Изобретение относится к способу изготовления порошковой проволоки, а именно к способу изготовления порошковой проволоки диаметром 5 - 18 мм, используемой для внепечной обработки сталей.
Известен способ изготовления порошковой проволоки, включающий формирование из металлической ленты желоба с кромками замка, засыпку порошка в желоб, соединение кромок замка желоба с образованием замкнутой оболочки, причем для повышения равноплотности проволоки формуют желоб W-образной формы сечения с высотой ребра складки, не превышающей половины высоты сечения желоба, и углом раскрытия складки 6 - 100o, и перед образованием замкнутой оболочки порошок предварительно уплотняют с помощью прижима, выполненного в виде приводного диска, а формирование желоба осуществляют путем протягивания металлической ленты между профилированными роликами [1].
Для реализации данного способа формирующий стан включает 8 рабочих горизонтальных клетей-дуо, при этом вертикальные клети отсутствуют [1].
Недостатки данного способа:
1. Сложная калибровка валков формирующих клетей, начиная с первой клети стана, из-за придания желобу W-образной формы сечения с гнутыми кромками под замок и открытой складкой на дне желоба с ребром, направленным внутрь, что увеличивает стоимость их изготовления.
2. Реализация данного способа требует установки на участке дозирования минимум двух или трех дозаторов и двух или трех прижимов в виде приводных дисков, а также прижима в виде плоского разравнивателя порошка, что увеличивает габариты и металлоемкость стана, капитальные и эксплуатационные расходы.
3. Формирование открытой складки, направленной внутрь, с углом раскрытия 60 - 100o и высотой ребра до половины высоты желоба значительно уменьшает количество порошкового наполнителя, размещаемого в желобе и, тем самым, снижает коэффициент заполнения заготовки шихтой.
4. Многократность дозированной подачи шихты в желоб и ее уплотнение значительно усложняют технологический процесс.
5. Операции формирования трубчатой оболочки при изготовлении порошковой проволоки обуславливают необходимость использования для каждого размера проволоки свою ширину исходной ленты и свой комплект калиброванных валков для формирующих клетей.
Известен способ изготовления порошковой проволоки для обработки металлических расплавов, включающий непрерывное формирование металлической холоднокатаной ленты в U-образный профиль с одновременным заполнением ее порошком наполнителя, создание замкнутого трубчатого профиля с закрытием замкового соединения и редуцированием полученной проволоки, и смотку в бунты, при этом в первых трех клетях формируют заготовки, отличающийся тем, что ленту формуют в U-образный желоб с асимметричными отбортовками по краям, в последующих двух клетях U-образный профиль сгибают в трубчатый профиль и формируют вертикально расположенный стоячий фальц [2] из отбортованных краев желоба, в последующем формирующем калибре стоячей фальц прижимается к трубчатому сечению, образуя лежащий фальц [2], после чего замкнутый трубчатый профиль калибруется в волочильном фильтре до заданного диаметра готового профиля [3].
Для реализации данного способа формующий стан включает 7 рабочих клетей-дуо, из них с вертикальными валками - две [3].
Недостатки данного способа:
1. Формирование из стальной ленты U-образного желоба с асимметричной отбортовкой краев вызывает определенные технологические трудности (усложняются фасонные калибры, повышается жесткость U-образного профиля с отбортованными краями, что отрицательно сказывается на формировании трубчатого сечения в последующем калибре).
2. Максимальный коэффициент заполнения профиля порошком составляет 0,45, а металлургам желательно иметь порошковую проволоку с коэффициентом заполнения 0,5 - 0,6 и более.
3. Наблюдается неравномерность заполнения по длине трубчатого профиля порошковым наполнителем, так как не обеспечивается необходимого распределения свободно падающего из дозатора порошкового материала по сечению желоба и его длине, что отрицательно сказывается на показателем стабильности линейной массы порошковой проволоки.
