Изобретение относится к области обработки резанием, а именно к установке осевых двухлезвийных инструментов: сверл, зенкеров, фрез и других в цанговом патроне, устанавливаемом в шпинделе станка.
Из уровня техники известен способ установки пластин в корпусах фрез, позволяющий регулировать положение пластин в корпусе («Справочник конструктора-инструментальщика», под ред. В.А. Гречишникова, С.В. Кирсанова. М.: Машиностроение, 2006, стр.278-279).
Регулирование положения пластин в таких конструкциях позволяет уменьшить биение зубьев, но значительно усложняет конструкцию инструмента; стоимость инструмента при этом резко возрастает. Кроме того, такой способ трудно или невозможно использовать для двухлезвийных инструментов с малым (около 10 мм) диаметром из-за недостатка места для размещения регулирующих элементов.
Из уровня техники известен также способ крепления режущей части сборного вращающегося режущего инструмента с целью использования разных материалов режущей части и корпуса, а также расширения технологических возможностей (RU 2448815 C2 27.04.2012).
В таких конструкциях не предусмотрена возможность регулирования и уменьшения биения зубьев.
Кроме того, из уровня техники известны различные способы и устройства крепления инструмента, позволяющие сократить время смены инструмента (RU 2465113 C2, 27.10.2012), улучшающие условия смазки (RU 2174896 C2, 20.10.2001), предохраняющие инструмент от перегрузки (RU 2009789 C1, 30.03.1994).
Указанные способы и устройства не позволяют регулировать и уменьшать радиальное биение зубьев инструмента.
Наиболее близким к заявленному решению по назначению и достигаемому техническому результату является известный из уровня техники способ установки осевого двухлезвийного режущего инструмента, включающий позиционирование режущего инструмента внутри цангового патрона, расположенного в шпинделе станка, с последующей его окончательной фиксацией, измерение биения и нанесение меток на инструмент и патрон (JP 2011-051071, B23B 31/00, 2011).
Недостатком такого способа является невозможность регулирования инструмента относительно патрона и как следствие, радиальное биение зубьев достаточно велико, порядка 10-30 мкм и более. При черновой обработке биение приводит к значительному снижению стойкости инструмента; при чистовой обработке стойкость может также резко снижаться, ухудшается качество обработанной поверхности, увеличивается ее шероховатость.
Технический результат, на решение которого направлен заявленный способ, заключается в обеспечении возможности закрепления инструмента в цанговом патроне с минимальным радиальным биением за счет оптимальной ориентировки инструмента относительно шпинделя.
Поставленный технический результат достигается за счет того, что в способе установки осевого двухлезвийного режущего инструмента, включающем позиционирование инструмента внутри цангового патрона, расположенного в шпинделе станка, с последующей его окончательной фиксацией, согласно изобретению радиальное биение Δ1 режущего инструмента измеряют предварительно, после чего закрепляют режущий инструмент в патроне, установленном в шпинделе станка, и измеряют радиальное биение Δ2 шпинделя, при этом метку на режущем инструменте наносят на его хвостовике в соответствии с точкой профиля, соответствующей наибольшему расстоянию поверхности вращения инструмента до его базовой оси, а метку на патрон шпинделя наносят в месте минимального отклонения оси шпинделя от его базовой оси, перед окончательной фиксацией инструмент позиционируют в патроне таким образом, что при Δ1>Δ2 метки совмещают, а при Δ1<Δ2 угол ν между метками должен составлять ν=arccos(Δ1/Δ2).
