Изобретение относится к способу получения конструктивного элемента лакировальной установки, в частности получения конструктивного элемента устройства смены цвета, красочного клапана, распылителя, робота или подобного. Кроме того, изобретение относится к полученному соответствующим образом конструктивному элементу лакировальной установки.
Обычно конструктивные элементы лакировальной установки, как, например, компоненты устройства смены цвета, красочных клапанов или распылителей, которые применяются в автомобильных лакировочных установках, получают методами со съемом материала (например, фрезерованием, растачиванием) или методами формования (например, литье, экструдирование), так как эти технологические способы позволяют получить требуемую низкую шероховатость поверхности конструктивных элементов лакировальной установки.
Недостатком этих известных способов получения является ограниченная свобода действий при придании формы, так как определенные формы элементов с такими способами получения реализовать невозможно. Так, каналы для пропускания сред (например, промывочного состава, лака, воздуха) получают, как правило, сверлением отверстий, которые, однако, в силу производственных причин могут делаться только прямыми, так что изменения направления каналов всегда связаны с изломом, где может возникнуть турбулентность.
Кроме того, обычные способы приводят к наличию в конструктивных элементах лакировальной установки поднутрений и застойных зон, которые, опять же, обуславливают потери давления и ухудшают возможность распыления.
Следующий недостаток известных способов получения конструктивных элементов лакировальной установки состоит в том, что получение образцов в процессе разработки относительно затратно и требует много времени.
Кроме того, известные способы получения конструктивных элементов лакировальной установки требуют относительно большой продолжительности изготовления, что вызывает потребность в больших складских хозяйствах или замедляет поставку готовых конструктивных элементов лакировальной установки.
Далее, в рамках известных способов получения лакировальных установок возникают значительные затраты на инструменты, например на необходимые для отливки литейные формы или на фрезы или сверла.
Следующий недостаток известных способов получения конструктивных элементов лакировальной установки состоит в том, что собственно изготовление из-за применяемого способа изготовления часто должно передаваться субподрядчикам, что связано с риском промышленного шпионажа.
Далее, изготовление индивидуальных мелких серий конструктивных элементов лакировальной установки известными способами изготовления затруднительно и, как правило, нерентабельно, так что едва ли можно реализовать индивидуальные решения для заказчиков.
Из документов DE 102005015604 A1, DE 102006058562 A1 и DE 102004014209 A1 в целом известны конструктивные элементы установок для нанесения покрытий, такие, например, как ротационный распылитель, дозатор или робот.
Из документов WO 2004/073889 A1, DE 102007009277 A1, DE 102004041633 A1, DE 102004012682 A1, DE 60114453 T2, DE 60014714 T2, DE 10310385 B4 и DE 10131657 A1, а также из фирменного издания "e-Manufacturing Solutions" компании EOS GmbH, 1/2008, известны способы быстрого прототипирования, однако без конкретного отношения к конструктивным элементам установки для нанесения покрытий.
Поэтому в основе изобретения стоит задача разработать улучшенный способ получения конструктивных элементов лакировальной установки.
Кроме того, в основе изобретения стоит задача создать соответствующие улучшенные конструктивные элементы лакировальной установки.
Эти задачи решены способом получения и полученным в соответствии с ним конструктивным элементом лакировальной установки согласно дополнительным независимым пунктам формулы изобретения.
Изобретение охватывает общие технические идеи, чтобы получить конструктивный элемент лакировальной установки методом быстрого прототипирования или, обобщенно, генерирующим способом изготовления. Речь при этом идет о технологии производства, при которой имеющиеся данные из CAD (CAD: Computer Aided Design - автоматическое проектирование (САПР)) напрямую и быстро, без обработки или формования вручную, превращаются в изделия. Как правило, при этом имеются в виду методы формования, в которых конструктивный элемент лакировальной установки создается послойно из бесформенного или нейтрального по форме материала.
Таким образом, в отличие от обычных способов изготовления со съемом материала (например, фрезерование, сверление) способ быстрого прототипирования является способом изготовления, связанным не со съемом материала, а с наслоением материала.
Разница между способом быстрого прототипирования и упомянутыми в начале способами формования (например, литье) состоит в отсутствии заранее заданной формы, так что могут быть реализованы индивидуальные формы конструктивного элемента.
Одним примером способа быстрого прототипирования является стереолитографический способ (STL или SLA), в котором, как правило, в качестве сырья применяются жидкие реактопласты или синтетические материалы, сшиваемые с получением реактопластов. Здесь форма конструктивного элемента лакировальной установки может задаваться данными от STL (STL: Standard Triangulation Language - стандартный язык триангуляции), что известно из уровня техники.
Следующим примером способа быстрого прототипирования является так называемое избирательное лазерное спекание (SLS), в котором в качестве сырья применяются термопласты (например, поликарбонаты, полиамиды, поливинилхлорид), а также металлы.
Далее, в рамках способа быстрого прототипирования можно применять способ отливки полиамида, в котором в качестве сырья используется полиамид.
Выгодной является также так называемая лазерная генерация на основе порошков. При этом порошкообразный материал непрерывно вводится через подводящие сопла в фокусированный лазерный луч. Создание конструктивных элементов лакировальной установки проводится при этом послойно, причем порошок расплавляется лазерным лучом и затем соединяется пирометаллургически с лежащим ниже порошковым слоем. При этом могут применяться почти все металлические сплавы.
Кроме того, в рамках способа быстрого прототипирования может применяться так называемое моделирование наплавкой (покрытие расплавом), при котором конструктивный элемент лакировальной установки создается послойно из расплавляемого синтетического материала. Моделирование наплавкой основано на расплавлении пластмассового или воскового материала в форме проволоки в результате нагревания. Если затем этот материал охладить, то он затвердеет. При этом нанесение материала может проводиться выдавливанием, для чего может использоваться обогреваемое сопло, которое может свободно перемещаться в плоскости изготовления. При послойном изготовлении модели образуются отдельные слои, которые соединяются в один конструктивный элемент сложным формообразованием.
Следующим возможным способом быстрого прототипирования является так называемый метод Laminated-Object-Modelling (послойное моделирование объектов, LOM), при котором материал слоями наносят на бумагу, причем экспериментируют также с пленками из керамики, пластмассы или алюминия. Каждый новый слой при этом наслаивают на имеющийся слой и затем обрезают по контуру.
