Изобретение относится к способу изготовления порошковой проволоки в металлической оболочке с фальцевым швом диаметром 6...20 мм, используемой преимущественно для внепечной обработки стали и чугуна.
Известен способ изготовления порошковой проволоки в металлической оболочке с фальцевым швом для обработки металлических расплавов, включающий формовку оболочки из исходной ленты с отбортовкой ее краев для получения фальцевого соединения, заполнение заготовки порошком, завальцовку проволоки с образованием в оболочке продольного внутреннего гофра, расположенного диаметрально противоположно фальцевому соединению с последующим замыканием сторон гофра, при этом оболочку формуют незамкнутой овальной формы с горизонтальной большей осью и образованием направляющей щели между краями отбортовки, а при завальцовке в оболочке проволоки формируют дополнительный продольный внутренний гофр, примыкающий к замковому соединению [1].
Недостатки данного способа:
- на каждый диаметр проволоки требуется конкретная ширина стальной ленты и свой комплект калиброванных валков, что увеличивает парк валков и число комплектов дисковых ножей, а также снижает производительность стана и дисковых ножниц из-за перевалки технологического инструмента;
- незначительное превышение (на 5-10%) диаметра формируемой трубчатой оболочки над диаметром готовой проволоки ограничивает возможное повышение коэффициента заполнения проволоки шихтой;
- для получения перед дозатором профиля незамкнутой овальной формы с горизонтальной большей осью и отбортовкой краев в виде узкой горловины требуется значительное число рабочих клетей со сложной конфигурацией калиброванных валков;
- невозможность применения устройства для разравнивания и уплотнения шихты в желобе, имеющем узкую горловину, что существенно снижает коэффициент заполнения порошком проволоки и не обеспечивает равномерность заполнения шихтой по длине проволоки;
- уплотнение порошка путем формирования в замкнутой оболочке продольного внутреннего гофра треугольного сечения, противолежащего замковому соединению, с последующим сведением граней этого выступа, не повышает коэффициент заполнения проволоки порошком, т.к. значение данного коэффициента, полученное в первоначальной замкнутой трубчатой заготовке, в процессе последующего формоизменения и волочения не изменяется и остается таким же в готовой проволоке [2].
Известен способ изготовления порошковой проволоки, включающий формирование из ленты желоба с кромками замка, засыпку порошка в желоб, соединение кромок замка желоба с образованием замкнутой оболочки и уплотнение оболочки с порошком, при этом формуют желоб с сечением W-образной формы и высотой ребра складки до половины высоты сечения желоба, а перед образованием замкнутой оболочки порошок предварительно уплотняют [3].
- на каждый диаметр проволоки требуется конкретная ширина стальной ленты и свой комплект калиброванных валков, что увеличивает парк валков и число комплектов дисковых ножей, а также снижает производительность стана и дисковых ножниц из-за перевалки технологического инструмента;
- незначительное превышение (на 10-15%) диаметра формируемой трубчатой оболочки над диаметром готовой проволоки ограничивает возможное повышение коэффициента заполнения проволоки шихтой.
Общими недостатками рассмотренных известных способов изготовления порошковой проволоки являются:
1. На каждый диаметр проволоки требуется конкретная ширина стальной ленты и свой комплект калиброванных валков, что увеличивает парк валков и число комплектов дисковых ножей, а также снижает производительность стана и дисковых ножниц из-за перевалки технологического инструмента;
2. Незначительное превышение диаметра формируемой трубчатой оболочки над диаметром готовой проволоки ограничивает возможное повышение коэффициента заполнения проволоки шихтой.
Технической задачей изобретения является существенное расширение размерного сортамента порошковых проволок, изготавливаемых из одной ширины стальной ленты, путем интенсивного уменьшения диаметра замкнутой трубчатой заготовки до калибрующих клетей, а также значительное повышение коэффициента заполнения проволоки шихтой за счет увеличения диаметра замкнутой трубчатой оболочки.