Заявленное техническое решение поясняется графическими материалами, где:
- на фиг.1 изображена схема крепления осевого двухлезвийного инструмента в патроне шпинделя;
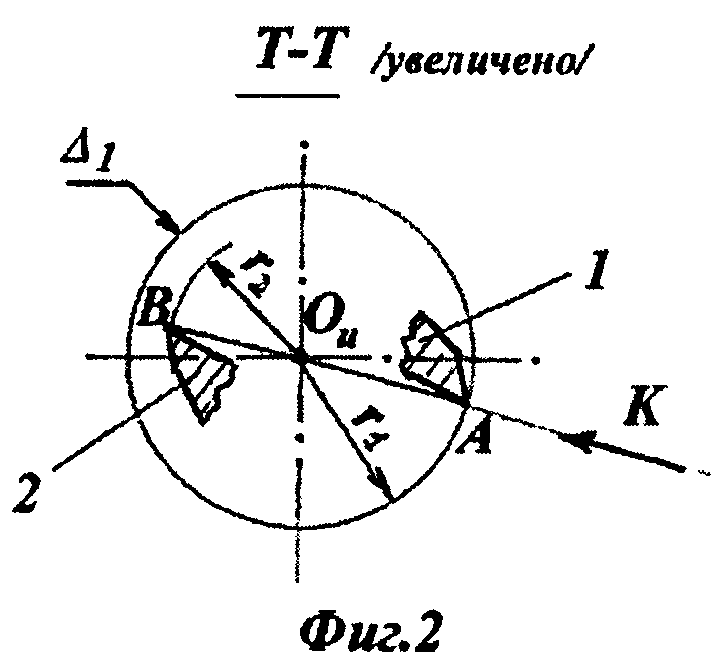
- на фиг.2 - торцовое сечение Т-Т инструмента по фиг.1, расположение зубьев инструмента относительно осей инструмента и шпинделя при произвольной угловой установке инструмента;
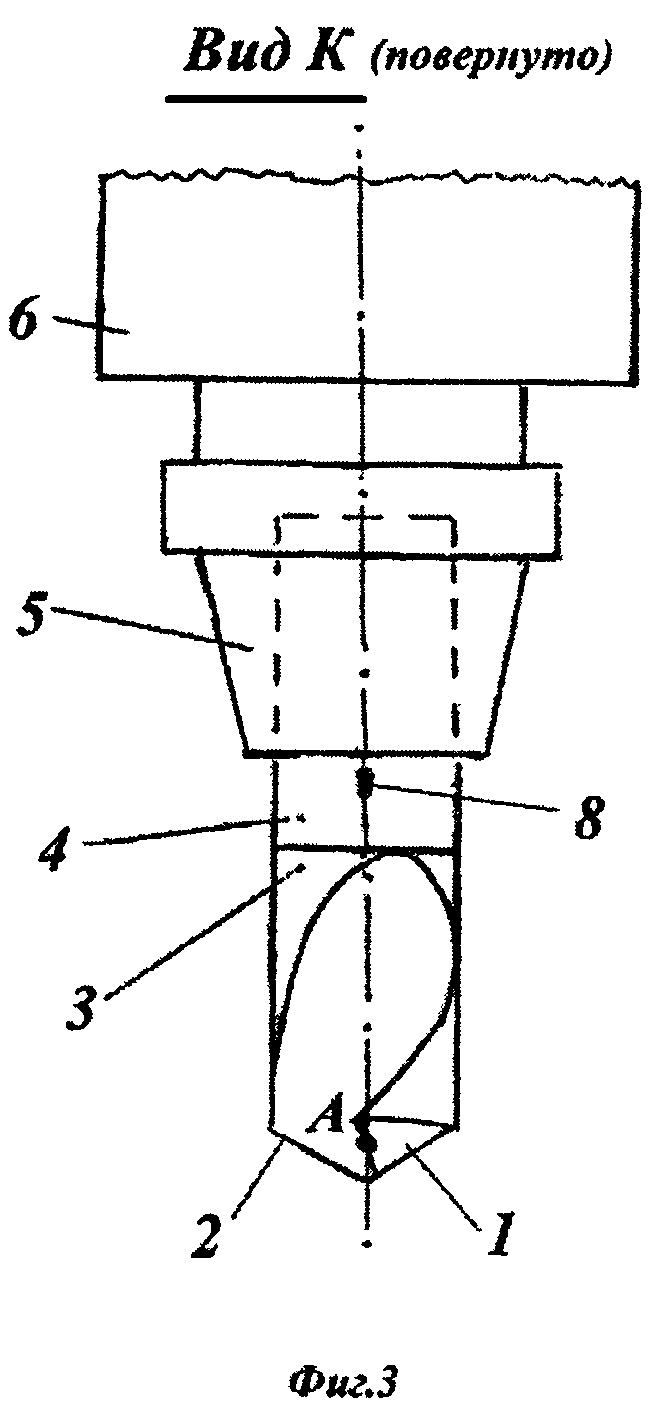
- на фиг.3 - вид K фиг.1, взаимное расположение метки и т.A кромки зуба на инструменте;
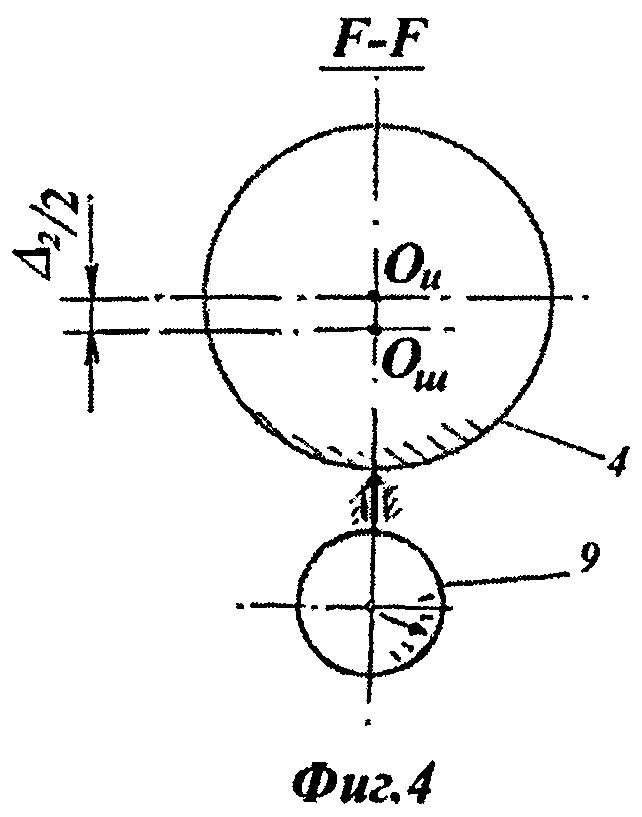
- на фиг.4 - сечение F-F по фиг.1, взаимное расположение осей Ои инструмента (фактической оси патрона и шпинделя) и Ош (базовой оси шпинделя) в момент наименьшего показания индикатора при измерении радиального биения шпинделя;
