Изобретение относится к области изготовления режущего инструмента, в частности сверл или концевых фрез.
Из существующего уровня техники известен способ установки цилиндрической заготовки в цанговом патроне шпинделя станка, с программным управлением при загрузке непосредственно из кассетного многоместного накопителя ЕР 1516695 (А1), B23Q 3/155, 23.03.2005.
Наиболее близким к заявленному техническому решению является способ установки цилиндрических заготовок (инструментов) в патрон шпинделя станка DE 3539662 (A1), B23Q 3/155, 14.05.1987. Недостатком данного технического решения является то что зажим заготовки производится сразу за всю цилиндрическую часть, что снижает емкость кассетного накопителя.
Задача, на решение которой направлено заявленное изобретение, состоит в том, чтобы увеличить емкость кассетного накопителя за счет повышения плотности, достигаемого путем уменьшения расстояния между соседними заготовками, что повышает производительность станка вследствие увеличения количества заготовок, размещенных в кассетном накопителе. Это можно описать следующей расчетной формулой:

Поставленная задача решается за счет того, что в способе установки цилиндрической заготовки в цанговом патроне шпинделя станка с программным управлением при загрузке непосредственно из кассетного многоместного накопителя, согласно изобретению, захват заготовки осуществляют в два этапа: сначала производят захват заготовки цанговым патроном за цилиндрический участок заготовки длиной менее 3 мм и вытягивают ее из кассетного накопителя на величину, необходимую для надежного крепления заготовки в цанге; затем производят разжим цангового патрона, при этом заготовка остается в неизменном осевом положении за счет предварительной