Кроме того, в качестве способа быстрого прототипирования может также применяться так называемая 3D-печать, чтобы получить конструктивные элементы лакировальной установки. При этом порошок (например, целлюлозный порошок) целенаправленно отверждают на отдельных местах с помощью впрыскивания связующего.
Следующим возможным способом получения является так называемый метод Contour-Drafting (контурное вычерчивание), который также сам по себе известен из уровня техники.
Наконец, конструктивные элементы лакировальной установки в рамках способа получения согласно изобретению могут быть также получены так называемым методом PolyJet.
Однако изобретение в отношении применяемых технологий быстрого прототипирования не ограничено определенными методами, но в принципе может быть реализовано и другими методами быстрого прототипирования.
В уровне техники до настоящего времени не предлагалось применение метода быстрого прототипирования для получения конструктивных элементов лакировальной установки, так как известные технологии быстрого прототипирования не позволяют получить удовлетворительную шероховатость поверхности, которая была бы приемлема для конструктивных элементов лакировальной установки, так как в случае проводящих сред конструктивных элементов лакировальной установки требуется низкая шероховатость поверхности, чтобы при смене цвета или при перерывах в работе достичь хорошей возможности несения покрытий распылением. Поэтому в рамках способа получения согласно изобретению конструктивный элемент лакировальной установки, полученный методом быстрого прототипирования, после осуществления быстрого прототипирования предпочтительно подвергают дополнительной обработке для сглаживания поверхности, чтобы достичь желаемой низкой шероховатости поверхности.
Например, дополнительная обработка для сглаживания поверхности конструктивного элемента лакировальной установки может проводиться электрохимической обработкой, полированием, в частности электрополированием, травлением, шлифованием, хонингованием, притиркой, дробеструйной очисткой, струйной очисткой сухим льдом, сухим снегом углекислоты или выглаживанием. Особенно важно при этом выглаживание поверхности внутренних стенок каналов для проведения сред (например, лака, промывочного состава, воздуха), так как лак может прилипнуть к шероховатым внутренним стенкам каналов, что, в частности, мешает при смене цвета. Кроме того, нужно следить за тем, чтобы вдоль каналов было падение давления, так как предпочтительны максимально малые поперечные сечения канала. Такие каналы можно сгладить, пропуская через канал частицы, причем частицы могут быть суспендированы в жидкости-носителе или находиться в газе-носителе. При прохождении через канал частицы действуют как абразивы на внутренние стенки канала и тем самым приводят к выглаживанию поверхности. Например, частицы могут представлять собой грануляты, дробь, шарики, формованные элементы или пыль из стекла, керамики, оксида алюминия, полимеров, ореховой скорлупы, органических веществ, гранулята CO2, снега углекислоты, песка или минералов. При этом тип, форма и размер частиц выбираются в соответствии с сечением канала и желаемым качеством поверхности.
Кроме того, внутренние поверхности каналов можно снабдить покрытием, которое имеет достаточно низкую шероховатость поверхности.
Дополнительная обработка для сглаживания поверхности конструктивного элемента лакировальной установки после проведения быстрого прототипирования предпочтительно приводит к шероховатости Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше, чем Rz=20, Rz=10, Rz=5 или даже Rz=2. Такая низкая шероховатость поверхности желательна, в частности, в каналах для проведения лака или промывочного состава, чтобы свести к минимуму прилипание.
Далее, полученный согласно изобретению конструктивный элемент лакировальной установки может иметь части, состоящие из пластмассы, и части, состоящие из металла, причем и те, и другие предпочтительно формируют в рамках метода быстрого прототипирования. Например, таким путем можно металлическое седло клапана бесшовно вделать в полимерную матрицу. В таком случае состоящие из пластмассы части конструктивного элемента лакировальной установки предпочтительно имеют после дополнительной обработки для сглаживания поверхности шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше, чем Rz=20, Rz=15, Rz=10, Rz=9, Rz=8 или Rz=7, тогда как состоящие из металла части конструктивного элемента лакировальной установки после выравнивающей поверхность дополнительной обработки для сглаживания поверхности предпочтительно имеют шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше, чем Rz=10, Rz=5, Rz=2 или Rz=1,5.
Кроме того, следует упомянуть, что конструктивный элемент лакировальной установки в рамках метода быстрого прототипирования может состоять из различных материалов, которые отличаются своими свойствами и подбираются к соответствующим функциям конструктивного элемента. Например, можно использовать первый материал, который стоек к растворителям и/или стоек к лаку, тогда как второй материал имеет более высокую твердость, трещиностойкость, прочность и/или жесткость, чем первый материал. Каналы для лака или промывочного состава могут в таком случае быть покрыты стойким к растворителям или стойким к лаку первым материалом, а в остальном конструктивный элемент лакировальной установки будет состоять из более твердого второго материала, чтобы достичь высокой прочности конструктивного элемента. Кроме того, разные материалы могут иметь разные электрические свойства, как, например, разную удельную электропроводность.
Способ согласно изобретению подходит для получения самых разнообразных конструктивных элементов лакировальной установки, как, например, красочные клапаны для лакировальной установки или конструктивные элементы распылителя, в частности ротационного распылителя, робота или уплотнительного устройства, которое применяется для герметизации конструктивных элементов. Кроме того, способом согласно изобретению можно получать также конструктивные элементы устройства смены цвета или насоса-дозатора. Далее, способ согласно изобретению подходит также для получения уменьшенных моделей конструктивных элементов лакировальной установки, например моделей роботов, в частности роботов для нанесения лакокрасочного покрытия или роботов-манипуляторов, лакировальных камер, линий лакирования, лакировальных установок или распылителей, называя лишь некоторые примеры.
Предпочтительно, полученный согласно изобретению конструктивный элемент лакировальной установки по существу не имеет застойных зон и/или по существу не содержит внутренних пазов, чтобы достичь хорошей возможности распыления. Однако естественно, вполне возможно получать самые сложные геометрии, такие как поднутрения.
Кроме того, конструктивный элемент лакировальной установки согласно изобретению может содержать оболочку из высокопрочного полимера и канал для проведения сред из стойкого к растворителям и/или стойкого к лаку полимера, причем канал служит, в частности, для проведения лака или растворителя.
