Изобретение относится к области обработки резанием, в частности к способам крепления концевых фрез с цилиндрическим хвостовиком, с числом зубьев не менее трех, в цанговом патроне, устанавливаемом в шпинделе станка.
Известны различные способы крепления пластин в корпусах торцовых фрез, позволяющие регулировать положение пластин в корпусе (например, «Справочник конструктора-инструментальщика» /Под ред. В.А.Гречишникова, С.В.Кирсанова. - М.: Машиностроение, 2006 г., стр.278-279).
Регулирование положения пластин в таких конструкциях позволяет уменьшить биение зубьев, но усложняет конструкцию фрез. Такой способ трудно или невозможно использовать для концевых фрез из-за недостатка места для размещения регулирующих элементов.
Таким образом, известные способы уменьшения биения зубьев (кромок) концевых фрез основаны на использовании дорогостоящего оборудования, инструмента и оснастки.
Наиболее близким техническим решением из уровня техники к заявленному изобретению является способ крепления в цанговом патроне. Известный способ крепления состоит в том, что цилиндрический хвостовик концевой фрезы вставляют в отверстие цанги, которую вращением гайки перемещают внутри корпуса патрона, закрепленного в шпинделе станка. После сжатия лепестков цанги и зажима хвостовика фрезы вращение гайки прекращают и таким образом завершают крепление (Маслов А.Р. «Приспособления для металлообрабатывающего инструмента». Справочник. - М.: Машиностроение, 1996 г. стр.78-95, рис.16, 17, 23, 24).
Недостатком известного способа является значительное радиальное биение зубьев фрез.
Технической задачей заявленного изобретения является оптимальное позиционирование фрезы относительно патрона, обеспечивающее уменьшение радиального биения зубьев фрез.
Поставленная техническая задача решается за счет того, что в способе крепления концевой фрезы в цанговом патроне, включающем установку цилиндрического хвостовика фрезы внутри цанги патрона с последующей его окончательной фиксацией в патроне, согласно изобретению перед окончательной фиксацией фрезы осуществляют ее предварительное позиционирование относительно патрона посредством нанесения меток и поворота, по меньшей мере, один раз относительно продольной оси с последующими предварительной фиксацией фрезы в патроне и измерением радиального биения зубьев фрезы, а окончательную фиксацию фрезы проводят по меткам, соответствующим минимальному радиальному биению зубьев фрезы.
Заявленное изобретение поясняется чертежами, где:
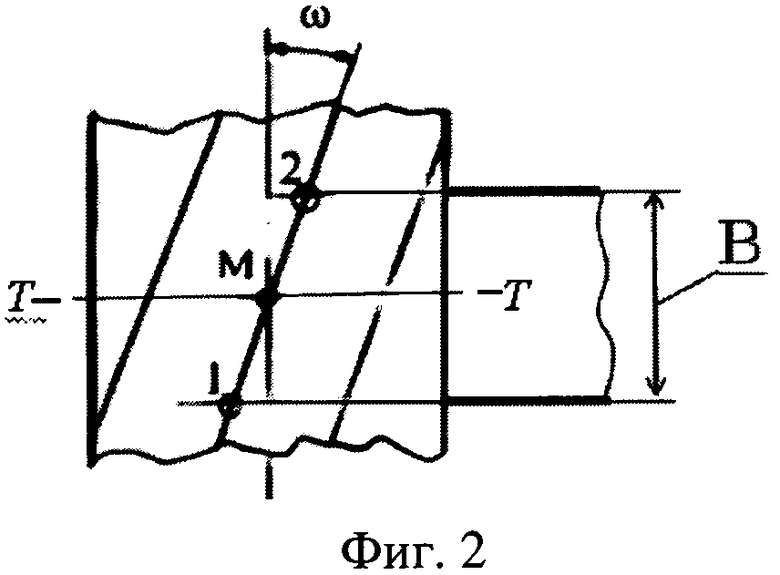
- на фиг.1 представлена схема установки фрезы, в которой фреза 1; зажим 2 индикатора 3; ν1, ν2, … νОП - углы поворота фрезы в патроне; К - направление вращения фрезы при измерении радиального биения зубьев;
- на фиг.2 показано месторасположение наконечника индикатора по рабочей части фрезы (в частности, расположение т.М на линии 1-2 кромки винтового зуба фрезы при цилиндрическом фрезеровании поверхности, в т.ч. плоскости, с шириной В).