Поставленная задача решается тем, что в предложенном способе изготовления порошковой проволоки в металлической оболочке с фальцевым швом формуют замкнутую трубчатую заготовку, диаметр которой больше диаметра готовой проволоки на 25-30%, а стоячий фальц утапливают внутрь оболочки в закрытом разрезном калибре, ширина которого равна диаметру замкнутой оболочки, с формированием двух симметрично расположенных к фальцу продольных пазов прямоугольного сечения, при этом высота разрезного калибра Нк может изменяться от 75 до 95% от ширины калибра, а ширину гребня b, высоту гребня h и ширину кольцевого паза m разрезающего гребня определяют по формулам
b=0,3÷0,35B; h=1,25÷1,3hф; m=0,3+3t,
где В - ширина разрезного калибра; hф - высота стоячего фальца; t - толщина исходной стальной ленты, кроме этого, сжатие продольных пазов осуществляют в закрытом вертикальном калибре, ширина которого равна высоте Нк разрезного калибра.
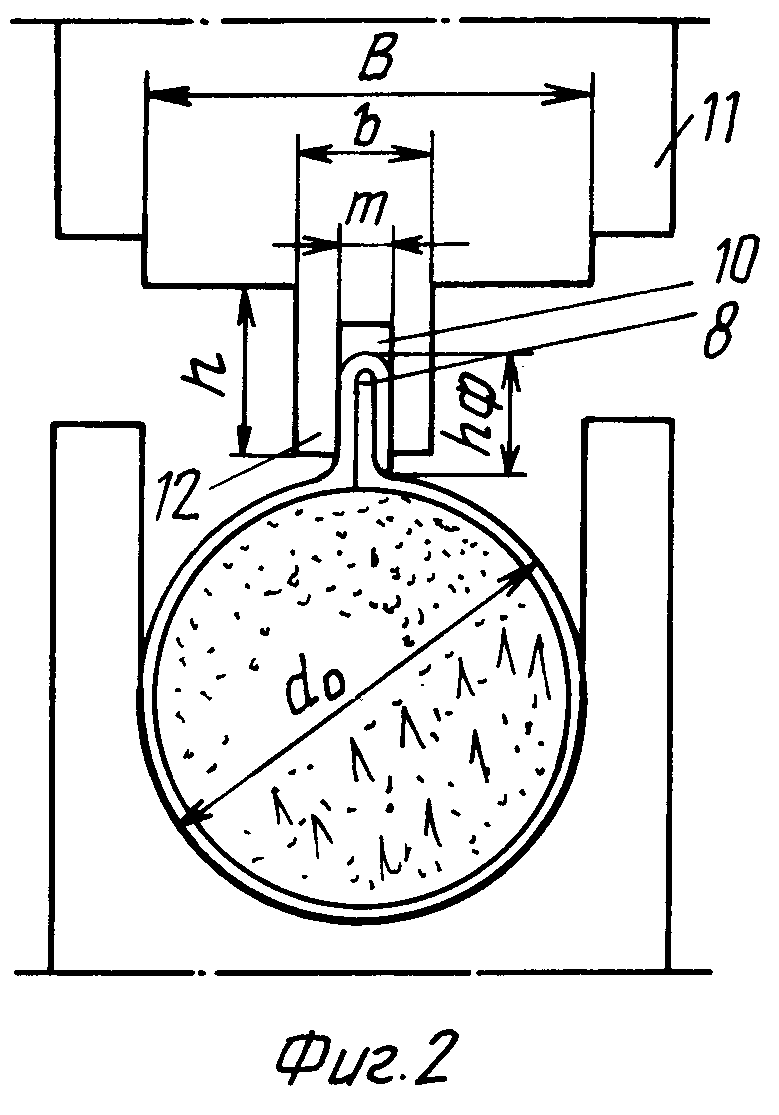
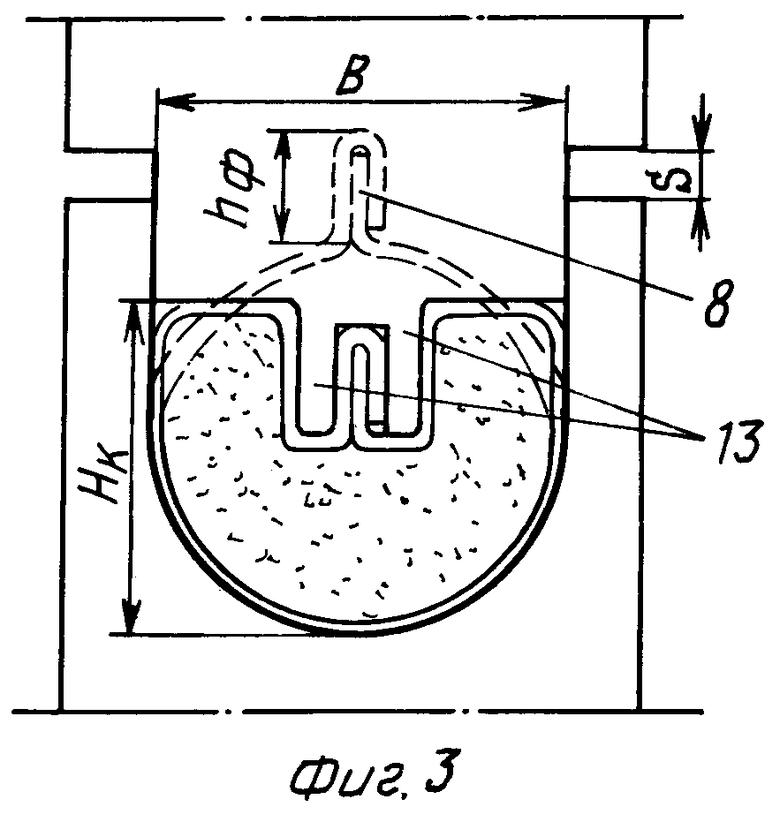
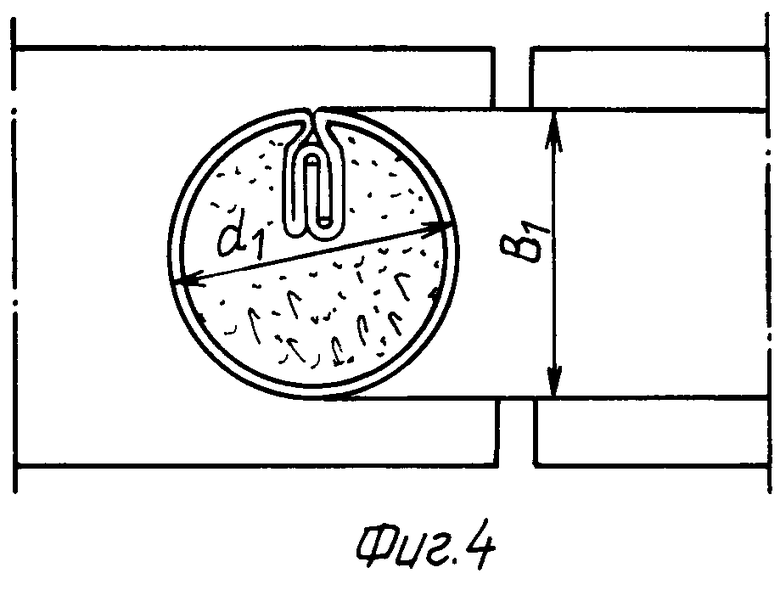
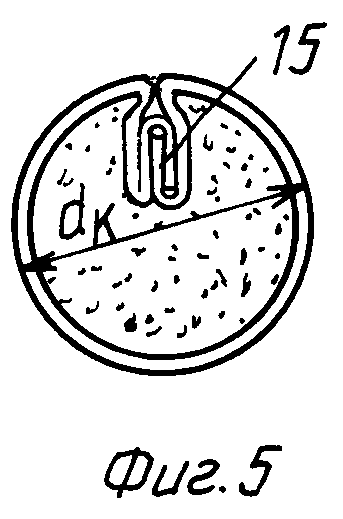
На фиг.1 схематично изображена технологическая линия для получения порошковой проволоки, совмещенная со схемой образования профиля порошковой проволоки (буквенные обозначения от А до Л); на фиг.2 - заготовка (поз.З) при входе в закрытый разрезной калибр горизонтальной клети 9; на фиг.3 - заготовка (поз. И) на выходе из закрытого калибра клети 9; на фиг.4 - заготовка (поз.К) на выходе из закрытого калибра вертикальной клети 14; на фиг.5 - сечение готовой проволоки на выходе из клети 16.