Избирательное нанесение разных материалов можно провести также способом, применяющимся при многоцветном копировании. При этом светочувствительные промежуточные носители, которые сначала освещались с отображением слоя, который нужно нанести, приводятся в контакт с пластмассовым порошком ("тонером"), при этом пластмассовый порошок откладывается только на засвеченных местах. Для каждого обрабатываемого материала предусмотрен один светочувствительный промежуточный носитель (например, барабан, лента, пластина). Образующиеся латентные изображения слоев создаются сначала из данных САПР, переносятся на объект (т.е. на создаваемое изделие) и там сшиваются или спекаются. Промежуточный носитель может быть обогреваемым, чтобы упростить перенесение (частицы приклеиваются к объекту). Факультативно предусматривается промежуточный носитель с антипригарным покрытием. Факультативно промежуточный носитель делается из материала, прозрачного для облучения, применяемого для отверждения (см. в этой связи также документ DE 4332982, пункт 12 формулы и далее). В следующем варианте предусмотрено, что опорный материал имеет абразивные свойства, которые используются при смывании для дополнительной обработки внутренних поверхностей.
Следующим примером конструктивного элемента лакировальной установки согласно изобретению является клапан, в частности красочный клапан, который имеет седло из металла, вделанное в полимер, причем полимер предпочтительно стоек к растворителям и/или стоек к лаку.
Однако конструктивный элемент лакировальной установки согласно изобретению может состоять из металла и иметь по меньшей мере одну полость, которая может быть заполнена опорной структурой, причем по меньшей мере одна зона конструктивного элемента лакировальной установки, помимо опорной структуры, по меньшей мере частично заполнена материалом, в частности полимером, который имеет меньшую массовую плотность, чем металл, чтобы сохранить вес всего конструктивного элемента лакировальной установки низким.
Следующая возможность состоит в получении сотовой структуры из того же или другого материала для снижения веса.
Выше уже упоминалось, что в рамках технологии быстрого прототипирования согласно изобретению могут применяться различные материалы с разными свойствами. Например, сначала методом быстрого прототипирования можно нанести первый материал. Затем в рамках технологии быстрого прототипирования первый материал можно отвердить в заранее заданных местах, чтобы сформировать конструктивный элемент, причем нанесенный первый материал отверждается лишь частично. Затем незатвердевшую часть первого материала удаляют, что может проводиться, например, отсасыванием. Затем на следующем этапе в рамках технологии быстрого прототипирования наносят второй материал и отверждают затем на заданных местах, чтобы сформировать конструктивный элемент, причем нанесенный второй материал также отверждается лишь частично. Наконец, незатвердевшую часть второго материала удаляют, например, отсасыванием.
При этом разные материалы можно наносить одной печатной головкой, которая для каждого материала имеет собственное сопло.
Выше уже упоминалось, что конструктивный элемент лакировальной установки согласно изобретению может содержать каналы для текучих сред, например для лака, растворителя или сжатого воздуха. При этом канал предпочтительно выполнен так, что он по существу не имеет изломов и/или по меньшей мере на части своей длины искривляется плавно, причем радиус кривизны может изменяться плавно. Такое выполнение канала положительно влияет на возможность распыления, так как в этом случае в канале в местах излома не возникает или возникает лишь слабая турбулентность, которая могла бы привести к отложению лака. Таким образом, канал предпочтительно сформирован так, чтобы среда (например, лак) текла в канале по существу ламинарно (без завихрений), что, в частности, справедливо для зон канала, в которых изменяется направление канала.
Далее, отверстия могут быть выполнены так, чтобы можно ввести максимальное число функций в конструктивный элемент/распылитель. Это позволяет при одинаковом размере иметь больше функций или при одинаковом числе функций иметь конструктивный элемент меньшего размера.
Кроме того, в середине конструктивного элемента можно разместить соединительную резьбу для шлангов для скрутки и укладки ручным штоком. Затем канал делается вблизи наружной стенки конструктивного элемента, чтобы получить внутри место для функциональных элементов (например, для клапанов).
Следующей возможностью является встраивание функции смесителя путем целенаправленного введения зон, создающих турбулентность.
Кроме того, внутренняя стенка канала может подвергаться уже упоминавшейся в начале дополнительной обработке для выравнивания поверхности, чтобы достичь на внутренней стенке канала максимально низкой шероховатости поверхности.
Далее, следует упомянуть, что в способе быстрого прототипирования согласно изобретению могут применяться самые разные материалы, как, например, полимеры с или без наполнения волокнами, полимеры на порошковой основе, полимеры, проводящие электрический ток, полиэфирэфиркетон (PEEK), полиоксиметилен (POM), полиэтилентерефталат (PET), термопластичный полиуретан (PUR), полиариленэфирсульфоны, полисульфоны (PSU), полиэфирсульфоны (PESU), полифенилсульфон (PPSU), полифениленсульфид (PPS), полиэфиримид (PIS), сложные полиэфиры (PES), порошкообразные материалы, жидкие материалы, суспензии, реактопласты, в частности жидкие реактопласты, термопласты, в частности поликарбонаты, полиамиды, поливинилхлорид, акрилонитрил-бутадиен-стирольный сополимер (ABS), металлический порошок или фотополимеры, чувствительные к УФ-излучению.
Далее, следует упомянуть, что изобретение включает в себя не только описанный выше способ получения (изготовления) согласно изобретению, при котором применяется метод быстрого прототипирования. Изобретение, кроме того, относится также к полученному соответственно конструктивному элементу лакировальной установки, который характеризуется получением методом быстрого прототипирования, что можно обнаружить у готового конструктивного элемента лакировальной установки.
Преимущество изобретения состоит в сокращении времени разработки, так как конструктор уже через несколько часов после конструирования может держать в руках желаемый конструктивный элемент лакировальной установки и дать свое заключение. В результате снижается полное время разработки, быстрее распознаются ошибки и быстро возможны исследования на месте конструирования. Кроме того, с помощью способа согласно изобретению можно быстро получить наглядный образец, так что можно быстрее принимать решения относительно дальнейшей разработки, так как все участники могут представить себе конструктивный элемент посредством наглядного образца. Далее, с помощью способа согласно изобретению можно также быстро и просто получать модели инструментов (например, отливки).
