Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может быть использовано для обработки подшипниковых шеек валов, контактирующих с вкладышами подшипников скольжения.
Известны подшипниковые материалы из мягких металлов Sn, Pb, Cd, Sb, Zn, характеризующиеся наличием твердых структурных составляющих в пластичной матрице, называющихся баббитами. Их заливают на подогретые вкладыши (250°C) при температуре 450-480°C. Чаще применяют центробежную заливку. Заливают в кокиль и под давлением, толщина заливки в подшипниках составляет 1-3 мм [Гаркунов Д.Н. Триботехника. - М.: Машиностроение, 1989. - С.161].
Существенным недостатком баббитов является их малое сопротивление усталости, особенно при температуре более 100°C. С уменьшением толщины заливки подшипника сопротивление усталости увеличивается. Минимальная толщина заливки баббита допускается 0,25-0,4 мм [Гаркунов Д.Н. Триботехника. - М.: Машиностроение, 1989. - С.161].
Известно, что ускорение изнашивания и развития повреждений трущихся поверхностей в послеприработочном периоде зависит от наличия на поверхности трения непоправимых микро-, а иногда и макроповреждений, образовавшихся в процессе приработки. К числу таких повреждений относятся локальные разрушения структурных составляющих в результате перегрузок. В металле в этом случае развиваются повреждения вследствие малоцикловой усталости, причем поражаются наиболее слабые структурные составляющие. Так, при использовании в тонкослойных подшипниках баббита Б83 в кубических кристаллах SnSb образуются микротрещины, которые впоследствии становятся очагами развития трещин уже в объеме всего слоя [Трение, износ и смазка. / А.В. Чичинадзе, Э.М. Берлинер, Э.Д. Браун и др. М.: Машиностроение, 2003. - С.312].
Известен способ электроэрозионного легирования (ЭЭЛ) поверхности - процесс перенесения материала на обрабатываемую поверхность искровым электрическим разрядом. Метод имеет ряд специфических особенностей:
- материал анода (легирующий материал) может образовывать на поверхности катода (легируемая поверхность) чрезвычайно прочно сцепленный с поверхностью слой покрытия, в этом случае не только отсутствует граница раздела между нанесенным материалом и металлом основы, но даже происходит диффузия элементов анода в катод;
- легирование можно осуществлять в строго указанных местах, не защищая при этом остальную поверхность детали;
- технология электроэрозионного легирования металлических поверхностей очень проста, а необходимая аппаратура малогабаритна и транспортабельна [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - С.3, 4].
Наиболее близким к заявляемому изобретению является способ обработки вкладышей подшипников скольжения, заключающийся в том, что на поверхность баббитового покрытия вкладыша подшипника наносят методом электроэрозионного легирования индий или олово при энергиях разряда 0,01-0,03 Дж. При этом формируется поверхностный слой с микротвердостью ниже микротвердости основы, в котором отсутствуют твердые включения (SnSb) квадратной формы [UA №92814, F16C 33/04; B23H 1/00; B23H 5/00, 2010 (прототип)].
Данный способ также не лишен недостатков. Следует отметить, что при нанесении на поверхность баббита мягких антифрикционных металлов индия или олова возникают определенные трудности:
- залипание легирующего электрода;
- низкая производительность;
- сложно механизировать процесс ЭЭЛ;
- затруднен контроль сплошности наносимого покрытия.
В основу изобретения поставлена задача повышения надежности и долговечности подшипников скольжения путем улучшения прирабатываемости их вкладышей.
Поставленную задачу решают тем, что в способе улучшения прирабатываемости пары трения «вкладыш подшипника - шейка вала», включающем формирование электроэрозионным легированием поверхностного слоя из мягкого антифрикционного материала с микротвердостью ниже микротвердости основы по крайней мере на одной из поверхностей пары трения, согласно изобретению, поверхностный слой формируют электроэрозионным легированием на поверхности шейки вала, контактирующей с поверхностью вкладыша подшипника.
Поверхностный слой могут формировать электроэрозионным легированием на поверхности шейки вала, контактирующей с поверхностью вкладыша подшипника, после ее упрочнения, например, поэтапной цементацией.
