Настоящее изобретение относится к устройству охлаждения литейной формы, содержащей признаки ограничительной части пункта 1 формулы изобретения. Изобретение также относится к литейной форме и способу непрерывного литья.
Устройство охлаждения указанного типа известно, например, из международной публикации WO 2005/092540 А1.
При вертикальном непрерывном литье расплав непрерывно протекает через охлаждаемую бездонную литейную форму. Расплав начинает затвердевать в области краев литейной формы. Образуется так называемая оболочка непрерывной заготовки. Непрерывная заготовка является жидкой внутри. Затем расплав непрерывно протягивается вниз в виде непрерывной заготовки или опускается под действием силы тяжести.
При контакте с охлажденной стенкой формы расплав затвердевает в виде тонкой оболочки, окружающей незатвердевшую центральную часть слитка, что предотвращает непосредственный контакт расплава с охлаждающей водой во время медленного (от 30 до 85 мм/мин) опускания литейного стола и по мере непрерывного заполнения камеры литейной формы с помощью выпускного желоба. Дальнейшее охлаждение слитка достигается благодаря непосредственному контакту охлаждающей воды с поверхностью слитка.
Существуют важные факторы, которые необходимо учитывать при запуске литейной формы. Например, в связи с более высокой теплопроводностью алюминия, во время запуска могут возникать постоянные деформации, в частности, «разбухание основания» и «искривление основания».
«Разбухание основания» означает утолщение ножки непрерывной заготовки по сравнению с остальной частью непрерывной заготовки. Сначала литейную форму закрывают снизу пусковым блоком. Пусковой блок охлаждают так же, как и литейную форму. Во время запуска расплав перетекает в литейную форму и натекает на охлаждаемый пусковой блок. Пусковой блок выдвигают из литейной формы только после ее заполнения. По этой причине жидкая сердцевина или нижняя часть непрерывной заготовки во время запуска значительно меньше, чем во время остальной части процесса непрерывного литья. Такое состояние возникает, с одной стороны, из-за более низкой скорости литья во время запуска, а с другой стороны - вследствие дополнительного охлаждения пускового блока. Таким образом, степень усадки также уменьшается, и непрерывная заготовка имеет приблизительно такую же толщину, как и внутренние размеры литейной формы.
«Искривление основания» означает деформацию на конце ножки непрерывной заготовки. Во время запуска непрерывная заготовка, в частности, ножка непрерывной заготовки, охлаждается литейной формой, пусковым блоком и охлаждающей водой, распыляемой на непрерывную заготовку на выходе из литейной формы. Это приводит к охлаждению расплава. Возникающие напряжения превышают прочность непрерывной заготовки и вызывают деформацию ножки непрерывной заготовки в виде выпуклой кривизны. Выпуклая кривизна также обеспечивает прогиб внутрь наружных сторон непрерывной заготовки. Данный эффект делает еще более заметным «разбухание основания». В худшем случае температурный перепад может вызвать образование трещин, через которые будет вытекать жидкий металл.
Для снижения образования нежелательных деформаций при непрерывном литье используют устройства охлаждения, обеспечивающие направленное охлаждение непрерывной заготовки, особенно во время запуска.
Литейная форма с таким устройством охлаждения известна из международной публикации WO 2005/092540 А1. Эта литейная форма используется для непрерывного литья цветных материалов, в частности, алюминия и алюминиевых сплавов. Охлаждение выполняют с помощью охлаждающих элементов, выполненных в виде сопел, и распределенных по контуру рамы литейной формы. Сопла, соответствующие средней области непрерывной заготовки, имеют больший диаметр, чем сопла, соответствующие краевой области непрерывной заготовки. Больший диаметр уменьшает объемный поток и, таким образом, охлаждение в среднем участке непрерывной заготовки. Это обеспечивает снижение возникающих напряжений и сводит к минимуму деформации.
Однако в приведенном выше примере управлять охлаждением можно только с помощью объемного потока и состава охлаждающей среды. Других возможностей для управления характеристиками застывания и, таким образом, еще большей минимизации деформаций, не предусмотрено. После полного затвердевания непрерывной заготовки, деформированные участки должны быть отсечены. Такой процесс требует больших материальных, финансовых и временных затрат. Непрерывное литье разных алюминиевых сплавов с помощью одной литейной формы вышеуказанного типа невозможно, так как расположение сопел в раме литейной формы приспособлено к соответствующему материалу, из которого выполняют литье, и не может быть изменено.
Таким образом, задачей настоящего изобретения является усовершенствование устройства охлаждения вышеуказанного типа для обеспечения возможности выполнения непрерывного литья из разных материалов с помощью одной формы, с уменьшением деформаций, которые могут возникать во время непрерывного литья. Кроме того, задачей настоящего изобретения является создание литейной формы, содержащей такое устройство охлаждения, и способа непрерывного литья с использованием такого устройства охлаждения.
Указанная задача решена благодаря созданию:
- устройства охлаждения по п. 1 формулы изобретения;
- литейной формы по п. 13 формулы изобретения; и
- способа по п. 14 формулы изобретения.
