Описание
Настоящее изобретение относится к области обработки термопластичных полимеров, в частности, настоящее изобретение относится к способу производства уплотненного материала, пригодного для применения в термопластичных полимерах, без стадии компаундирования, а также к уплотненному материалу, полученному этим способом, и к его применению в термопластичных полимерах.
Компаундирование заключается в приготовлении пластических композиций смешением и/или блендированием полимеров и добавок в расплавленном состоянии. Имеются различные критические критерии для достижения гомогенной смеси разных исходных материалов. Диспергирующее и распределяющее смешение, а также нагрев являются важными факторами. Смешивающие устройства и двойные шнеки (вращающиеся в одном и в противоположных направлениях), а также закрытые смесители являются наиболее широко используемыми устройствами для компаундирования в промышленности пластмасс.
В течение десятилетий промышленность обработки термопластиков использует для приготовления композиций модифицированных термопластичных смол добавки, которые являются в значительной степени вводимыми в полимерную смолу путем методов компаундирования, требующих формирования промежуточных продуктов, называемых маточными смесями/концентратами или компаундами.
Например, WO 95/17441 раскрывает способ приготовления готового продукта термопластичной смолы, включающий приготовление термопластичных гранул для смешения их с термопластичной смолой.
WO 01/58988 раскрывает способ приготовления маточных смесей или концентратов минеральных наполнителей для получения термопластичных материалов с высоким содержанием наполнителя.
Однако согласно этим документам невозможно получить полимерный готовый продукт, имеющий хорошо диспергированные первичные порошковые компаунды, в обычных одношнековых устройствах для компаундирования. Вернее, требуется получить промежуточный продукт подобный маточной смеси или концентрату, т.е. невозможно диспергировать мелкие первичные порошки на обычных одношнековых машинах без стадии промежуточного компаундирования.
В этом отношении более поздние документы, такие как WO 2007/066362, описывают способ смешения и устройство с только одним входом материала, в то время как другие, подобные ЕР 1156918, WO 2005/108045 или WO 2005/065067, относятся к экструдерам или элементным перемешивающим устройствам.
Однако еще имеется потребность в легком и эффективном способе получения добавок из первичных порошков, которые пригодны для того, чтобы быть введенными в термопластичные полимеры без необходимости в каких-либо промежуточных стадиях.
Соответственно, первой задачей настоящего изобретения является предложить способ получения материалов, пригодных для введения в термопластичные полимеры, путем непрерывного или прерывающегося процесса, причем первичный порошковый материал, подлежащий введению в термопластичный полимер, может быть хорошо диспергирован в обычном одношнековом экструдере.
Эта задача достигается способом согласно настоящему изобретению, а именно способом получения уплотненного материала, отличающимся тем, что он включает следующие стадии:
a) обеспечения по меньшей мере одним первичным порошковым материалом;
b) обеспечения по меньшей мере одним расплавленным полимером для обработки поверхности;
c) одновременной или последовательной подачи по меньшей мере одного первичного порошкового материала и по меньшей мере одного расплавленного полимера для обработки поверхности в высокоскоростной блок смешения цилиндрической камеры обработки;
d) смешения по меньшей мере одного первичного порошкового материала и по меньшей мере одного расплавленного полимера для обработки поверхности в высокоскоростном смесителе;
e) передачи смешанного материала, полученного на стадии d), в блок охлаждения.
Не желая быть связанным какой-либо теорией, заявитель считает, что уплотненный материал может быть хорошо диспергирован в термопластичном полимере, т.е. без образования каких-либо агломератов, при использовании обычного оборудования благодаря сочетанию двух факторов, а именно, использованию высокоскоростных смесителей в сочетании с использованием для обработки поверхности полимеров, которые способны образовывать тонкие слои вокруг сингуляризованных частиц первичного порошка, которые полностью покрывают поверхности частиц, давая в результате уплотненный материал с обработанной поверхностью. Сингуляризованные и покрытые частицы могут затем образовывать рыхлые конгломераты, но являются все же разделенными полимерными поверхностными слоями. Это является желаемой стадией уплотнения. Результатом уплотнения является повышение объемной плотности, улучшение текучести и подавление пыли, что описано более подробно ниже.
“Хорошо диспергированный” означает, что дисперсии, которые визуально проверяют на прижатой пленке под бинокулярной лупой с увеличением в 50 раз для каждой полученной дисперсии, показывают отсутствие черных пятен, соответствующих матриксу полимеров, и отсутствие белых пятен, соответствующих первичным порошкам.
Под “уплотненным материалом” понимается сыпучий материал, состоящий из конгломерата множества отдельных частиц, образующих материал со средним размером частиц, лежащим в интервале от 10 мкм до 10 мм, измеренным ситовым анализом при использовании набора сит Retsch AS 200 согласно стандарту ISO 3310.
