Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может применяться для обработки поверхностей вкладышей подшипников.
Известен способ электроэрозионного легирования поверхности, т.е. процесс перенесения материала на обрабатываемую поверхность искровым электрическим разрядом [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976].
Способ характеризуется следующими специфическими особенностями:
- материал анода (легирующий материал) может образовывать на поверхности катода (легируемой поверхности) слой покрытия, чрезмерно крепко сцепленный с поверхностью, в этом случае не только отсутствует граница раздела между нанесенным материалом и металлом основы, но происходит даже диффузия элементов анода в катод;
- легирование можно осуществлять лишь в указанных местах, не защищая при этом остальную поверхность детали.
Известен также способ заливки в кокиль на вкладыши, подогретые до 250°C, под давлением и при температуре 450-480°C, подшипниковых материалов из мягких металлов Sn, Pb, Cd, Sb, Zn, характеризующихся наличием твердых структурных составляющих в пластической матрице и называемых баббитом [Гаркунов Д.Н. “Триботехника”. - М.: Машиностроение, 1989, с.120-122, 132-133].
Существенным недостатком баббитов является их малое сопротивление усталости, особенно при температуре более 100°C. С уменьшением толщины заливки подшипника сопротивление усталости увеличивается, при этом допускается минимальная толщина заливки баббита 0,25-0,4 мм.
Наиболее близким к заявляемому изобретению является способ обработки вкладышей подшипников скольжения, включающий последовательное нанесение на рабочие поверхности вкладышей методом электроэрозионного легирования с помощью электрода-инструмента электроэрозионного покрытия из серебра при энергиях импульса 0,01-0,5 Дж, электроэрозионного покрытия из меди при энергиях импульса 0,01-0,5 Дж, электроэрозионного покрытия из оловянного баббита при энергиях импульса 0,01-0,06 Дж с получением комбинированного электроэрозионного покрытия [RU №2299790 C1, B23H 1/00, 2007].
Несмотря на возможность изготовления комбинированных электроэрозионных покрытий (КЭП), сформированных в последовательности серебро + медь + баббит толщиной до 250 мкм, к практическому применению можно рекомендовать только покрытия толщиной до 25-30 мкм. Дальнейшее увеличение толщины слоя приводит к резкому увеличению шероховатости поверхности с Ra=0,8-1,0 мкм до Ra=11,0-12,0 мкм и снижению сплошности с 95-100% до 40-50%.
Следовательно, применение вкладышей подшипников, обработанных указанным выше способом, не всегда приводит к желаемому результату из-за малой толщины покрытия. По причине возникающей необходимости в компенсации погрешностей установки подшипников, в ужесточенных условиях работы (большие числа оборотов и высокие удельные давления) во время приработки может произойти задир рабочей поверхности вкладыша подшипника из-за недостаточной толщины антифрикционного слоя.
В основу изобретения поставлена задача улучшения условий прирабатываемости вкладышей подшипников скольжения, повышение надежности и долговечности в работе.
Поставленная задача решается тем, что в способе обработки вкладышей подшипников скольжения, включающем нанесение на вкладыши комплексного электроэрозионного покрытия, содержащего слой из серебра, методом электроэрозионного легирования с помощью электрода-инструмента, согласно изобретению, на рабочие поверхности вкладышей электродом-инструментом наносят слой электроэрозионного покрытия из серебра при энергии импульса Wu=0,1-0,3 Дж, затем на слой из серебра таким же методом наносят слой покрытия из свинца при энергии импульса Wu=0,3-0,4 Дж, после чего таким же методом на слой из свинца наносят еще один слой покрытия из серебра при энергии импульса Wu=0,04-0,10 Дж.
Техническим результатом использования настоящего изобретения является увеличение толщины приработочного покрытия из мягких металлов, что обеспечивает улучшение условий прирабатываемости вкладышей.
Вкладыши подшипника скольжения, обработанные предлагаемым способом, имеют более высокую надежность и долговечность в работе.
Изобретение поясняется иллюстративным материалом.
