Изобретение относится к производству колюще-режущих заградительных лент, используемых для сооружения барьеров безопасности, предназначенных для предотвращения неправомерного проникновения на режимные объекты.
Известен способ изготовления колюще-режущей ленты (по патенту UA95130, дата подачи заявки 14.08.2009), выбранный в качестве прототипа, заключающийся в том, что из сплошной широкой металлической полосы изготавливают колюще-режущую ленту путем пробивки овальных отверстий по ширине заготовки и прорезки в шахматном порядке перемычек между краями смежных по длине овальных отверстий для образования противоположных пар элементов. Каждый элемент состоит из основания и противоположно направленных зубцов, расположенных с внешних сторон элемента, а остриями каждого из зубцов являются углы, образованные между внешней стороной и сторонами элемента. Штамп состоит из матрицы и пуансона, который содержит несколько пар пробивных элементов, каждый из которых состоит из двух последовательных овальных в сечении пальчиковых пробивных элементов, и прямоугольные в сечении пробивные элементы.
Недостатком способа является использование сложного и дорогостоящего оборудования, штампов для изготовления ленты. Недостатком известной колюще-режущей ленты является ее недостаточная поперечная прочность и упругость плоской ленты.
Известна колюще-режущая лента (по патенту RU2412774), выбранная в качестве прототипа, образованная из металлической полосы и содержит центральный участок с противоположно направленными парами основных поражающих элементов, целостно сформированных с ней и расположенных в одной плоскости вдоль центрального участка ленты с равномерным шагом. Каждый основной поражающий элемент в паре состоит из основы и противоположно направленных зубцов, выполненных на боковых сторонах этого элемента. Центральный участок ленты армирован упругим элементом в виде проволоки, закрепленной и удерживающейся на ленте завальцоваными кромками центрального участка.
Ее недостатком является использование армирующего элемента - проволоки. Это усложняет изготовление и повышает металлоемкость ленты. Поражающие элементы, разделенные внутренним пространством, могут быть изготовлены вырубкой, что требует использования дополнительного оборудования и штампов. Наличие внутреннего пространства между поражающими элементами, на котором выполняется завальцовка, снижает поперечную прочность ленты и делает невозможным ее использование без армирующей проволоки.
