Изобретение относится к абразивному инструменту, а именно к гибкому абразивному инструменту в виде лент конечной и бесконечной длины, и может быть использовано для обработки пластичных материалов, а также изделий со сложнофасонной поверхностью.
Целью изобретения является повышение режущей способности инструмента путем повышения устойчивости ворса к сминанию.
На чертеже показан пpедлагаемый гибкий инструмент.
Гибкий абразивный инструмент содержит текстильную основу 1 с ворсом в виде петель 2, укрепленных в текстильной основе, на концы петель нанесено абразивное покрытие 3. Не менее 50% ворса составляют мононити, при этом ворсовые петли 4 из мононитей имеют меньшую высоту, чем основные петли 2 других волокон, а плотность ворсового покрова не превышает 70 петель на 1 см2.
Аппретирование основы, пропитка, нанесение связки и абразива оказывают влияние на эластичность абразивного инструмента. При этом наиболее значительное влияние на эластичность инструмента в сторону ее снижения оказывает связка. Нанесение связки и абразива на ворсовую поверхность основы, а именно на петли, образующие ворс, при условии, что петли не склеены одна с другой, позволяет получить высокоэластичный инструмент. В этом случае связка и абpазив не оказывают влияния на эластичность инструмента и она будет зависимой величиной только от эластичности основы. При работе готовым инструментом может наблюдаться сминание ворса от действия силы резания. Поэтому для придания ворсу устойчивости в него вводят мононити, которые обладают более высокой жесткостью по отношению к другим нитям. При этом увеличение жесткости наблюдается, если не менее 50% ворса составляют мононити. Кроме того, целесообразно использовать ворс из мононитей меньшей высоты, чем ворс из нитей, на которые наносят связку и абразив, так как это позволяет предотвратить непосредственный контакт мононитей с обрабатываемой поверхностью, а с учетом того, что структура мононитей не позволяет получить достаточную адгезию к ней различных видов связок, снижается расход абразива.
Использование в инструменте петель с высокой плотностью их размещения (более 70 петель на 1 см2) приводит к склеиванию петель одна с другой и образованию в результате этого сплошного абразивного покрытия, что приводит к снижению эластичности, а при обработке инструментом пластичных материалов - к быстрому его засаливанию с другой стороны. Использование в инструменте петель с низкой плотностью их размещения приводит к снижению производительности процесса шлифования, так как число зерен, участвующих в процессе резания, будет незначительным.
Следует также отметить, что эластичность инструмента зависит от протяженности вдоль периметра петли абразивного покрытия. Например, при нанесении абразивного покрытия на всю петлю эластичность инструмента меньше, чем при частичном его нанесении. Расположение абразивного покрытия на большей части длины петли делает инструмент подобным инструменту с многослойным абразивным покрытием, однако он имеет значительно большую эластичность.
П р и м е р. Гибкий абразивный инструмент выполняют следующим образом. Берут трикотажное полотно, грунт которого состоит из полиэфирных комплексных нитей белан (линейной плотностью 25 текс), а ворс - из полиэфирных комплексных нитей белан (линейной плотностью 25 ХI) и капроновых мононитей (линейной плотностью 2,2 текс). На полотно наносят связующее с абразивом в соотношении, мас.ч.%: фенолформальдегидная смола СФЖ 3039 - 40%; бутадиенстироловый латекс СКС - 65ГП - 20%; абразив (карбид бора зернистость 10) 40. После этого в сушильном шкафу производят предварительную термообработку при 150оС в течение 10 мин. Затем сформированное абразивное покрытие покрывают смолой СФЖ 3039 и в сушильном шкафу проводят окончательную термообработку при тех режимах, что и в первом случае. Полученный абразивный инструмент сматывают на барабан.
Предлагаемым абразивным инструментом обрабатывают партию алюминиевых копс из пластичного материала АД33, имеющих криволинейный профиль. Установлено, что стойкость предлагаемого гибкого абразивного инструмента превышает стойкость известного (базового) инструмента в 3-4 раза. Кроме того, высокая эластичность инструмента позволяет производить одновременную шлифовку всей поверхности копсы, т.е. предлагаемый гибкий абразивный инструмент за счет высокой эластичности и низкой склонности к засаливаемости позволяет расширить номенклатуру обрабатываемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1991 |
|
RU2016748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2083351C1 |
| СПОСОБ ВОЛОЧЕНИЯ НАГРЕВОСТОЙКОГО КАБЕЛЯ | 1992 |
|
RU2060852C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 1990 |
|
RU2007272C1 |
| Способ абразивной обработки | 1984 |
|
SU1258682A1 |
| Способ абразивной обработки | 1985 |
|
SU1328178A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЙ СКАЛЬПЕЛЕЙ | 1990 |
|
RU2025189C1 |
| Устройство для обработки криволинейной поверхности | 1984 |
|
SU1248769A1 |
| Способ ленточного шлифования сложнофасонных поверхностей | 1982 |
|
SU1712130A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ СВЕРХПРОВОДЯЩИХ ПЛЕНОК | 1990 |
|
RU2054212C1 |
Изобретение относится к абразивному инструменту, а именно к гибкому абразивному инструменту в виде лент конечной и бесконечной длины, и может быть использовано для обработки пластичных материалов, а также изделий со сложнофасонной поверхностью. Цель изобретения - повышение режущей способности инструмента путем повышения устойчивости ворса к сминанию. Инструмент содержит текстильную основу 1 с ворсом в виде петель 2 и 4. На петли 2 нанесено абразивное покрытие. Петли 4 выполнены из мононитей и имеют меньшую высоту, чем петли 2. Ворсовые петли 4 из мононитей составляют 50 - 70% от общего числа петель. Плотность абразивонесущего ворсового покрова не превышает 70 петель на 1 см2, что предотвращает засаливание инструмента. 2 з.п. ф-лы, 1 ил.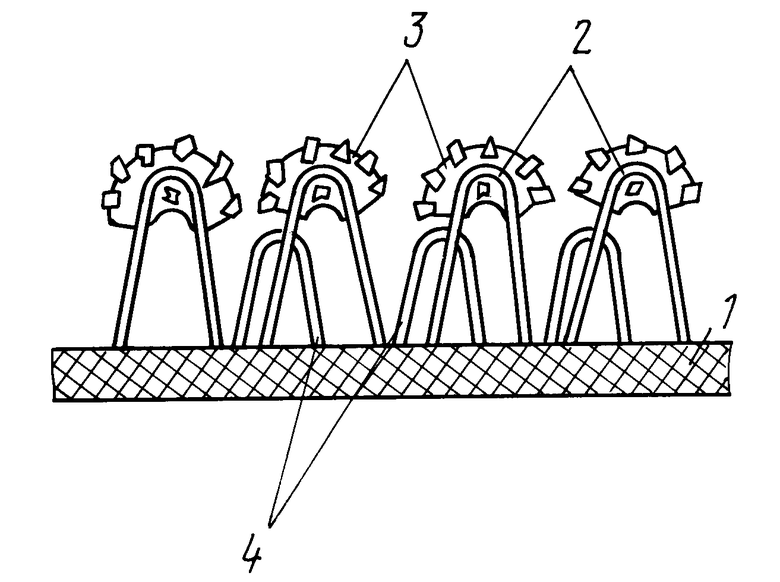
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ТИТАНОГРАФИТОВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ ПОРОШКОВ | 2006 |
|
RU2341354C2 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
