ПЕРЕКРЕСТНАЯ ССЫЛКА С СООТВЕТСТВУЮЩЕЙ ЗАЯВКОЙ
Данная заявка заявляет о привилегии перед Предварительной патентной заявкой США №61/237947, поданной 28 августа 2009 г., раскрываемые сведения которой во всей их полноте указаны здесь в ссылочном порядке.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к абразивным изделиям, в частности к абразивным материалам с покрытием, и способам изготовления подобных изделий.
УРОВЕНЬ ТЕХНИКИ
Абразивное изделие состоит из материала основы с абразивным покрытием, как минимум, с одной стороны. Как правило, абразивное покрытие состоит из абразивных частиц в матрице из смолы, служащей для связывания абразивных частиц с материалом основы и могущей состоять из одного или нескольких слоев.
Имеется широкий спектр видов абразивных изделий с покрытием, включающий в себя листы, диски и ленты. Некоторые абразивные изделия с покрытием предназначены для ручной работы (включая использование в ручных шлифовальных колодках), а другие предназначены для использования в механических шлифовальных инструментах. С точки зрения производства, может быть трудно приспособить производственный процесс к поставке по разумной цене широкого спектра видов и размеров абразивных изделий с покрытием, требуемых конечными пользователями. Вследствие этого, некоторые производители концентрируются на производстве только наиболее широко используемых абразивных изделий с покрытием, что приводит к трудностям в приобретении других изделий, и/или они сравнительно дороги.
В расчете на упрощение поставок абразивных изделий с покрытием конечным пользователям они поставляются в рулонах, от которых впоследствии отрезается материал любой необходимой длины. Также предлагалось, в AU 2004100059A (Cetram Pty Limited), поставлять рулон шлифовальной бумаги, имеющий поперечные линии перфорации для разрыва бумаги на части меньше предустановленного размера. За пределами области абразивных изделий с покрытием известно, из патента США US 5 712 210 (Minnesota Mining and Manufacturing Company, Windisch и др.), поставка полотна длинномерного нетканого материала для обработки поверхности со множеством продольно расположенных и поперечно распределенных перфорационных отверстий, дающих возможность разделения полотна на множество листов абразивного материала для обработки поверхности.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение связано с поставкой абразивных изделий с покрытием, дающих конечному пользователю возможность выбора форм, в которых может использоваться изделие, и вследствие этого пригодных для использования в двух или более типах шлифовальных работ.
В настоящем изобретении представлено абразивное изделие с покрытием, состоящее из основы, имеющей с одной стороны абразивное покрытие, отличающееся тем, что на изделии образована линия пониженного сопротивления, дающая возможность использования изделия по его назначению, но также и дающая возможность отделения одной части изделия от его другой части. Более конкретно, в настоящем изобретении представлено абразивное изделие с покрытием, состоящее из основы, имеющей с одной стороны абразивное покрытие, отличающееся тем, что на изделии образована линия пониженного сопротивления, не проникающая на внешнюю сторону абразивного покрытия, линия пониженного сопротивления, дающая возможность отделения одной части изделия от его другой части.
Описанные в изобретении абразивные изделия покрывают потребность в широком спектре абразивных изделий путем поставки более крупных абразивных изделий, которые могут использоваться сами по себе, или путем их разделения конечным пользователем на более мелкие изделия. Более крупные изделия могут производиться с более низкими затратами и приводят к использованию меньшего количества упаковочного материала и меньшего числа номенклатурных позиций, что облегчает движение товаров от производства к потреблению. Кроме этого, по сравнению с абразивными изделиями с покрытием, поставляемыми с перфорацией, проникающей сквозь всю толщину изделия и, следовательно, проникающей сквозь внешнюю поверхность абразивного покрытия, описанные в настоящем изобретении абразивные изделия могут обеспечить предотвращение определенных недостатков. Например, перфорация, проникающая сквозь внешнюю поверхность абразивного покрытия, может повлиять на абразивную функцию покрытия путем создания точек отложения пыли, которые могут ограничить срок полезной службы изделия. Они также могут приводить к возникновению необработанных кромок, если они образуют линию, вдоль которой абразивный материал был оторван, что может повредить абразивное покрытие и, опять, ограничить срок полезной службы изделия.