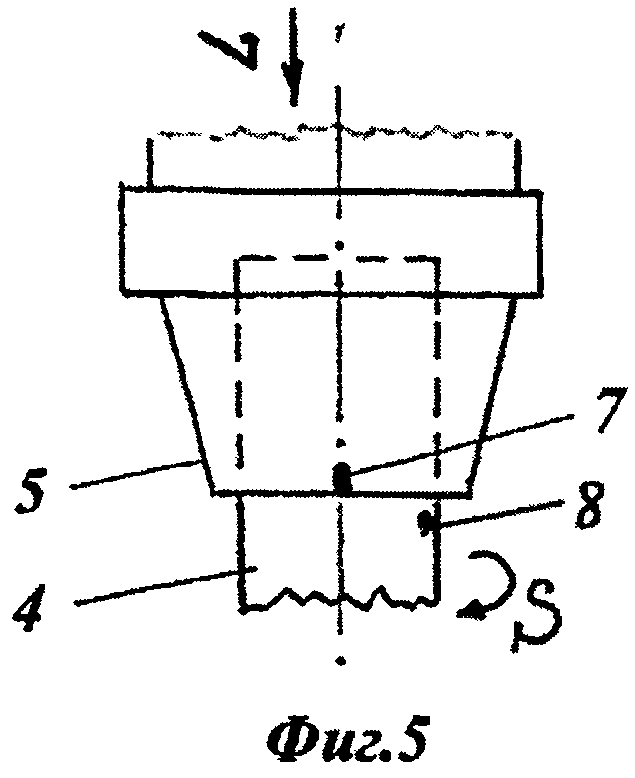
- на фиг.5 - расположение метки на патроне в момент наименьшего показания индикатора;
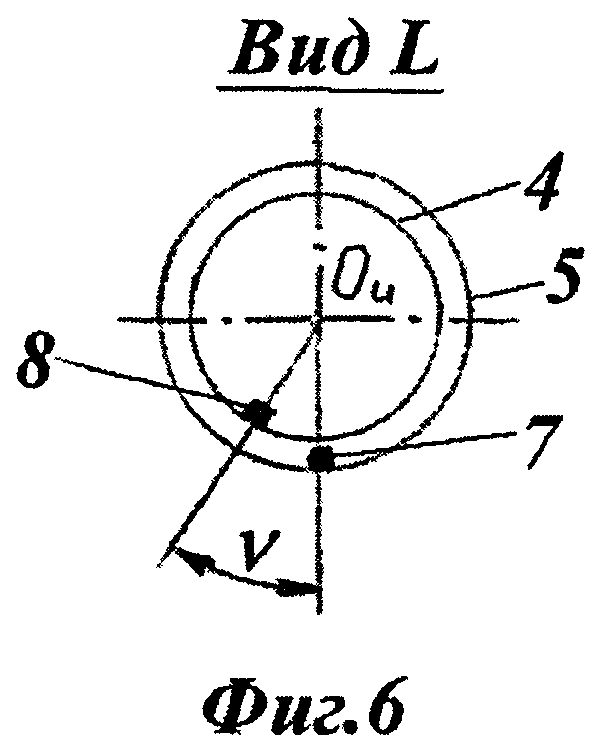
- на фиг.6 - вид L фиг.5, взаимное расположение меток 7 и 8 после оптимальной установки инструмента при угле ν>0;
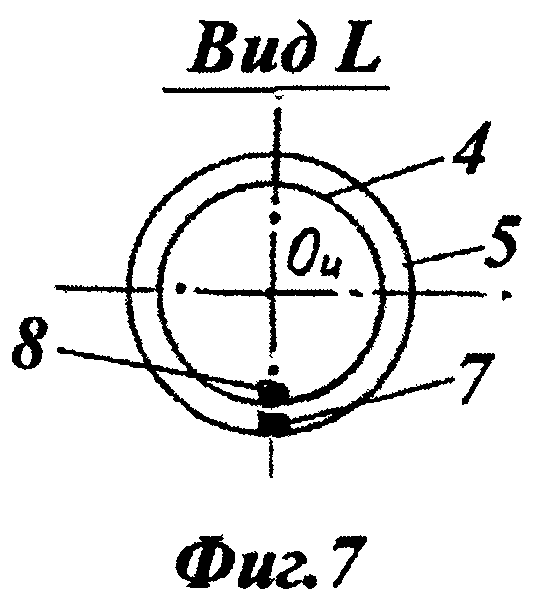
- на фиг.7 - вид L фиг.5, взаимное расположение меток 7 и 8 после оптимальной установки инструмента при угле ν=0;
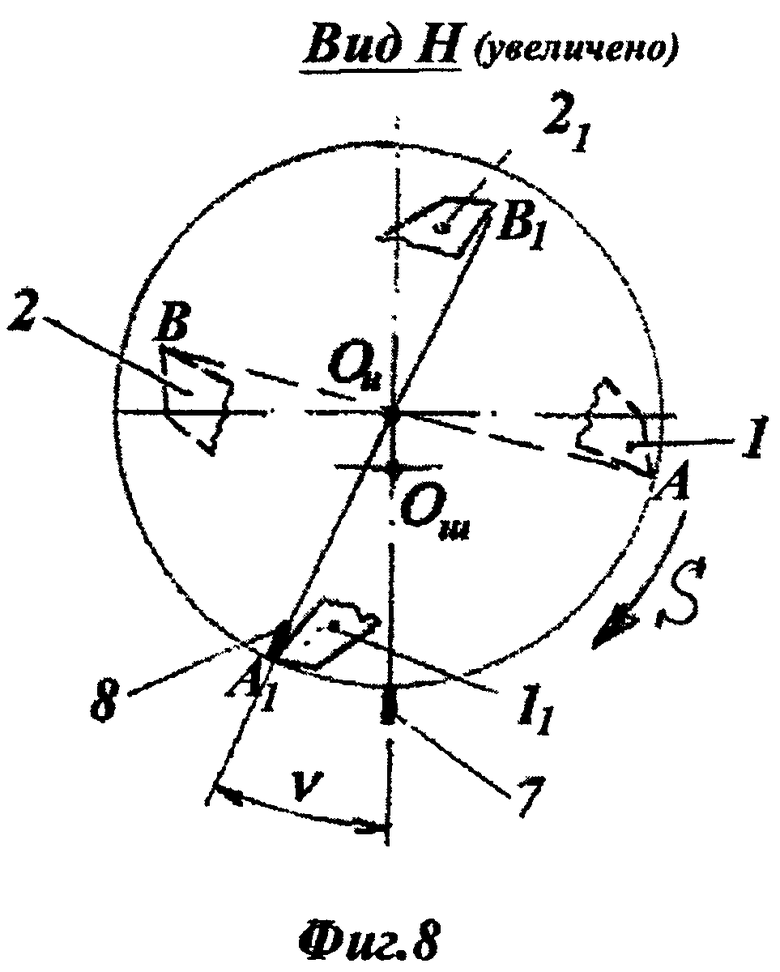
- на фиг.8 - вид H фиг.1, расположение зубьев инструмента до и после его оптимальной установки в патроне.