Таким образом, задача изобретения решена с помощью устройства охлаждения литейной формы, в частности, литейной формы для вертикального непрерывного литья, содержащего по меньшей мере один охлаждающий блок, причем указанная литейная форма содержит контактную поверхность, имеющую внутреннюю сторону и наружную сторону, при этом внутренняя сторона контактной поверхности ограничивает непрерывное литье во время работы. Охлаждающий блок предназначен для размещения на литейной форме с возможностью перемещения, при этом между охлаждающим блоком и наружной стороной контактной поверхности образован зазор, ширина которого может регулироваться с помощью регулировочного элемента.
Подвижное устройство охлаждения, расположенное на литейной форме, обладает новым дополнительным параметром, который влияет на процесс непрерывного литья. Возможно реагирование на температурные изменения контактной поверхности и охлаждающей среды путем регулирования расстояния до охлаждающего блока. При использовании предложенного устройства охлаждения возможна разливка различных материалов, в частности, различных алюминиевых сплавов, с помощью одной и той же литейной формы, так как можно управлять характеристиками застывания соответствующего материала в литейной форме путем регулирования указанного дополнительного параметра подвижного устройства охлаждения. На характеристики застывания материала особенно сильно влияет процесс запуска. Например, путем уменьшения охлаждения во время запуска можно уменьшить напряжения, возникающие в материале в результате температурного скачка. Это сведет к минимуму деформации, особенно «разбухание основания» и «искривление основания».
Предпочтительные варианты выполнения изобретения охарактеризованы в зависимых пунктах формулы изобретения.
В одном варианте выполнения изобретения литейная форма имеет контактные поверхности, каждой из которых соответствует подвижный охлаждающий блок, причем указанные контактные поверхности ограничивают непрерывное литье, а между наружными сторонами контактных поверхностей и охлаждающих блоков образован зазор, проходящий по периметру литейной формы. Контур периферийного зазора может быть полностью замкнутым или частично открытым. Так как каждая контактная поверхность имеет свой охлаждающий блок с регулировочным элементом, охлаждением каждой контактной поверхности можно управлять индивидуально. Предпочтительными являются прямоугольные профили литейной формы. Как вариант, возможны другие профили. Например, литейная форма может быть выполнена с круглым профилем. Для охлаждения контактной поверхности круглого профиля вокруг нее располагают охлаждающие блоки. Охлаждающие блоки могут быть выполнены изогнутыми или прямыми.
Охлаждающий блок предпочтительно содержит по меньшей мере одно средство охлаждения, расположенное на боковой стороне охлаждающего блока, обращенной к наружной стороне контактной поверхности. В результате, средство охлаждения выравнено с областью охлаждаемой литейной формы или непрерывной заготовки, что обеспечивает непосредственное и эффективное охлаждение.
Особенно предпочтительно, если средство охлаждения содержит первичное средство охлаждения, направленное на наружную сторону контактной поверхности, и вторичное средство охлаждения, направленное на область, расположенную ниже выпускного отверстия литейной формы по направлению литья. Это обеспечивает преимущество, состоящее в том, что с помощью одного охлаждающего блока можно охлаждать как наружную сторону контактной поверхности, так и непрерывную заготовку или пусковой блок. Первичное средство охлаждения выполнено с возможностью нанесения охлаждающей среды на наружную сторону контактной поверхности для охлаждения этой контактной поверхности и, соответственно, расплава или непрерывной заготовки в литейной форме. Вторичное средство охлаждения направлено на область, расположенную ниже выпускного отверстия литейной формы, где непрерывная заготовка снова выходит из литейной формы или закрывает литейную форму в начале пускового блока. В каждом случае можно направлять более одного средства охлаждения на литейную форму или на непрерывную заготовку.
Средство охлаждения содержит по меньшей мере одно вытянутое отверстие, проходящее по меньшей мере частично вдоль продольной оси охлаждающего блока, и/или круглые отверстия, расположенные по меньшей мере частично вдоль продольной оси охлаждающего блока. Форма средства охлаждения влияет на количество подаваемой охлаждающей среды. Это позволяет управлять нанесением охлаждающей среды на наружную сторону контактной поверхности и иметь различные скорости нанесения, что обеспечивает возможность целенаправленного влияния на характеристики застывания.
Охлаждающий блок предпочтительно содержит по меньшей мере одну охлаждающую камеру, имеющую по меньшей мере одно впускное отверстие для охлаждающей среды. Это обеспечивает преимущество, состоящее в том, что охлаждающая среда накапливается в охлаждающей камере и создает избыточное давление, которое равномерно распределяется в охлаждающей камере.
Предпочтительно, охлаждающая камера проточно сообщается со средством охлаждения. Проточное сообщение и равномерное распределение избыточного давления в охлаждающей камере вызывают подачу охлаждающей среды из средства охлаждения к охлаждаемой области. Если в средстве охлаждения действует одинаковое давление вдоль всей продольной оси охлаждающего блока, то скорость подачи и количество охлаждающей среды зависят, в основном, от количества и размера отверстий в средстве охлаждения.
В другом предпочтительном варианте выполнения регулировочный элемент содержит по меньшей мере одну направляющую, в частности, рельс, на которой охлаждающий блок установлен с возможностью перемещения перпендикулярно по отношению к контактной поверхности. Направляющая обеспечивает преимущество, состоящее в том, что охлаждающий блок установлен подвижно, благодаря чему можно легко изменять ширину зазора. Установка на направляющей или рельсе позволяет реализовать хорошую удерживающую функцию, при которой, несмотря на большие колебания температур, сохраняется возможность перемещения охлаждающего блока перпендикулярно контактной поверхности, соответствующей указанному охлаждающему блоку.