Абразивное покрытие описанного в настоящем изобретении абразивного изделия может содержать абразивные частицы в матрице из смолы. Более конкретно, абразивное покрытие может состоять из нанесенного покрытия из слоя смолы, абразивные частицы в котором как минимум частично вкраплены, или слоя смолы, абразивные частицы в котором равномерно распределены, или слоя, состоящего из множества формованных композитов абразивных частиц в матрице из смолы.
Основа описанного в настоящем изобретении абразивного изделия, которая может быть многослойным материалом, может включать в себя слой бумаги, пленки, губки или ткани.
Описанное в настоящем изобретении абразивное изделие может также состоять из слоя дополнительного материала со стороны основы, противоположной абразивному покрытию, для использования при креплении абразивного изделия к инструменту. Крепежный слой может быть клеевым слоем или одной частью крепежной системы на принципе застежки велькро. В варианте, в котором крепежный слой представляет собой замкнутую петлю, он может быть неотъемлемой частью основы или может быть отдельным слоем, который фиксируется к основе с помощью клея.
Линия пониженного сопротивления в абразивном изделии может иметь перфорацию основы, которая не распространяется на лицевой слой абразивного покрытия, хотя, в некоторых случаях, она может проникать на абразивное покрытие. Перфорация на основе может иметь любую подходящую форму, включая круглую, и может быть расположена на любом подходящем расстоянии, форма и расстояние выбираются таким образом, чтобы абразивное изделие осталось пригодным для использования по своему назначению, но его форма могла быть изменена путем отделения одной части изделия от другой вдоль линии пониженного сопротивления, образованной перфорацией.
В случае, когда абразивное изделие имеет слой дополнительного материала, такой материал может быть целиком разрезан вдоль линии пониженного сопротивления.
Описанное в настоящем изобретении абразивное изделие может также иметь форму листа абразивного материала, в котором образовано множество линий пониженного сопротивления, дающих возможность разделения листа на множество абразивных изделий других форм. Как минимум одно из таких абразивных изделий может иметь как минимум одну из указанных линий пониженного сопротивления. Абразивное изделие, например, в форме прямоугольного абразивного листа с как минимум одной из линий пониженного сопротивления, дающей возможность разделения листа на прямоугольные листы меньшего размера. Описанное в настоящем изобретении абразивное изделие может иметь форму полотна абразивного материала с покрытием, которое может поставляться в виде рулона.
Предпочтительнее, чтобы каждая из упомянутых линий пониженного сопротивления была образована с помощью луча лазера, направленного по направлению к основе со стороны, противоположной абразивному покрытию. Лазерное оборудование, аналогичное использованному для формирования каждой из линий пониженного сопротивления, может быть также использовано для отреза абразивного изделия с покрытием от полотна материала и/или для нарезки сквозных вырезов в абразивном материале, обеспечивая, таким образом, быстрое и эффективное производство абразивных изделий.
Уже хорошо известно использование лазеров для маркировки или формирования разрезов в абразивных изделиях с покрытием, особенно для нарезки изделий конкретной формы из листа материала. Например, в письменном заключении № WO 01/24971 (3М Innovative Properties Company, Carpentier и др.) описывается использование лазера для удаления части абразивного покрытия абразивного изделия с покрытием с целью нанесения на изделие заметной маркировки;
письменное заключение № WO 2004/012906 (3М Innovative Properties Company, Paxton и др.) описывает использование лазерной резки в производстве абразивного изделия с покрытием, имеющего клеящий дополнительный слой и удаляемый покровный слой на поверхности основы, противоположной абразивному покрытию, и
в письменном заключении № WO 2007/021636 (3М Innovative Properties Company, Minick и др.) описывается гибкое ручное абразивное изделие, состоящее из основы с абразивной поверхностью, в основе которого прорези образованы с помощью лазерной резки для придания увеличенной гибкости.
Использование лазерного оборудования для производства абразивных изделий, описанных в настоящем изобретении, обеспечивает легкую переналадку производства от одного изделия на другое, способствуя этим экономичному производству сравнительно небольших объемов любых изделий.