На фиг.1: 1 - первый зуб инструмента; 2 - второй зуб инструмента; 3 - инструмент; 4 - хвостовик инструмента; 5 - патрон; 6 - шпиндель станка; 7 - метка на патроне; 8 - метка на инструменте; 9 - индикатор осевого типа; F-F - торцовое сечение инструмента (по хвостовику 4); Т-Т - торцовое сечение по рабочей части инструмента; H - стрелка вида сверху; ω - направление вращения шпинделя при измерении его радиального биения.
На фиг.2: 1 и 2 - зубья инструмента; точка A и точка B - вершины зубьев 1 и 2 соответственно; Ои - ось инструмента; r1 и r2 - радиусы вершин зубьев 1 и 2 соответственно; Δ1 - радиальное биение зубьев инструмента.
На фиг.3: 1 и 2 - зубья инструмента; 3 - инструмент; 4 - хвостовик инструмента; 5 - патрон; 6 - шпиндель станка; 8 - метка на инструменте; т.A - вершина зуба 1 инструмента.
На фиг.4: 4 - хвостовик инструмента; 9 - индикатор; Ои - ось инструмента; Ош - базовая ось шпинделя; Δ2 - радиальное биение шпинделя.
На фиг.5: 4 - хвостовик инструмента; 5 - патрон; 7 - метка на патроне; 8 - метка на инструменте (до его оптимальной установки); S - направление поворота инструмента при установке.
На фиг.6: 4 - хвостовик инструмента; 5 - патрон; 7 - метка на патроне; 8 - метка на инструменте после его оптимальной угловой установки в патроне; ν - угол оптимальной установки инструмента; угол ν>0.
На фиг.7: 4 - хвостовик инструмента; 5 - патрон; 7 - метка на патроне; 8 - метка на инструменте после его оптимальной угловой установки в патроне; ν - угол оптимальной установки инструмента; угол ν=0.