На Фиг.1 изображена топография участка поверхности образца из бронзы с КЭП из мягких металлов (меди, серебра, олова, свинца, баббита марки Б83), на которой выбраны три характерные точки: 1 - выступ (гладкая поверхность), 2 - впадина (шероховатая поверхность), 3 - пора;
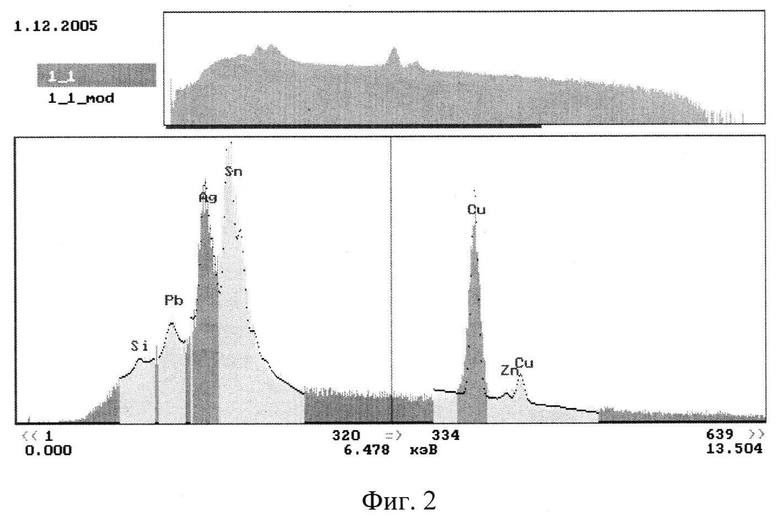
на Фиг.2 показан спектр поверхности в характерной точке выступа на Фиг.1;
на Фиг.3 - спектр поверхности в характерной точке впадины на Фиг.1;
на Фиг.4 - спектр в характерной точке поры на Фиг.1;
на Фиг.5 - спектр со всей поверхности на Фиг.1;
на Фиг.6 изображена топография участка поверхности образца из бронзы с КЭП из серебра и свинца по изобретению, на которой