КРАТКОЕ ПОЯСНЕНИЕ К ЧЕРТЕЖАМ
Исключительно для примера, приводится описание абразивного изделия, описанного в настоящем изобретении, со ссылкой на сопроводительные чертежи, на которых:
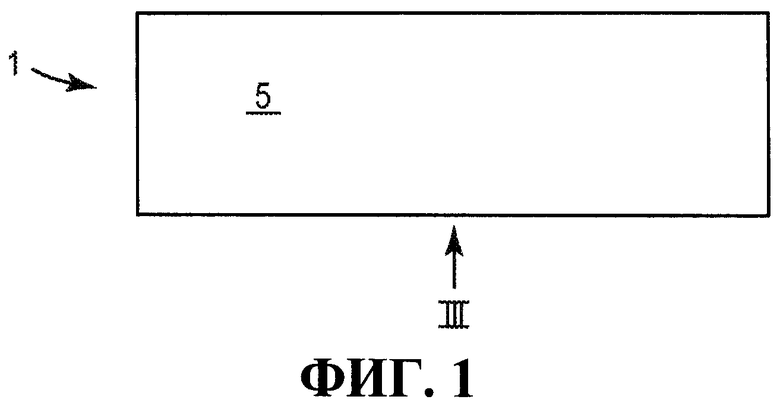
на Фиг.1 представлен вид сверху, со стороны абразива, на абразивное изделие, описанное в настоящем изобретении;
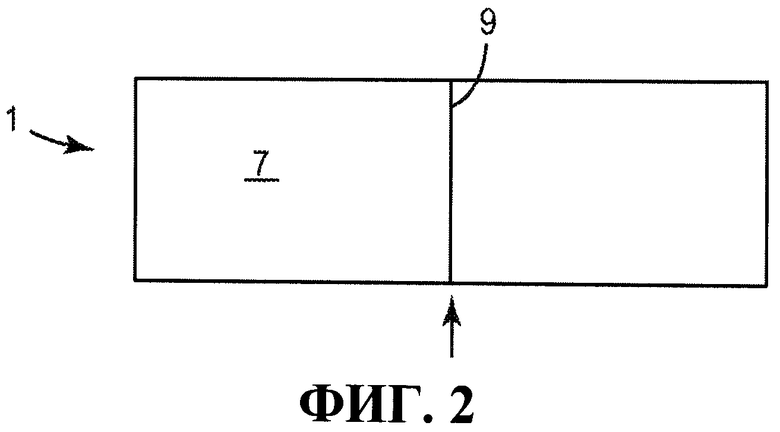
на Фиг.2 представлен вид сверху, с другой стороны, на абразивное изделие с Фиг.1;
на Фиг.3 представлен схематический вид сбоку в увеличенном масштабе, в направлении стрелки III на Фиг.1, центральной части абразивного изделия с Фиг.1 и 2;
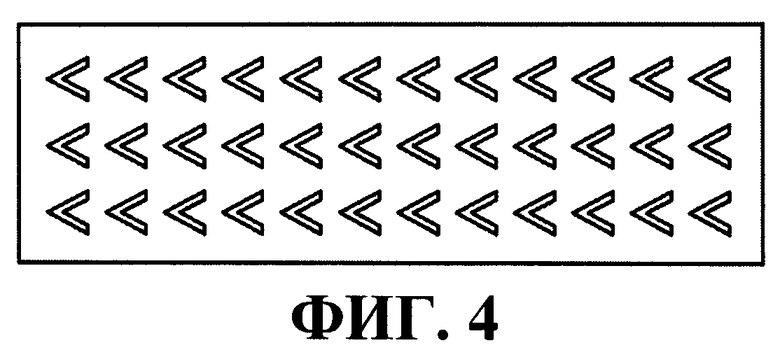
на Фиг.4 представлен вид сверху, с другой абразивной стороны, на абразивное изделие, описанное в настоящем изобретении, которое может быть изготовлено с помощью процесса, использующего такое же оборудование, которое было использовано для производства абразивного изделия, показанного на Фиг.1-3; а
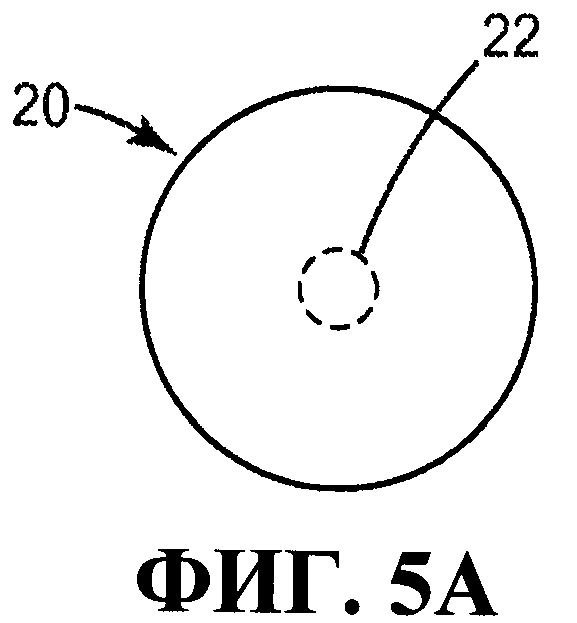
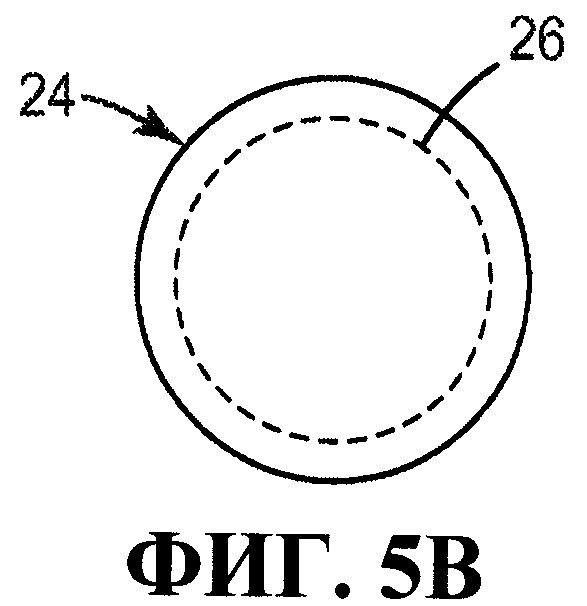
на Фиг. 5А и В показаны другие абразивные изделия, описанные в настоящем изобретении.
ПОДРОБНОЕ ОПИСАНИЕ
Абразивное изделие 1, показанное на Фиг.1-3, является листом прямоугольной формы с абразивным покрытием. Изделие 1 состоит из нескольких слоев, в основном (см. Фиг.3) из слоя основы (3), слоя абразивного покрытия (5) с одной стороны слоя основы и крепежного слоя 7 с другой стороны слоя основы.