Исходная лента в горизонтальных клетях 1 и 2 (фиг.1) формируется в желоб U-образной формы без отбортовки краев с разной высотой вертикальных стенок (поз.А, Б, В). Затем этот желоб заполняется с помощью дозатора 3 необходимым количеством порошкового наполнителя (поз.Г), который разравнивается и уплотняется верхним валком 4 приводной клети 5 (поз.Д). Далее калиброванными валками вертикальной клети 6 из заготовки с уплотненной шихтой (поз.Д) формуется трубчатая заготовка диаметром d0 (поз.Е) с отбортовкой краев желоба, которая поступает в роликовое устройство 7, где формируется стоячий фальц 8. Устройство 7 включает в себя две пары роликов: в первой горизонтальной - элемент отбортовки М у заготовки (поз.Е) подгибается вниз верхним роликом на 40-50o (поз.Ж), а во второй вертикальной - стоячий фальц 8 формируется окончательно (поз.З). В горизонтальной клети 9 при продвижении заготовки (поз. З) в закрытый разрезной калибр, ширина которого В равна диаметру d0 замкнутой оболочки, стоячий фальцевый шов 8 при входе в калибр (фиг.2) попадает в кольцевой паз 10 верхнего валка 11, образованный двумя кольцевыми гребнями 12, и при перемещении через очаг деформации калибра клети 9 фальц 8 утапливается внутрь трубчатой оболочки по радиусу (фиг.3), образуя при этом два продольных паза 13 (поз.И), причем для предотвращения разрыва оболочки глубина кольцевого паза 10 равна высоте фальца 8, т.е. при осаживании фальца 8 верхний валок дном кольцевого паза 10 и кольцевыми гребнями 12 одновременно давит на трубчатую оболочку и формирует профиль высотой Нк. После чего в закрытом калибре вертикальной клети 14, ширина В1 которого равна высоте профиля Нк, выходящего из разрезного калибра, обжимают валками заготовку с боков (фиг. 4), смыкают продольные пазы 13, которые зажимают стоячий фальц 8 (поз. К), что обеспечивает повышенную прочность замкового соединения 15. Затем в трехвалковой клети 16 осуществляется калибрование заготовки диаметром d1 (поз. Л) до заданного размера dк готовой порошковой проволоки с замковым соединением 15 (фиг.5).
Минимальная высота Нк разрезного калибра равна 75% от ширины калибра и определяется полным заполнением калибра металлом, дальнейшее уменьшение Нк приводит к увеличению обжатия и образованию лампасов на профиле из-за увеличения уширения металла. Максимальная высота Нк разрезного калибра (95% от ширины калибра) регламентируется необходимостью полной осадки разрезного гребня верхнего валка в сечение трубчатой оболочки. Указанные пределы высоты гребня h гарантируют заданное положение фальца в проволоке, при уменьшении h фальц будет выступать из сечения проволоки, а при увеличении размера h не будет контролироваться высота профиля (калибра) Нк. Минимальный указанный предел ширины гребня b лимитируется конструктивной прочностью кольцевых выступов 12 верхнего валка 11. Указанные пределы ширины m кольцевого паза определяются толщиной t исходной стальной ленты и величиной плюсового допуска на ленту.
Величины, используемые для описания способа (В, b, h, m, hф, t, Нк) имеют одинаковую размерность - мм.
Основные преимущества предложенного способа в сравнении с прототипом.
Способ позволяет получать из стальной ленты одной ширины несколько смежных размеров проволоки путем изменения высоты Нк закрытого разрезного калибра изменением зазора s (фиг.3), при этом для изготовления другого диаметра проволоки требуется замена калиброванных валков только в двух последних клетях стана (фиг.1, поз.К и Л). Кроме этого, данный способ позволяет получать проволоку с большим коэффициентом заполнения за счет формирования замкнутой оболочки большего диаметра, а также получать проволоку, в которой фальц не выступает из оболочки.
Ниже приведен пример расчета технологических параметров порошковой заготовки и возможного размерного сортамента откалиброванных проволок по прототипу и предложенному способам.
Исходные данные. Минимальный диаметр готовой проволоки 14 мм. Толщина исходной стальной ленты 0,4 мм. Насыпная плотность шихты 1,2 г/см3. Коэффициент уплотнения шихты в U-образном желобе 1,15. Уменьшение диаметра заготовки при калибровании 1,0 мм.
