разрезе медицинского контейнера, имеющего фланец в соответствии с изобретением.
На фиг.1, 2 и 3 показан пластиковый фланец 1 согласно изобретению. Как видно на фиг.1 и 2, пластиковый фланец 1 предназначен для установки на медицинский контейнер 2, такой как шприц. Медицинский контейнер 2 может содержать трубчатый цилиндр 20, который определяет резервуар для содержания медицинского продукта. Как показано на фиг.1, трубчатый цилиндр 20 может иметь дистальный конец 20а, включающий в себя предпочтительно сужающийся дистальный конец 21, определяющий осевой канал 22, сообщающийся по текучей среде с резервуаром. Дистальный наконечник 21 может позволять установку адаптера или его иглы. Как показано на фиг.2, трубчатый цилиндр 20 включает проксимальный конец 20b, которым образован проход 25 для приема стержня поршня (не показан). Указанный проксимальный конец 20b может иметь круговой буртик 23, который выступает из внешней боковой поверхности 24 указанного трубчатого цилиндра 20. Следует отметить, что фланец 1 изготовлен из пластикового материала, предпочтительно из твердого пластикового материала, такого как поликарбонат, полипропилен или сополимер циклических олефинов (COC), в то время как медицинский контейнер 2 может быть изготовлен из стеклянного материала. В непоказанном варианте осуществления фланец 1 может содержать два или более различных пластиковых материалов.
Как показано, например, на фиг.1, пластиковый фланец 1 содержит дистанционно считываемый электронный компонент 3 для удаленной идентификации медицинского контейнера 2 посредством удаленного считывающего устройства. Предпочтительно дистанционно считываемый электронный компонент 3 представляет собой RFID-метку для идентификации медицинского контейнера 2, предпочтительно пассивную RFID-метку. RFID-метка может быть пассивной RFID-меткой. RFID-метка может быть прочитана RFID-считывателем без необходимости в непосредственном зрительном обзоре пластмассового фланца 1. RFID-метка находится внутри воротника 10 пластикового фланца 1. RFID-метка может быть расположена по существу в середине пластикового фланца. RFID-метка включает в себя RFID-чип 31 и RFID-антенну 32. RFID-чип 31 может, по меньшей мере, включать в себя блок памяти, в котором хранится уникальный идентификатор устройства (UDI), позволяющий идентифицировать медицинское устройство. RFID-антенна 32 может проходить вокруг отверстия 11 в пластиковом фланце 10, как это видно на фиг.1.
RFID-метка может быть частично или полностью встроена в пластмассовый фланец 1 для защиты от внешней среды. При сборке с медицинским контейнером 2 пластиковый фланец 1 предпочтительно полностью закрывает RFID-метку. Например, RFID-метка может быть либо полностью заключена в одиночный воротник 10 пластикового фланца 1, либо полностью заключена в воротник 10 плюс клеевой материал 30, который прикрепляет пластмассовый фланец 1 к трубчатому цилиндру 20.
RFID-метка может быть предпочтительно выполнена накладным формованием внутри пластикового фланца 1.
Например, RFID-метка формуется в двухкомпонентном процессе инжекционного формования. Более конкретно, RFID-метка позиционируется как вставка в форму. Первая часть фланца формируется путем первого впрыска пластикового материала. Вторая часть фланца, которая полностью инкапсулирует RFID-метку вместе с первой частью, затем формируется на втором этапе инжекции пластикового материала, который может быть тем же пластиковым материалом, что и первая часть, или другим пластиковым материалом.
Предпочтительно, чтобы RFID-метка была полностью выполнена накладным формованием в пластиковом фланце 1. В качестве альтернативы, RFID-метка частично выполнена накладным формованием в пластиковом фланце 1 (например, часть RFID-метки может быть заподлицо с поверхностью пластикового материала фланца 1), а затем полностью встроена в пластиковый фланец 1 путем добавления клеевого материала 30, который полностью покрывает RFID-метку, так что клеевой материал 30 находится в непосредственном контакте с RFID-меткой.