Слой основы 3 состоит из любого известного листового материала, пригодного для использования в абразивных изделиях с покрытием, и может быть многослойным материалом. Пригодные материалы включают в себя различные типы бумаги, пленок, тканей и губок соответствующей толщины.
Абразивное покрытие 5 состоит из любых подходящих абразивных частиц 5 А и смоляной матрицы 5 В, служащей для связывания частиц со слоем основы 3. Абразивные частицы 5А могут быть из любых материалов и иметь любые размеры, известные как пригодные для использования в абразивных материалах с покрытием. Матрица из смолы 5 В абразивного покрытия 5 может состоять из обычного нанесенного покрытия, абразивные частицы в котором как минимум частично вкраплены, и дополнительного обычного размерного покрытия. На нанесенное или размерное покрытие могут быть опционально нанесены другие слои, обычно используемые в абразивных материалах с покрытием. Как вариант, абразивные частицы абразивного покрытия 5 могут быть в существенной мере равномерно распределены по матрице из смолы: такое абразивное покрытие может быть получено путем нанесения суспензии абразивных частиц и смолы на слой основы 3. В еще одном варианте, абразивное покрытие 5 может содержать множество формованных соединений абразивных частиц в смоляной матрице. Примеры таких формованных соединений описаны в патенте США №US 5 152917 (Рiереr и др.).