В предпочтительном осуществлении агент для обработки поверхности, предпочтительно по меньшей мере один агент для обработки поверхности, дополнительно подают одновременно с подачей или после подачи по меньшей мере одного первичного порошкового продукта в высокоскоростной блок смешения цилиндрической камеры обработки. Агент для обработки поверхности предпочтительно является жидким или ожиженным, главным образом его подают в расплавленном состоянии.
Главное различие между агентом для обработки поверхности и полимером заключается в том, что агенты для обработки поверхности химически присоединены первичным порошком. Предпочтительно они служат, среди прочего, для того, чтобы изменить поверхностное натяжение порошка и таким образом их гидрофобность. С другой стороны, как упомянуто ниже, в качестве агента для обработки поверхности могут быть также использованы воски, которые не соединяются химически, но, в частности, служат для того, чтобы улучшить диспергирование, и, главным образом, понизить вязкость высоковязких полимеров для обработки поверхности.
В отличие от этого полимеры для обработки поверхности используются для того, чтобы разделять единичные частицы в уплотненном материале, и не присоединяются химически к поверхности первичных порошковых частиц.
Согласно настоящему изобретению полимеры для обработки поверхности предпочтительно имеют вязкость при 170°С выше 500 мПа·с, тогда как вязкость при 170°С агента для обработки поверхности ниже 500 мПа·с.
Способ согласно настоящему изобретению кроме того предусматривает использование очень низких концентраций продуктов для обработки поверхности, т.е. полимера для обработки поверхности и агента для обработки поверхности, таких как концентрации в интервале от 2% до 10% масс. в расчете на массу полученного уплотненного материала, снижение отрицательного влияния на базовый термопластичный полимер и повышение их совместимости.
Кроме того может быть выгодно, чтобы перед стадией е), т.е. перед тем как смешанный материал, полученный на стадии d), передают в блок охлаждения, он был перенесен во второй блок смешения.
В этом втором блоке смешения необязательно добавляют к смешанному материалу со стадии d) и смешивают с ним по меньшей мере один расплавленный полимер для обработки поверхности.
Следующее осуществление способа согласно изобретению заключается в том, что температура первичного порошкового материала находится между 20°С и 300°С, предпочтительно между 60°С и 250°С.
В этом отношении температура необязательного агента для обработки поверхности, который может быть добавлен, находится между 20°С и 300°С, предпочтительно между 60°С и 250°С и, более предпочтительно, между 60°С и 120°С.
Однако максимальная температура должна быть ниже температуры разложения любого из ингредиентов.
Первичный порошок согласно изобретению может быть любым порошком, который получают такими способами, как химические реакции, измельчение или размол, с первичной обработкой или без первичной обработки поверхности, например, жирными кислотами, такими как стеариновая кислота, пальмитиновая кислота и т.п.
Он может быть природным или синтетическим.
В предпочтительном осуществлении способа согласно изобретению первичным порошковым материалом является неорганический порошок.
Тогда неорганический порошок может быть выбран из группы, включающей природный измельченный карбонат кальция (ИКК); осажденный карбонат кальция (ОКК); содержащие карбонат кальция минералы, такие как доломит, смешанные наполнители на основе карбоната, такие как кальций, связанный с минералом, содержащим магний, такой как тальк или глина; слюду, и их смеси, такие как смеси тальк-карбонат кальция или карбонат кальция-каолин; или смеси природного измельченного карбоната кальция с гидроксидом алюминия, слюдой или с синтетическими или натуральными волокнами; или совместные структуры минералов, такие как совместные структуры тальк-карбонат кальция или тальк-диоксид титана.
Предпочтительно неорганическим порошком является природный измельченный карбонат кальция (ИКК) или осажденный карбонат кальция (ОКК), или смесь ИКК и ОКК, или смесь ИКК, ОКК и глины, или смесь ИКК, ОКК и талька, или тальк, или слюда.
В предпочтительном осуществлении неорганический порошок выбирают из ИКК, который предпочтительно выбирают из группы, включающей мрамор, мел, кальцит и известняк; из ОКК, который предпочтительно выбирают из группы, включающей арагонитовые ОКК, ватеритовые ОКК, кальцитовые ОКК, ромбоэдрический ОКК, скалеэдрический ОКК и их смеси.
В другом осуществлении первичным порошковым материалом является органический порошок.
Тогда органический порошок предпочтительно выбирают из группы, включающей древесную муку и модифицированный крахмал.