Предпочтительно регулировочный элемент содержит по меньшей мере один регулировочный элемент, в частности, регулировочный винт, который обеспечивает возможность регулирования ширины зазора. Регулировочный винт позволяет бесступенчато регулировать ширину зазора путем взаимодействия с инструментом. Как вариант, возможно применение других регулировочных элементов.
Регулировочный элемент предпочтительно содержит по меньшей мере один стопорный элемент, в частности, стопорный винт, который фиксирует охлаждающей блок на направляющей. Это обеспечивает неизменную ширину зазора во время непрерывного литья. Возможно использование других стопорных элементов, например, защелок.
В более предпочтительном варианте выполнения регулировочный элемент содержит систему управления и/или контроллер и приводной элемент, в частности, электрический приводной двигатель, для регулирования указанного зазора. Это позволяет устройству охлаждения автоматически регулировать ширину зазора по мере необходимости. Во время процесса управления устройство охлаждения выполняет заданное действие или заданную последовательность действий. Контроллер сравнивает температуру контактной поверхности (фактическое значение) с заданным значением температуры (требуемым значением) в режиме реального времени. При наличии отклонений температуру контактной поверхности регулируют путем изменения ширины зазора с помощью приводного элемента и/или другого приводного средства. Вместо электрического приводного двигателя можно использовать приводы других типов. Например, в качестве приводного элемента можно использовать пневматическое или гидравлическое линейное приводное средство. Кроме того, могут быть использованы другие переменные параметры управления, влияющие на температуру наружной стороны путем воздействия соответствующего приводного элемента. Например, путем подачи присадок в охлаждающую среду или путем изменения скорости разливания расплава.
Желательно, чтобы на контактной поверхности был расположен по меньшей мере один датчик температуры. Этот датчик позволяет отслеживать и возвращать значения температуры контактной поверхности в управляющий контур. Для измерения температуры могут быть использованы все распространенные методы, подходящие для высокотемпературного диапазона.
Желательно, чтобы на охлаждающем блоке был расположен по меньшей мере один датчик температуры. Благодаря этому устройство охлаждения может реагировать на температуру охлаждающей среды. Слишком высокая температура охлаждающей среды ухудшает охлаждающий эффект. Для измерения температуры могут быть использованы все распространенные методы, подходящие для высокотемпературного диапазона.
Согласно данному изобретению, раскрыта и предложена литейная форма, содержащая предложенное устройство охлаждения, причем указанное устройство охлаждения охватывает литейную форму в окружном направлении, по меньшей мере на некоторых участках.
В частности, предложена литейная форма, в частности, для вертикального непрерывного литья, содержащая по меньшей мере один охлаждающий блок и контактную поверхность, имеющую внутреннюю сторону и наружную сторону, при этом указанная внутренняя поверхность выполнена с возможностью ограничения непрерывного литья в процессе работы. Охлаждающий блок подвижно расположен на литейной форме и содержит регулировочный элемент, причем охлаждающий блок расположен на литейной форме так, что между охлаждающим блоком и наружной стороной контактной поверхности образован зазор, а регулировочный элемент выполнен с возможностью регулирования ширины указанного зазора.
Кроме того, согласно данному изобретению, раскрыт и предложен способ непрерывного литья, в частности, вертикального непрерывного литья, с использованием литейной формы, выполненной в соответствии с п. 13 формулы изобретения. Согласно предложенному способу, сначала он включает регулирование зазора с помощью регулировочного элемента до ширины, необходимой для разливаемого материала. Затем размещают пусковой блок в исходном положении. Как вариант, пусковой блок и контактная поверхность могут охлаждать до необходимой начальной температуры. Затем начинают непрерывно подавать расплав в литейную форму с непрерывным охлаждением. Как только литейная форма достигла определенного уровня заполнения, пусковой блок опускают, при этом расплав протягивается через литейную форму. По меньшей мере во время этапа запуска контролируют технологические параметры и охлаждают непрерывную заготовку регулируемым образом, когда она выходит из литейной формы.