Как это понятно, абразивные частицы и смоляная матрица будут выбираться исходя из предполагаемого назначения абразивного листа 1.
Крепежный слой 7 состоит из любого материала, пригодного для крепления абразивного изделия 1 к инструменту, такому как ручной блок или механический шлифовальный инструмент. Такие крепежные материалы хорошо известны. Как показано, слой 7 является замкнутой петлевой частью крепежной системы на принципе застежки велькро, но может быть, например, слоем самоклеящегося материал, или частью стыковочной системы фиксации. В настоящем случае, кольцевой крепежный слой 7 является отдельным слоем, прикатанным к слою основы 3 с помощью клеевого слоя 7А, но, как вариант, может быть неотъемлемой частью слоя основы.
Как было описано до настоящего момента, абразивное изделие 1 является обычным абразивным листом, пригодным, например, для ручной шлифовки поверхности. Абразивный лист может удерживаться непосредственно рукой или может быть прикреплен к шлифовальной колодке любого подходящего типа.
Для увеличения универсальности абразивного листа 1 на нем проделана линия пониженного сопротивления 9, проходящая поперек листа в его средней части, со стороны крепежного слоя 7, от одной боковой кромки листа до другой. В крепежном слое 7 линия пониженного сопротивления 9 имеет форму разреза 11, проходящего сквозь весь крепежный слой, в то время как в слое основы 3 линия пониженного сопротивления 9 имеет форму линии перфорации 13 (т.е. линии сквозных отверстий в слое основы), которые, предпочтительнее, не должны проникать в абразивный слой 5. Несмотря на наличие линии пониженного сопротивления 9, подробная информация о которой будет приведена ниже, абразивный лист 1 остается пригодным для описанного выше ручного применения. С другой стороны, если абразивный лист согнут на 180° вдоль линии пониженного сопротивления 9 с целью совмещения абразивных покрытий 5 на двух частях листа, он может быть аккуратно разделен на два прямоугольных листа меньшего размера, каждый из которых также пригоден для ручного использования либо напрямую, либо с помощью шлифовальной колодки меньшего размера.
Таким образом, абразивный лист 1 может эффективно представлять два изделия, т.е. абразивный лист 1 большого размера или два абразивных листа меньшего размера. Следовательно, производитель сможет удовлетворить потребность в обоих изделиях путем производства и поставки одного изделия.
Предпочтительнее, чтобы линия пониженного сопротивления 9 была образована в абразивном листе 1 с помощью лазерного луча, сфокусированного или настроенного таким образом, чтобы он проник только на определенную глубину нанесенного абразивного материала:
данная глубина может быть легко определена для любого конкретного материала экспериментальным путем и изменена путем регулировки выходной мощности лазера.
Предпочтительным способом образования линии пониженного сопротивления 9 с помощью луча лазера является определение необходимых рабочих параметров лазера (i) для сквозного разреза крепежного слоя 7 без проникновения в слой основы 3 абразивного листа 1, и (ii) для сквозного разреза крепежного слоя 7 и осуществления перфорации в слое основы 3 без проникновения в слой абразивного покрытия 5. Рабочими параметрами могут быть, например, мощность лазерного луча или комбинация мощности лазерного луча и скорости, с которой он перемещается относительно абразивного листа 1. После этого, линия пониженного сопротивления 9 производится путем перемещения луча лазера по ширине абразивного листа 1, по направлению к крепежному слою 7 и с помощью попеременного использования рабочих параметров (i) и (ii) на соответствующих расстояниях «х» и «у». Результатом будет непрерывный разрез 11 через крепежный слой 7 листа 1 и перфорации 13 по длине «у» в слое основы 3, расположенные друг от друга на расстоянии «х». Расстояния «х» и «у» необходимы для обеспечения разделения листа 1 на две части, как это описано выше, что может быть легко определено экспериментальным путем для любого конкретного типа абразивного листа. Как вариант, линия пониженного сопротивления 9 может быть сделана с использованием многократного наложения лазерных лучей, либо одновременного, либо последовательного. Например, непрерывный разрез 11 в крепежном слое 7 может быть произведен во время первого перемещения луча лазера по ширине абразивного листа 1, с перфорациями 13, произведенными во время последующего первого перемещения луча лазера поперек листа.