4. Замковое соединение не обладает достаточной степенью надежности при сжатии профиля с боков роликами трайбаппарата при подаче порошковой проволоки в ковш.
5. Недостаточная жесткость профиля по длине снижает проникающую способность порошковой проволоки при введении ее в жидкий металл.
6. Операции формирования трубчатой оболочки технологически жестко связаны и обуславливают необходимость использования для каждого размера проволоки свою ширину исходной ленты и свой комплект калиброванных валков для формирующих клетей.
Наиболее близким к предлагаемому является способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической ленты, заполнение заготовки порошковыми материалами, завальцовку крайней ленты с образованием замкового соединения и продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра, причем трубчатую оболочку формуют овальной формы с горизонтальной большей осью и образованием направляющей щели между краями отбортовки, а при завальцовке формируют дополнительный продольный гофр, примыкающий к замковому соединению [4].
Для реализации данного способа формующий стан включает 12 горизонтальных клетей-дуо, при этом вертикальные клети отсутствуют [4].
Недостатки данного способа:
1. Для получения перед дозатором профиля незамкнутой овальной формы с горизонтальной большей осью и отбортовкой краев в виде горловины требуется значительное число рабочих клетей со сложной конфигурацией калиброванных валков.
Не обеспечивается равномерность заполнения шихтой по длине профиля и ее уплотнения из-за невозможности применения устройства для разравнивания и уплотнения шихты в желобе, имеющем узкую горловину. Формирование перед дозатором желоба овальной формы снижает высоту наполнения порошком.
3. Для реализации данного способа требуется значительное количество формирующих клетей (12 клетей), что увеличивает габариты и металлоемкость стана, капитальные и эксплуатационные расходы.
4. Дополнительный гофр, прилежащий к замковому соединению, искажает круглую форму сечения готовой проволоки, что отрицательно сказывается при подаче порошковой проволоки в ковш с помощью трайбаппарата.
5. Операции формирования трубчатой оболочки при изготовлении порошковой проволоки технологически жестко связаны и обуславливают необходимость использования для каждого размера проволоки свою ширину исходной ленты и свой комплект калиброванных валков для формующих клетей.
Техническая задача изобретения - упрощение технологии получения трубчатой заготовки за счет исключения формирования желоба овальной формы с отбортовкой краев, повышение коэффициента заполнения порошковой проволоки за счет большей высоты наполнения желоба порошком и за счет возможности его уплотнения в желобе U-образной формы, а также повышение эксплуатационных характеристик готовой проволоки путем изменения конструкции замкового соединения.
Поставленная задача решается тем, что ленту формируют в U-образный желоб с разной высотой вертикальных стенок, при этом засыпанный порошок разравнивают и уплотняют в желобе приводным верхним диском, при формировании замкового соединения стоячий фальцевый шов утапливают внутрь трубчатой оболочки по радиусу с образованием двух продольных гофров, расположенных симметрично относительно стоящего фальца, которые при последующем боковом обжатии смыкаются, образуя при этом замковое соединение в виде ребра, расположенного внутри трубчатой оболочки.