Расплавленный полимер для обработки поверхности должен благоприятно иметь такую вязкость, как между 500 и 400000 мПа·с, более предпочтительно между 1000 и 100000 мПа·с при 170°С. Его предпочтительно выбирают из группы, включающей сополимеры этилена, например сополимеры этилен-1-октен, полипропилены на металлоценовой основе, гомополимеры полипропилена, предпочтительно аморфные гомополимеры полипропилена.
Необязательный агент для обработки поверхности преимущественно выбирать из группы, включающей стеариновую кислоту, оксид цинка, синтетический парафиновый воск, полиэтиленовый металлоценовый воск и полипропиленовый воск.
Должно быть отмечено, что обычные функциональные компоненты, подобные модификаторам ударопрочности, стабилизаторам и т.д., могут быть включены во время процесса смешения или в готовый уплотненный материал с обработанной поверхностью, а также в конечный продукт, т.е. в компаундированную термопластичную смолу.
Преимущество способа согласно настоящему изобретению заключается в том факте, что он является недорогим производственным процессом, дающим в результате более дешевый конечный продукт.
Это, среди прочего, обусловлено тем фактом, что уплотненный материал с обработанной поверхностью способен обрабатываться на обычном одношнековом оборудовании обработки пластмасс без необходимости компаундировать этот поверхностно обработанный материал.
Так, среди различных вариантов и осуществлений способа согласно настоящему изобретению цилиндрическая камера обработки предпочтительно содержит одно одношнековое высокоскоростное перемешивающее устройство в горизонтальном или вертикальном положении.
Особо используемыми в настоящем изобретении являются обычные доступные в продаже цилиндрические камеры обработки, содержащие одношнековое высокоскоростное перемешивающее устройство, имеющие, например, следующие параметры: длина 350 мм, диаметр 90 мм при 1000-4000 об/мин; длина 1200 мм, диаметр 230 мм при 400-3000 об/мин; длина 150 мм, диаметр 150 мм при 600-1300 об/мин.
Предпочтительно отношение длина:диаметр составляет от 1:1 до 6:1, более предпочтительно от 2:1 до 5:1, в особенности от 3:1 до 4:1.
Таким образом, обычные способы компаундирования, такие как способы, использующие двухшнековые или фарреловские непрерывные смесители, смесильные машины, периодические смесители Бенбери, или другое эквивалентное оборудование, могут быть исключены.
Второй аспект настоящего изобретения относится к уплотненному материалу с обработанной поверхностью, полученному способом согласно настоящему изобретению.
Уплотненный материал с обработанной поверхностью согласно изобретению предпочтительно отличается тем, что он является полностью повторно диспергируемым в термопластичной полимерной матрице без какой-либо стадии компаундирования. Под “полностью диспергируемым” понимается, что дисперсии, которые оценивают визуально на прессованной пленке под бинокулярной лупой с увеличением 50 для каждой полученной дисперсии, показывают отсутствие черных пятен, соответствующих матриксу полимеров, и отсутствие белых пятен, соответствующих первичным порошкам.
Такие уплотненные материалы с обработанной поверхностью преимущественно являются непылящими. Такой непылящий уплотненный материал предпочтительно имеет остаток на сите более 80% масс., предпочтительно более 90% масс., на 45 мкм сите согласно стандарту ISO 3310, измеренный ситовым анализом с использованием набора сит Retsch AS 200.
В уплотненном материале с обработанной поверхностью содержание первичного порошкового материала преимущественно составляет от 50 до 99% масс., предпочтительно от 60 до 98% масс., более предпочтительно от 75 до 95% масс., наиболее предпочтительно от 80 до 90% масс., например, 85% масс.
Например, если первичным порошком является ИКК, он может присутствовать в уплотненном материале с обработанной поверхностью в количестве от 75 до 98% масс., предпочтительно от 86 до 92% масс. Если первичным порошком является тальк, то особо предпочтительно, если он присутствует в уплотненном материале с обработанной поверхностью в количестве от 75 до 90% масс., более предпочтительно от 76 до 87% масс.
Содержание полимера для обработки поверхности в уплотненном материале обычно составляет от 1 до 50% масс., предпочтительно от 2 до 40% масс., более предпочтительно от 5 до 25% масс., главным образом от 8 до 14% масс., например, от 10 до 13% масс.
Если в уплотненном материале согласно настоящему изобретению используется агент для обработки поверхности, его содержание обычно зависит от удельной площади поверхности первичного порошка. Преимущественно он присутствует в количестве от 0,01 до 10% масс., предпочтительно от 0,1 до 7% масс., более предпочтительно от 0,5 до 5% масс., например, от 1 до 3% масс. Например, если первичным порошком является ИКК, агент для обработки поверхности обычно присутствует в количестве от 0,01% масс. до 10% масс., предпочтительно от 0,1% масс. до 3% масс. в расчете на общую массу уплотненного материала.