Кроме того, способ получения согласно изобретению допускает более высокую сложность продукта, которая была бы невозможна при других способах изготовления (например, способы изготовления, связанные со снятием материала, методы литья, литье под давлением) или была бы нерентабельна из-за низкого числа изделий. Таким образом, можно объединить в конструктивном элементе лакировальной установки несколько технических функций, и можно реализовать более высокую плотность монтажа технических функциональных элементов.
Кроме того, благодаря способу получения согласно изобретению можно уменьшить вес конструктивных элементов лакировальной установки, вследствие чего можно, например, снизить механическую нагрузку на робот для нанесения лакокрасочного покрытия. Снижение механической нагрузки на робот для нанесения лакокрасочного покрытия позволяет, в свою очередь, иметь более высокую динамику движения, сниженный расход электроэнергии и меньшую конструкцию роботов. Уменьшение требуемых размеров роботов, опять же, позволяет получить меньшие лакировальные камеры, что приводит к меньшим капитальным и производственным расходам и, тем самым, снижает стоимость лакирования на единицу.
Далее, благодаря способу получения согласно изобретению можно снизить длительность производственного цикла от нанесения до поставки и можно уменьшить необходимые складские запасы или полностью отказаться от них. Кроме того, можно повысить вертикальную интеграцию, так как меньше производственных стадий должно покрываться производством на стороне.
Следующее преимущество способа согласно изобретению состоит в более низких расходах на инструменты, так как требуется меньше инструментов.
Кроме того, с способа согласно изобретению можно получать также инструменты и устройства.
Следующее преимущество способа согласно изобретению состоит в снижении производственных расходов, так как затраты рабочей силы на изготовление незначительны. Таким образом, не нужно занимать, например, высококвалифицированных работников, обслуживающих станки с ЧПУ, как это требуется в уровне техники.
Кроме того, в рамках способа согласно изобретению отпадает часть работ по программированию, что снова отражается снижением производственных расходов.
Большое преимущество способа согласно изобретению состоит в том, что можно производить мелкие серии без больших производственных издержек (затраты на инструменты), что, опять же, делает осуществимыми индивидуальные решения для заказчиков.
Так как способ согласно изобретению, как правило, осуществляется внутри производства, не требуется передавать чертежи и конструктивный элемент субподрядчикам, что было бы связано с риском промышленного шпионажа.
Кроме того, со способом получения согласно изобретению "ноу-хау" технологии производства остается на предприятии и не переходит к постороннему производителю.
Далее, с помощью способа получения согласно изобретению можно быстро и недорого получать демонстрационные образцы (например, также сечения, частичные сечения) для обучения и для продажи.
Указанное выше оптимизированное с точки зрения гидравлики оформление каналов для лака и промывочного состава выгодным образом снижает расход лака и промывочного состава при смене цвета. Кроме того, с технологическим способом согласно изобретению можно уменьшить время на смену цвета, снизить расход лака и расход промывочного состава.
Выгодным в полученном согласно изобретению конструктивном элементе лакировальной установки является также более короткая продолжительность реакции при лакировании, так как каналы для лака или промывочного состава могут иметь оптимальные сечения, ход канала и длину линий.
Таким образом, полученный согласно изобретению конструктивный элемент лакировальной установки имеет при одинаковом размере конструкции более высокую функциональность и меньший вес, что связано с упомянутыми выше преимуществами.
Кроме того, полученные согласно изобретению конструктивные элементы лакировальной установки лучше подходят также для внутреннего покрытия кузова автомобиля, так как конструктивные элементы лакировальной установки при равной функциональности можно выполнить меньшего размера.
Далее, в рамках способа получения согласно изобретению можно оптимизировать толщину стенок конструктивных элементов лакировальной установки, что, опять же, может использоваться для улучшения электроизоляционных свойств.
Наконец, преимущество изобретения состоит в более быстром получении запчастей, так как запчасти при необходимости можно изготовить сразу же.
Сглаживание поверхности в принципе можно было бы улучшить также уплотнением или прочей отделкой поверхности. Можно было бы также наносить защитный слой или так называемую "легкоочищаемую" поверхность (например, с эффектом лотоса или в форме кожи акулы), благодаря чему улучшается не только глубина шероховатости. Возможна также комбинация, например, малых значений шероховатости для воздуховодов и "легкоочищаемой" поверхности для линий проведения лака. Кроме того, имеется возможность, что линия имеет сначала выровненную поверхность и в дальнейшем ходе получает легкоочищаемую поверхность.
Вариантом могло бы быть также, что способ используется в основном для создания "легких" конструктивных элементов (например, пустоты, решетчатые структуры и оптимальное проведение каналов), тогда как для высокоточных функций применяются, кроме того, традиционные технологические способы, например, при подгонке: точение, сверление, шлифование и т.д. в размер.