Как показано на фиг.3, пластмассовый фланец 1 содержит воротник 10, определяющий центральное отверстие 11. Воротник 10 имеет проксимальную поверхность 10b и противоположную дистальную поверхность 10а, как видно на фиг.2. Указанная дистальная поверхность 10a предназначена для опоры пальцев пользователя, когда медицинский контейнер 2 используется, например, для операции инъекции. Воротник 10 может иметь периферийный обод, образованный двумя параллельными краями 10с, соединенными двумя изогнутыми краями 10d. В другом варианте (не показан) периферийный обод может быть полностью круговым. Отверстие 11 выполнено с возможностью вставления трубчатого цилиндра 20 медицинского контейнера 2, как более подробно описано ниже. Как показано на фиг.2, отверстие 11 может быть отцентрировано вокруг продольной оси А медицинского контейнера 2.
Пластиковый фланец 1 может дополнительно определять сквозной проход 12, который выполнен с возможностью наложения на проход 25 трубчатого цилиндра 20, чтобы обеспечить возможность прохождения штока поршня в резервуар. Сквозной проход 12 и отверстие 11 фланца могут быть соосными. Сквозной проход 12 может быть отцентрирован вокруг продольной оси А медицинского контейнера 2. Как показано на фиг.3, сквозной проход 12 может иметь меньший диаметр, чем отверстие 11 фланца 1, с образованием дистальной полки 14, которая разделяет отверстие 11 и сквозной проход 12 фланца 1. Сквозной проход 12 расположен проксимально по отношению к отверстию 11 фланца. Пластиковый фланец 1 может иметь проксимальную скошенную кромку 15, которая может быть предусмотрена на проксимальной поверхности 10b воротника и которая окружает сквозной проход 12, как это видно, например, на фиг.2.
Фланец 1 содержит соединительные средства, причем указанные соединительные средства выполнены с возможностью соединения фланца 1 с внешней поверхностью трубчатого цилиндра 20 медицинского контейнера 2. Соединительные средства предпочтительно расположены внутри отверстия 11 фланца 1.
Как показано на фиг.3, соединительные средства могут содержать множество выступов 16, радиально выступающих из внутренней боковой стенки 17 фланца 1. Внутренняя боковая поверхность 17 может ограничивать отверстие 11. Выступы 16 выполнены так, чтобы упираться во внешнюю боковую поверхность 24 трубчатого цилиндра 20, как показано, например, на фиг.4. Выступы 16 могут быть равномерно распределены под углом вокруг продольной оси A и предпочтительно внутри отверстия 11. Соединительные средства содержат по меньшей мере один, предпочтительно два выступа 16. В показанном варианте соединительные средства содержат шесть выступов 16. Они могут также содержать и три, четыре, пять или более выступов 16.
Как показано на фиг.5, выступы 16 могут включать в себя радиальную поверхность 160 упора, которая выполнена так, чтобы упираться в внешнюю поверхность 24 трубчатого цилиндра 20. Диаметр, который определяет указанную радиальную опорную поверхность 160, может быть меньше, чем внешний диаметр трубчатого цилиндра 20, так что выступы 16 приспособлены оказывать радиальное давление на внешнюю поверхность 24 трубчатого цилиндра 20. Для этого фланец или выступы 16 могут быть выполнены из упругого материала. Радиальные опорные поверхности 160 могут быть плоскими или могут предпочтительно иметь форму, которая является ответной к форме внешней боковой поверхности 24 трубчатого цилиндра 20, такой как цилиндрическая форма.