В некоторых случаях, в зависимости от типа абразивного листа 1, для обеспечения более чистого разделения листа на две части может быть признано необходимым более глубокое проникновение непрерывного разреза 11 и/или перфораций 13 в лист, хотя и без их проникновения в лицевую сторону абразивного покрытия 5. Например, непрерывный разрез 11 может распространяться в или через клеевой слой, фиксирующий крепежный слой 7 к слою основы 3 и может даже частично продолжаться в слое основы. Аналогичным образом, перфорации 13 в слое основы 3 могут частично продолжаться в абразивном покрытии 5, хотя требуется особая осторожность для обеспечения того, что они не проникнут в лицевую сторону абразивного покрытия 5. В целом, наблюдалось, что более крупнозернистые абразивные листы, имеющие тенденцию быть более ломкими, разделяются более легко вдоль линии пониженного сопротивления 9 и требуют менее глубокого проникновения непрерывного разреза 11 и/или перфораций 13 в лист.
Если в абразивный лист 1 не включен крепежный слой 7, может быть достаточно, чтобы линия пониженного сопротивления 9 состояла только из перфорации 13 в слое основы 3 листа (возможно, продолжаясь, как описано выше, в абразивном слое 5 без проникновения в его лицевую сторону).
Лазерное оборудования для осуществления указанного выше процесса может также использоваться для нарезания множества абразивных листов 1 из полотна абразивного материала с покрытием и/или, при необходимости, одного или нескольких сквозных отверстий в листе. Все операции лазерной резки могут производиться во время одного прохода полотна абразивного материала с покрытием через лазерное оборудование, обеспечивая этим быструю и эффективную обработку абразивных листов. На Фиг.4 показан, посредством примера, абразивный лист, аналогичный листу 1, в котором с помощью лазерного оборудования, использованного для производства линии пониженного сопротивления 9, были прорезаны зигзагообразные сквозные отверстия 15.
По сравнению с операцией механической резки, требующей использования тщательно сконструированных штампов для конкретного изделия, лазерное оборудование может быть легко переключено от производства одного изделия на производство другого, обеспечивая этим экономичное производство небольших партий изделий. Тем не менее, несмотря на то, что использование лазерного оборудования является предпочтительным, не исключается и использование механического режущего оборудования для производства абразивных изделий в соответствии с настоящим изобретением.
Для выполнения описанных выше процессов может использоваться любое пригодное лазерное оборудование, например известные лазеры на СО2. Для осуществления быстрой обработки мощность и/или скорость работы оборудования должна быть оптимизирована относительно обрабатываемого материала. Примером подходящего имеющегося лазерного оборудования является оборудование под названием «SCX600», производимое компанией ROFIN-SINAR Technologies, Inc. из г.Плимут, штат Мичиган 48170, США, дающее сфокусированный лазерный луч диаметром около 0,25 мм. Используя оборудование данного типа, были произведены линии пониженного сопротивления в трех разных сортах абразивного листа (Р400, PI 80 и Р80), производства компании ЗМ Company, г.Сент-Пол, штат Миннесота, США, продающихся на рынке под торговой маркой «Hookit™ 334U» (имеющих крепежный слой 7 из замкнутой трикоткани, приклеенной к бумажному слою основы 3, и абразивное покрытие 5, состоящее из абразивных частиц оксида алюминия). Лазерный луч перемещался по ширине листов со скоростью около 380 см/с, будучи направленным на крепежный слой 7, с попеременным использованием импульса малой мощности с расстояния около 1,5 мм и импульса большой мощности с расстояния около 0,75 мм. Импульсы были отрегулированы соответственно на 27% и 35% мощности для листов сорта Р400; 27% и 46% мощности для листов сорта PI 80 и 25% и 27% мощности для листов сорта Р80. Размер абразивных листов был 40,64 см (16 дюймов) на 7,0 см, а произведенная на каждом листе линия пониженного сопротивления сделала возможным его разделение на два листа размерами в 20,32 см (8 дюймов) на 7,0 см каждый. Оба размера листа были признаны пригодными для использования вручную и на ручных шлифовальных колодках соответствующего размера. В частности, листы более крупного размера могли использоваться вручную и/или на ручных шлифовальных колодках без повреждения листов на линиях пониженного сопротивления.