Другие выгодные усовершенствования изобретения отмечены в зависимых пунктах или подробнее поясняются ниже на фигурах вместе с описанием предпочтительных примеров осуществления изобретения. Показано:
фиг.1 - способ согласно изобретению в форме блок-схемы,
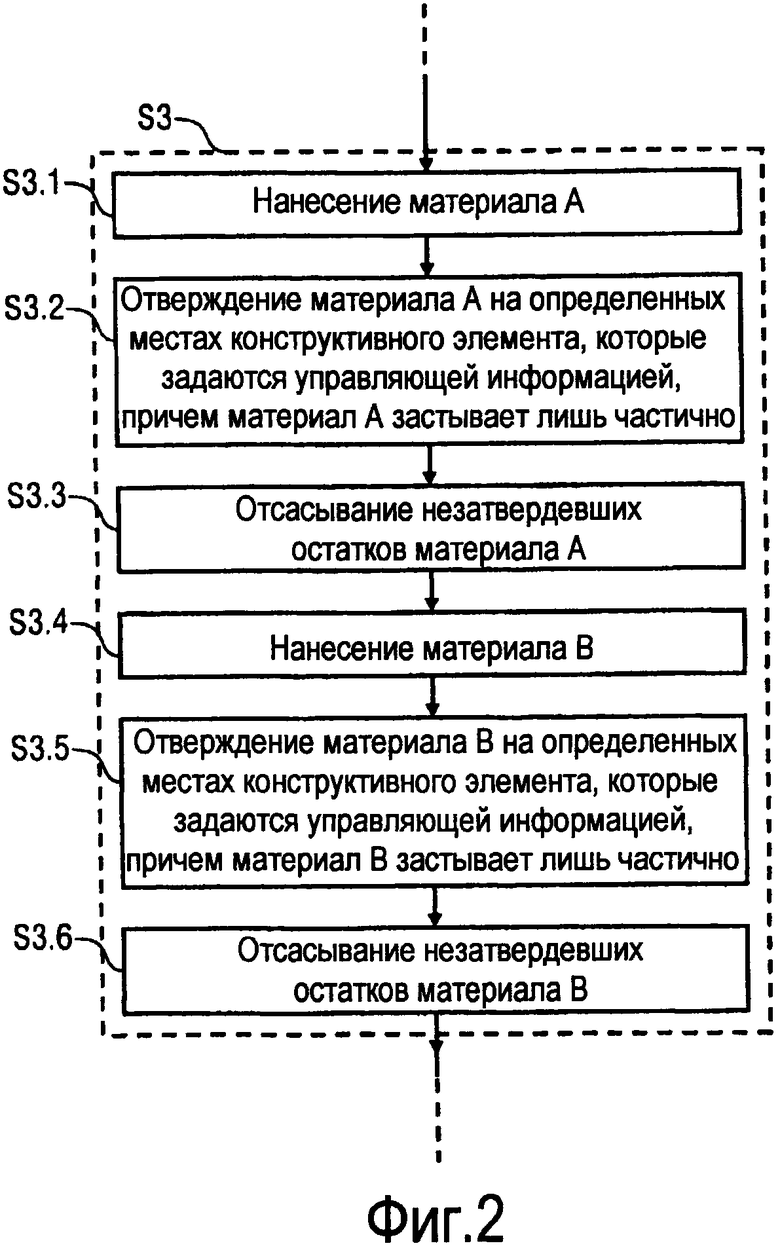
фиг.2 - быстрое прототипирование с фиг.1 в нескольких этапах, в форме блок-схемы,
фиг.3 - устройство для изготовления с машиной быстрого прототипирования,
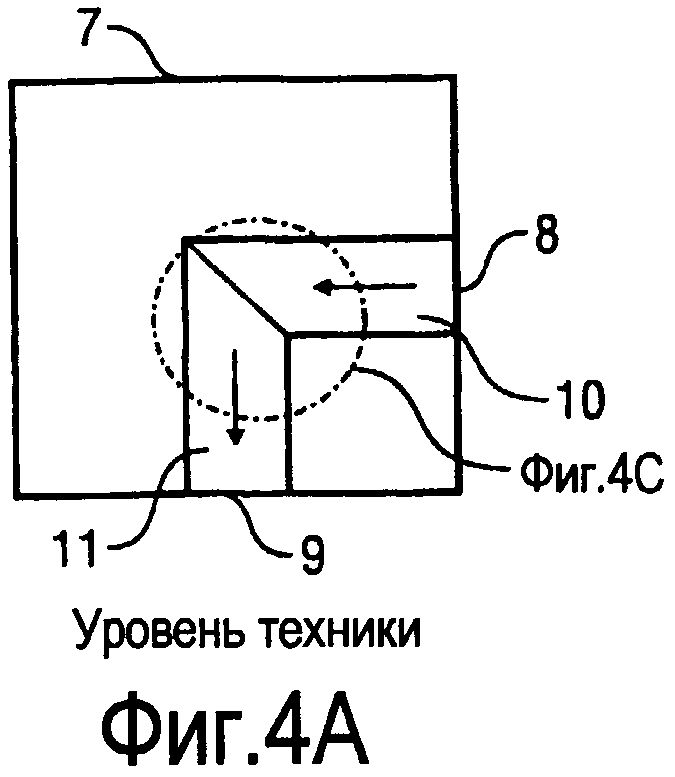
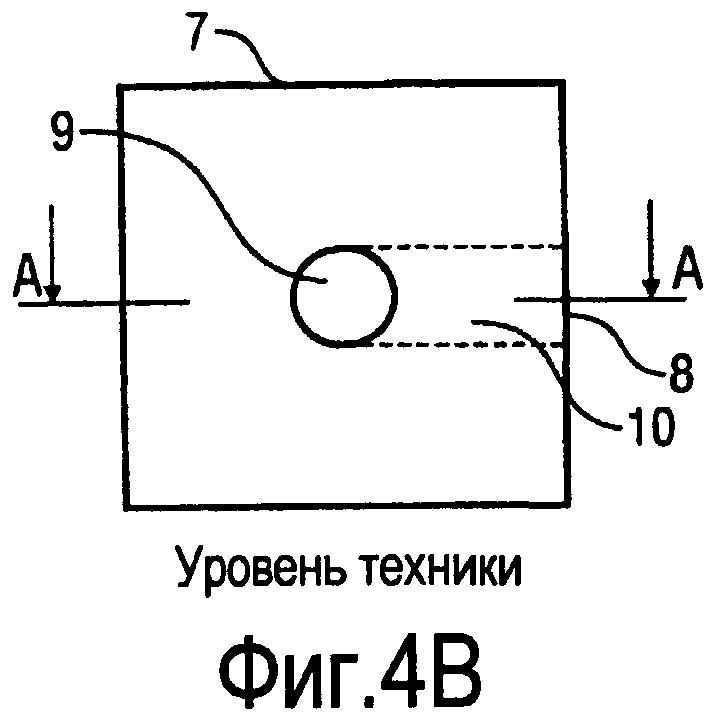
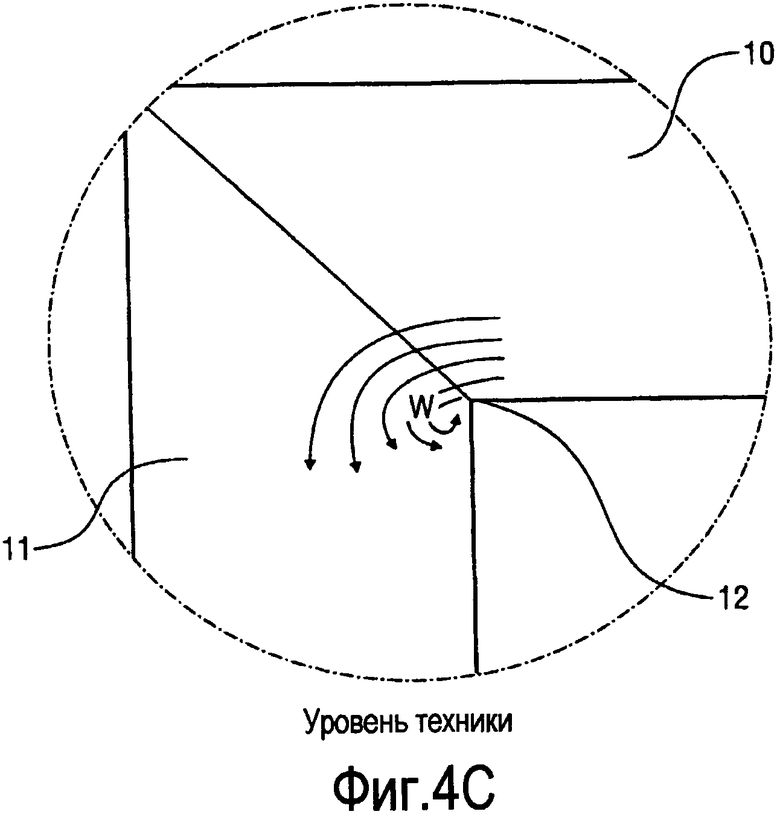
фиг.4A-4C - обычный конструктивный элемент лакировальной установки с каналом для лака и промывочного состава, причем канал имеет излом,