Поверхностный слой по крайней мере одного мягкого антифрикционного материала, выбранного из группы, включающей индий, олово, медь, серебро, могут формировать электроэрозионным легированием с энергией разряда 0,01-0,03 Дж.
Поверхностный слой по крайней мере одного мягкого антифрикционного материала, выбранного из группы, включающей медь и серебро, могут формировать электроэрозионным легированием с энергией разряда 0,01-0,4 Дж., после чего его подвергают безабразивной ультразвуковой финишной обработке (БУФО).
Для повышения надежности и долговечности подшипников скольжения путем улучшения прирабатываемости их вкладышей, например из баббита, к практическому применению можно рекомендовать покрытия из мягких антифрикционных металлов: индия, олова, меди и серебра, которые наносят методом ЭЭЛ на подшипниковые шейки валов с энергией разряда 0,01-0,04 Дж. Дальнейшее увеличение энергии разряда приводит к возрастанию шероховатости поверхности Ra>1 мкм. Покрытия из этих металлов, наносимые с энергией разряда 0,01-0,4 Дж, необходимо подвергать последующей обработке БУФО.
Выбор граничных значений энергии разряда для нанесения индия и олова обусловлено природой их взаимодействия с деформируемыми твердыми телами. Нижнее значение энергии ограничивается эффективностью способа. Увеличение энергии разряда выше верхней границы при нанесении индия или олова ведет к быстрому нагреванию и потере формы электрода - инструмента из индия и резкому повышению шероховатости легируемой поверхности при использовании электрода - инструмента из олова.
Изобретение поясняется рисунками.
На Фиг.1 представлена установка «ЭИЛ-8А» для восстановления и упрочнения посадочных деталей;
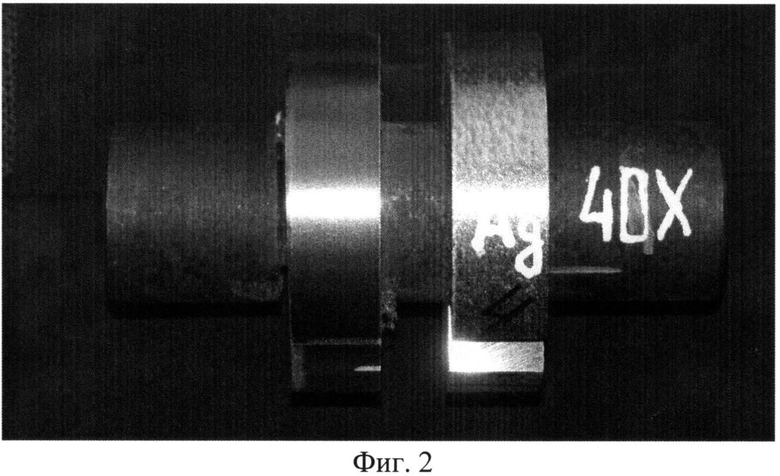
на Фиг.2 показан стальной образец для исследования результатов ЦЭЛ и ЭЭЛ серебром;