Типичный пример уплотненного материала согласно изобретению включает 90% масс. первичного порошка, 9,5% масс. полимера для обработки поверхности и 0,5% масс. агента для обработки поверхности.
Третий аспект настоящего изобретения относится к применению полученных уплотненных материалов в качестве добавок к термопластичным полимерам.
Следовательно, изобретение позволяет равномерно диспергировать уплотненные материалы в термопластичных полимерах при любой концентрации уплотненного материала в интервале от 0,1 до 80% масс., предпочтительно от 1 до 50% масс., и более предпочтительно от 5 до 30% масс., без необходимости приготовления промежуточных маточных смесей, называемых также концентратами и/или компаундами, для образования конечных полимерных продуктов.
Следующим аспектом изобретения является применение уплотненного материала с обработанной поверхностью согласно изобретению в качестве добавки в термопластичных полимерах, а также способ получения термопластичных материалов прямым добавлением уплотненного материала с обработанной поверхность в конечные термопластичные полимеры.
Уплотненные материалы с обработанной поверхностью согласно изобретению могут быть использованы при производстве или обработке любых обычных термопластичных полимеров, в особенности полиолефиновых, полистирольных, поливинильных или полиакриловых полимеров и/или сополимеров. Например, уплотненный материал с обработанной поверхностью согласно настоящему изобретению может быть использован в таких полимерах, как полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилен высокой плотности (HDPE), полипропилен (РР), такой как полипропиленовые гомополимеры, статистический полипропилен, гетерофазный полипропилен или блок-сополимеры, включающие полипропиленовые звенья, полистирол (PS), ударопрочный полистирол (HIPS) и полиакрилат.
В этом отношении уплотненный материал с обработанной поверхностью может служить как добавка при производстве пленок экструзией с раздувом, листов, трубных профилей, и в таких процессах, подобных экструзии труб, профилей, кабельных волокон или подобных прямому прессованию, литьевому формованию, формованию листовых термопластов, формованию раздувом, центробежному формованию, и т.п.
Наконец, дополнительным аспектом изобретения являются термостойкие полимеры, содержащие уплотненные материалы согласно изобретению.
Объем и выгода изобретения будут лучше восприниматься благодаря следующим примерам, которые предназначены для того, чтобы проиллюстрировать некоторые осуществления изобретения, а не являются ограничительными.
Описание фигур
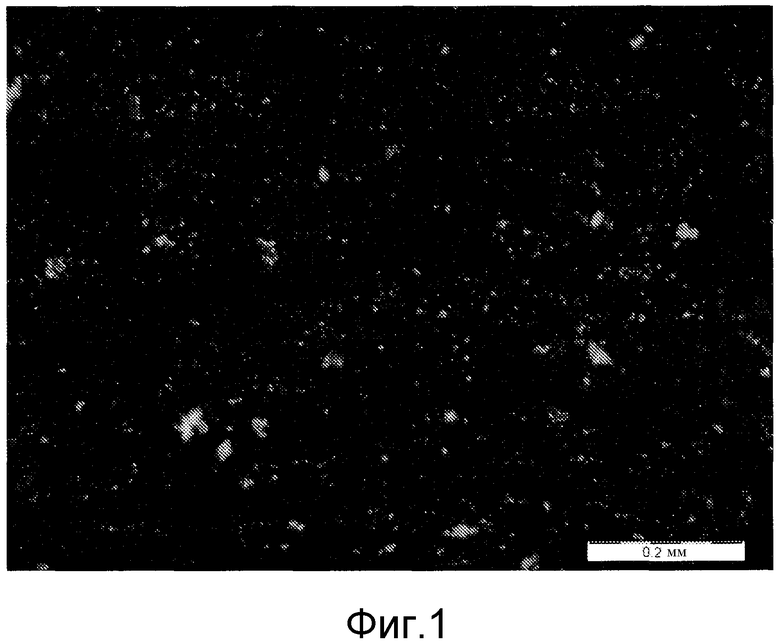
Фиг. 1 представляет микроскопическую картину исходного порошка примера 1.