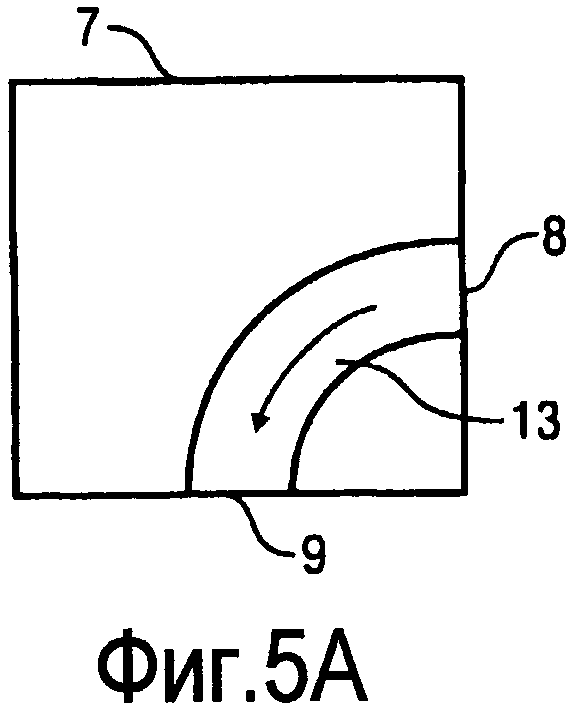
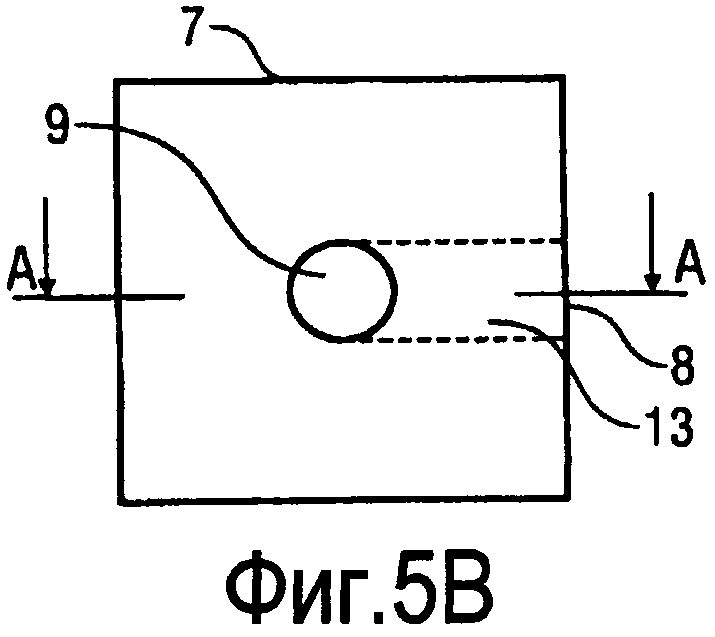
фиг.5A, 5B - конструктивный элемент лакировальной установки согласно изобретению, который в основном соответствует конструктивному элементу лакировальной установки с фиг.4A-4C, но содержит не имеющий изломов и плавно искривляющийся канал,
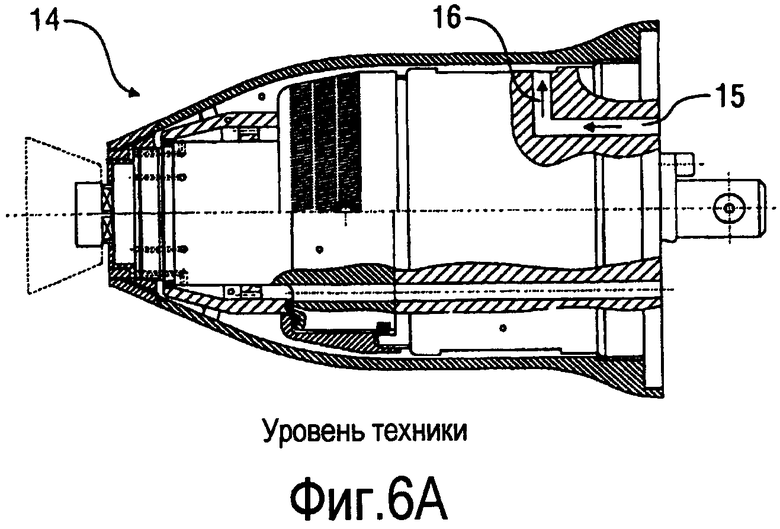
фиг.6A - обычный ротационный распылитель с поворотным воздуховодом, имеющим излом,
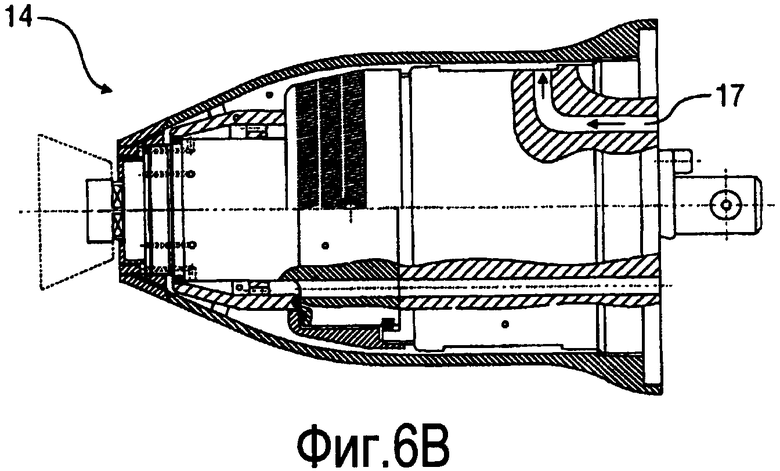
фиг.6B - ротационный распылитель согласно изобретению, который в основном соответствует ротационному распылителю с фиг.6A, но содержит не имеющий изломов поворотный воздуховод.