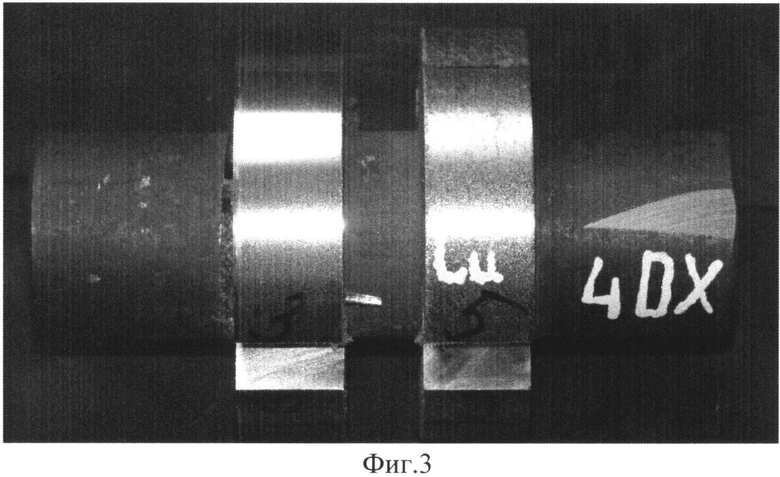
на Фиг.3 - стальной образец для исследования результатов ЦЭЛ и ЭЭЛ медью;
на Фиг.4 изображены шлифы для проведения металлографических и дюрометрических исследований;
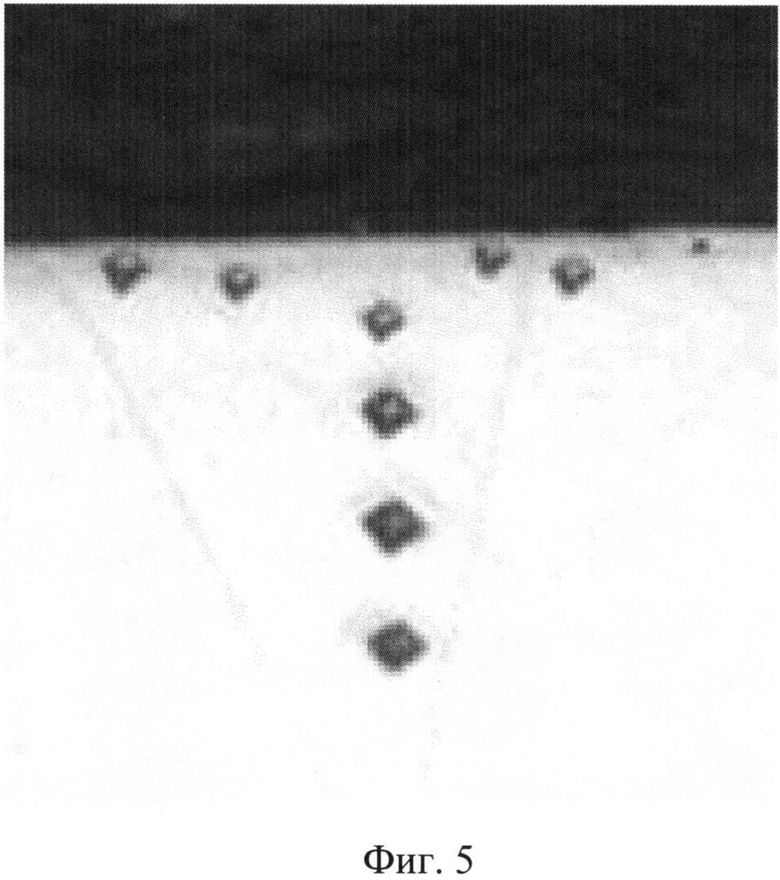
на Фиг.5 представлен микрошлиф образца №3 из стали 40Х;
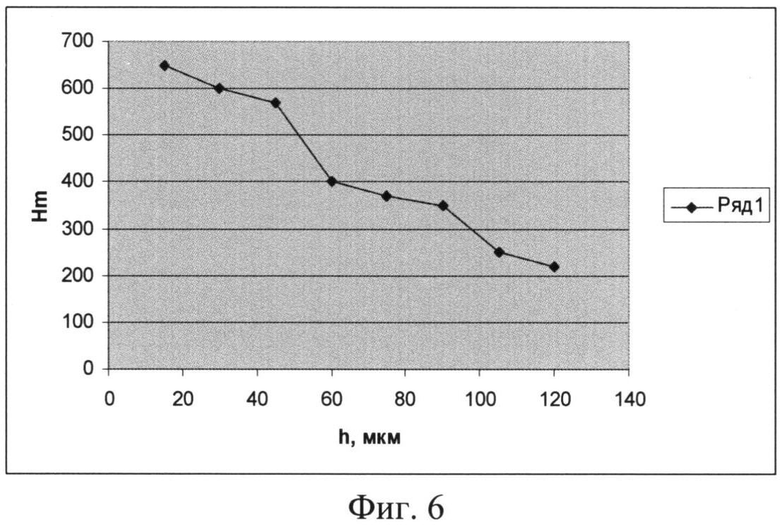
на Фиг.6 показано распределение микротвердости в поверхностном слое стали 40Х образца №3;
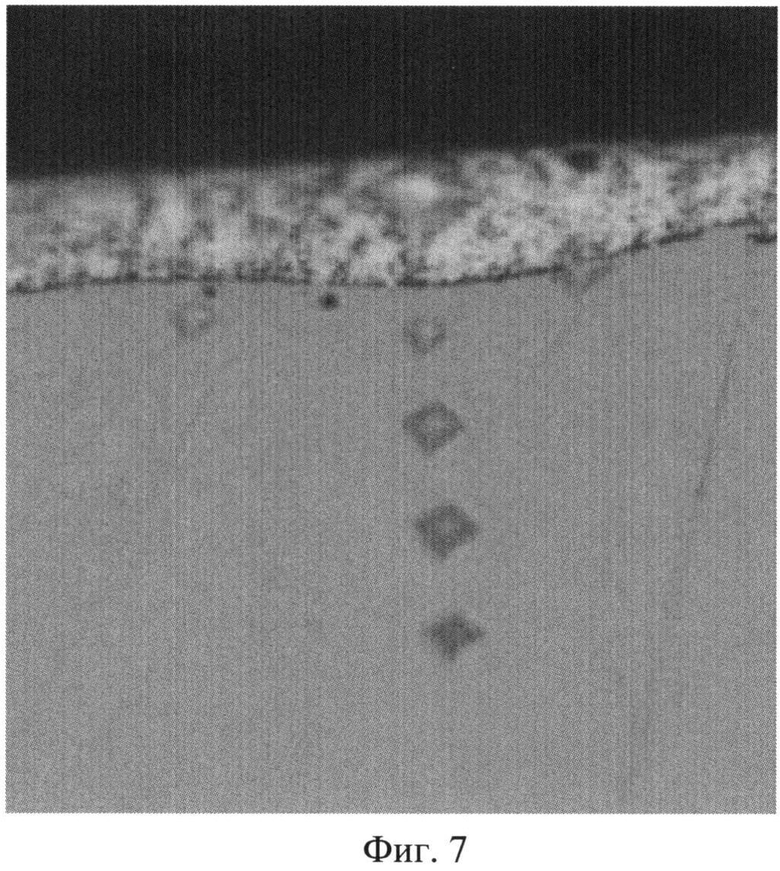
на Фиг.7 представлен микрошлиф образца №4 из стали 40Х;
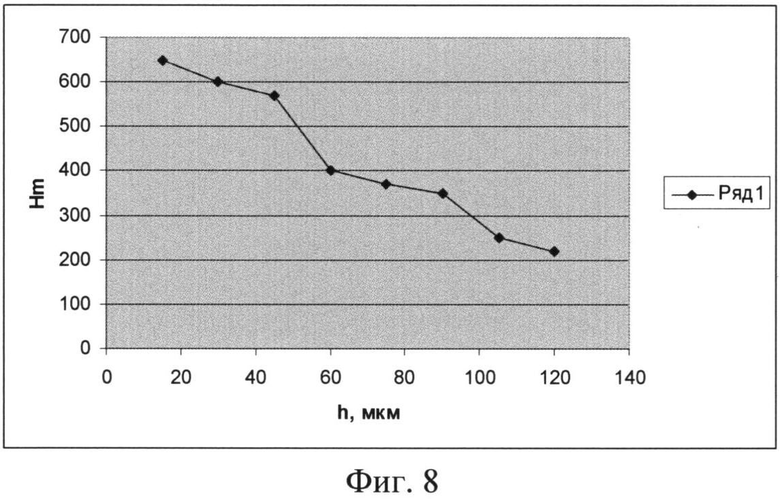
на Фиг.8 показано распределение микротвердости в поверхностном слое стали 40Х образца №4;
на Фиг.9 представлен микрошлиф образца №5 из стали 40Х;
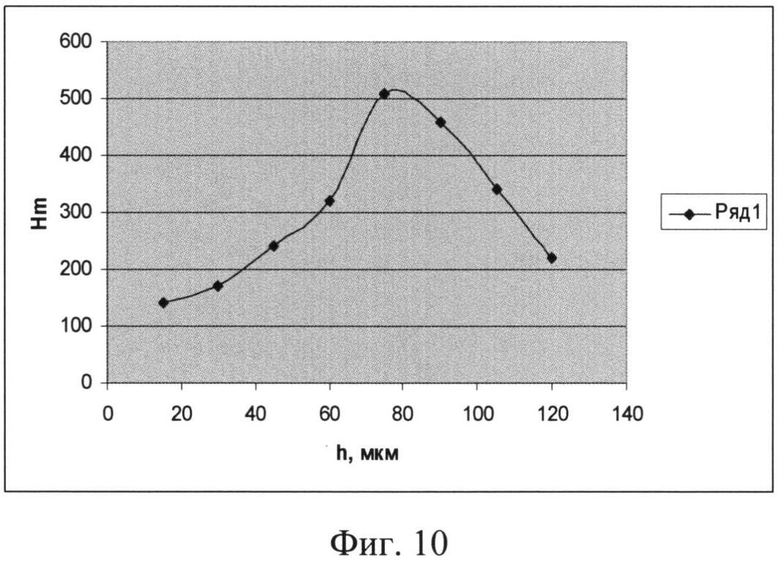
на Фиг.10 показано распределение микротвердости в поверхностном слое стали 40Х образца №5.