Необходимо понимать, что линии пониженного сопротивления могут быть нанесены на другие абразивные изделия с покрытием описанным выше способом. Например, один абразивный лист подходящей формы с как минимум одной продольной линией пониженного сопротивления может быть преобразован в абразивную ленту путем соединения известным способом двух свободных оконечностей листа вместе. В данном случае, надлежаще позиционированные линии пониженного сопротивления обеспечивают выбор альтернативной ширины ленты.
На Фиг. 5А и 5В показаны другие абразивные изделия с покрытием в соответствии с настоящим изобретением. Оба изделия имеют форму абразивных дисков, пригодных для крепления к механическому шлифовальному инструменту. Абразивный диск 20 на Фиг.5А имеет линию пониженного сопротивления круглой формы 22, определяющую круговую область, которая может быть удалена для образования в диске центрального отверстия, а абразивный диск 24 на Фиг.5В имеет линию пониженного сопротивления 24, определяющую периферическую кромку, которая может быть удалена для образования диска меньшего диаметра. В качестве дальнейшей альтернативы, множество линий пониженного сопротивления круглой формы могут определить круговые области, которые могут быть удалены для создания пылеудаляющих отверстий в абразивном диске. В качестве еще одной альтернативы, полотно абразивного материала с покрытием (которое может поставляться в виде рулона) может иметь множество линий пониженного сопротивления, дающих возможность разделения листа на множество абразивных изделий. Как минимум одно из таких абразивных изделий может само иметь, как минимум, одну линию пониженного сопротивления. Во всех случаях, линия пониженного сопротивления даст возможность использования абразивного изделия, в котором она образована, по его назначению, но также и даст возможность использования абразивного изделия, отделенного от другой части.
По сравнению с перфораций, проходящей сквозь всю толщину абразивного материала с покрытием, линия пониженного сопротивления 9, как описано выше, имеет определенные преимущества. Если перфорация, проникающая на лицевую сторону абразивного покрытия, присутствует в рабочей области покрытия, может образовать точки скопления пыли, которые могут ограничить срок полезной службы абразивного изделия. С другой стороны, описанная выше линия пониженного сопротивления 9 дает возможность предотвращения данного эффекта. Более того, если абразивный материал оторван по линии обычной перфорации, проходящей сквозь всю толщину материала, имеется высокая вероятность образования необработанных кромок, которые могут повредить абразивное покрытие 5 и, опять, ограничить срок полезной службы изделия. С другой стороны, описанная выше линия пониженного сопротивления 9 дает возможность чистого разделения абразивного материала.
Описанные выше абразивные изделия с линией пониженного сопротивления дают возможность удовлетворения потребности потребителей с помощью поставки более крупных абразивных изделий, которые могут использоваться сами по себе или путем их разделения пользователем на более мелкие изделия. Более крупные изделия могут производиться с более низкими затратами и приводят к использованию меньшего количества упаковочного материала и меньшего числа номенклатурных позиций, что облегчает движение товаров от производства к потреблению.