фиксации в кассетном накопителе, далее производят осевое перемещение цангового патрона в осевом направлении относительно заготовки и зажим за цилиндрический хвостовик на участке длиной, необходимой для надежной фиксации, с последующим вытягиванием заготовки цанговым патроном из кассетного накопителя.
Поставленная задача может быть решена также тем, что для предохранения режущих кромок заготовки в виде концевого режущего инструмента с винтовой канавкой движение цангового патрона с установленной в нем цилиндрической заготовкой производят с синхронным вращением, при котором шаг перемещения совпадает с шагом винтовой канавки заготовки.
Поставленная задача может быть решена также тем, что для предохранения поверхности заготовки вытягивание заготовки из кассетного накопителя производится в направлении, перпендикулярном оси заготовки.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является повышение производительности оборудования за счет увеличения емкости кассетного накопителя, достигаемой путем уменьшения расстояния между соседними заготовками.
Сущность данного способа поясняется фигурами 1-5, на которых:
на фиг.1 представлен захват цанговым патроном заготовки на 3 мм длины;
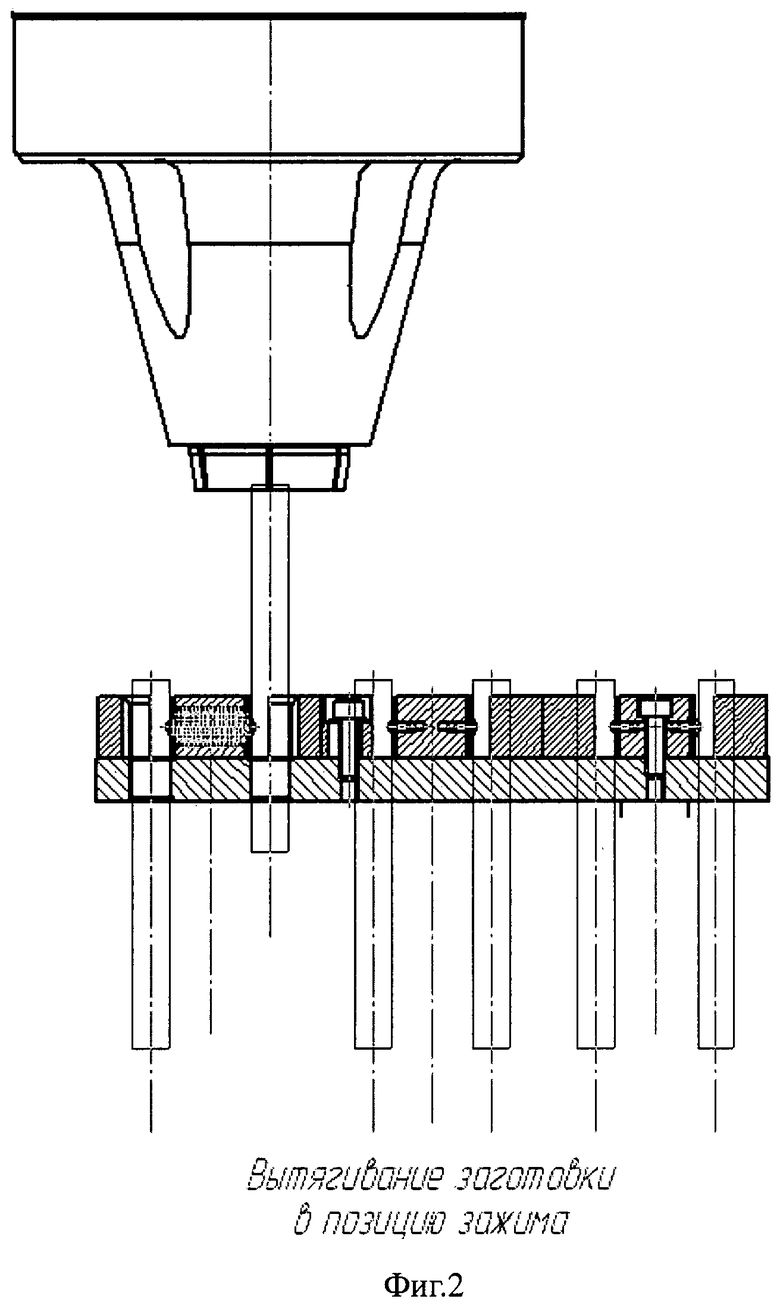
на фиг.2 представлено вытягивание заготовки на необходимую длину;
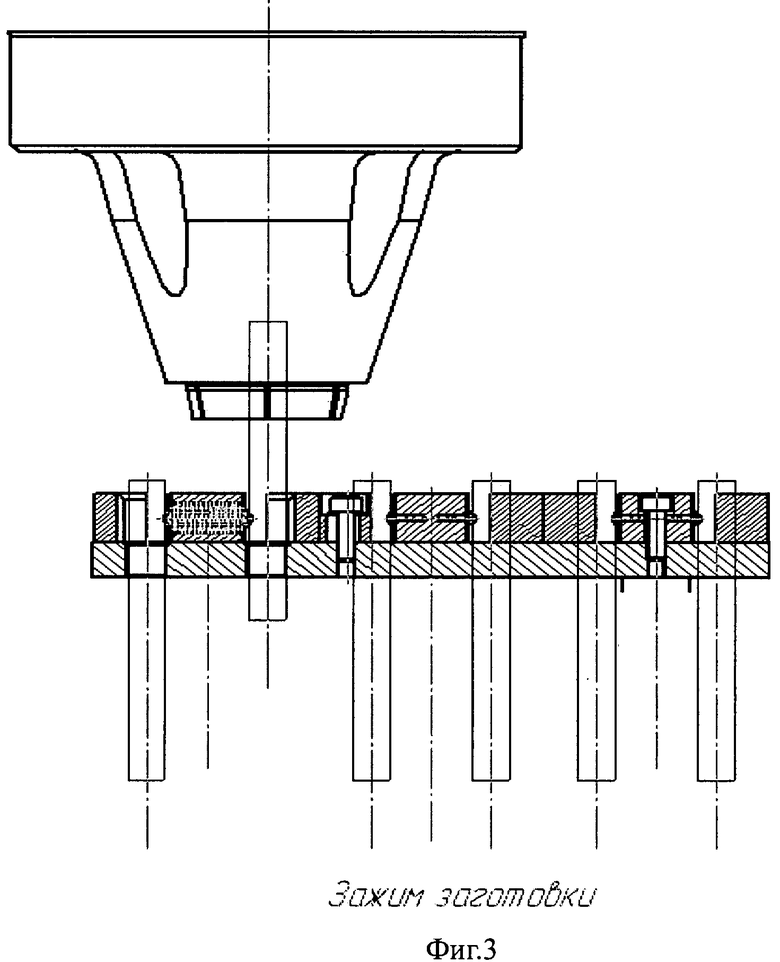
на фиг.3 представлен зажим цанговым патроном заготовки на длину, необходимую для надежной фиксации;
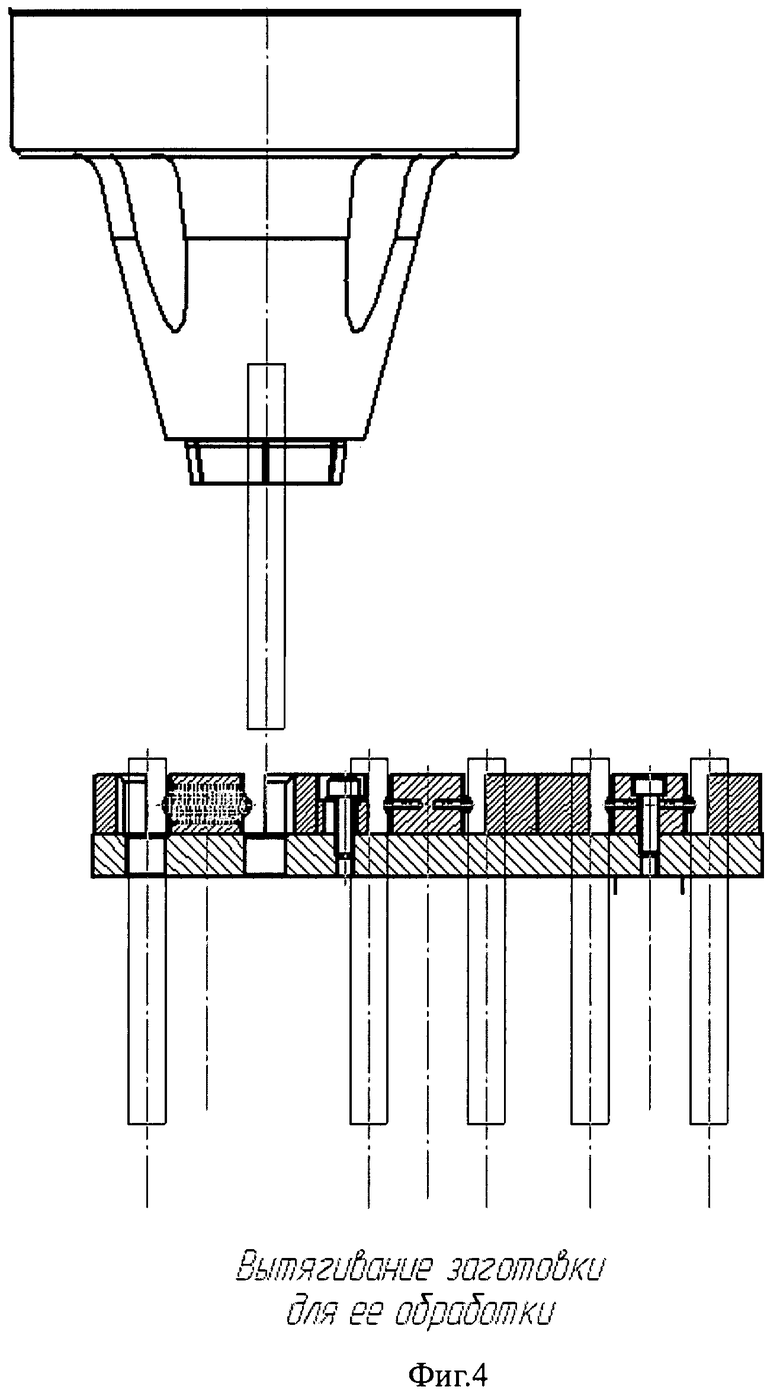
на фиг.4 представлено вытягивание заготовки из кассетного накопителя;
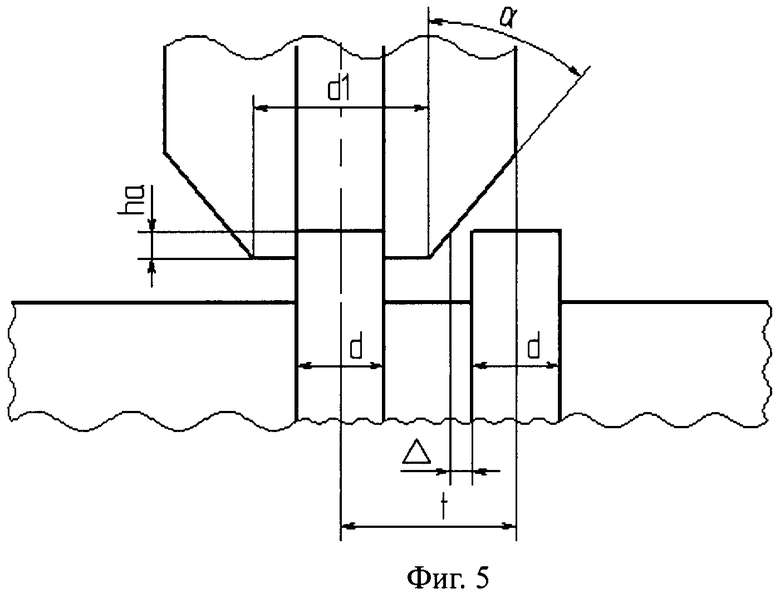
на фиг.5 представлена схема взаимного расположения цангового патрона и заготовки в кассетном накопителе, иллюстрируемая расчетной формулой, где:
d - диаметр заготовки,
d1 - наружный диаметр нижнего торца цангового патрона,
ha - необходимый участок для захвата заготовки,
α - угол наружного конуса цангового патрона,
Δ - необходимый зазор между наружным диаметром заготовки и наружным диаметром цангового патрона в кассетном накопителе,
t - шаг установки заготовок в кассетном накопителе.
Способ предназначен для установки цилиндрической заготовки в цанговом патроне шпинделя станка (не показан) с программным управлением. При загрузке непосредственно из кассетного многоместного накопителя захват заготовки осуществляют в два этапа. Сначала производят захват заготовки цанговым патроном за цилиндрический участок заготовки длиной менее 3 мм. Затем вытягивают ее из кассетного накопителя на величину, необходимую для надежного крепления заготовки в цанге; затем производят разжим цангового патрона, при этом заготовка остается в неизменном осевом положении за счет предварительной фиксации в кассетном накопителе, далее производят осевое перемещение цангового патрона в направлении относительно заготовки и зажим за цилиндрический хвостовик длиной, необходимой для надежной фиксации, с последующим вытягиванием заготовки цанговым патроном из кассетного накопителя. Установка цилиндрической заготовки в кассетный накопитель осуществляется в обратном порядке.
Способ реализован в конструкции станка, например токарный обрабатывающий центр с автоматической сменой инструмента и числовым программным управлением модели 800 VHT (Стерлитамакский станкостроительный завод), предназначенный для комбинированной обработки деталей различной сложности в контурном варианте. Станок имеет следующие характеристики, которые позволяют осуществить заявленный способ с высокой степенью точности и производительности:
пределы частот вращения шпинделя, об/мин - 0-12000;
номинальный крутящий момент на шпинделе, Нм - 87;
мощность главного привода, кВт - 19;
поворот шпинделя, град - 90;
дискретность поворота, град - непрерывное;
точность поворота, град - 0,006;
точность позиционирования по осям, мм/град - 0,01/0,006;
число управляемых осей координат - 5;
пределы рабочих подач по координатам, мм/мин - 1…15000;
емкость инструментального магазина, шт. - 40;
время смены инструмента, с - 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Многопозиционный распределительный кран | 1980 |
|
SU943458A2 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Цанговый патрон | 1985 |
|
SU1266671A1 |
| СПОСОБ МАНИПУЛИРОВАНИЯ ОБРАБАТЫВАЕМЫМИ ЗАГОТОВКАМИ ИЗДЕЛИЙ ТИПА БОЛТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2073592C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Токарный обрабатывающий центр | 1984 |
|
SU1169267A1 |
| Цанговый патрон | 1979 |
|
SU848171A1 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
Способ предполагает, что установку заготовки осуществляют в два этапа, причем вначале производят захват заготовки цанговым патроном за цилиндрический участок заготовки длиной менее 3 мм и вытягивают ее из кассетного накопителя на величину, необходимую для надежного крепления заготовки в цанговом патроне. Затем производят разжим цангового патрона, при этом заготовку оставляют в неизменном осевом положении за счет предварительной фиксации в кассетном накопителе. Далее производят осевое перемещение цангового патрона в осевом направлении относительно заготовки и зажим за цилиндрический хвостовик на участке, длина которого обеспечивает надежную фиксацию, с последующим вытягиванием заготовки цанговым патроном из кассетного накопителя. 2 з.п. ф-лы, 5 ил.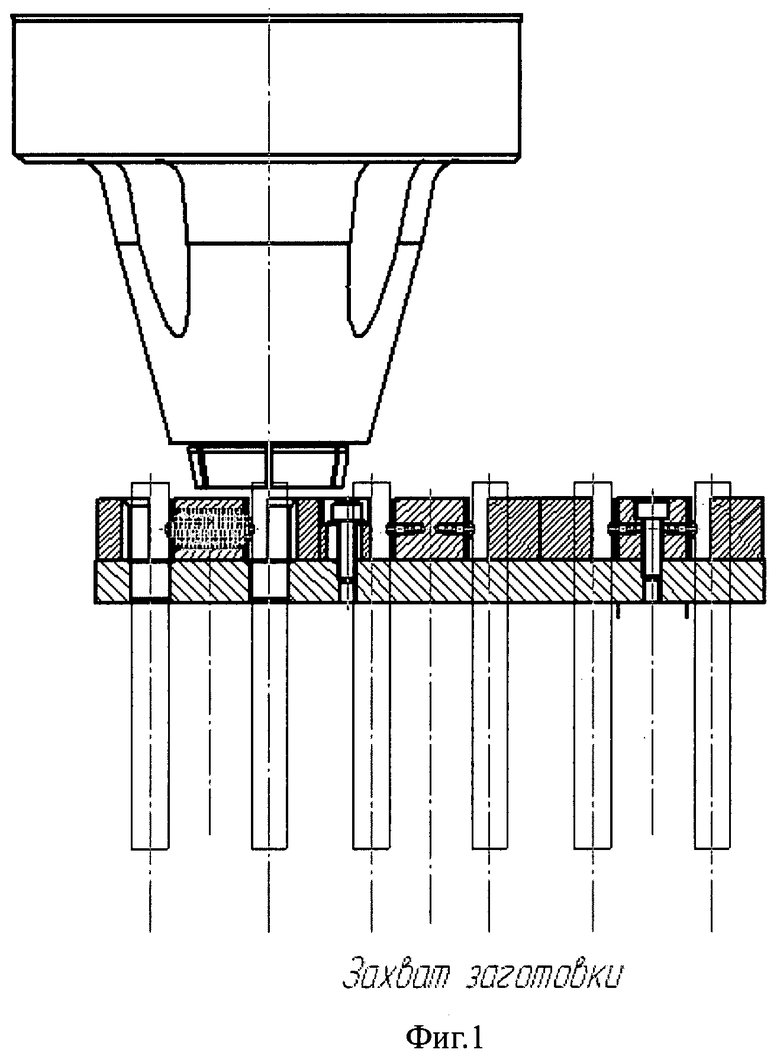