В современном машиностроении выбор материала и термической обработки валов и осей определяется критериями их работоспособности, в том числе критериями работоспособности шеек валов с подшипниками. Значимость последних критериев в случае подшипников скольжения может быть определяющей.
Основными материалами для валов служат углеродистые и легированные стали благодаря высоким механическим характеристикам, способности к упрочнению и легкости получения цилиндрических заготовок прокаткой.
Для большинства валов применяют термически обрабатываемые среднеуглеродистые и легированные стали 45, 40Х. Для высоконапряженных валов ответственных машин применяют легированные стали: 40ХН, 40ХН2МА, 30ХГТ, 30ХГСА и др. Валы из этих сталей обычно подвергают улучшению, закалке с высоким отпуском или поверхностной закалке с нагревом ТВЧ.
Быстроходные валы, вращающиеся в подшипниках скольжения, требуют весьма высокой твердости шеек; их изготавливают из цементуемых сталей 20Х, 12ХН3А, 18ХГТ или азотируемых сталей типа 38Х2МЮА.
Для изготовления фасонных валов - коленчатых, с крупными фланцами и большими отверстиями - и тяжелых валов, наряду со сталью, применяют высокопрочные чугуны (с шаровидным графитом) и модифицированные чугуны.
В зависимости от условий работы, шероховатость поверхности под подшипники скольжения Ra=1-0,16 мкм. [Д.Н. Решетов. Детали машин: Учебник для студентов машиностроительных и механических специальностей вузов. - М.: Машиностроение, 1989. - 321 с.].
Материалы, применяемые для исследования, подразделяли на материалы для катода (детали) и материалы для анода (легирующего электрода). Используемые для исследований материалы анода и катода, а также некоторые их физико-механические свойства приведены в таблицах 1 и 2.
На параметры качества покрытий при ЭЭЛ оказывают влияние множество факторов, из числа которых в первую очередь следует выделить режимы легирования.
Влияние материала легирования, режимов ЭЭЛ на качественные параметры покрытий определялось на установке с ручным вибратором модели «ЭИЛ-8А», Фиг.1. Основные режимы ее работы приведены в таблице 3.
Толщину слоя покрытия измеряли микрометром, а шероховатость поверхности - на приборе профилографе - профилометре мод. 201 завода «Калибр» путем снятия и обработки профилограмм. Сплошность покрытия оценивали визуально.
Большинство экспериментов проводили с использованием в качестве материала катода (образца) стали 45, на которой оценивали качество сформированных покрытий (толщину и шероховатость) после ЭЭЛ. Для исследований применяли прямоугольные образцы размером 10×10×8 мм с шероховатостью исходной поверхности Ra=0,5 мкм.
Образцы стали 40Х подвергали цементации методом электроэрозионного легирования. После этого на них методом ЭЭЛ наносили покрытия из меди и серебра и подвергали обработке БУФО. На этих образцах исследовали шероховатость, сплошность, толщину слоя и распределение микротвердости по мере углубления относительно поверхности.