На фиг.8: 1 и 2 - зубья инструмента до его оптимальной установки в патроне; т.A и т.B - вершины зубьев 1 и 2 соответственно; S - направление поворота инструмента в патроне; 11 и 21 - соответственно первый и второй зубья инструмента после его оптимальной установки в патроне (то есть после поворота по стрелке S); т.A1 и т.B1 - вершины зубьев 11 и 21; 7 - метка на патроне; 8 - метка на инструменте; Ои - ось инструмента; Ош - базовая ось шпинделя; ν - угол установки инструмента (ν>0).
Способ установки двухлезвийного инструмента осуществляется следующим образом.
Измеряют радиальное биение Δ1 зубьев инструмента, например, индикатором на соответствующем приборе.
Двухлезвийный инструмент 3 с зубьями 1 и 2 закрепляют в цанговом патроне 5, установленном в шпинделе 6 станка (фиг.1 и фиг.2).
Напротив вершины зуба с большим радиусом r1 (фиг.2), на хвостовике 4 инструмента наносят метку 8 так, что т.A вершины зуба 1 расположена в одной осевой плоскости с меткой 8 (фиг.3).
При этом положение т.A зуба 1 соответствует наибольшему расстоянию точки профиля поверхности вращения инструмента 3 до его базовой оси Ои (фиг.2 и 3).
После чего поворачивают вручную в направлении ω шпиндель 6 с патроном 5 и инструментом 3 (см. фиг.1) и индикатором 9 измеряют радиальное биение Δ2 шпинделя (фиг.4). Затем на патроне 5 меткой 7 отмечают место минимального отклонения фактической оси Ои шпинделя (то есть оси Ои инструмента) от его базовой оси Ош, соответствующее минимальному показанию индикатора 9 (фиг.4 и фиг.5). Вокруг базовой оси Ош шпинделя осуществляется фактическое вращение патрона и инструмента.
Минимальное показание индикатора 9 соответствует такому угловому положению осей Ои и Ош, при котором они расположены в торцовом сечении на одной линии с осью измерительного наконечника индикатора 9 (фиг.4).
Далее ослабляют крепление инструмента в патроне и поворачивают его вокруг своей оси Ои в направлении S (фиг.5) до момента, когда метка 8 займет относительно метки 7 положение, определяемое углом ν (фиг.6). Если угол ν должен иметь нулевое значение, то метки 7 и 8 совпадают (фиг.7).
После установки зуб 1 займет относительно линии Ои Ош положение, определяемое углом ν (фиг.8). Зуб 1 займет положение 11, зуб 2 - положение 21.
Угол ν между метками должен составлять ν=arccos(Δ1/Δ2), где Δ1 - радиальное биение зубьев инструмента, мкм, а Δ2 - радиальное биение шпинделя, мкм. При Δ1>Δ2 принимают ν=0.
Фактическое радиальное биение δ зубьев после установки инструмента определяется разностью отрезков: δ=OшА1-ОшB1 (фиг.8).
При данном способе установки величина δ получает минимальное значение.
При указанном угловом положении инструмент окончательно фиксируют в патроне.
Пример 1
Δ1=30 мкм; Δ2=20 мкм.
Так как Δ1 больше Δ2, принимаем оптимальную установку инструмента, при которой угол ν=0° (фиг.3).
Теоретические расчеты показали, что среднее, возможное при произвольной установке инструмента, значение δ составляет в данном случае 30 мкм, при диапазоне возможных значений от 10 до 50 мкм. При оптимальной установке на заданный угол ν=0° величина δ=10 мкм. То есть в среднем предложенный способ в данном случае позволяет уменьшить биение δ в три раза.
Пример 2
Δ1=10 мкм; Δ2=20 мкм.
Установочный угол ν=arccos(0,5)=60° (фиг.3).
Теоретические расчеты показали, что среднее, возможное при произвольной установке инструмента, значение δ составляет в данном случае 16 мкм, при диапазоне возможных значений от 10 до 30 мкм. При оптимальной установке δ≈1 мкм. То есть в среднем предложенный способ в данном случае позволяет уменьшить биение δ в шестнадцать раз.