Далее изобретение подробно описано на основе вариантов его выполнения со ссылкой на прилагаемые схематические чертежи, на которых:
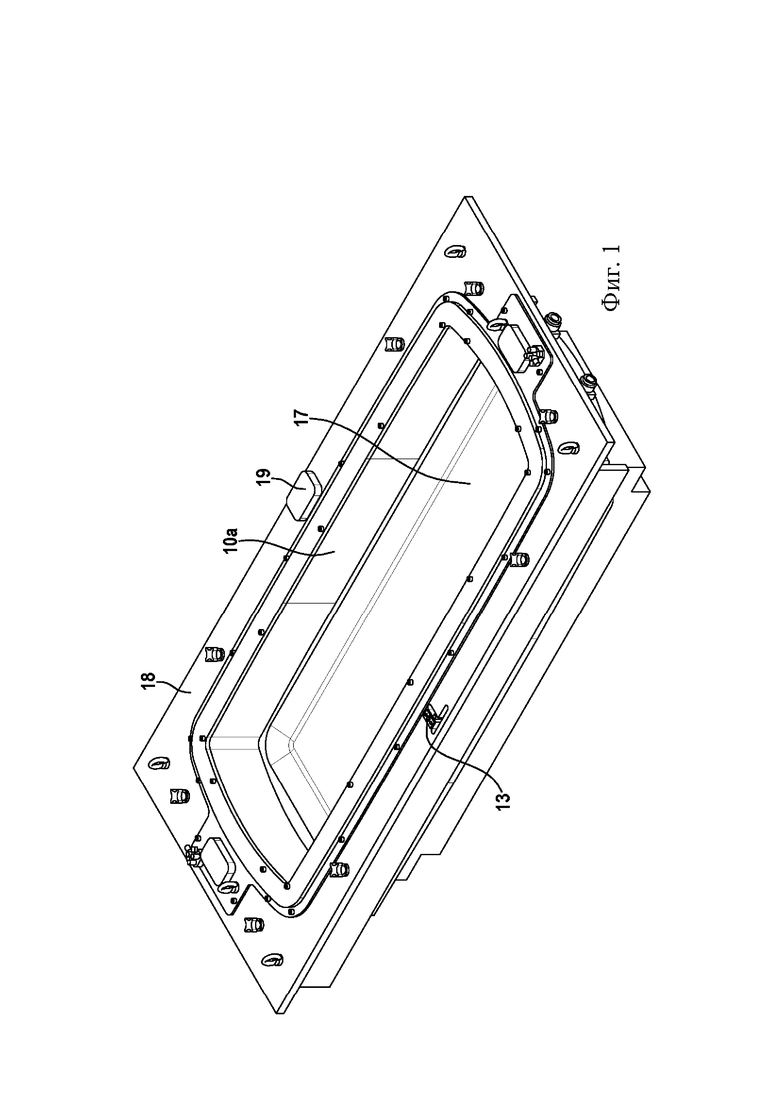
фиг. 1 изображает вид в аксонометрии варианта выполнения предложенной литейной формы с устройством охлаждения;
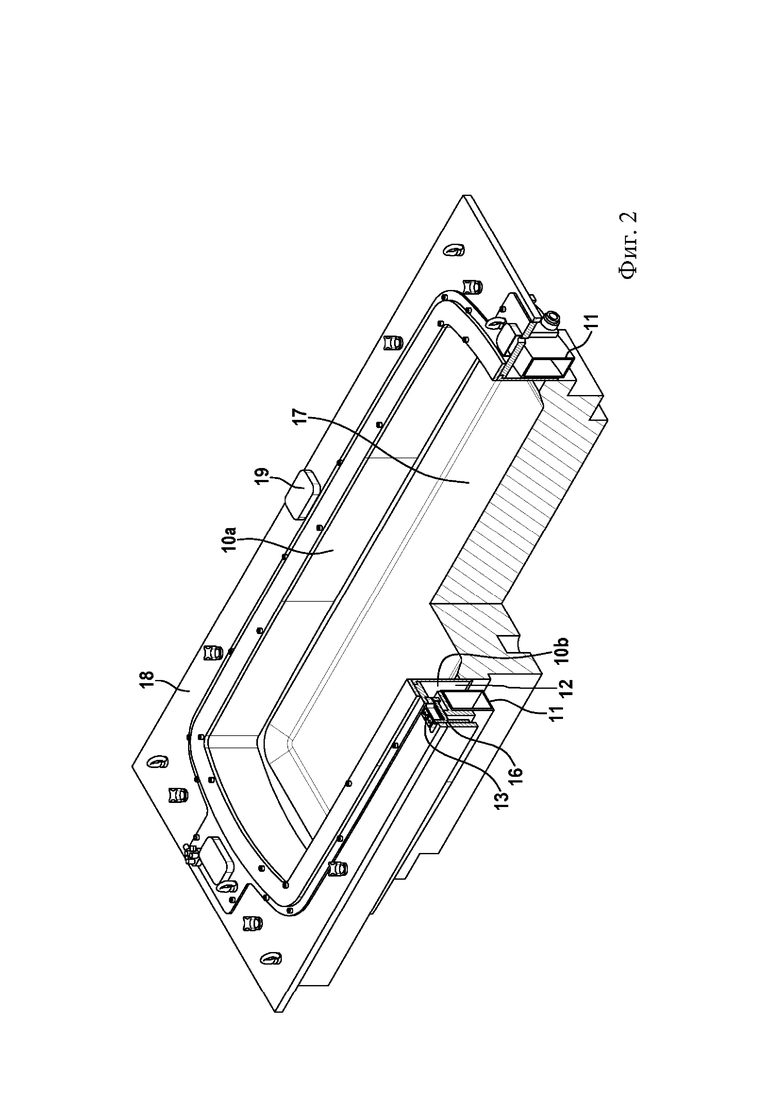