Техническим результатом настоящего изобретения является упрощение и повышение технологичности производства колюще-режущей ленты, повышение поперечной прочности ленты.
Технический результат достигается в колюще-режущей ленте, имеющей зубцы, образованные надрезанными загнутыми краями ленты, и образующей, по крайней мере, одно продольное ребро жесткости в центральной части. Под ребром жесткости здесь понимается одна или несколько складок ленты (гофров), имеющих одну или более плоских или криволинейных поверхностей (граней), полученная путем гибки ленты для улучшения прочностных характеристик материала и способности материала сопротивляться образованию деформации. Продольное ребро жесткости имеет плоское, в одну или в несколько складок, или V-образное, или П-образное, или М-образное, или ∆-образное, или U-образное, или O-образное поперечное сечение. Ряды зубцов расположены со сдвигом друг относительно друга в продольном направлении. Края ленты содержат засечки. Колюще-режущая лента образует боковые грани с зубцами. Боковые грани поджаты с внешней стороны к продольному ребру жесткости.
Технический результат достигается в способе изготовления колюще-режущей ленты включающем ее прокат через набор фальцевых роликов, при котором: формируют, по крайней мере, одно продольное ребро жесткости в центральной части; выполняют надрезы по краям ленты; выполняют зубцы отгибанием надрезов края ленты. При прокате через набор фальцевых роликов формируют боковые грани.
Изобретение поясняется рисунками:
фиг. 1-3 - плоское, в одну складку, продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
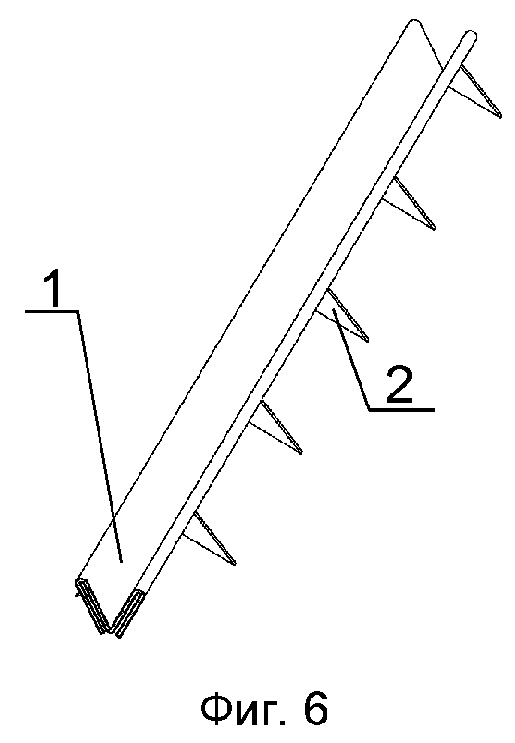
фиг. 4-6 - V-образное продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
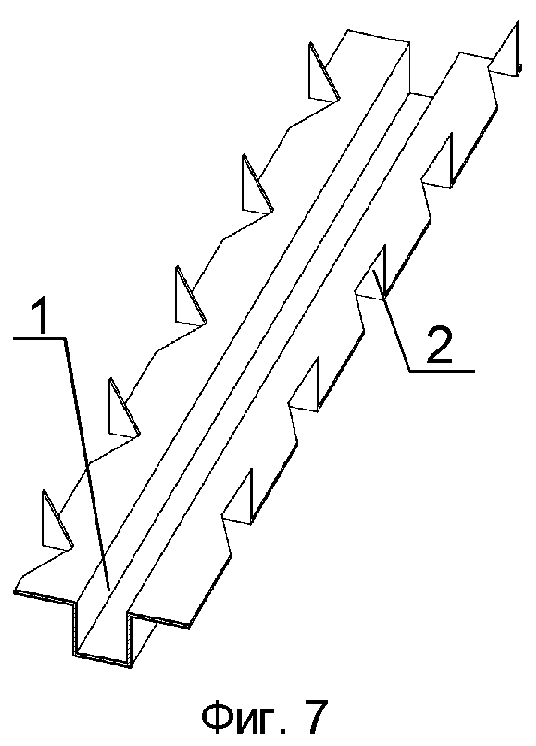
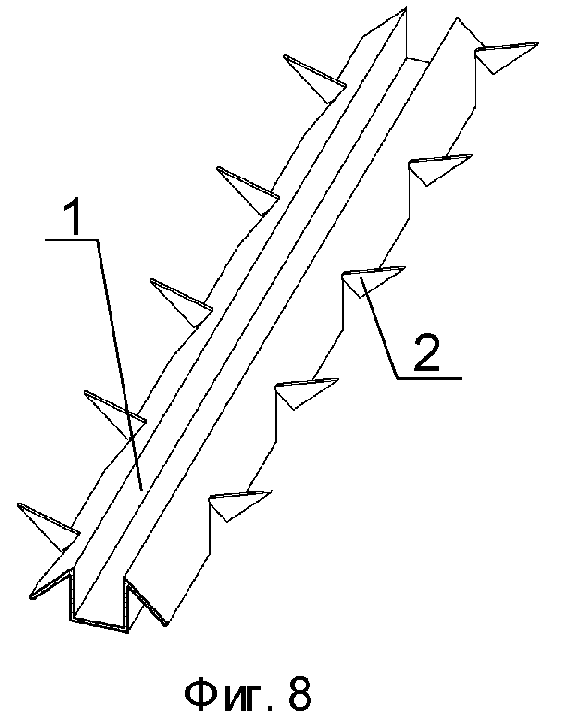
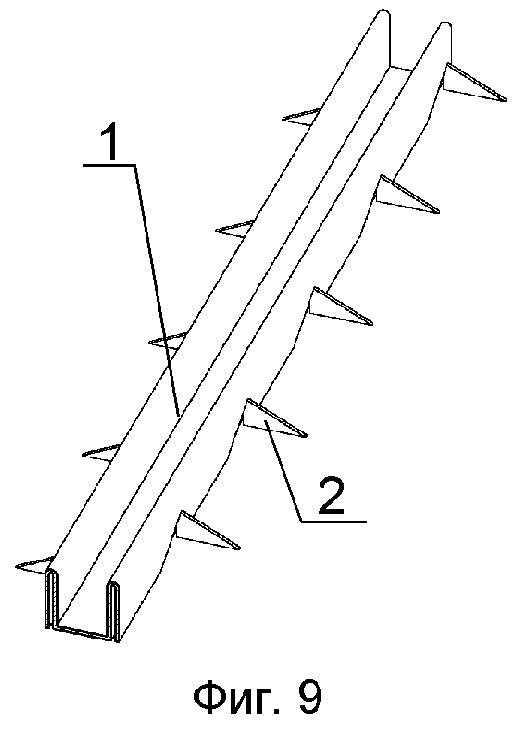
фиг. 7-9 - П-образное продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
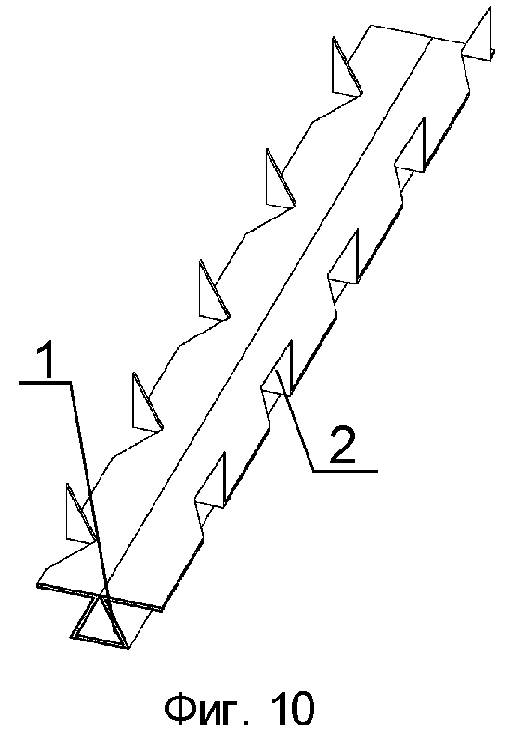
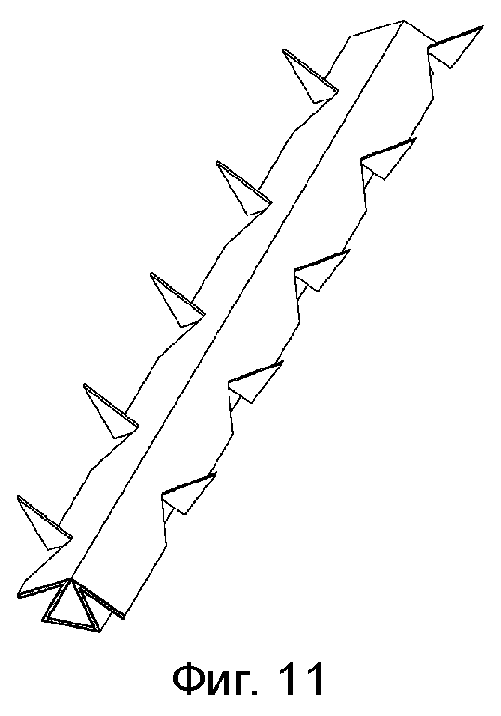
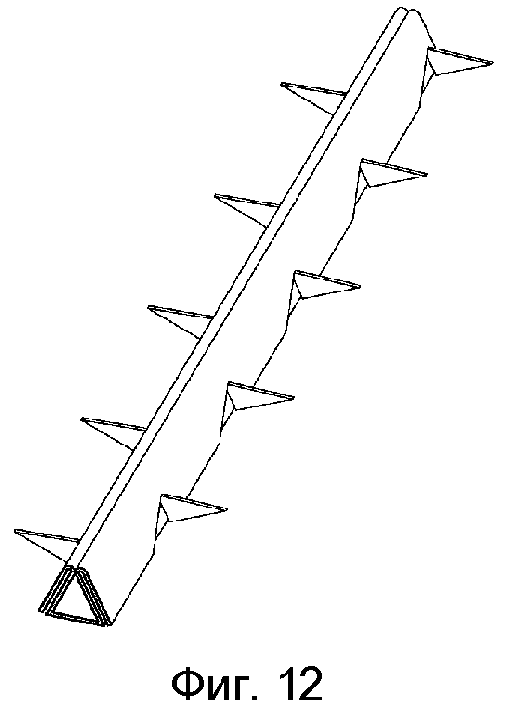
фиг. 10-12 - ∆-образное продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
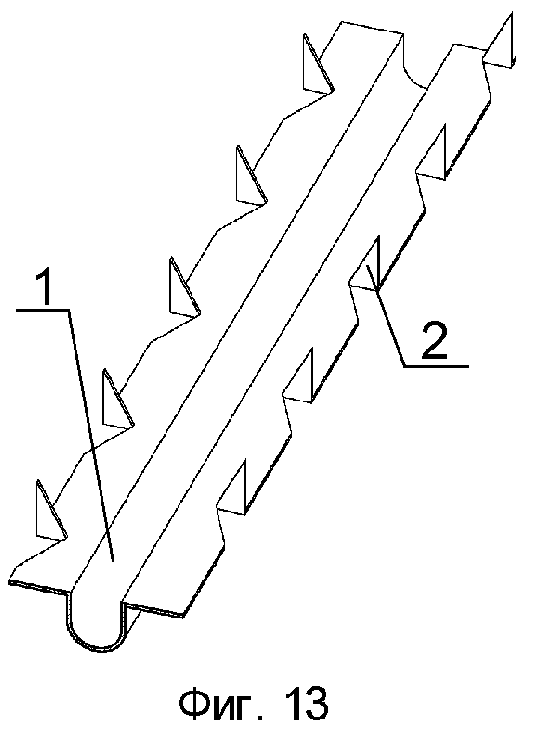
фиг. 13-15 - U-образное продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
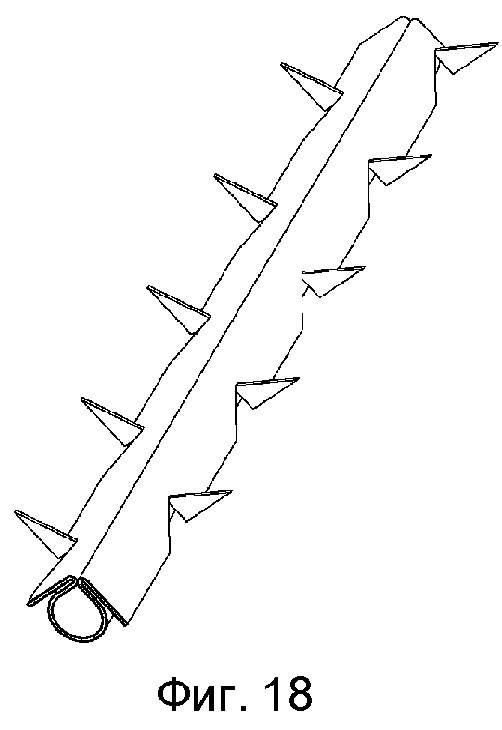
фиг. 16-18 - O-образное продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
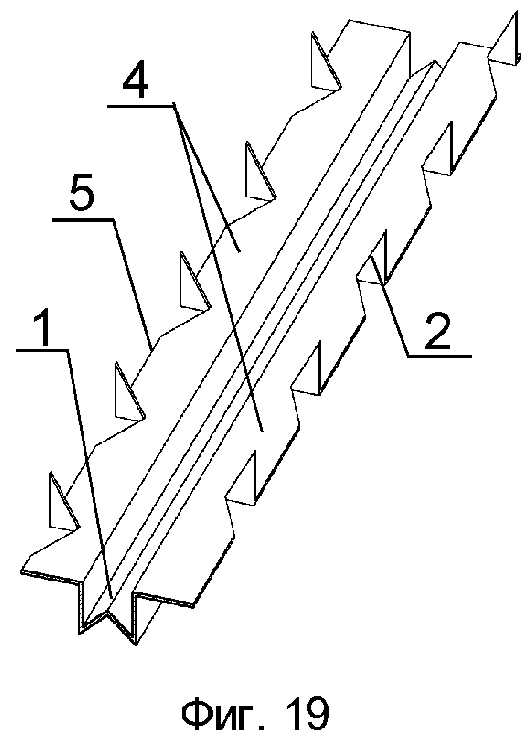
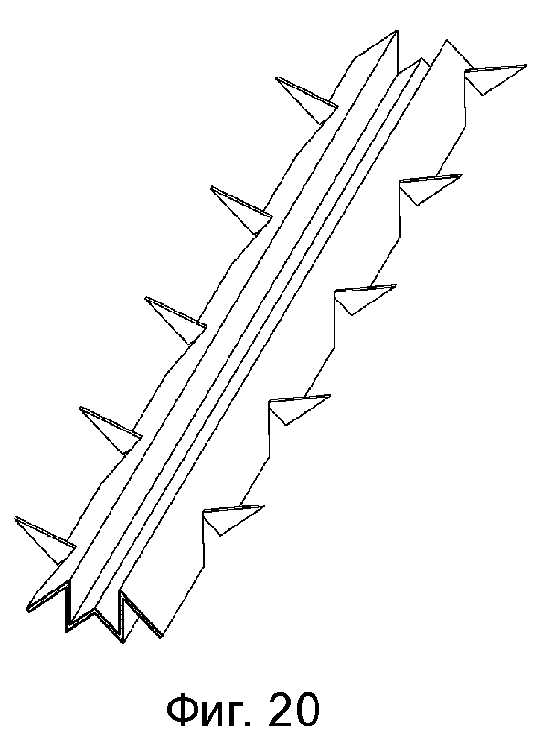