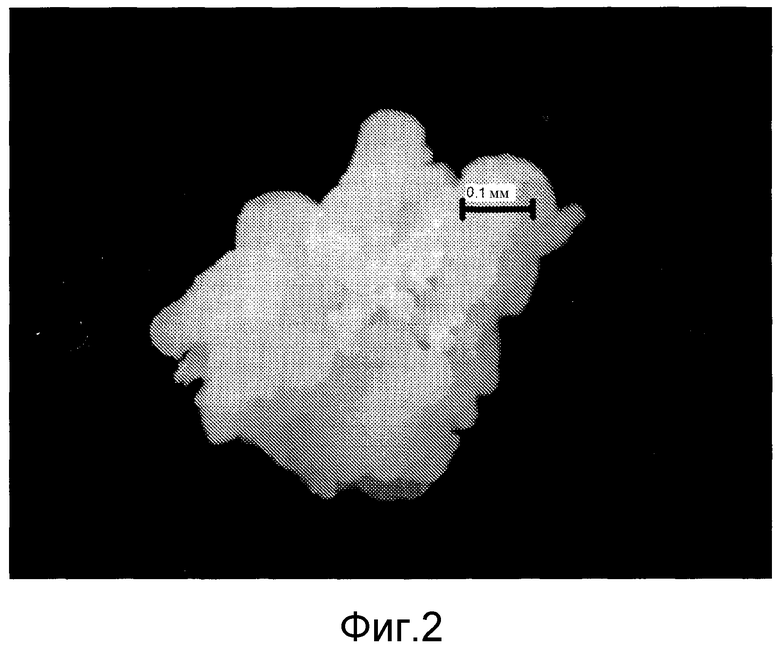
Фиг. 2 представляет микроскопическую картину уплотненного материала примера 1.
ПРИМЕРЫ
Пример 1
Этот пример относится к получению непылящего уплотненного материала с обработанной поверхностью согласно настоящему изобретению.
Использовали горизонтальный смеситель-гранулятор с кольцевым слоем, а именно Amixon RMG 30 с рабочей длиной 1200 мм и диаметром 230 мм, оборудованный тремя подающими головками последовательно и одним каналом выхода. Цилиндр был закрыт нагревающей/охлаждающей двойной стенкой. Обработка поверхности и уплотнение достигались вращением цилиндрического снабженного шпеньками шнека.
Компонент А (первичный порошковый материал)
Природный карбонат кальция (ИКК) со средним размером частиц 2,7 мкм, обработанный 0,5% масс. стеариновой кислоты, предварительно нагревали до 110°С и подавали гравиметрически в первое подающее отверстие со скоростью 22,6 кг/ч.
Компонент В (полимер для обработки поверхности)
Компонент В вводили в жидком состоянии при температуре 230°С через подающее отверстие 2 с требуемой скоростью (кг/ч) относительно компоненту А, поверхность которого обрабатывается, в данном примере 2,4 кг/ч.
Компонент В состоит из смеси:
- 80% масс. сополимера этилен-1-октен (например, Affinity GA 1900/Dow), плотность (ASTM D792) 0,87 г/см3;
- 20% масс. полипропиленового воска на металлоценовой основе (например, Licocene PP-1302/Clariant), плотность (23°C, ISO 1183) 0,87 г/см3.
Смешение
Обработку поверхности и уплотнение проводили в смесителе-грануляторе с кольцевым слоем при 180°С и скорости шнека 800 об/мин.
Продукт с обработанной поверхностью покидает смеситель-гранулятор через выходное отверстие и передается под действием силы тяжести для уплотнения и охлаждения во второй смеситель-гранулятор с кольцевым слоем, работающий при температуре 140°С и скорости шнека 400 об/мин. В данном примере оба блока имеют идентичные величины и размеры. Полученный в результате уплотненный материал с обработанной поверхностью покидает блок через выходное отверстие, не содержит пыли и является свободно текущим.
Применение
Поверхностно обработанный/уплотненный материал имеет концентрацию карбоната кальция (ИКК) 90,5% масс. Качество обработки поверхности оценивали по степени повторного диспергирования, когда экструдировали смесь уплотненного материала и чистого полимера.
Именно в этом примере для получения пленки экструзией с раздувом использовали LLDPE (Dowlex NG 5056G/Dow), добавляя 17% масс. уплотненного материала и 83% масс. указанного LLDPE.
Использованным из-за этого оборудованием был обычный одношнековый экструдер Коллина типа E-25P, оборудованный головкой для экструзии пленки с раздувом диаметром 60 мм и толщиной 1,2 мм. Температурный профиль экструдера составлял 220оС, скорость шнека 70 об/мин.
Оба продукта, смолу LLDPE и уплотненный материал, подавали гравиметрическим дозированием. Полученная пленка имела толщину 40 мкм.
Для сравнения маточную смесь стандартного типа, LLDPE -карбонат кальция, содержащую 70% масс. карбоната кальция (Omyalene 2011A/Omya), обрабатывали в идентичных условиях и при такой же конечной концентрации карбоната кальция в пленке.