выбраны три характерные точки: 1 - выступ (гладкая поверхность), 2 - впадина (шероховатая поверхность), 3 - пора;
на Фиг.7 показан спектр поверхности в характерной точке 1 на Фиг.6 - выступ;
на Фиг.8 - спектр поверхности в характерной точке 2 на Фиг.6 - впадина;
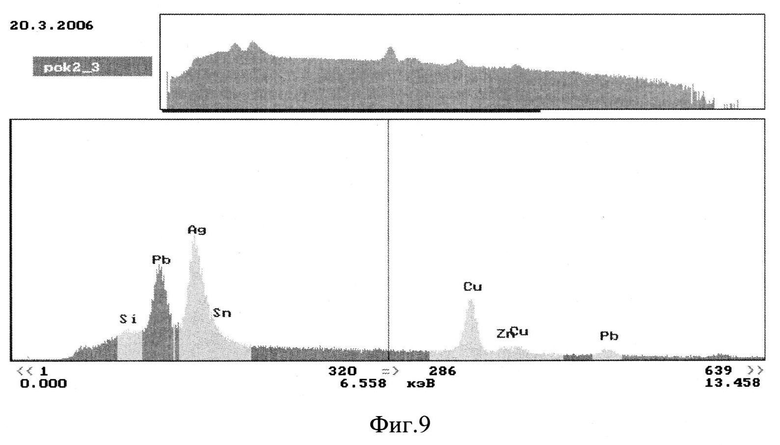
на Фиг.9 - спектр в характерной точке 3 на фиг.6 - пора;
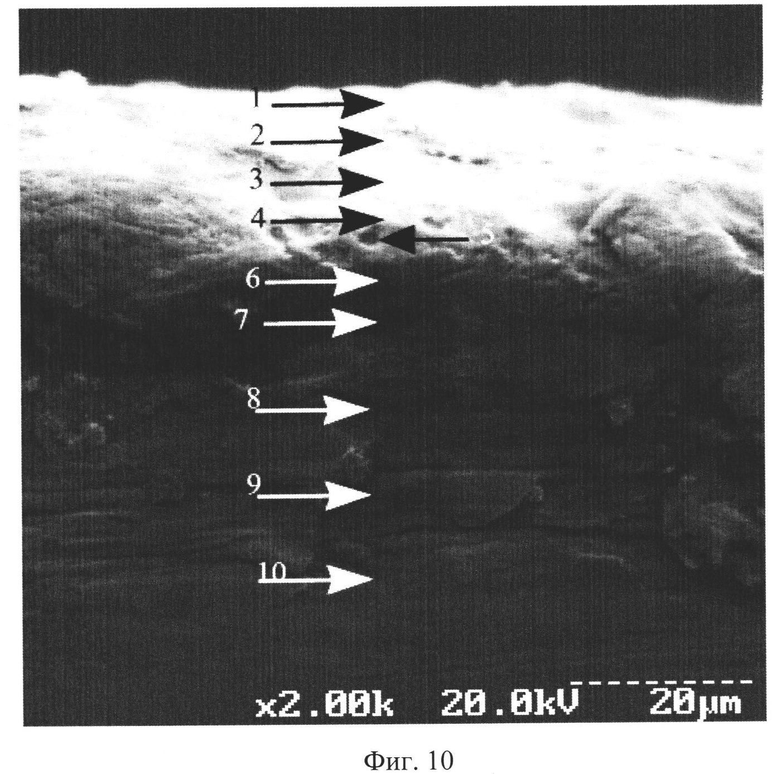
на Фиг.10 представлены точки сканирования поэлементного состава покрытия по глубине слоя;
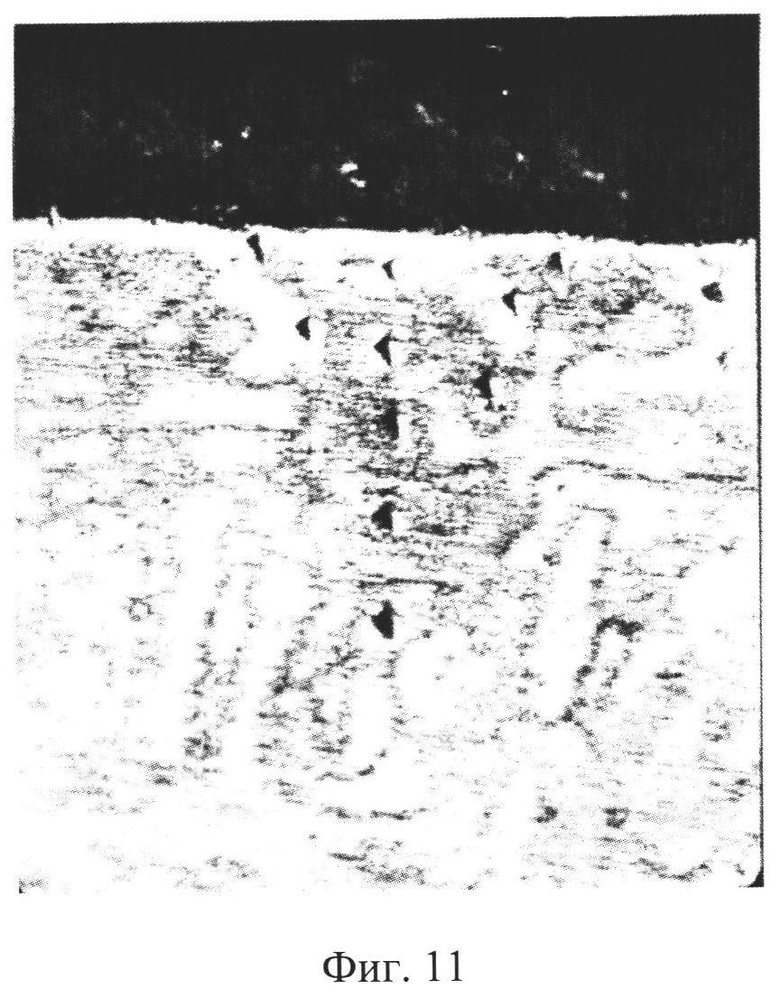
на Фиг.11 представлена микроструктура поверхностного слоя бронзовых вкладышей подшипника с комбинированным покрытием из серебра и свинца.