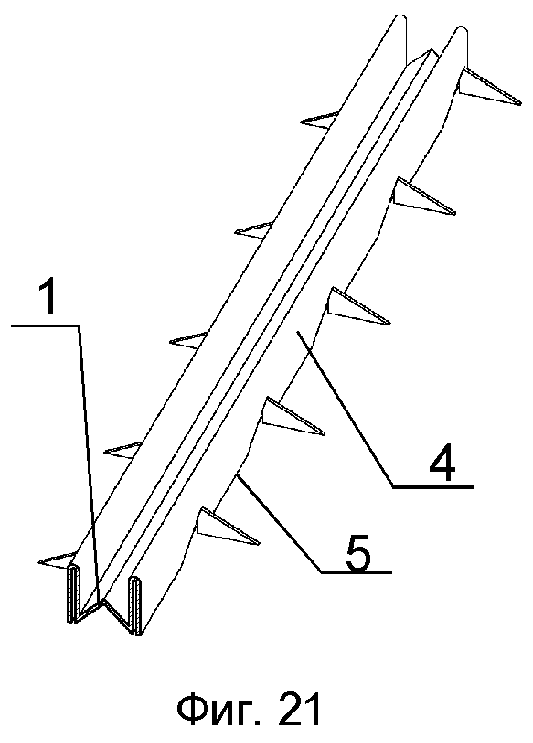
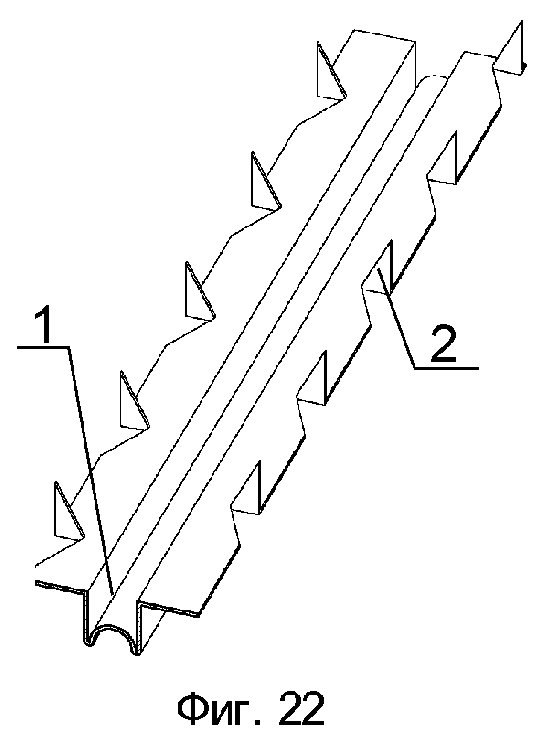
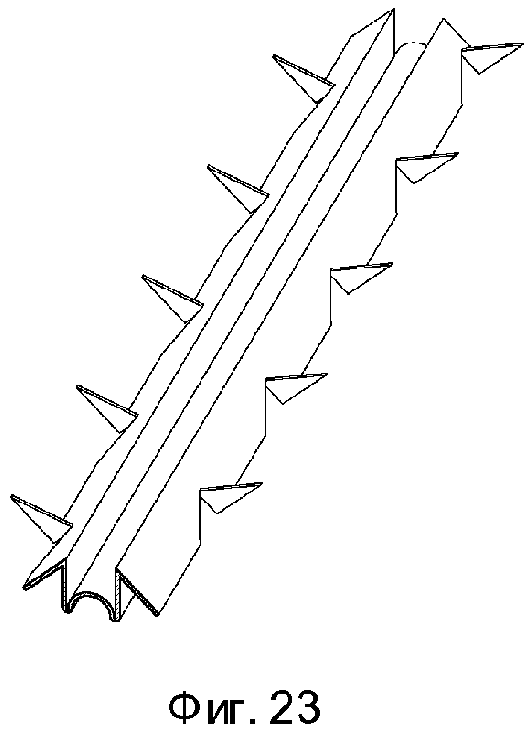
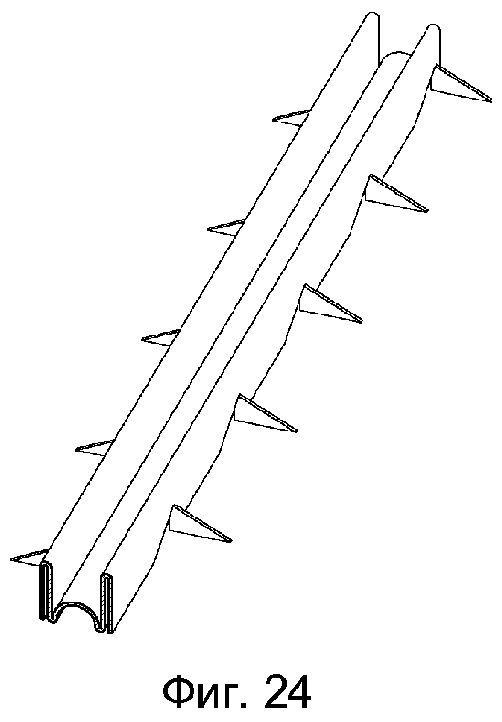
фиг. 19-24 - М-образное продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
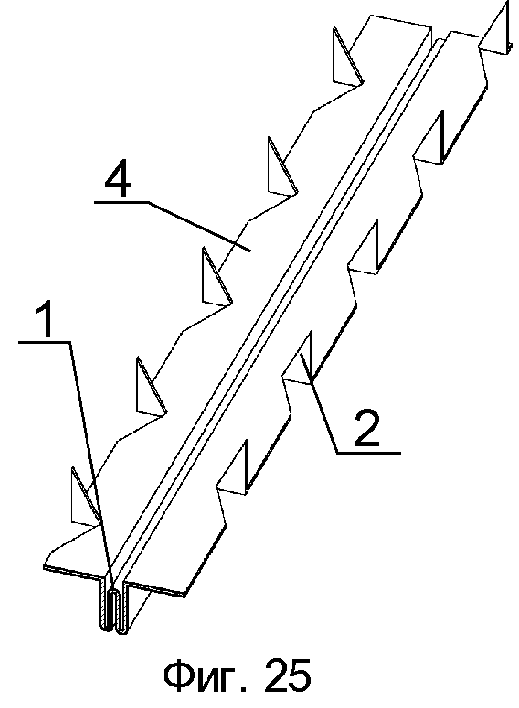
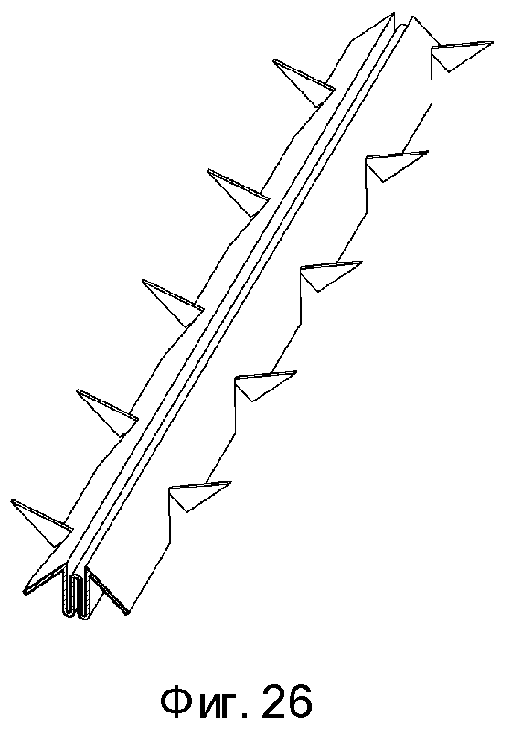
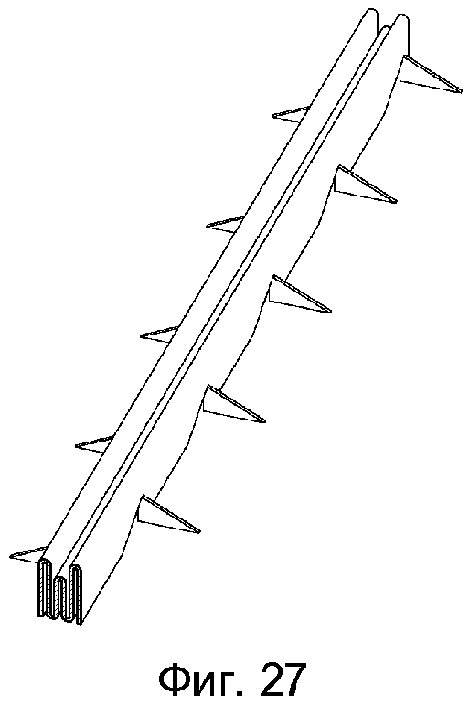
фиг. 25-27 - плоское, в три складки, продольное ребро жесткости с боковыми гранями, расположенными под разными углами;
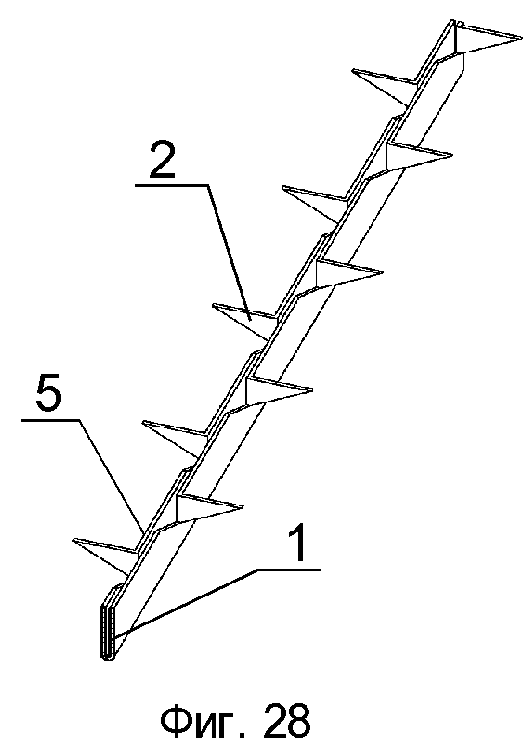
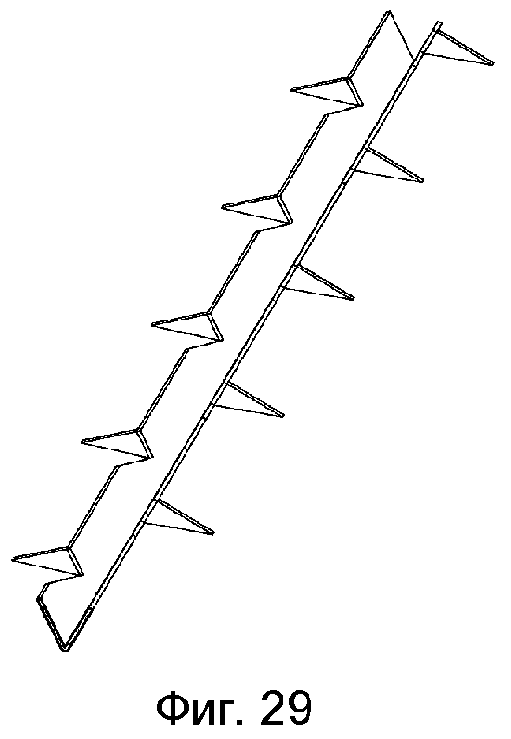
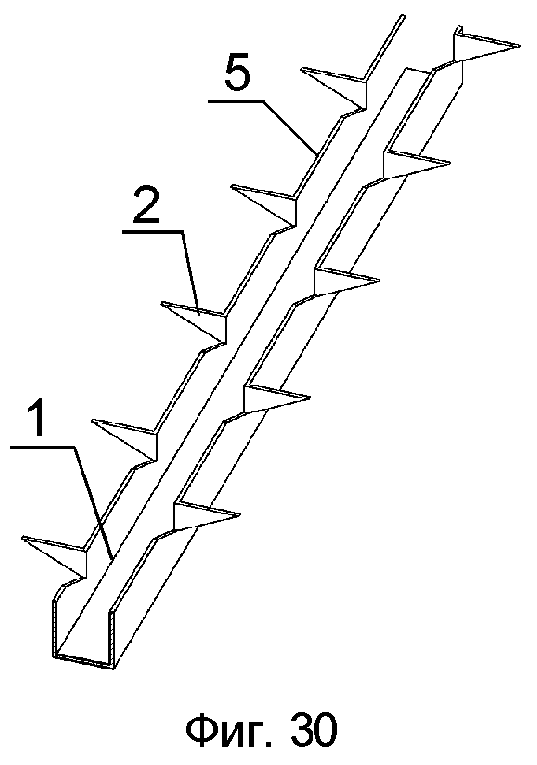
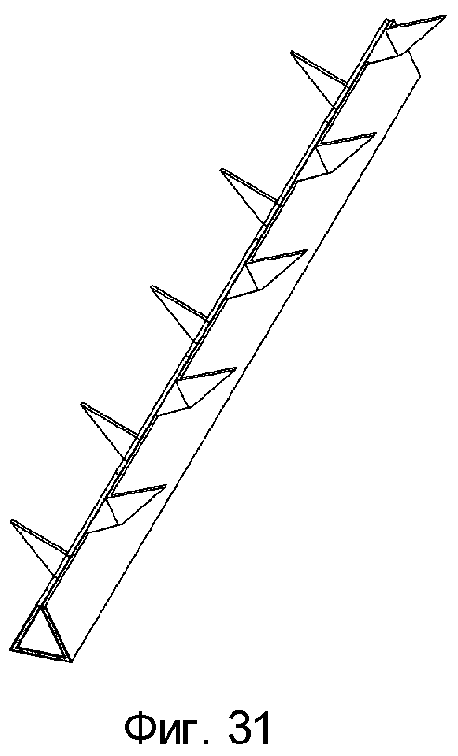
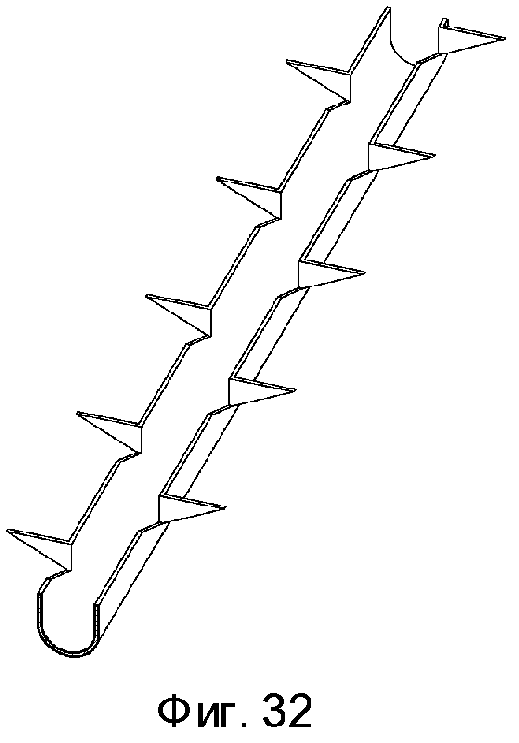
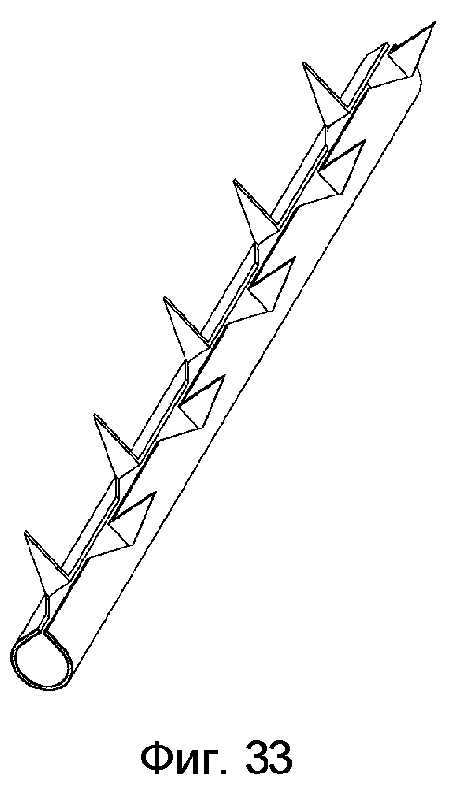
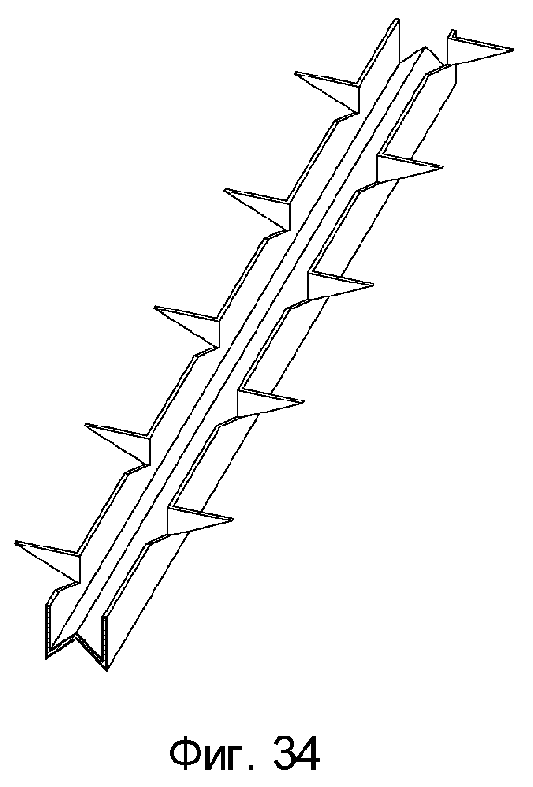
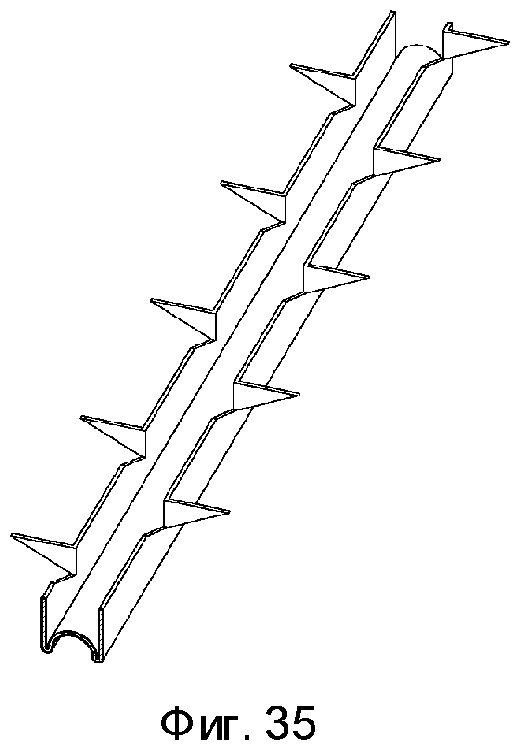
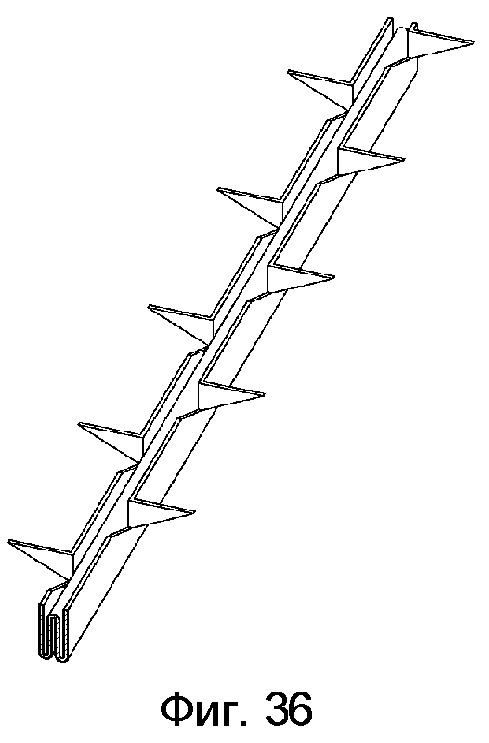
фиг. 28-36 - колюще-режущая лента с разной формой продольного ребра жесткости, без боковых граней.
Колюще-режущая лента, выполнена из металлической ленты, образующей, по крайней мере, одно продольное ребро жесткости 1 в центральной части, зубцы 2 по краям 5. Продольные ребра жесткости 1 могут быть образованы из одной или из нескольких складок ленты. Под центральной