Так же на фиг.5 можно видеть, что выступы 16 могут содержать проксимальную блокирующую поверхность 162, которая выполнена так, чтобы блокировать дистальное перемещение трубчатого цилиндра 20 относительно фланца. Например, блокирующие поверхности 162 упираются в буртик 23, предусмотренный на проксимальном конце конца. Как видно на фиг.5, проксимальные блокирующие поверхности 162 могут быть наклонены относительно продольной оси А медицинского контейнера 2. Проксимальные блокирующие поверхности 162 расположены проксимально относительно первых радиальных опорных поверхностей 160.
Выступы 16 могут образовывать радиальную выемку 164, приспособленную для приема соответствующей выступающей части трубчатого цилиндра 20, такой как буртик 23 указанного трубчатого цилиндра 20. Выемки 164 имеют нижнюю поверхность упора, которая может быть выполнена так, чтобы упираться в трубчатый цилиндр 20, чтобы ограничивать поворотное движение трубчатого цилиндра 20 относительно фланца 1 вокруг оси, ортогональной продольной оси A. Дно Нижние поверхности упора могут иметь диаметр, превышающий диаметр, определяемый описанными выше радиальными поверхностями 160 упора. Углубления 164 могут иметь форму, которая является ответной к форме внешней боковой поверхности 24 трубчатого цилиндра 20. Углубления 164 и их нижние поверхности упора расположены проксимально по отношению к проксимальным блокирующим поверхностям 162.
Как показано на фиг.5, проксимальный конец 20b трубчатого цилиндра 20 упирается в дистальную полку 14, так что дистальная полка 14 блокирует проксимальное перемещение трубчатого цилиндра 20 относительно фланца 1. Дистальная полка 14 может быть плоской и предпочтительно ортогональной к продольной оси A. Дистальная полка 14 обращено к проксимальным блокирующим поверхностям 162 выступов 16.
Как показано на фиг.4 или 6, соседние выступы 16 могут образовывать между собой осевой канал 18, приспособленный для заполнения клеевым материалом 30. По меньшей мере один из осевых каналов 18 может иметь дистальный открытый конец 180, позволяющий вводить упомянутый клеевой материал 30. Осевые каналы 18 могут проходить в продольном направлении вдоль продольной оси A и в поперечном направлении вокруг указанной продольной оси A. Осевой канал 18 может иметь цилиндрическую форму. Осевой канал 18 фактически ограничен боковыми стенками 168 выступов 16, внутренней боковой поверхностью 17 фланца 1 и внешней поверхностью 24 трубчатого цилиндра 20.
Клеевой материал 30 может быть выбран между клеем-расплавом и клеем, например клеем на акрилатной основе.
Как показано на фиг.3, 5 и 8, соединительные средства могут дополнительно содержать по меньшей мере один круговой канал 166, обеспечивающий сообщение по текучей среде между по меньшей мере двумя соседними осевыми каналами 18. Круговые каналы 166 могут соединять все осевые каналы 18 вместе, чтобы позволить клеевому материалу 30 течь во всех пространствах, расположенных между внешней поверхностью 24 трубчатого цилиндра 20 и фланцем 1. Круговой канал 166 может быть образован канавкой, расположенной между дистальной полкой 14 и выступами 16, и может быть расположен проксимально относительно выемок 164 указанных выступов 16. Например, круговой канал 166 представляет собой канавку, образованную выступами 16 или дистальной полкой 14, или внутренней боковой поверхностью 17 фланца 1.
Следует отметить, что соединительные средства могут в альтернативном варианта содержать защелкивающиеся, прессовые или резьбовые элементы для позиционирования или крепления фланца относительно трубчатого цилиндра 20. Таким образом, пластмассовый фланец 1 может быть соединен с трубчатым цилиндром 20 путем склеивания, свинчивания или подгонки.
Изобретение также относится к медицинскому контейнеру 2, содержащему трубчатый цилиндр 20 для приема медицинского продукта и описанный выше пластиковый фланец 1, выступающий относительно внешней боковой поверхности указанного трубчатого цилиндра 20, при этом трубчатый цилиндр 20 выполнен из стекольного материала, трубчатый цилиндр 20 и пластмассовый фланец 1 скреплены вместе соединительными средствами.