Сейчас настоящее изобретение было описано относительно одного варианта и его возможных модификаций. Специалистам в данной области должно быть уже очевидно, что в описанных примерах можно сделать множество изменений, без выхода за рамки данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2453418C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2008 |
|
RU2452613C2 |
| ПОКРЫТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 2011 |
|
RU2555269C2 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОХРОМНЫХ ОКОН | 2013 |
|
RU2623920C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2361719C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2358854C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА НА СИНТЕТИЧЕСКОЙ ДРЕВЕСНОЙ ПЛИТЕ (ВАРИАНТЫ) | 1997 |
|
RU2154573C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ НА ВСПЕНЕННОЙ ПОДЛОЖКЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2577572C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного изделия с покрытием. Изделие состоит из основы, имеющей с одной стороны абразивное покрытие (5), а с другой - крепежный слой с петельчатым материалом. На изделии выполнена линия пониженного сопротивления, проходящая через крепежный слой и не проникающая на внешнюю поверхность абразивного покрытия, для отделения одной части абразивного изделия от другой. Линию пониженного сопротивления формируют лучом лазера. В результате расширяются возможности использования абразивных изделий с покрытием различных форм. 3 н. и 10 з.п. ф-лы, 5 ил.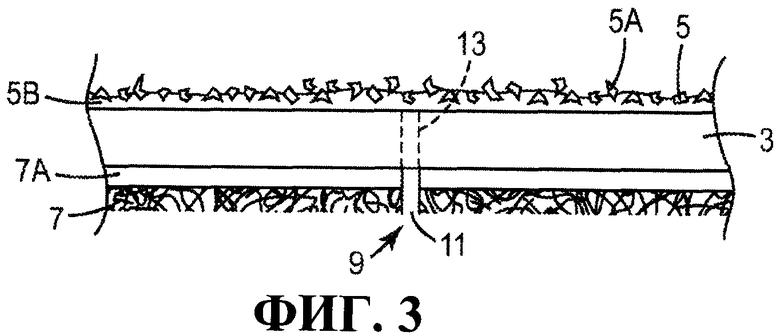
1. Абразивное изделие с покрытием, содержащее основу, имеющую с одной стороны абразивное покрытие, которое имеет внешнюю поверхность, а с другой стороны - крепежный слой, содержащий петельчатый материал, при этом абразивное изделие выполнено с линией пониженного сопротивления, проходящей через крепежный слой, но не проникающей на внешнюю поверхность абразивного покрытия, для обеспечения отделения одной части изделия от его другой части.
2. Абразивное изделие по п.1, отличающееся тем, что линия пониженного сопротивления имеет перфорацию в слое основы, не проникающую на внешнюю поверхность абразивного покрытия.
3. Абразивное изделие по п.1, отличающееся тем, что основа выполнена из материала, выбранного из группы, состоящей из бумаги, пленки, губки, ткани и их комбинаций.
4. Абразивное изделие по одному из пп.1-3, отличающееся тем, что абразивное покрытие состоит из абразивных частиц в смоляной матрице, а линия пониженного сопротивления не проникает в смоляную матрицу.
5. Абразивное изделие по одному из пп.1-3, отличающееся тем, что как минимум одна из двух упомянутых сторон является еще одним абразивным изделием.
6. Абразивное изделие по одному из пп.1-3, отличающееся тем, что оно имеет форму прямоугольного абразивного листа, а линия пониженного сопротивления расположена с возможностью разделения его на прямоугольные листы меньшего размера.
7. Абразивное изделие по одному из пп.1-3, отличающееся тем, что оно имеет форму абразивного диска, а линия пониженного сопротивления расположена с возможностью удаления части абразивного диска, оставляя абразивный диск другой формы.
8. Способ изготовления абразивного изделия с покрытием по одному из пп.1-3, включающий формирование линии пониженного сопротивления с помощью лазерного луча, направленного к основе со стороны, противоположной абразивному покрытию.
9. Способ по п.8, который включает этап управления лазерным лучом для формирования перфорации в основе, не проникающей на внешнюю поверхность абразивного покрытия.
10. Способ по п.9, в котором перфорацию производят в основе без ее проникновения в абразивное покрытие.
11. Способ по п.8, в котором используют луч СO2 лазера.
12. Способ по п.8, в котором лазерный луч также используют для отреза абразивного изделия от полотна абразивного материала с покрытием и/или выреза сквозных отверстий в абразивном изделии.
13. Способ изготовления абразивного изделия с покрытием по п.1, включающий формирование линии пониженного сопротивления с помощью лазерного луча, направленного к основе со стороны, противоположной абразивному покрытию, для сквозного разреза крепежного слоя и для формирования перфорации в основе, не проникающей во внешнюю поверхность абразивного покрытия.
| US 20050107019 A1, 19.05.2005; | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| RU 2006120377 A, 20.12.2007; | |||
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1989 |
|
RU2030285C1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