Выполненные авторами опытные исследования подтвердили возможность значительного уменьшения радиального биения зубьев инструмента, без использования дорогостоящих особо точных станков, патронов и инструментов.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет достигнуть заявленный технический результат. При этом простота и практически отсутствие затрат на особо точные станки или оснастку при реализации способа, обеспечивается использованием простейших средств и действий: закреплением инструмента в стандартном патроне, измерением биения с помощью индикатора и одним поворотом инструмента в патроне - таким, что вершина его зуба с большим радиусом смещена на расчетный угол относительно определенного углового положения.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- способ, воплощающий заявленное техническое решение, при его осуществлении предназначен для установки осевых двухлезвийных инструментов: сверл, зенкеров, фрез и других на распространенных стандартных станках с использованием стандартных цанговых патронов;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств;
- способ, воплощающий заявленное техническое решение, при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный способ соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ОСЕВЫХ ДВУХЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2528587C1 |
| СПОСОБ КРЕПЛЕНИЯ КОНЦЕВЫХ ФРЕЗ С ЧИСЛОМ ЗУБЬЕВ НЕ МЕНЕЕ ТРЕХ В ЦАНГОВОМ ПАТРОНЕ | 2011 |
|
RU2466832C1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2220027C1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ СТВОЛА СКВАЖИНЫ (ЕГО ВАРИАНТЫ) | 1991 |
|
RU2006560C1 |
| СБОРНЫЙ ДОЛБЯК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЗУБЬЕВ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2535421C1 |
| ИНТЕРФЕЙС МЕЖДУ ЦАНГОВЫМ ПАТРОНОМ И АДАПТЕРОМ ДЛЯ ИНСТРУМЕНТА | 2018 |
|
RU2765029C2 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СПОСОБ УСТАНОВКИ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ В ЦАНГОВОМ ПАТРОНЕ ШПИНДЕЛЯ СТАНКА С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ПРИ ЗАГРУЗКЕ НЕПОСРЕДСТВЕННО ИЗ КАССЕТНОГО МНОГОМЕСТНОГО НАКОПИТЕЛЯ | 2010 |
|
RU2453414C1 |