Настоящее изобретение явилось результатом исследований, направленных на увеличение толщины приработочного покрытия из мягких металлов (меди, серебра, олова, свинца, баббита марки Б83).
Для дальнейшего изучения рельефа и состава поверхностных слоев бронзовых вкладышей подшипников с покрытием серебро + медь + баббит проводились исследования на сканирующем электронном микроскопе РЭММА-102 производства ОАО «SELMI» г.Сумы, оснащенном рентгеновским спектрометром на базе кремний литиевого полупроводникового детектора.
Микрофотографии участков поверхности исследуемых образцов получены в режиме формирования изображения током вторичных электронов при ускоряющем напряжении на электронной пушке микроскопа 20 кВ и токе зонда (пучка) 200 пА.
Спектр поверхности и поэлементный состав как в характерных точках, так и со всей исследуемой поверхности, показан соответственно на Фиг.2, Фиг.3, Фиг.4, Фиг.5 и в Таблице 1. В соответствии с изображениями на указанных выше иллюстрациях и данными, занесенными в Таблицу 1, во всех характерных точках присутствуют элементы, входящие в состав КЭП.
Распределение элементов по мере углубления поверхностного слоя, с шагом сканирования 5 мкм, представлено в Таблице 2.
Как видно из Фиг.2-5 и Таблиц 1 и 2, поверхностный слой, сформированный ЭЭЛ, состоит из элементов легирующих электродов и подложки. Толщина приработочного покрытия составляет 30 мкм.
На Фиг.6-9 показаны, соответственно, топография и спектр характерных точек участка поверхности бронзовых образцов с КЭП, содержащим серебро и свинец.
Поэлементный состав покрытия в характерных точках поверхности бронзового образца с КЭП, содержащим серебро и свинец, представлен в Таблице 3.
Распределение элементов по мере углубления поверхностного слоя, при сканировании, согласно фиг.10, также представлено в Таблице 3.
Лучшие результаты получены при формировании приработочного покрытия с использованием электродов из серебра и свинца. Способ нанесения КЭП по настоящему изобретению осуществляли следующим образом.
Сначала на рабочие поверхности вкладышей подшипников из бронзы при помощи электрода-инструмента наносили электроэрозионное покрытие из серебра при энергии импульса Wu=0,1-0,3 Дж. После этого на серебряное покрытие таким же методом наносили покрытие из свинца при энергии импульса Wu=0,3-0,4 Дж. Третьим слоем наносили электроэрозионное покрытие тоже из серебра при энергии импульса Wu=0,04-0,10 Дж.
Первый слой из серебра наносили при энергии импульса Wu=0,1-0,3 Дж, при этом производительность процесса находилась в пределах 1,0-2,0 см2/мин, толщина слоя - в пределах 30-35 мкм, а шероховатость (Rz), соответственно, - 3,6-4,0 мкм. Снижение энергии импульса влечет за собой увеличение производительности процесса, снижение толщины слоя и незначительное снижение шероховатости поверхности. Увеличение энергии импульса не приводит к увеличению толщины слоя, а только к увеличению шероховатости поверхности.
Второй слой из свинца наносили при энергии импульса Wu=0,3-0,4 Дж, при этом производительность процесса находилась в пределах 2,0-3,0 см2/мин, толщина слоя - в пределах 80-130 мкм, а шероховатость (Rz), соответственно, - 26-32 мкм. Снижение энергии импульса влечет за собой увеличение производительности процесса, снижение толщины слоя и незначительное снижение шероховатости поверхности. Увеличение энергии импульса приводит к незначительному увеличению толщины слоя и к резкому увеличению шероховатости поверхности.