фиг. 2 изображает вид в аксонометрии с частичным разрезом литейной формы, показанной на фиг.1;
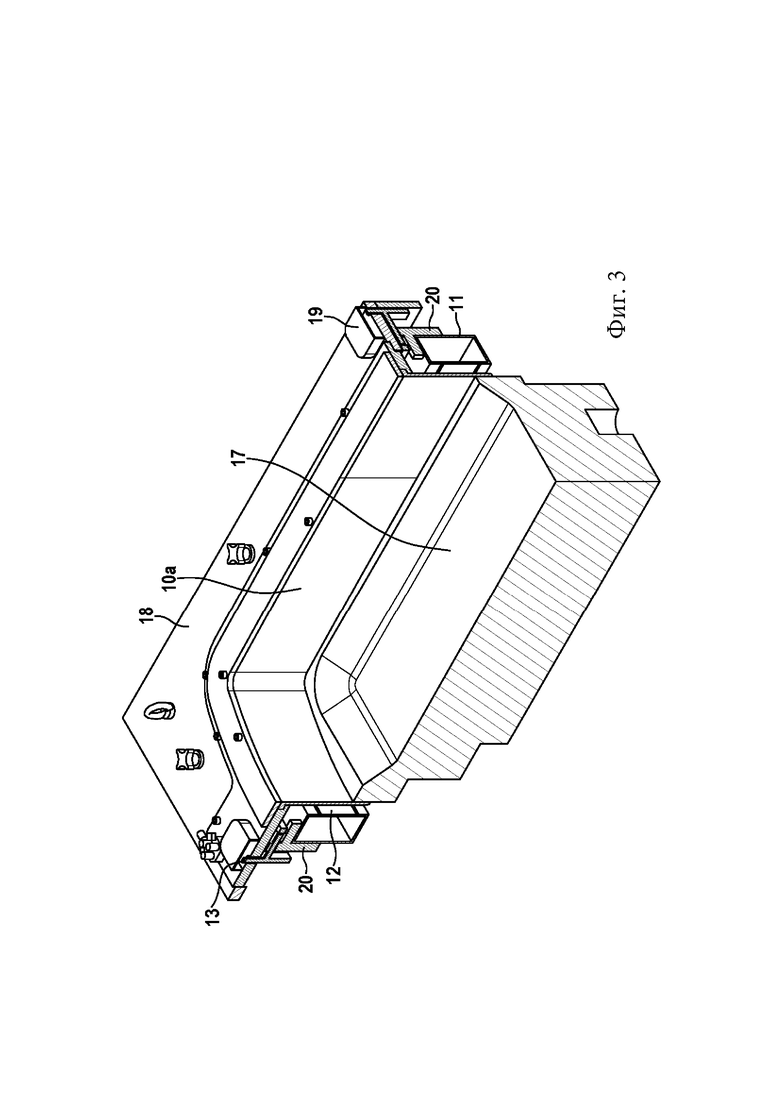
фиг. 3 изображает другой вид в аксонометрии с частичным разрезом литейной формы, показанной на фиг. 1; и
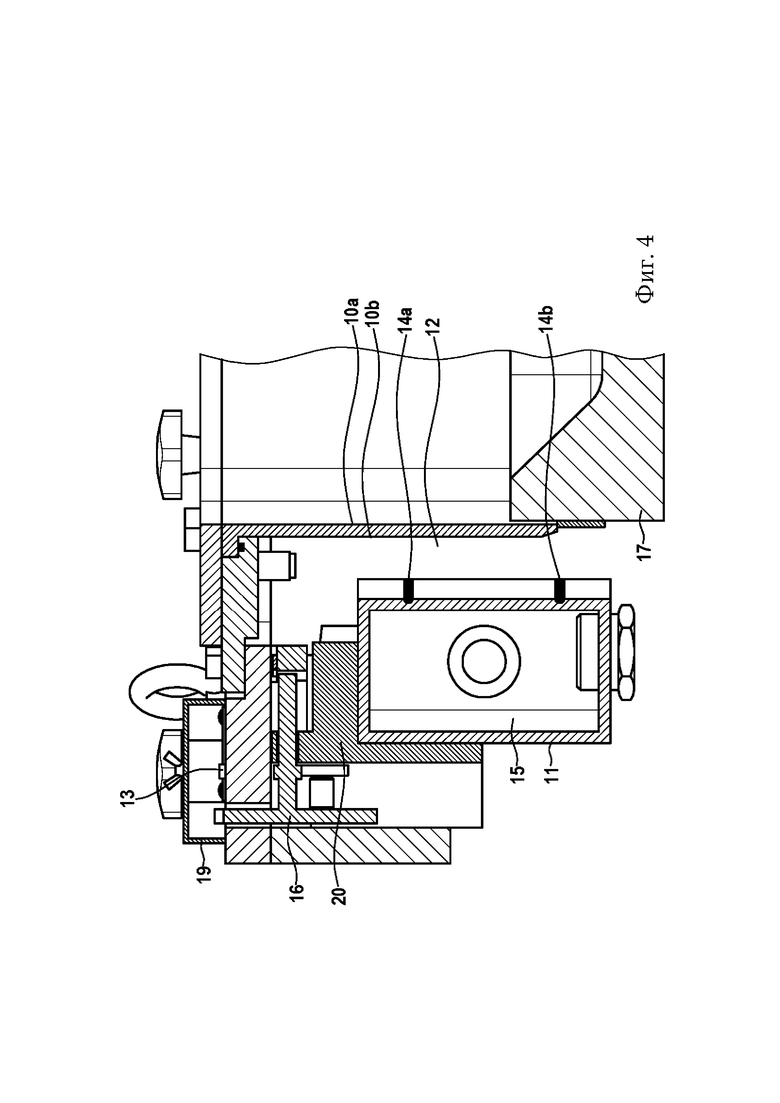
фиг. 4 изображает вид в увеличенном масштабе варианта выполнения предложенного устройства охлаждения с регулировочным элементом.