Цементацию электроэрозионным легированием (ЦЭЛ) выполняли на переносной установке ЭЭЛ с ручным вибратором «Элитрон - 22А», обеспечивающей энергию разряда в диапазоне 0,1…0,53 Дж, и установке ЭЭЛ большей мощности «Элитрон - 52А» с энергией разряда до 6,8 Дж.
Процесс цементации электроэрозионным легированием (ЦЭЛ) проводили в автоматическом режиме с помощью специального приспособления на различных режимах в диапазоне энергий разряда (Wp) от 0,1 до 6,8 Дж.
Для исследований использовали специальные образцы, изготовленные из стали 40Х в виде катушки, состоящей из двух дисков, диаметром 50 мм и шириной 10 мм, соединенных между собой проставкой диаметром 15 мм, имеющей два технологических участка такого же диаметра, Фиг.2, 3. Поверхности дисков перед ЦЭЛ шлифовали до Ra=0,5 мкм. Образцы закрепляли в патроне токарного станка, после чего производили ЦЭЛ, легирование серебром и медью и обработку БУФО. На всех этапах обработки измеряли шероховатость поверхности на приборе профилографе - профилометре мод. 201 завода «Калибр». Из дисков, в свою очередь, вырезали отдельные сегменты, из которых изготавливали шлифы для металлографических и дюрометрических исследований, Фиг.4.
Изготовленные шлифы исследовали на оптическом микроскопе «Неофот-2», проводили оценку качества слоя, его сплошности, толщины и строения зон подслоя -диффузионной зоны и зоны термического влияния. Одновременно проводили дюрометрический анализ на распределение микротвердости в поверхностном слое и по глубине шлифа от поверхности. Замер микротвердости проводили на микротвердомере ПМТ-3 вдавливанием алмазной пирамиды.
При ЦЭЛ деталей использовали графитовые электроды марки ЭГ-4 ОСТ 229-83. ЦЭЛ выполняли с производительностью 5 мин/см2.
Результаты исследования следующих серий образцов из стали 40Х:
- поэтапная цементация (Wp=2,83 и 0,9 Дж; с производительностью, соответственно, 5 и 2,0 мин/см2); обработка БУФО (образец №3);
- цементация (Wp=2,83 Дж; с производительностью 5 мин/см2); легирование серебром (Wp=0,4 Дж; с производительностью 1 мин/см2); обработка БУФО (образец №4);
- цементация (Wp=2,83 Дж; с производительностью 5 мин/см2); легирование медью (Wp=0,4 Дж; с производительностью 1 мин/см2); обработка БУФО (образец №5).
На основании проведенных исследований получены качественные параметры покрытий из мягких металлов (медь, индий олово, серебро), нанесенных методом ЭЭЛ на сталь 45 (таблица 4).
При замене материала подложки стали 45 на чугун механизм формирования покрытия из мягких антифрикционных металлов практически не изменяется. Последующая обработка БУФО позволяет снизить шероховатость поверхности до Ra=0,5 мкм.
В таблицах 5 и 6 представлены результаты измерения шероховатости образца №3, соответственно, после поэтапной цементации и БУФО.
На Фиг.5 и Фиг.6 изображен микрошлиф и распределение твердости в образце №3 из стали 40Х, соответственно. Как видно из рисунка, максимальная микротвердость образца (до 650 HV) присутствует на его поверхности и по мере углубления плавно снижается до микротвердости основы, которая составляет 220 HV. Глубина зоны повышенной твердости при этом распространяется до 100 мкм.
Таким образом, после поэтапной цементации с энергиями разряда Wp=2,83 и 0,9 Дж и БУФО шероховатость поверхности (Ra) круглого образца из стали 40Х составляет 0,56 мкм, при этом глубина зоны повышенной твердости распространяется до 100 мкм.
Результаты измерения шероховатости поверхности образца №4 после поэтапной цементации и электроэрозионного легирования серебром представлены в табл.7 и с последующей обработкой БУФО - в таблице 8.
Следует отметить, что при ЭЭЛ серебром диаметр образца №4 увеличился на 0,05 мм, а после обработки БУФО снизился на 0,03 мм.