Третий слой из серебра наносили при энергии импульса Wu=0,04-0,1 Дж, при этом производительность процесса находилась в пределах 0,2-2,0 см2/мин, толщина слоя - в пределах 80-120 мкм, а шероховатость (Rz), соответственно, - 3,6-4,0 мкм. Снижение энергии импульса влечет за собой увеличение производительности процесса и незначительное снижение шероховатости поверхности. Увеличение энергии импульса приводит к резкому увеличению шероховатости поверхности.
Для предотвращения деформирования свинцового электрода его периодически (~ 30 с) охлаждали в воде.
Получали КЭП максимальной толщиной до 120 мкм.
В результате металлографических исследований установлено, что при нанесении на бронзовую подложку КЭП из серебра и свинца поверхностный слой состоит из трех зон (фиг.11).
Верхний слой (слой пониженной твердости) с микротвердостью 600 МПа распространяется на глубину 70…80 мкм.
Ниже располагается переходная зона (зона повышенной твердости) с микротвердостью 1270…1400 МПа и глубиной 50…60 мкм. Микротвердость в переходной зоне повышается за счет закалочных процессов, происходящих в результате ЭЭЛ. По мере углубления микротвердость в переходной зоне снижается и переходит в микротвердость основы (1050…1100 МПа).
В качестве примера осуществления способа по изобретению использовали способ обработки вкладышей из бронзы, однако, опыт показывает, что предлагаемый способ может быть использован и для изготовления вкладышей подшипников из других металлов, например из стали 20 или антифрикционного чугуна (марок АЧЦ-1, АЧЦ-2 и др.).
В сравнении с прототипом, вкладыши подшипника скольжения, обработанные предлагаемым способом, имеют более высокую надежность и долговечность в работе из-за того, что при достигнутой толщине КЭП, обеспечивая компенсацию погрешностей установки подшипника, подшипник скольжения сохранит работоспособность даже при разрушении покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛУЧШЕНИЯ ПРИРАБАТЫВАЕМОСТИ ПАРЫ ТРЕНИЯ "ВКЛАДЫШ ПОДШИПНИКА - ШЕЙКА ВАЛА" | 2012 |
|
RU2528070C2 |
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ ОБРАБОТКИ БРОНЗОВЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 2021 |
|
RU2765925C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2524471C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2017 |
|
RU2671030C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ИМПУЛЬСНОГО ТОРЦОВОГО УПЛОТНЕНИЯ (ИТУ), РАБОТАЮЩЕГО В КРИОГЕННЫХ СРЕДАХ (ВАРИАНТЫ) | 2016 |
|
RU2648425C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |







Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию поверхностей вкладышей подшипников скольжения. Способ включает нанесение на вкладыш комплексного электроэрозионного покрытия методом электроэрозионного легирования с помощью электрода-инструмента. При этом на рабочую поверхность вкладыша сначала наносят слой из серебра при энергии импульса Wu=0,1-0,3 Дж, затем на слой из серебра наносят слой покрытия из свинца при энергии импульса Wu=0,3-0,4 Дж, а после на слой из свинца наносят еще один слой покрытия из серебра при энергии импульса Wu=0,04-0,10 Дж. Изобретение обеспечивает улучшение условий прирабатываемости вкладышей подшипников скольжения, повышает их надежность и долговечность в работе. 11 ил., 3 табл.
Способ обработки вкладышей подшипников скольжения, включающий нанесение на вкладыш комплексного электроэрозионного покрытия, содержащего слой из серебра, методом электроэрозионного легирования с помощью электрода-инструмента, отличающийся тем, что на рабочую поверхность вкладыша с помощью электрода-инструмента наносят слой электроэрозионного покрытия из серебра при энергии импульса Wu=0,1-0,3 Дж, затем на слой из серебра таким же методом наносят слой покрытия из свинца при энергии импульса Wu=0,3-0,4 Дж, после чего на слой из свинца наносят еще один слой электроэрозионного покрытия из серебра при энергии импульса Wu=0,04-0,10 Дж.
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299790C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПОДШИПНИКА | 1992 |
|
RU2064615C1 |