Устройство охлаждения содержит охлаждающий блок 11, соответствующий контактной поверхности 10, которая имеет внутреннюю сторону 10а и наружную сторону 10b, и отделенный от наружной стороны 10b контактной поверхности зазором 12. Кроме того, устройство охлаждения содержит регулировочный элемент 13, выполненный с возможностью регулирования ширины зазора 12.
На фиг. 1 показана литейная форма с устройством охлаждения. Профиль литейной формы является прямоугольным, и форма предназначена для литья плоских слитков. Также возможно использование устройства охлаждения с другими литейными формами. Предложенное устройство охлаждения также может быть использовано с литейными формами, имеющими круглый или квадратный профили, например, для непрерывного литья слитков (заготовок) цилиндрической формы.
Литейная форма имеет впускное отверстие и выпускное отверстие. Расплав поступает в форму через впускное отверстие литейной формы. Из выпускного отверстия частично затвердевший расплав выходит из литейной формы. Литейная форма содержит фланец 18, проходящий по контуру формы в области впускного отверстия литейной формы. Со стороны фланца 18, обращенной к выпускному отверстию литейной формы, на каждой из продольных и поперечных сторон литейной формы расположены охлаждающие блоки 11, выполненные с возможностью регулирования независимо друг от друга. Сторона фланца 18, обращенная к впускному отверстию литейной формы, содержит крышки 19, каждая из которых расположена по центру на продольной и поперечной сторонах. Регулировочный элемент 13 для охлаждающих блоков 11 расположен под указанными крышками 19.
У выпускного отверстия литейной формы расположен пусковой блок 17, который закрывает литейную форму, т.е. пусковой блок 17 расположен в литейной форме так, что между внутренней стороной 10а контактной поверхности и пусковым блоком 17 образован круговой зазор (около 2 мм), который заполняется и герметизируется первым быстро затвердевающим металлом. Во время запуска пусковой блок 17 герметизирует литейную форму по направлению литья до тех пор, пока расплав в форме не достигнет достаточно высокого уровня заполнения и не застынет до такой степени, что выпускное отверстие литейной формы может быть открыто. Для этого расплав сначала вытягивают из литейной формы с помощью пускового блока 17. После усадки происходит дальнейшее вытеснение под действием силы тяжести.
Во время работы внутренняя сторона 10а контактной поверхности ограничивает расплав, который протягивается через литейную форму, и поглощает теплоту от расплава. Для того чтобы учесть требования, связанные с высокими температурами, при литье цветных металлов используют литейные формы, изготовленные из специальных алюминиевых и медных сплавов. Возможно использование других материалов.
Для охлаждения контактной поверхности 10 на наружную сторону 10b контактной поверхности специально подают, точнее, разбрызгивают, охлаждающую среду. Например, в качестве охлаждающей среды можно использовать воду. Также возможно использование других жидкостей или смесей жидкостей. Контактная поверхность 10 имеет две поперечные и две продольные стороны. Двум поперечным сторонам и двум продольным сторонам 10b контактной поверхности соответствует охлаждающий блок 11. Охлаждающие блоки 11 расположены параллельно контактной поверхности 10, в частности, проходят вдоль ее контура. Охлаждающие блоки 11 имеют прямоугольный профиль. Возможны и другие геометрические формы, например, круглая. Внутри охлаждающих блоков 11 имеется охлаждающая камера 15. Как правило, охлаждающая камера 15 имеет прямоугольный профиль. Также возможны и другие формы. Охлаждающая камера 15 проточно сообщается со средством 14 охлаждения. Средство 14 охлаждения может быть выполнено, например, в виде сопел или расточных отверстий. Возможны и другие варианты. Средство 14 охлаждения подробнее описано в одном из следующих разделов. Охлаждающая камера 15 выполнена с возможностью накопления охлаждающей среды и направления ее в средство 14 охлаждения. Охлаждающий блок 11 может содержать множество охлаждающих камер 15 и/или средств 14 охлаждения.
На фиг. 2 и 3 показаны частичные разрезы литейной формы, изображенной на фиг.1. В этих примерах особенно хорошо видны охлаждающий блок 11 и регулировочный элемент 13. Регулировочный элемент 13 образует регулируемое соединение между охлаждающим блоком 11 и литейной формой. Для защиты от внешних воздействий регулировочный элемент 13 расположен под крышкой 19.
Регулировочный элемент 13 содержит направляющую 16. Направляющая 16 выполнена в виде рельса. Как вариант, в качестве направляющей 16 могут быть использованы другие компоненты. Рельс проходит в направлении контактной поверхности 10, соответствующей охлаждающему блоку 11. Кроме того, возможно использование множества направляющих 16 или рельсов. Перемещение охлаждающего блока 11 по направляющей 16 выполняют с помощью регулировочного элемента 13, например, регулировочного винта (не показан).
Регулировочный элемент 13 выполнен с возможностью ручного или по меньшей мере частично автоматического управления. Например, ручную регулировку можно выполнять с помощью регулировочного винта (не показан) и/или стопорного винта (не показан). Автоматическое управление может быть реализовано с помощью системы управления или контроллера (не показанных на чертежах). Смещение охлаждающего блока, т.е. регулирование ширины зазора 12, является дополнительным регулируемым параметром для охлаждения литейной формы. Небольшой зазор 12 увеличивает охлаждающий эффект, в то время как большой зазор уменьшает охлаждающий эффект.