На Фиг.7 и Фиг.8 изображен микрошлиф и распределение микротвердости в образце №4 из стали 40Х, соответственно. Как видно из рисунка, на поверхности образца располагается слой микротвердостью порядка 80-90 HV, что ниже микротвердости основы (220 HV), и глубиной до 35 мкм. Далее, по мере углубления микротвердость плавно повышается и на глубине ~60 мкм достигает максимального значения 470 HV, после чего снова плавно понижается до глубины 100 мкм, на которой соответствует микротвердости основы.
Результаты измерения шероховатости поверхности образца №5 после поэтапной цементации и электроэрозионного легирования медью представлены в таблице 9 и с последующей обработкой БУФО - в таблице 10.
Следует отметить, что при ЭЭЛ медью диаметр образца №5 увеличился на 0,04 мм, а после обработки БУФО снизился на 0,02 мм.
На Фиг.9, 10 изображены микрошлиф и распределение микротвердости в образце №5 из стали 40Х, соответственно. Как видно из рисунка, на поверхности образца располагается слой микротвердостью порядка 140-170 HV, что ниже микротвердости основы (220 HV), и глубиной до 40 мкм. Далее, по мере углубления микротвердость плавно повышается и на глубине ~75 мкм достигает максимального значения 510 HV, после чего снова плавно понижается до глубины 120 мкм, на которой соответствует микротвердости основы.
Анализируя проведенные исследования, можно сказать, что при нанесении мягких антифрикционных металлов, например меди или серебра, на участки, цементированные методом ЭЭЛ, поверхность детали формируется из двух слоев:
- слой из мягкого антифрикционного металла, находящийся снаружи;
- слой из твердого износостойкого металла, находящийся ниже.
Нанесение мягкого антифрикционного металла позволяет при последующей обработке БУФО получить качественный износостойкий слой с требуемой шероховатостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2011 |
|
RU2468899C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2013 |
|
RU2524467C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ И ЕГО ПРИМЕНЕНИЕ ДЛЯ ОРЕБРЕНИЯ ТРУБЫ ТЕПЛООБМЕННИКА | 2015 |
|
RU2615096C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО УДАЛЕННОГО УПРОЧНЕННОГО СЛОЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2631436C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2603932C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может быть использовано для обработки подшипниковых шеек валов, контактирующих с вкладышами подшипников скольжения. Способ заключается в формировании с энергией разряда 0,01-0,03 Дж на поверхности шейки вала, контактирующей с поверхностью вкладыша подшипника, электроэрозионным легированием (ЭЭЛ) поверхностного слоя по крайней мере одного мягкого антифрикционного материала, выбранного из группы, содержащей индий, олово, медь, серебро. Поверхностный слой меди или серебра, сформированный ЭЭЛ с энергией разряда 0,01-0,4 Дж, подвергают безабразивной ультразвуковой финишной обработке. Технический результат: повышение надежности и долговечности подшипников скольжения. 3 з.п. ф-лы, 10 ил., 10 табл.
1. Способ улучшения прирабатываемости пары трения «вкладыш подшипника - шейка вала», включающий формирование электроэрозионным легированием поверхностного слоя из мягкого антифрикционного материала с микротвердостью ниже микротвердости основы по крайней мере на одной из поверхностей пары трения, отличающийся тем, что поверхностный слой формируют электроэрозионным легированием на поверхности шейки вала, контактирующей с поверхностью вкладыша подшипника.
2. Способ по п.1, отличающийся тем, что поверхностный слой формируют электроэрозионным легированием на поверхности шейки вала, контактирующей с поверхностью вкладыша подшипника, после ее упрочнения, например, поэтапной цементацией.
3. Способ по п.1 или 2, отличающийся тем, что поверхностный слой по крайней мере одного мягкого антифрикционного материала, выбранного из группы, включающей индий, олово, медь, серебро, формируют электроэрозионным легированием с энергией разряда 0,01-0,03 Дж.
4. Способ по п.1 или 2, отличающийся тем, что поверхностный слой по крайней мере одного мягкого антифрикционного материала, выбранного из группы, включающей медь и серебро, формируют электроэрозионным легированием с энергией разряда 0,01-0,4 Дж, после чего его подвергают безабразивной ультразвуковой финишной обработке.
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299790C1 |
| Сосковая поилка | 1936 |
|
SU66105A1 |
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU891337A1 |