Полученные пленки для обоих продуктов, уплотненного материала и Omyalene 2011A, визуально контролировали под бинокулярной лупой с увеличением 50 и нашли несодержащими какие-либо недиспергированные агломераты. Для дополнительной оценки оба образца полученной экструзией с раздувом пленки, содержащей 17% масс. уплотненного материала и 22% масс. маточной смеси (Omyalene 2011A), соответственно, испытывали тестом на сбрасывание (ASTM D1709) и тестом на сопротивление разрыву по Элемендорфу (ISO 6383-2).
Испытание на сопротивление разрыву по Элемендорфу (ISO 6183-2)
Пленка, полученная с уплотненным материалом, имела величину сбрасывания 620 г и сопротивление разрыву 710 сН и 810 сН в направлении машины и в поперечном направлении.
Пленка, содержащая маточную смесь, имела величину сбрасывания 630 г и сопротивление разрыву 670 сН и 880 сН в направлении машины и в поперечном направлении.
Эти результаты подтверждают полное и равномерное диспергирование карбоната кальция (ИКК) уплотненного материала, когда он обработан на стандартном одношнековом экструдере.
Свойства свободной текучести уплотненного материала
Результатами являются:
Размер частиц
Оценка согласно ISO 3210:
Эти результаты подтверждают, что уплотненный материал примера 1 является не содержащим пыль и свободно текущим.
Эффект способа также ясно показан при рассмотрении фиг. 1, являющейся микроскопической картиной исходного порошка, и фиг. 2, являющейся микроскопической картиной уплотненного материла примера 1.
Пример 2
Для обработки поверхности и охлаждения использовали такие же оборудование и технологические параметры, как в примере 1.
Компонент А (первичный порошковый материал)
Порошок природного талька со средним размером частиц 10 мкм (Finntalc M30SL/Mondo Minerals) подавали гравиметрически в подающее отверстие 1 со скоростью 20 кг/ч.
Компонент В (полимер для обработки поверхности)
Компонент В вводили в жидком состоянии при температуре 230°С через подающее отверстие 2 со скоростью 5 кг/ч.
Компонент В состоит из смеси:
- 90% масс. РР на основе металлоцена (например, Metocene HM 1425/Lyondel-Basell),
- 10% масс. стеарата Zn (например, Zincum 5/Baerlocher).
Полученный поверхностно обработанный и уплотненный материал содержит 80% масс. талька, не содержит пыль и является свободно текущим.
Применение
Степень диспергируемости оценивали путем экструдирования смеси 20% масс. уплотненного материала и 80% масс. чистого полимера. Экструзию проводили на обычном одношнековом экструдере Коллина типа E-25P, оборудованном плоской головкой (отверстие 2×20 мм) при температурном профиле 190°С и скорости шнека 80 об/мин. Полученную в результате полосу затем прессовали на горячем прессе в лист толщиной 0,2 мм.
Для этого примера использовали в виде чистых полимеров полипропиленовый гомополимер типа TM6100K/Montell и HDPE Hostalene GC 7200/Clariant.
При визуальном обследовании прессованных листов под бинокулярной лупой с увеличением 50 не могли быть обнаружены ни агломераты, ни недиспергированные частицы, и дисперсия могла быть оценена как превосходная для обоих полимеров.
Свойства свободной текучести уплотненного материала оценивали по стандарту DIN-53492
Результатами являются:
Пример 3
Для обработки порошка использовали высокоскоростной смеситель периодического действия от MTI-Mischtechnik Industrieanlagen GmbH типа LM 1,5/2,5/5 с 2,5 л резервуаром и состоящим из трех частей стандартным перемешивающим устройством. Смеситель нагревали до 175°С. 364 г карбоната кальция, подобного использованному в примере 1, загружали в резервуар. Резервуар закрывали и смеситель запускали на 2 мин при 700 об/мин. Затем смеситель открывали и к предварительно нагретому порошку добавляли 32 г полипропиленового гомополимера с плотностью 0,86 г/мл и температурой плавления (ДСК) 152°С плюс 4 г оксида цинка типа Barlocher Zincum 5. Смеситель вновь закрывали и запускали на 12 мин при 700 об/мин.
Чтобы испытать дисперсию полученного обработанного порошка, использовали лабораторный экструдер Коллина FT-E20T-IS со стандартным шнеком и стандартной головкой для ленты. Все зоны нагрева нагревали до 175°С, и экструдер работал при 100 об/мин. 80% масс. HDPE типа Lyondell-Basell Hostalen GC 7260 и 20% масс. полученного порошка непрерывно подавали в экструдер гравиметрической дозирующей системой. Затем 10 г экструдированной ленты подвергали прямому прессованию между двумя пластинами из хромированной стали при 190°С. Полученная пленка проверялась оптически под бинокулярной лупой с увеличением 50 и не показала видимых агломератов.