Охлаждающий блок 11 содержит удерживающий элемент 20. Удерживающий элемент 20 выполнен в форме прямого угла и расположен точно на наружном крае охлаждающего блока 11. Удерживающий элемент 20 может иметь другие геометрические формы. Охлаждающий блок 11 выполнен с возможностью перемещения на направляющей 16 с помощью удерживающего элемента 20 так, что блок 11 может перемещаться перпендикулярно соответствующей контактной поверхности 10.
На фиг. 4 показан вид в увеличенном масштабе устройства охлаждения в области регулировочного элемента 13. Охлаждающий элемент 11 прикреплен к удерживающему элементу 20. Удерживающий элемент 20, в свою очередь, установлен с возможностью перемещения на направляющей 16. Между наружной стороной 10b контактной поверхности и охлаждающим блоком 11 образован зазор 12.
В данном примере на охлаждающем блоке 11 расположены два средства 14а, 14b охлаждения. Средства 14а, 14b охлаждения выполнены в виде узких отверстий, каждое из которых проходит вдоль продольной оси охлаждающего блока 11. Средства 14а, 14b охлаждения расположены со стороны охлаждающего блока 11, обращенной к соответствующей наружной стороне 10b контактной поверхности. Как вариант, возможны и другие формы средств 14а, 14b охлаждения. Средства 14а, 14b охлаждения выполнены так, что охлаждающая среда проходит через зазор 12 между охлаждающим блоком 11 и наружной стороной 10b контактной поверхности. Средства 14а, 14b охлаждения содержат первичное средство 14а охлаждения и вторичное средство 14b охлаждения. Первичное средство 14а охлаждения направлено на наружную сторону 10b контактной поверхности 10b и, благодаря этому, охлаждает расплав, проходящий через литейную форму. Вторичное средство 14b охлаждения направлено на пусковой блок 17. В результате пусковой блок 17 охлаждается до процесса запуска и во время него. После процесса запуска вторичное средство 14b охлаждения направлено уже не на пусковой блок 17, а непосредственно на непрерывную заготовку для ее охлаждения.
ССЫЛОЧНЫЕ ОБОЗНАЧЕНИЯ
10 - контактная поверхность
10а - внутренняя сторона контактной поверхности
10b - наружная сторона контактной поверхности
11 - охлаждающие блоки (2 коротких и 2 длинных)
12 - зазор
13 - регулировочный элемент
14 - средство охлаждения
14а - первичное средство охлаждения
14b - вторичное средство охлаждения
15 - охлаждающая камера
16 - направляющая
17 - пусковой блок
18 - фланец
19 - крышка
20 - удерживающий элемент.
Изобретение относится к непрерывному литью. Устройство охлаждения литейной формы, в частности, литейной формы для вертикального непрерывного литья, содержит по меньшей мере один охлаждающий блок (11). Литейная форма содержит контактную поверхность (10), имеющую внутреннюю и наружную стороны, при этом внутренняя сторона (10а) ограничивает непрерывное литье во время работы. Охлаждающий блок (11) размещен на литейной форме с возможностью перемещения, причем между охлаждающим блоком (11) и наружной стороной контактной поверхности (10) образован зазор (12). Охлаждающий блок (11) содержит регулировочный элемент (13), обеспечивающий возможность регулирования ширины зазора (12). Обеспечивается осуществление непрерывного литья из разных материалов с помощью одной формы с уменьшением возникающих во время непрерывного литья деформаций заготовки. 3 н. и 11 з.п. ф-лы, 4 ил.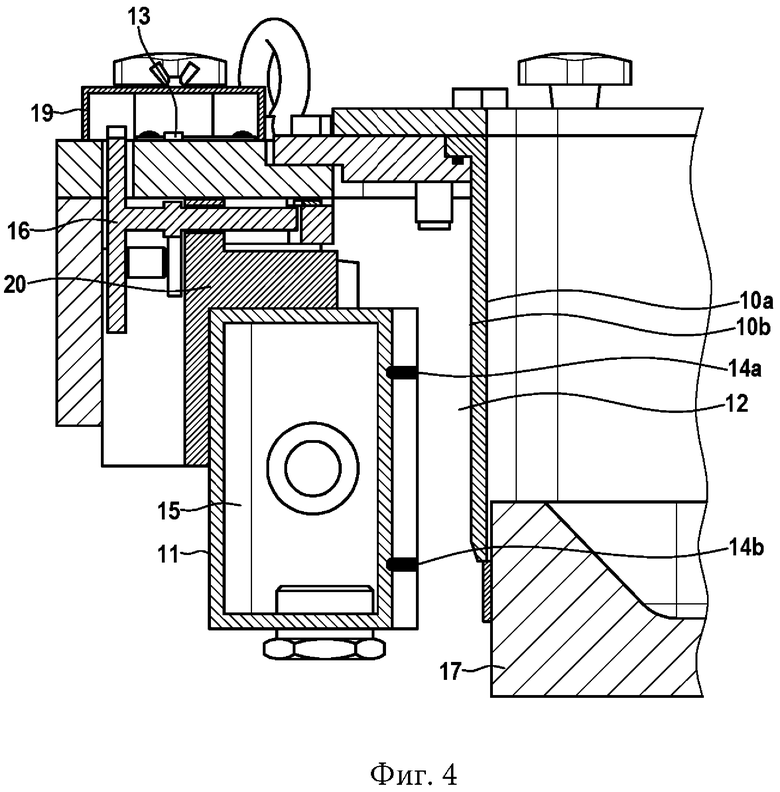
1. Устройство охлаждения литейной формы, в частности, литейной формы для вертикального непрерывного литья, содержащее по меньшей мере один охлаждающий блок (11), причем указанная литейная форма содержит контактную поверхность (10), имеющую внутреннюю сторону и наружную сторону, при этом внутренняя сторона (10а) контактной поверхности ограничивает непрерывное литье во время работы, отличающееся тем, что охлаждающий блок (11) предназначен для размещения на литейной форме с возможностью перемещения и содержит регулировочный элемент (13), причем охлаждающий блок (11) расположен на литейной форме так, что между охлаждающим блоком (11) и наружной стороной контактной поверхности (10) образован зазор (12), при этом обеспечена возможность регулирования ширины указанного зазора (12) с помощью регулировочного элемента (13).