Изобретение также относится к способу изготовления указанного медицинского контейнера 2, причем способ содержит этапы обеспечения наличия пластикового фланца 1 как описан выше, содержащего дистанционно считываемый электронный компонент 3, обеспечение наличия трубчатого цилиндра 20 и соединение пластикового фланца 1 с трубчатым цилиндром 20 с помощью средств фланцевого соединения.
Этап обеспечения наличия пластикового фланца 1 может включать в себя многокомпонентное формование дистанционно считываемого электронного компонента 3, например, в процессе двухкомпонентного инжекционного формования.
Этап соединения пластикового фланца 1 с трубчатым цилиндром 20 может включать в себя распределение клеевого материала 30 между фланцем 1 и трубчатым цилиндром 20, или навинчивание фланца 1 на внешнюю боковую поверхность 24 трубчатого цилиндра 20, или защелкивание фланца 1 на внешней боковой поверхности 24 трубчатого ствола 20.



Изобретение относится к медицинской технике, а именно к шприцам. Шприц содержит трубчатый цилиндр для приема медицинского продукта, пластиковый фланец, выступающий относительно внешней поверхности указанного цилиндра так, чтобы обеспечивать опору для пальцев пользователя. Причем указанным пластиковым фланцем образовано отверстие. Указанное отверстие окружено периферийным воротником, указанный воротник обеспечивает опору для пальцев пользователя. Причем фланец содержит сквозной проход, выполненный с возможностью прохождения через него штока поршня в резервуар, образованный трубчатым цилиндром шприца, и соединительные средства для соединения указанного фланца с внешней поверхностью трубчатого цилиндра шприца. При этом фланец дополнительно содержит дистанционно считываемый электронный компонент для удаленной идентификации шприца. Указанный дистанционно считываемый электронный компонент, по меньшей мере частично, встроен в пластиковый фланец. 2 н. и 11 з.п. ф-лы, 8 ил.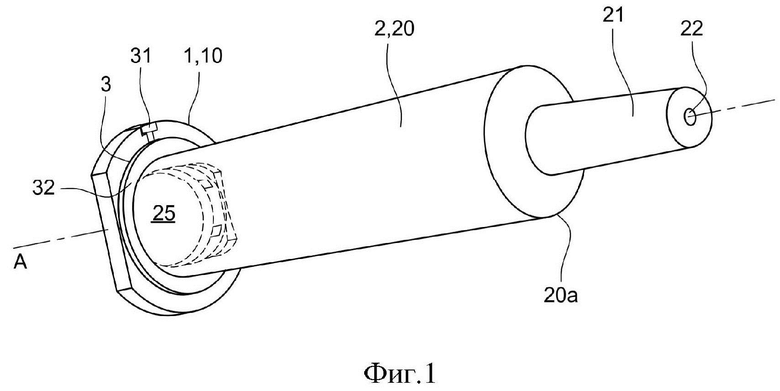
1. Шприц (2), содержащий:
трубчатый цилиндр (20) для приема медицинского продукта,
пластиковый фланец (1), выступающий относительно внешней поверхности (24) указанного цилиндра (20) так, чтобы обеспечивать опору для пальцев пользователя, причем указанным пластиковым фланцем (1) образовано отверстие (11), указанное отверстие (11) окружено периферийным воротником (10), указанный воротник (10) обеспечивает опору для пальцев пользователя, причем фланец (1) содержит сквозной проход (12), выполненный с возможностью прохождения через него штока поршня в резервуар, образованный трубчатым цилиндром (20) шприца (2), и соединительные средства для соединения указанного фланца (1) с внешней поверхностью (24) трубчатого цилиндра (20) шприца (2), при этом фланец (1) дополнительно содержит дистанционно считываемый электронный компонент (3) для удаленной идентификации шприца (2), указанный дистанционно считываемый электронный компонент (3), по меньшей мере частично, встроен в пластиковый фланец (1).