В показанном на фиг.1 способе получения согласно изобретению сначала, как обычно, на первом этапе S1 проводится конструирование конструктивного элемента лакировальной установки в системе автоматизированного проектирования (CAD), причем проектные данные для конструктивного элемента лакировальной установки образованы в системе CAD. Например, здесь проектные данные могут находиться в известном формате STL (STL: Standard Triangulation Language), однако в принципе возможны и другие форматы данных.
На следующем этапе S2 проектные данные конструктивного элемента лакировальной установки пересчитываются в управляющую информацию для машины быстрого прототипирования. Машина быстрого прототипирования может представлять собой, например, машину типа EOSINT P390, P700 или P730 или FORMIGA P100, которые выпускаются в продажу фирмой EOS GmbH.
Затем, на следующем этапе S3 машина быстрого прототипирования настраивается на управляющую информацию, чтобы изготовить конструктивный элемент лакировальной установки.
Затем на этапе S4 проводится дополнительная обработка конструктивного элемента лакировальной установки для сглаживания поверхности. При этом можно, например, пропускать частицы (например, грануляты) через каналы для проведения сред, чтобы в результате их абразивного действия на внутреннюю стенку каналов осуществить сглаживание поверхности. Кроме того, здесь возможно также уплотнение.
Наконец, на этапе S5 можно создать также так называемую "Easy-to-Clean" (быстроочищаемую) поверхность на внутренней стенке канала для проведения сред, чтобы улучшить возможность распыления. Этапы S4 и S5 при этом могут проводиться в любом порядке следования, вместе или по отдельности.
Блок-схема на фиг.2 показывает этап S3 способа быстрого прототипирования в несколько подэтапов S3.1-S3.6.
На первом этапе S3.1 сначала наносят первый слой первого материала A. Затем, на следующем этапе S3.2 нанесенный послойно материал A частично отверждается на определенных местах конструктивного элемента, в соответствии с заданными проектными данными или управляющей информацией для конструктивного элемента лакировальной установки. Затем, на следующем этапе S3.3 незатвердевшие остатки материала A отсасываются. Затем, на следующем этапе S3.4 наносится слой второго материала B и потом на этапе S3.5 частично отверждается на определенных местах конструктивного элемента в соответствии с заданными проектными данными или управляющей информацией. Наконец, затем незатвердевшие остатки материала отсасываются на этапе S3.6. После этого этапы S3.1-S3.6 повторяются для каждого слоя материала, пока не будет образован желаемый конструктивный элемент лакировальной установки.
Таким образом, конструктивный элемент лакировальной установки в рамках технологии быстрого прототипирования на этапах S3.1-S3.6 формируется послойно из разных материалов, вследствие чего можно реализовать почти любые геометрии конструктивного элемента и составы материала.
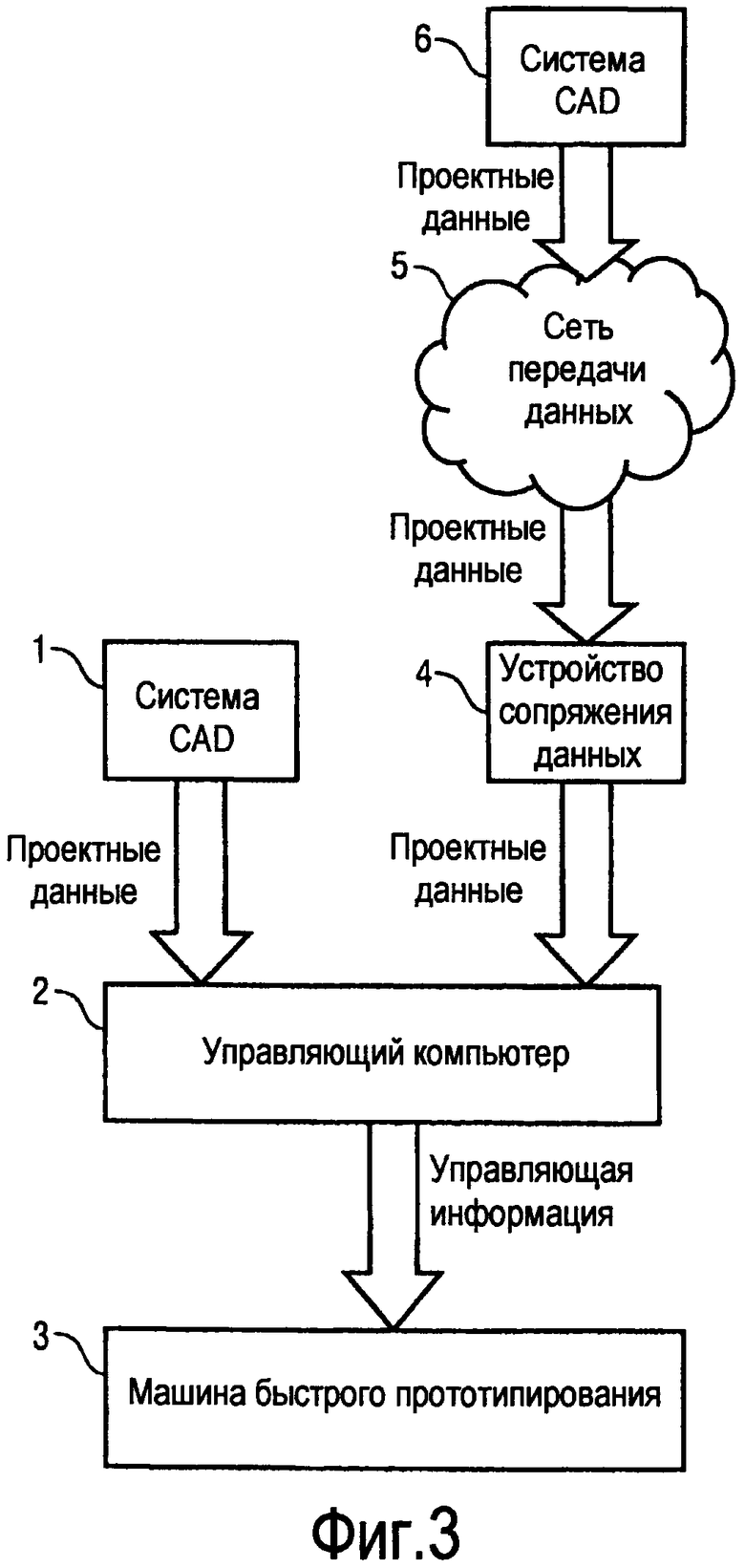
Фиг.3 в сильно упрощенной форме показывает соответствующую систему для осуществления способа получения, показанного на фиг.1 и 2.