2. Устройство по п. 1, отличающееся тем, что охлаждающий блок (11) содержит по меньшей мере одно средство (14) охлаждения, которое расположено со стороны охлаждающего блока (11), обращенной к наружной стороне (10b) контактной поверхности.
3. Устройство по п. 2, отличающееся тем, что указанное средство (14) охлаждения содержит первичное средство (14а) охлаждения, направленное на наружную сторону (10b) соответствующей контактной поверхности, и вторичное средство (14b) охлаждения, направленное на область, расположенную ниже выпускного отверстия литейной формы по направлению литья.
4. Устройство по п. 2 или 3, отличающееся тем, что средство (14) охлаждения содержит по меньшей мере одно вытянутое отверстие, проходящее по меньшей мере частично вдоль продольной оси охлаждающего блока (11), и/или круглые отверстия, расположенные по меньшей мере частично вдоль продольной оси охлаждающего блока (11).
5. Устройство по любому из пп. 1-4, отличающееся тем, что охлаждающий блок (11) содержит по меньшей мере одну охлаждающую камеру (15), имеющую по меньшей мере одно впускное отверстие для охлаждающей среды.
6. Устройство по п. 5, отличающееся тем, что охлаждающая камера (15) проточно сообщается со средством (14) охлаждения.
7. Устройство по любому из пп. 1-6, отличающееся тем, что регулировочный элемент (13) содержит по меньшей мере одну направляющую (16), в частности, рельс, на которой охлаждающий блок (11) установлен с возможностью перемещения перпендикулярно по отношению к контактной поверхности (10).
8. Устройство по любому из пп. 1-7, отличающееся тем, что регулировочный элемент (13) содержит по меньшей мере один регулировочный элемент, в частности, регулировочный винт, обеспечивающий возможность регулирования ширины зазора (12).
9. Устройство по п. 7 или 8, отличающееся тем, что регулировочный элемент (13) содержит по меньшей мере один стопорный элемент, в частности, стопорный винт, обеспечивающий фиксирование охлаждающего блока (11) на направляющей (16).
10. Устройство по любому из пп. 1-9, отличающееся тем, что регулировочный элемент (13) содержит систему управления и/или контроллер и приводной элемент, в частности, электрический приводной двигатель, для регулирования указанного зазора (12).
11. Устройство по любому из пп. 1-10, отличающееся тем, что на контактной поверхности (10) расположен по меньшей мере один датчик температуры.
12. Устройство по любому из пп. 1-11, отличающееся тем, что на охлаждающем блоке (11) расположен по меньшей мере один датчик температуры.
13. Литейная форма, содержащая устройство охлаждения по любому из пп. 1-12, причем указанное устройство охлаждения охватывает литейную форму в окружном направлении, по меньшей мере на некоторых участках.
14. Способ непрерывного литья, в частности вертикального непрерывного литья, с использованием литейной формы по п. 13, включающий
a. регулирование указанного зазора (12) с помощью регулировочного элемента (13) до ширины, необходимой для разливаемого материала,
b. размещение пускового блока (17) в исходном положении,
c. как вариант, охлаждение пускового блока (17) и контактной поверхности (10) до необходимой начальной температуры,
d. начало непрерывной подачи расплава в литейную форму с непрерывным охлаждением,
e. опускание пускового блока, как только литейная форма достигла определенного уровня заполнения, с обеспечением протягивания расплава через литейную форму, и
f. контролирование технологических параметров и охлаждение непрерывной заготовки регулируемым образом, когда она выходит из литейной формы по меньшей мере на этапе запуска.
| DE 10337205 A1, 10.03.2005 | |||
| US 4494594 A1, 22.01.1985 | |||
| НЕЛИНЕЙНЫЙ РАДИОЛОКАТОР С ЛАЗЕРНЫМ ЦЕЛЕУКАЗАТЕЛЕМ И ЧАСТОТНЫМ ДАЛЬНОМЕРОМ | 2014 |
|
RU2572812C2 |
| DE 4032521 C2, 11.03.1993 | |||
| КРИСТАЛЛИЗАТОР | 2006 |
|
RU2404014C2 |
| Кристаллизатор | 1981 |
|
SU980936A1 |