частью здесь понимается часть колюще-режущей ленты, расположенной между рядами зубцов 2 по краям 5, то есть ребро жесткости 1 или несколько ребер жесткости (складок ленты) не обязательно могут располагатся по геометрическому центру ленты (в поперечном направлении), а могут быть смещены ближе к одному или к другому краю 5 ленты.
Кроме того, колюще-режущая лента может образовывать боковые грани 4 с зубцами 2. Боковые грани 4, как правило, выполнены в виде плоских частей ленты, расположенных по разные стороны от продольного ребра жесткости 1. Боковые грани 4 обеспечивают дополнительную поперечную жесткость колюще-режущей ленте. Для уменьшения размеров колюще-режущей ленты (например, для более удобного складирования) боковые грани 4 могут поджаты с внешней стороны к продольному ребру жесткости 1 (фиг. 3, 6, 9, 12, 15, 18, 21, 24, 27).
Продольное ребро жесткости 1 может иметь плоское, в одну (фиг. 1-3, 28) или в несколько складок (фиг. 3, 25-27, 36), или V-образное поперечное сечение (фиг. 4-6, 29). Ребро жесткости 1 при этом образовано гранями металлической ленты, поджатыми друг к другу с зазором (с образованием угла между гранями от 0 до 90 градусов).