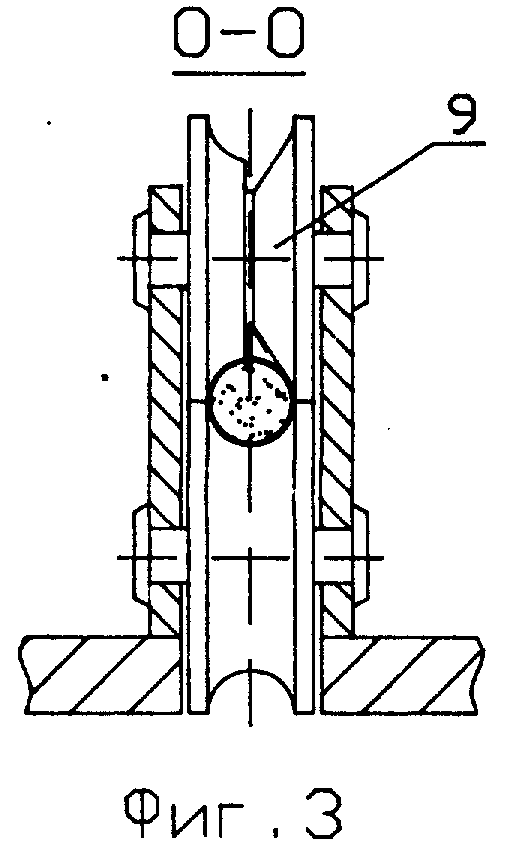
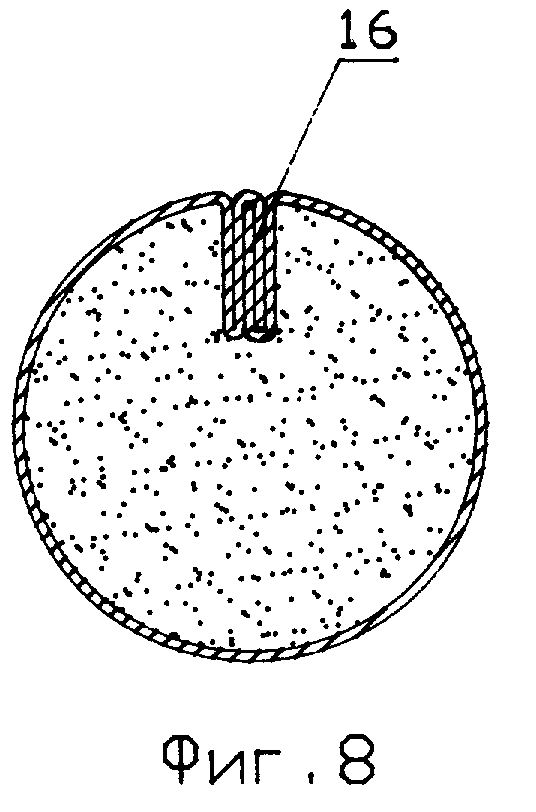
На фиг. 1 схематично изображена технологическая линия для получения порошковой проволоки, совмещенная со схемой образования профиля порошковой проволоки (буквенные обозначения от А до Л); на фиг. 2 - замковое устройство, вид сбоку; на фиг. 3 - горизонтальные ролики замкового устройства, разрез O-O на фиг. 2; на фиг. 4 - вертикальные ролики замкнутого устройства, разрез Н-Н на фиг. 2; на фиг. 5 - заготовка (поз. Д) при выходе из устройства для разравнивания и уплотнения шихты; на фиг. 6 - заготовка (поз. 3) при входе в калибр горизонтальной клети 10; на фиг. 7 - заготовка (поз. И) при выходе из калибра горизонтальной клети 10; на фиг. 8 - сечение готовой порошковой проволоки.