Результаты расчета (в числителе - предложенный способ, в знаменателе - прототип)
Превышение диаметра формируемой трубчатой оболочки над диаметром готовой проволоки, % - 30/15
Диаметр формируемой трубчатой оболочки, мм - 20/16,5
Ширина исходной стальной ленты, мм - 75/64
Линейная масса исходной ленты (Qоб), г/м - 236/201
Поперечное сечение полости трубчатой оболочки, мм2 - 289/194
Линейная масса шихты (Qш), засыпаемой в оболочку, г/м - 399/264
Линейная масса порошковой заготовки (Qзаг), г/м - 635/469
Коэффициент заполнения порошком Кз=(Qш/Qоб)100,% - 62,8/57/1
Возможные диаметры заготовки перед калиброванием, мм - (19÷15)/(16÷15)
Возможные диаметры откалиброванной проволоки, мм - (18÷14)/(15÷14)
Количество профилеразмеров проволоки, шт. - 5/2
Отношение Qш/Qоб - 1,69/1,33
Расход ленты на 1 т порошкового наполнителя, кг/т - 591/750
Технический эффект предложенного способа в сравнении с прототипом заключается в расширении размерного сортамента проволок в 2,5 раза, изготавливаемого из одной ширины ленты, при этом надежность замкового соединения в проволоке повышается, т.к. фальц не выступает из оболочки. Кроме этого существенно повышаются показатели, характеризующие потребительские свойства порошковой проволоки для внепечной обработки стали. Так коэффициент заполнения проволоки порошком повышается на 10%, отношение массы шихты к массе стальной оболочки увеличивается в 1,27 раза, а расход ленты на одну тонну шихты уменьшается на 21%. Производительность формовочного стана при той же скорости прокатки увеличивается на 26%, т.к. линейная масса порошковой проволоки повышается в 1,35 раза.
Источники информации
1. А.с. СССР, 1754382, кл. В 23 К 35/40, 1992.
2. Производство порошковой проволоки. Пацекин В.П., Рахимов К.З. М.: Металлургия, 1979, с.44.
3. А.с. СССР, 1794099, кл. B 22 F 3/02, 1993.
4. Патент РФ, 2086380, кл. В 23 К 35/40, B 22 F 5/12.
5. Патент РФ, 2103137, кл. В 23 К 35/40.
Изобретение может быть использовано при изготовлении порошковой проволоки, преимущественно для внепечной обработки стали и чугуна. Металлическую ленту формуют в U-образный желоб с разной высотой вертикальных стенок. Засыпанный порошок разравнивают и уплотняют в желобе приводным верхним валком. Формуют замкнутую трубчатую заготовку, диаметр которой больше диаметра готовой проволоки на 25-30%. При формировании замкового соединения стоячий фальцевый шов утапливают внутрь трубчатой оболочки в закрытом разрезном калибре, ширина которого равна диаметру замкнутой оболочки, посредством гребня с кольцевым пазом с формированием двух симметрично расположенных относительно фальца продольных пазов прямоугольного сечения. При боковом обжатии в закрытом калибре полученные гофры сжимаются с образованием замкового соединения в виде ребра. Изобретение позволяет расширить размерный сортамент порошковых проволок, изготавливаемых из одной ширины стальной ленты, повысить надежность замкового соединения. 1 з.п. ф-лы, 5 ил.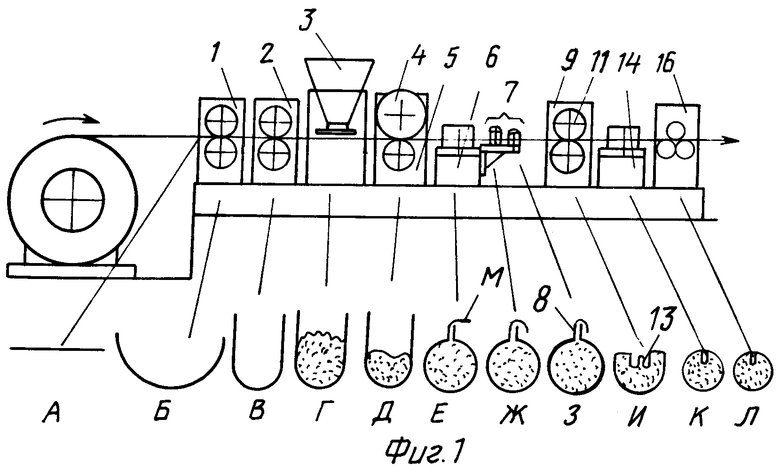
b=0,3÷0,35 В;
h=1,25÷1,3 hф;
m=0,3+3t,
где В - ширина разрезного калибра;
hф - высота стоячего фальца;
t - толщина исходной стальной ленты.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| Способ изготовления порошковых электродных материалов | 1985 |
|
SU1338995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| US 3543381, 01.12.1970. | |||