Кроме того, ребро жесткости может иметь три и более граней (соотвественно, образовано несколькими складками), например может иметь П-образное (фиг. 7-9, 30) или ∆-образное поперечное сечение (фиг. 10-12, 31).
Боковые грани 4 колюще-режущей ленты при этом могут быть направлены горизонтально, или вниз, или вверх, могут находиться в одной плоскости или под углом друг к другу.
Также, ребро жесткости может иметь одну криволинейную поверхность, например может иметь U-образное (фиг. 13-15, 32) или О-образное поперечное сечение (фиг. 16-18, 33).
Зубцы 2 образованы надрезанными загнутыми краями 5 ленты. Ряды зубцов 2 по разным краям 5 расположены со сдвигом друг относительно друга в продольном направлении (например, располагаются в шахматном порядке). Зубцы 2 в разных рядах могут быть загнуты в одну сторону или в разные. При выполнении нескольких надрезов разной глубины и под разными углами возможно формирование зубцов 2 сложной формы.
Края 5 колюще-режущей ленты могут содержать засечки 3 (фиг. 1), имеющие меньшую глубину и расстояние между соседними засечками 3, чем характерные размеры зубцов 2. Так, например, на одном зубце 2 и между соседними зубцами 2 может быть расположено несколько засечек 3, направленных перпендикулярно продольному направлению ленты или под другим углом.