Пример 4
Уплотненный материал примера 1, содержащий 90,5% масс. природного карбоната кальция и 9,5% масс. полимера для обработки поверхности, оценивали на применение в полистироле при экструзии листов.
Использовали полистирол общего назначения от BASF типа 158К (GPPS) и высокоударопрочный полистирол от BASF типа 486М (HIPS). 56% масс. каждого полистирола добавляли к 44% масс. указанного уплотненного материала.
Оба компонента непрерывно гравиметрически дозировали в питательный бункер работающего экструдера. В случае GPPS общая скорость питания составляла 15,6 кг/ч, а в случае HIPS она составляла 14,7 кг/ч. Обычный одношнековый экструдер Коллина типа Е25Р с плоской головкой Коллина для экструзии пленки и коллиновским полировочным блоком использовали для получения листа шириной 250 мм и толщиной 1 мм. Температурный профиль экструдера был 180°С, 195°С, 230°С, 230°С и 230°С. Головку экструдера держали при температуре 230°С, а валы каландра при 100°С. Зазор головки составлял 1,2 мм, а ширина зазора каландрующих валов была 1,0 мм. Скорость линии устанавливали 0,8 м/мин. Шнек запитывали снизу со скоростью 160 об/мин. При этих параметрах могли быть получены листы без агломератов, видимых под бинокулярной лупой с увеличением 50.
10 г каждого экструдированного листа подвергали прямому прессованию между двумя пластинами из хромированной стали при 190°С. Полученная пленка проверялась оптически под бинокулярной лупой с увеличением 50 и не показала видимых агломератов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, ПОЛУЧЕННАЯ СПОСОБОМ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ СУСПЕНЗИИ НАПОЛНИТЕЛЯ | 2014 |
|
RU2658044C2 |
| УПЛОТНЕННЫЙ МАТЕРИАЛ С ОБРАБОТАННОЙ ПОВЕРХНОСТЬЮ | 2015 |
|
RU2678067C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОМПОЗИЦИЯ ПРОКЛАДОК ДЛЯ ЗАЩИТЫ ОТ КАМЕНИСТОЙ ПОРОДЫ ИЗ ВСПЕНЕННОГО ПВХ-П | 2015 |
|
RU2700869C2 |
| НЕЙТРАЛИЗАЦИЯ ПОСРЕДСТВОМ НАПОЛНИТЕЛЯ | 2010 |
|
RU2536206C2 |
| СУСПЕНЗИИ ОБРАБОТАННОГО ЛАТЕКСОМ НАПОЛНИТЕЛЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В БУМАЖНОМ ПРОИЗВОДСТВЕ | 2008 |
|
RU2415986C1 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ВТОРИЧНОГО ПОЛИЭТИЛЕНА ИЗ ОТХОДОВ КАБЕЛЯ | 2015 |
|
RU2669370C9 |
| МНОГОФИЛАМЕНТНЫЕ СЛОЖНОПОЛИЭФИРНЫЕ ВОЛОКНА | 2015 |
|
RU2663147C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МАТЕРИАЛА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ НАПОЛНИТЕЛЯ | 2014 |
|
RU2625232C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ НАПОЛНЕННОЙ КОМПОЗИЦИИ СИЛИКОНОВОГО КАУЧУКА | 2005 |
|
RU2374273C2 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
Настоящее изобретение относится к области обработки термопластичных полимеров, в частности к способу приготовления уплотненного материала, пригодного для применения в термопластичных полимерах без стадии компаундирования, а также к уплотненному материалу, полученному этим способом, и к его применению в термопластичных полимерах. Способ получения уплотненного материала с обработанной поверхностью включает стадии a) обеспечения по меньшей мере одним первичным порошковым материалом; b) обеспечения по меньшей мере одним расплавленным полимером для обработки поверхности; c) одновременной или последовательной подачи по меньшей мере одного первичного порошкового материала и по меньшей мере одного расплавленного полимера для обработки поверхности в высокоскоростной блок смешения с цилиндрической камерой обработки; d) смешения по меньшей мере одного первичного порошкового материала и по меньшей мере одного расплавленного полимера для обработки поверхности в высокоскоростном смесителе; e) передачи смешанного материала, полученного на стадии d), в блок охлаждения. Изобретение обеспечивает повышение объемной плотности, улучшение текучести и подавление пыли. 5 н. и 16 з.п. ф-лы, 2 ил., 4 пр.
1. Способ получения уплотненного материала с обработанной поверхностью, отличающийся тем, что он включает следующие стадии, на которых:
a) обеспечивают по меньшей мере один первичный порошковый материал;
b) обеспечивают по меньшей мере один расплавленный полимер для обработки поверхности;
c) одновременно или последовательно подают указанный по меньшей мере один первичный порошковый материал и указанный по меньшей мере один расплавленный полимер для обработки поверхности в высокоскоростной блок смешения цилиндрической камеры обработки;
d) смешивают указанный по меньшей мере один первичный порошковый материал и указанный по меньшей мере один расплавленный полимер для обработки поверхности в указанном высокоскоростном смесителе;
e) передают смешанный материал, полученный на стадии d), в блок охлаждения.