Исходная полоса в горизонтальных клетях 1 и 2 (фиг. 1) формируется в желоб U-образной формы без отбортовки краев с разной высотой вертикальных стенок (поз. А, Б, В). Затем этот желоб заполняется с помощью дозатора 3 необходимым количеством порошкового наполнителя (поз. Г), который разравнивается и уплотняется верхним диском 4 (фиг. 5) приводного устройства 5 (поз. Д). Далее калиброванными валками вертикальной клети 6. из заготовки и уплотненной шихтой (поз. Д) формуется замкнутая трубчатая оболочка проволоки (поз. Е) с отбортовкой краев желоба, которая поступает в устройство 7, где формируется стоячий фальц 8. Устройство 7 (фиг. 2) включает в себя две пары роликов; в первой - горизонтальной (фиг. 3) - элемент отбортовки М у заготовки (поз. Е) подгибается вниз верхним роликом 9 на 40 - 50o (поз. Ж), а во второй - вертикальной (фиг. 4) - стоячий фальц 8 формируется окончательно (поз. 3). При дальнейшем продвижении заготовки (поз. 3) стоячий фальцевый шов 8 при входе в калибр горизонтальной клети 10 (фиг. 6) попадает в кольцевой паз 11 верхнего валка 12, образованный двумя кольцевыми гребнями 13, и при перемещении через очаг деформации калибра клети 10 фальц 8 утапливается внутрь трубчатой оболочки по радиусу (фиг. 7), образуя при этом два продольных гофра 14 (поз. И), причем для предотвращения разрыва оболочки глубина кольцевого паза 11 равна высоте фальца 8, т.е. при осаждении фальца 8 верхний ролик дном кольцевого паза 11 и кольцевыми гребнями 13 одновременно давит на трубчатую оболочку профиля. После чего калиброванные валки вертикальной клети 15, обжимая заготовку с боков, смыкают продольные гофры 14, которые зажимают стоячий фальц 8 (поз. К), что обеспечивает повышенную прочность замкового соединения 16. Затем в трехвалковой клети 17 осуществляется калибрование заготовки (поз. Л) до заданного размера готовой порошковой проволоки с замковым соединением 16 (фиг. 8).
Таким образом, при формировании порошковой проволоки с замковым соединением 16 согласно предлагаемому способу требуется 5 формующих проходов и один калибрующий, причем формирование перед дозатором желоба U-образной формы без отбортовки краев значительно упрощает конфигурацию калиброванных валков формирующих клетей, а "стоячий" фальц 8, утопленный по радиусу внутрь трубчатой оболочки, и сомкнутые гофры 14, зажимающие его между собой образуют замкнутое соединение 16 в виде усиленного ребра, увеличивая тем самым продольную жесткость готовой порошковой проволоки, повышая проникающую способность профиля при введении в жидкий металл. Данный способ позволяет изготовление нескольких смежных размеров проволоки из ленты одной ширины, регулируя величину утапливания "стоячего" фальца внутрь трубчатой оболочки (поз. И), а также позволяет получить более высокий коэффициент заполнения проволоки, за счет увеличения высоты заполнения порошковым наполнителем благодаря отсутствию отбортовки кромок (поз. Г), и уплотнению порошка в желобе после дозатора. Утопленное внутрь трубчатой оболочки замковое соединение и отсутствие открытого продольного гофра на готовой порошковой проволоке стабилизируют подачу проволоки трайбаппаратом в ковш. Таким образом, порошковая проволока с предлагаемым замковым соединением 16 (фиг. 8) обладает качественно новыми по сравнению с прототипом свойствами.





Изобретение относится к внепечной обработке металлических расплавов, в частности к изготовлению порошковой проволоки. Сущность изобретения: металлическую холоднокатанную ленту формируют в U-образный желоб с разной высотой вертикальных стенок, порошковый материала, засыпанный в желоб, разравнивают и уплотняют приводным верхним диском, производят формовочные операции, в результате которых замковое соединение в виде ребра утапливается внутрь трубчатой оболочки. 8 ил.
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной ленты, заполнение оболочки порошковыми материалами, формирование замкового соединения с образованием в оболочке проволоки продольного внутреннего гофра, примыкающего к замковому соединению, последующее редуцирование заготовки, отличающийся тем, что ленту формуют в U-образный желоб с разной высотой вертикальных стенок, при этом засыпанный порошок разравнивают и уплотняют в желобе приводным верхним диском, при формировании замкового соединения стоячий фальцевый шов утапливают внутрь трубчатой оболочки по радиусу с образованием двух продольных гофров, расположенных симметрично относительно стоячего фальца, которые при последующем боковом обжатии смыкаются, образуя при этом замковое соединение в виде ребра, расположенное внутри трубчатой оболочки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1794099, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Политехнический словарь | |||
| - М.: Советская энциклопедия, 1980, с.557 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Каблуковский А.Ф | |||
| и др | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 1754382, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