Заявленный способ крепления концевых фрез осуществляется следующим образом. Изначально фрезу 1, при одном и том же угловом положении цанги и патрона относительно шпинделя (не показаны), закрепляют в патроне N раз, измеряют после каждого закрепления радиальное биение δ кромок, проставляют метки (риски) и перед каждым последующим закреплением поворачивают фрезу 1 в патроне в одном направлении на угол 360°/N. По окончании последнего (N-1)-го поворота и измерения δ выбирают из всех угловых положений фрезы, соответствующих разным углам ν (0°, ν1, ν2 … νN-1), такое положение, при котором радиальное биение δ ее кромок минимально. Это положение характеризуется оптимальным углом νОП, считая от первоначального положения фрезы. В таком оптимальном угловом положении производят окончательное крепление фрезы в патроне.
В первоначальном положении, т.е. при первом закреплении фрезы, угол ν=0°, при втором закреплении ν=ν1, при третьем ν=ν2, при последнем N-м закреплении ν=νN-1=360°·(N-1)/N. Разница углов ν, соответствующих любым двум соседним положениям фрезы после ее очередного поворота, составляет 360°/N. При отсчете угла ν приемлемая погрешность 5-10°.
Радиальное биение δ определяют как разницу между наибольшим и наименьшим показаниями индикатора 3, закрепленного в зажиме 2 измерительной стойки, установленной на столе станка (или на корпусе шпинделя). Шпиндель с патроном и фрезой поворачивают в направлении К (оптимальный угол νоп может также выбираться по минимальному биению δ двух соседних зубьев фрезы).
Описанный способ крепления фрезы применим для фрез с прямыми и винтовыми зубьями; для новых фрез (не имеющих износа) и для фрез, имеющих некоторую (не предельно допустимую) величину износа.
Для фрез с винтовыми зубьями, имеющими угол ω наклона зубьев, радиальное биение замеряют в торцовой плоскости Т-Т, проходящей через среднюю, по длине В, точку М (фиг.2). Размер В равен ширине рабочего участка фрезы, т.е. ширине фрезерования при обработке данной фрезой. Число N измерений биения принимается от 2 до 6-10. С увеличением N возрастает возможность получения минимального биения δ, т.е. такой ее величины, которую на данном станке, при используемых патроне и фрезе, можно теоретически и фактически получить.
Число N выбирают с учетом той роли, которую играет величина радиального биения зубьев при конкретных условиях обработки. Эта роль всегда значительна. Но особенно важно получить минимальное радиальное биение при обработке закаленных сталей, при высоких требованиях к шероховатости и точности, при пониженной жесткости (большой вылет фрезы).
Кроме того, число поворотов целесообразно корректировать с результатами первых двух измерений δ. Если уже после первого поворота фрезы получено существенное уменьшение δ и удовлетворительная ее величина, порядка 2-5 мкм, то можно ограничиться N=2.
Если после первого поворота биение увеличилось, то можно продолжать очередные повороты в том же направлении, но более рационально изменить направление вращения фрезы в патроне.
Описанный способ закрепления фрез проверен на разных станках (отечественных и импортных) при использовании разных цанговых патронов и концевых фрез разных диаметров.