2. Шприц по п.1, причем дистанционно считываемый электронный компонент (3) представляет собой RFID-метку, включающую в себя RFID-чип (31) и RFID-антенну (32), указанная RFID-антенна предпочтительно проходит вокруг отверстия (11).
3. Шприц по любому из предшествующих пунктов, причем пластиковый фланец (1) соединен с трубчатым цилиндром (20) путем склеивания, свинчивания или подгонки.
4. Шприц по любому из предшествующих пунктов, причем соединительные средства содержат выступы (16), радиально выступающие относительно внутренней боковой стенки (17) фланца (1) и выполненных так, чтобы упираться во внешнюю поверхность (24) трубчатого цилиндра (20).
5. Шприц по предшествующему пункту, причем выступы (16) содержат проксимальные блокирующие поверхности (162), выполненные так, чтобы упираться в буртик (23) трубчатого цилиндра (20).
6. Шприц по предшествующему пункту, причем соединительные средства содержат дистальную полку (14), приспособленную для приема проксимального конца (20b) трубчатого цилиндра (20) и расположенную напротив проксимальных блокирующих поверхностей (162).
7. Шприц по любому из пп.4-6, причем соседние выступы (16) указанных выступов (16) образуют осевой канал (18), приспособленный для заполнения клеевым материалом (30).
8. Шприц по предыдущему пункту, причем соединительные средства содержат по меньшей мере один круговой канал (166), приспособленный для создания соединения по текучей среде между соседними осевыми каналами (18).
9. Шприц по любому из пп.7, 8, причем дистанционно считываемый электронный компонент (3) встроен между пластиковым фланцем (1) и клеевым материалом (30).
10. Шприц по любому из пп.1-8, причем дистанционно считываемый электронный компонент (3) выполнен полностью накладным формованием в пластиковом фланце (1).
11. Шприц (2) по предшествующему пункту, причем трубчатый цилиндр (20) изготовлен из стеклянного материала.
12. Способ изготовления шприца (2) по любому из пп.1-11, причем указанный способ содержит этапы, на которых:
обеспечивают наличие пластикового фланца (1), образующего отверстие (11), указанное отверстие (11) окружено периферийным воротником (10), указанный воротник (10) обеспечивает опору для пальцев пользователя, причем фланец (1) содержит сквозной проход (12), выполненный с возможностью прохождения через него штока поршня в резервуар, образованный трубчатым цилиндром (20) шприца (2), и соединительные средства для соединения указанного фланца (1) с внешней поверхностью (24) трубчатого цилиндра (20) шприца (2), при этом фланец (1) дополнительно содержит дистанционно считываемый электронный компонент (3) для удаленной идентификации шприца (2), указанный дистанционно считываемый электронный компонент (3), по меньшей мере частично, встроен в пластиковый фланец (1),
обеспечивают наличие трубчатого цилиндра (20),
соединяют пластиковый фланец (1) с трубчатым цилиндром (20) с помощью средств фланцевого соединения.
13. Способ по предыдущему пункту, причем способ содержит по меньшей мере один этап, выбранный из следующих этапов:
- распределяют клеевой материал (30) между фланцем (1) и трубчатым цилиндром (20);
- навинчивают фланец (1) на внешнюю поверхность (24) трубчатого цилиндра (20); или
- защелкивают фланец (1) на внешней поверхности (24) трубчатого цилиндра (20).
| US 2016129193 A1, 12.05.2016 | |||
| US 2009043253 A1, 12.02.2009 | |||
| US 2011199187 A1, 18.08.2011 | |||
| WO 2017070391 A2, 27.04.2017 | |||
| Транспортно-передающее устройство | 1990 |
|
SU1798116A1 |
| US 5338309 A, 16.08.1994 | |||
| US 2010102967 A1, 29.04.2010. | |||