Способ включает позиционирование инструмента внутри цангового патрона, расположенного в шпинделе станка, с последующей его окончательной фиксацией. Перед фиксацией инструмента измеряют радиальное биение Δ1 инструмента и наносят метку на хвостовик инструмента, которая соответствует наибольшему расстоянию точки профиля поверхности вращения инструмента до его базовой оси. После чего измеряют радиальное биение Δ2 шпинделя и наносят метку на патрон шпинделя в месте минимального отклонения оси шпинделя от его базовой оси. Затем перед фиксацией инструмент позиционируют в патроне таким образом, что при Δ1>Δ2 метки совмещают, а при Δ1<Δ2 угол между метками выбирают по приведенной зависимости. Технический результат: закрепление инструмента в цанговом патроне с минимальным радиальным биением за счет оптимальной ориентировки инструмента относительно шпинделя. 6 ил.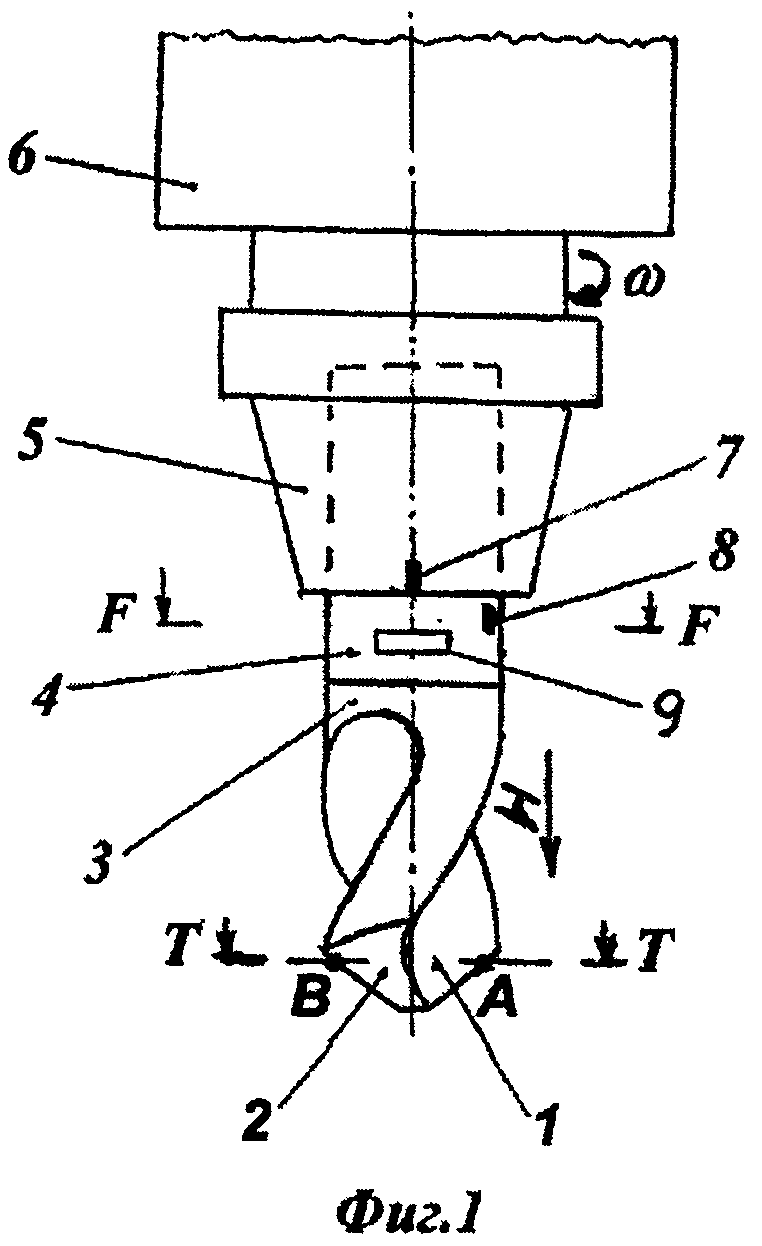
Способ установки осевого двухлезвийного режущего инструмента внутри цангового патрона, расположенного в шпинделе станка, включающий позиционирование режущего инструмента с последующей его окончательной фиксацией, измерение биения и нанесение меток на режущий инструмент и патрон, отличающийся тем, что радиальное биение Δ1 режущего инструмента измеряют предварительно, после чего закрепляют режущий инструмент в патроне, установленном в шпинделе станка, и измеряют радиальное биение Δ2 шпинделя, при этом метку на режущем инструменте наносят на его хвостовике в соответствии с точкой профиля, соответствующей наибольшему расстоянию поверхности вращения инструмента до его базовой оси, а метку на патрон шпинделя наносят в месте минимального отклонения оси шпинделя от его базовой оси, перед окончательной фиксацией инструмент позиционируют в патроне таким образом, что при Δ1>Δ2 метки совмещают, а при Δ1<Δ2 угол ν между метками выбирают из условия: ν=arccos(Δ1/Δ2).
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ установки деталей в самоцентрирующем устройстве | 1982 |
|
SU1096071A1 |
| СПОСОБ КРЕПЛЕНИЯ КОНЦЕВЫХ ФРЕЗ С ЧИСЛОМ ЗУБЬЕВ НЕ МЕНЕЕ ТРЕХ В ЦАНГОВОМ ПАТРОНЕ | 2011 |
|
RU2466832C1 |
| МАСЛОВ А.Р."Приспособления для металлорежущего инструмента", Справочник, М., "Машиностроение", 1996, с.78-99 | |||