Способ изготовления колюще-режущей ленты включает в себя прокат металлической полосы через набор фальцевых роликов, при котором формируется продольное ребро (ребра) жесткости в центре ленты. В фальцепрокатный станок устанавливается бобина с металлической полосой, которая разматывается и прокатывается через набор фальцевых роликов. При этом процессе формируется продольное ребро (ребра) жесткости 1 в центре металлической ленты и боковые грани 4 (если они есть). Затем металлическая лента проходит через набор роликов, один из которых снабжен твердосплавными элементами (фреза) для выполнения надрезов по краям металлической ленты с одновременным отгибанием зубцов 2. Дополнительный комплект роликов и фрезы может формировать насечки 3 по краям ленты. Насечки 3 позволяют повысить зацепляющие свойства колюще-режущей ленты. Готовая колюще-режущая лента наматывается на бобину. Таким образом, колюще-режущая лента может быть изготовлена при однократном прокате на фальцепрокатном станке.
Ребро жесткости 1 с боковыми гранями 4 устраняют необходимость использования проволоки в качестве армирующего элемента. Выполнение надрезов с последующим отгибанием зубцов 2 и выполнение насечек 3 приводит к отсутствию отходов металлической ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ РОБОТ | 2014 |
|
RU2544434C1 |
| ПОДВЕСНАЯ МОНОРЕЛЬСОВАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2002 |
|
RU2219082C1 |
| ГУСЕНИЧНАЯ ЛЕНТА | 2016 |
|
RU2631964C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2006 |
|
RU2310780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| МЕТАЛЛИЧЕСКАЯ КРОВЛЯ КРЫШИ И СПОСОБ ЕЕ ВОЗВЕДЕНИЯ | 2004 |
|
RU2273706C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СОЕДИНЕНИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ ИЗ ТОНКОЛИСТОВЫХ МЕТАЛЛОВ | 2000 |
|
RU2189506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2224632C2 |
Изобретение относится к машиностроению и может быть использовано при производстве колюще-режущих заградительных лент, используемых для сооружения барьеров безопасности, предназначенных для предотвращения неправомерного проникновения на режимные объекты. Колюще-режущая лента имеет зубцы, образованные надрезанными загнутыми краями ленты, и образует по меньшей мере одно продольное ребро жесткости в центральной части. Способ изготовления колюще-режущей ленты включает ее прокат через набор фальцевых роликов, при котором формируют по меньшей мере одно продольное ребро жесткости в центральной части, выполняют надрезы по краям ленты и отгибают надрезы краев ленты с образованием зубцов. При прокате через набор фальцевых роликов формируют боковые грани. Повышается поперечная прочность ленты, упрощается процесс изготовления и повышается технологичность производства колюще-режущей ленты. 2 н. и 7 з.п. ф-лы, 36 ил.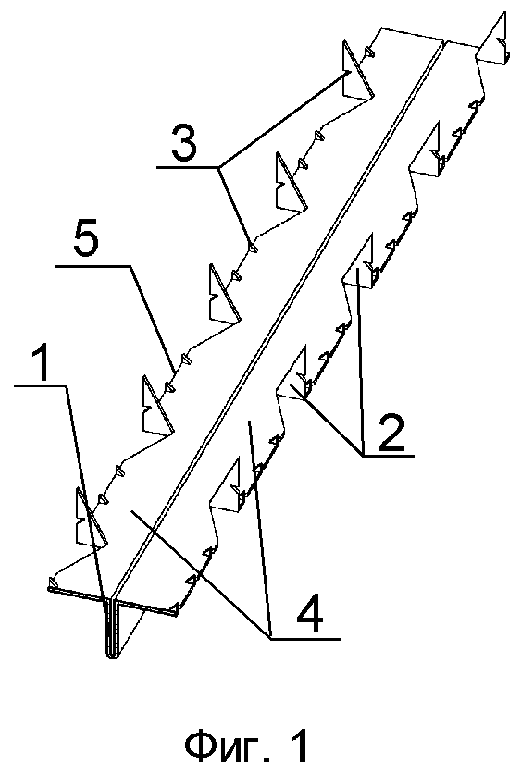
1. Колюще-режущая лента, имеющая зубцы, образованные надрезанными загнутыми краями ленты, и по меньшей мере одно продольное ребро жесткости в центральной части.
2. Колюще-режущая лента по п.1, характеризующаяся тем, что продольное ребро жесткости имеет плоское, или V-образное, или П-образное, или М-образное, или ∆-образное, или U-образное, или O-образное поперечное сечение.
3. Колюще-режущая лента по п.1, характеризующаяся тем, что продольное ребро жесткости образовано складками ленты.
4. Колюще-режущая лента по п.1, характеризующаяся тем, что зубцы в рядах расположены со сдвигом друг относительно друга в продольном направлении.
5. Колюще-режущая лента по п.1, характеризующаяся тем, что края ленты имеют засечки.
6. Колюще-режущая лента по п.1, характеризующаяся тем, что она образует боковые грани с зубцами.
7. Колюще-режущая лента по п.6, характеризующаяся тем, что боковые грани поджаты с внешней стороны к продольному ребру жесткости.
8. Способ изготовления колюще-режущей ленты, имеющей зубцы, включающий прокат ленты через набор фальцевых роликов, при котором формируют по меньшей ей мере одно продольное ребро жесткости в центральной части ленты, выполняют надрезы по краям ленты, а зубцы выполняют отгибанием надрезов по краям ленты.
9. Способ по п.8, в котором при прокате через набор фальцевых роликов формируют боковые грани.
| US 7661656 B1 (MRM SECURITY SYSTEM INC), 16.02.2010, фиг.1-4, описание | |||
| US 7661656 B1 (MRM SECURITY SYSTEM INC), 16.02.2010, фиг.1-4, описание | |||
| US 4784373 A (JOYN W.MAINTERO),15.11.1988, фиг.1,5,описание колонки 7-8 | |||
| ЗАВАЛЬЦОВАННАЯ АРМИРОВАННАЯ КОЛЮЧАЯ ЛЕНТА "КАЙМАН" | 2009 |
|
RU2412774C2 |
| UA 45923 U (ТКАЧЕНКО Ю.В.), 25.11.2009 | |||
| US 5109583 A (MICHAEL V.PAVLOV), 05.05.1992 | |||