Проведенные опыты показали, что использование способа позволяет существенно, до 1,5-3 раз, уменьшить радиальное биение зубьев, при этом затраты на применение специальной оснастки отсутствуют, могут использоваться большинство конструкций цанговых патронов и стандартные фрезы с цилиндрическим хвостовиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ОСЕВЫХ ДВУХЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2528587C1 |
| СПОСОБ УСТАНОВКИ ОСЕВОГО ДВУХЛЕЗВИЙНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2528595C2 |
| СПОСОБ УСТАНОВКИ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ В ЦАНГОВОМ ПАТРОНЕ ШПИНДЕЛЯ СТАНКА С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ПРИ ЗАГРУЗКЕ НЕПОСРЕДСТВЕННО ИЗ КАССЕТНОГО МНОГОМЕСТНОГО НАКОПИТЕЛЯ | 2010 |
|
RU2453414C1 |
| Цанговый патрон | 1981 |
|
SU1009632A1 |
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2220027C1 |
| СПОСОБ УСТАНОВКИ И ВЫВЕРКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ВАЛОВ | 2010 |
|
RU2436666C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
Изобретение относится к области обработки резанием, в частности к способам крепления концевых фрез с цилиндрическим хвостовиком, в цанговом патроне, устанавливаемом в шпинделе станка. Способ включает установку цилиндрического хвостовика фрезы внутри цанги патрона с последующей его окончательной фиксацией в патроне. Перед окончательной фиксацией фрезы осуществляют ее предварительное позиционирование относительно патрона посредством нанесения меток и поворота, по меньшей мере, один раз относительно продольной оси с последующими предварительной фиксацией фрезы в патроне и измерением радиального биения зубьев фрезы. Окончательную фиксацию фрезы проводят по меткам, соответствующим минимальному радиальному биению зубьев фрезы. Обеспечивается оптимальное позиционирование фрезы относительно патрона, обеспечивается уменьшение радиального биения зубьев фрезы. 2 ил.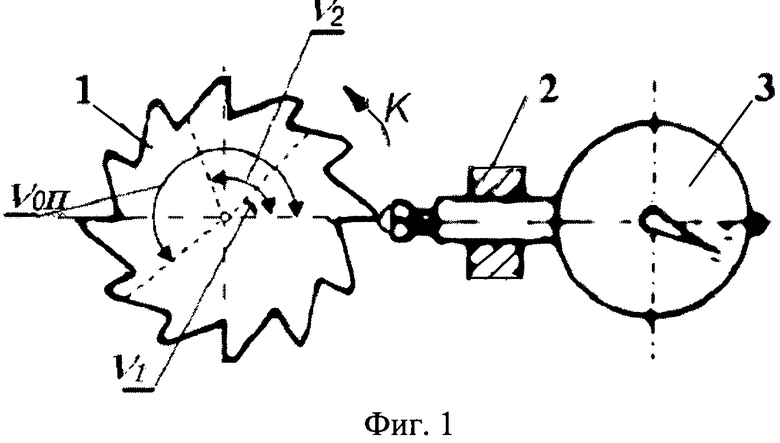
Способ крепления концевой фрезы с числом зубьев не менее трех в цанговом патроне, включающий установку цилиндрического хвостовика фрезы внутри цанги патрона с последующей его окончательной фиксацией в патроне, отличающийся тем, что перед окончательной фиксацией фрезы осуществляют ее предварительное позиционирование относительно патрона посредством нанесения меток и поворота, по меньшей мере, один раз относительно продольной оси с последующими предварительной фиксацией фрезы в патроне и измерением радиального биения зубьев фрезы, а окончательную фиксацию фрезы проводят по меткам, соответствующим минимальному радиальному биению зубьев фрезы.
| МАСЛОВ А.Р | |||
| Приспособления для металлорежущего инструмента // Справочник | |||
| - М.: Машиностроение, 1996, с.78-95, рис.16, 17, 23, 24 | |||
| Способ установки деталей в самоцентрирующем устройстве | 1982 |
|
SU1096071A1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ В ОПРЕДЕЛЕННОМ ПОЛОЖЕНИИ | 2002 |
|
RU2284890C2 |
| Устройство для исследованияпРОцЕССА РАзРушЕНия | 1978 |
|
SU849033A2 |