2. Способ по п. 1, отличающийся тем, что по меньшей мере один агент для обработки поверхности подают одновременно с подачей по меньшей мере одного первичного порошкового продукта в высокоскоростной блок смешения цилиндрической камеры обработки или после указанной подачи.
3. Способ по любому из пп. 1 или 2, отличающийся тем, что перед стадией е) смешанный материал, полученный со стадии d), передают во второй блок смешения.
4. Способ по п. 3, отличающийся тем, что по меньшей мере один расплавленный полимер для обработки поверхности добавляют к смешанному материалу стадии d) и смешивают с ним во втором блоке смешения.
5. Способ по любому из пп. 1-2, отличающийся тем, что температура первичного порошкового материала находится между 20ºС и 300ºС, предпочтительно между 60ºС и 250ºС.
6. Способ по любому из пп. 1-2, отличающийся тем, что температура агента для обработки поверхности находится между 20ºС и 300ºС, предпочтительно между 60ºС и 250ºС, более предпочтительно между 60ºС и 120ºС.
7. Способ по любому из пп. 1-2, отличающийся тем, что первичным порошковым материалом является неорганический порошок.
8. Способ по п. 7, отличающийся тем, что неорганический порошок выбирают из группы, включающей природный измельченный карбонат кальция (ИКК); осажденный карбонат кальция (ОКК); содержащие карбонат кальция минералы, такие как доломит; смешанные наполнители на карбонатной основе, такие как кальций, связанный с минералом, содержащим магний, такой как тальк, или с глиной; слюду; и смеси таковых, такие как тальк-карбонат кальция или смеси карбонат кальция-каолин; или смеси природного измельченного карбоната кальция с гидроксидом алюминия, слюдой или с синтетическими или натуральными волокнами; или совместные структуры минералов, такие как совместные структуры тальк-карбонат кальция или тальк-диоксид титана.
9. Способ по п. 8, отличающийся тем, что неорганическим порошком является природный измельченный карбонат кальция (ИКК) или осажденный карбонат кальция (ОКК), или смесь ИКК и ОКК, или смесь ИКК и ОКК и глины, или смесь ИКК и ОКК и талька, или тальк, или слюда.
10. Способ по п. 8, отличающийся тем, что неорганический порошок выбирают из ИКК, выбранного из группы, включающей мрамор, мел, кальцит и известняк; ОКК, выбранного из группы, включающей арагонитовый ОКК, ватеритовый ОКК, кальцитовый ОКК, ромбоэдрический ОКК, скаленоэдрический ОКК и их смеси.
11. Способ по любому из пп. 1-2, отличающийся тем, что первичным порошковым материалом является органический порошок.
12. Способ по п. 11, отличающийся тем, что органический порошок выбирают из группы, включающей древесную муку и модифицированный крахмал.
13. Способ по любому из пп. 1-2, отличающийся тем, что расплавленный полимер для обработки поверхности выбирают из группы, включающей сополимеры этилена, например, сополимеры этилен-1-октен, полипропилены на основе металлоценов, гомополимер полипропилена, предпочтительно аморфные гомополимеры полипропилена.
14. Способ по любому из пп. 1-2, отличающийся тем, что агент для обработки поверхности выбирают из группы, включающей стеариновую кислоту, оксид цинка, синтетический парафиновый воск, полиэтиленовый металлоценовый воск и полипропиленовый воск.
15. Способ по любому из пп. 1-2, отличающийся тем, что уплотненный материал с обработанной поверхностью является обрабатываемым на одношнековом оборудовании для обработки пластиков.
16. Уплотненный материал с обработанной поверхностью, полученный по любому из пп. 1-15.
17. Уплотненный материал с обработанной поверхностью по п. 16, отличающийся тем, что он является полностью повторно диспергируемым в термопластичных полимерных матриксах без этапа компаундирования.
18. Уплотненный материал с обработанной поверхностью по любому из пп. 16-17, отличающийся тем, что он является непылящим.
19. Применение уплотненного материала по любому из п.п. 16-18 в качестве добавки к термопластичным полимерам.
20. Способ получения термопластичных полимеров прямым введением уплотненного материала по любому из пп. 16-18 в готовый термопластичный полимер.
21. Термопластичные полимеры, включающие уплотненные материалы по любому из пп. 16-18.
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 2005049346 A1, 03.03.2005 | |||