1. Способ установки цилиндрической заготовки в цанговый патрон шпинделя станка с программным управлением при загрузке непосредственно из кассетного многоместного накопителя, отличающийся тем, что установку заготовки осуществляют в два этапа, причем вначале производят захват заготовки цанговым патроном за цилиндрический участок заготовки длиной менее 3 мм и вытягивают ее из кассетного накопителя на величину, необходимую для надежного крепления заготовки в цанговом патроне, затем производят разжим цангового патрона, при этом заготовку оставляют в неизменном осевом положении за счет предварительной фиксации в кассетном накопителе, далее производят осевое перемещение цангового патрона в осевом направлении относительно заготовки и зажим за цилиндрический хвостовик на участке, длина которого обеспечивает надежную фиксациию, с последующим вытягиванием заготовки цанговым патроном из кассетного накопителя.
2. Способ по п 1, отличающийся тем, что для предохранения режущих кромок заготовки в виде концевого режущего инструмента с винтовой канавкой движение цангового патрона производят с синхронным вращением, шаг перемещения совпадает с шагом винтовой канавки заготовки.
3. Способ по п.1, отличающийся тем, что для предохранения поверхности заготовки вытягивание заготовки из кассетного накопителя производят в направлении, перпендикулярном оси заготовки.
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 0 |
|
SU295650A1 |
| Автомат для заточки метчиков | 1970 |
|
SU362562A1 |
| Станок для очистки переплетных крышек от потали, эзерфоли и другие | 1940 |
|
SU60890A1 |
| US 4347660 А, 07.09.1982. | |||