При этом в системе CAD 1 обычным образом проводится конструирование конструктивного элемента лакировальной установки.
Затем система CAD 1 переносит проектные данные (например, STL-данные) конструктивного элемента лакировальной установки в управляющий компьютер 2, который пересчитывает проектные данные конструктивного элемента лакировальной установки в управляющую информацию для управления машиной 3 быстрого прототипирования. Машина 3 быстрого прототипирования обрабатывает затем соответствующую, выданную управляющим компьютером 2, управляющую информацию и в результате этого изготавливает методом быстрого прототипирования желаемый конструктивный элемент лакировальной установки.
Альтернативно имеется также возможность, чтобы управляющий компьютер 2 получал проектные данные конструктивного элемента лакировальной установки через устройство 4 сопряжения с системой связи и сеть 5 передачи данных от удаленной системы 6 автоматизированного проектирования. Например, в конструкторском отделе может находиться много систем CAD 6, каждая из которых имеет доступ к машине 3 быстрого прототипирования.
Фиг.4A-4C показывают условный конструктивный элемент 7 лакировальной установки, соответствующей уровню техники. Конструктивный элемент 7 лакировальной установки имеет в этом условном примере осуществления впуск 8, через который лак или промывочный состав входит в конструктивный элемент 7 лакировальной установки. Затем лак или промывочный состав снова выходит из конструктивного элемента 7 лакировальной установки через выпуск 9, который ориентирован под прямым углом к впуску 8. Между впуском 8 и выпуском 9 здесь проходят два перпендикулярные друг другу отверстия 10, 11, которые переходят друг в друга в прямоугольном месте излома 12. Такое оформление позволяет простое получение отверстий 10, 11 с помощью сверла, но, однако, требует прямого, без изломов и изгибов, хода отдельных отверстий 10, 11. Это имеет следствием, что в месте излома 12 возникает турбулентность W (ср. фиг.4C), что может привести к отложению лака и ухудшает возможность распыления у конструктивного элемента 7 лакировальной установки.
Фиг.5A и 5B показывают соответствующий полученный согласно изобретению и оптимизированный конструктивный элемент 7 лакировальной установки, который в основном соответствует описанному выше и представленному на фиг.4A-4C примеру осуществления, поэтому во избежание повторений будем ссылаться на предшествующее описание, причем для соответствующих конструктивных элементов используются одни и те же обозначения.
Особенность этого примера осуществления состоит в том, что между впуском 8 и выпуском 9 проходит плавно искривляющийся канал 13, не имеющий изломов, в котором лак или промывочный состав течет ламинарно (без завихрений). С одной стороны, тем самым падает сопротивление потока между впуском 8 и выпуском 9. С другой стороны, конструктивный элемент 7 лакировальной установки благодаря не имеющему изломов оформлению канала 13 лучше пригоден для распыления.
Фиг.6A показывает обычный ротационный распылитель 14, какой описан, например, в DE 10233198 A1, так что содержание этой патентной заявки в полном объеме введено в настоящее описание в том, что касается конструкции и принципа действия ротационного распылителя 14.
Здесь важно лишь то, что ротационный распылитель 14 имеет поворотный воздуховод, который имеет проходящее по оси прямое отверстие 15 и проходящее радиально прямое отверстие 16, причем прямое отверстие 15 в прямоугольном месте излома переходит в прямое отверстие 16.
Недостатком прохождения поворотного воздуховода с изломом в месте перехода между прямым отверстием 15 и прямым отверстием 16 является относительно высокое сопротивление потока.
Фиг.6B показывает ротационный распылитель 14 согласно изобретению, который вплоть до упоминавшейся выше разницы полностью соответствует описанному выше и показанному на фиг.6A ротационному распылителю, так что во избежание повторений будем ссылаться на предшествующее описание, причем для соответствующих конструктивных элементов используются одни и те же обозначения.
Особенность этого примера осуществления состоит в том, что оба переходящие друг в друга под прямым углом прямые отверстия 15, 16 с фиг.6A заменены одним плавно искривляющимся и не имеющим изломов поворотным воздуховодом 17, что приводит к существенно меньшему сопротивлению потока.
Изобретение не ограничено описанными выше предпочтительными примерами осуществления. Напротив, возможно большое число вариантов и модификаций, в которых также используются идеи изобретения, которые поэтому подпадают в объем защиты.
Список позиций для ссылок:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СГЛАЖИВАНИЯ ПОВЕРХНОСТИ КОНСТРУКТИВНОГО ЭЛЕМЕНТА, В ЧАСТНОСТИ, КРУПНЫХ СТРУКТУР | 2010 |
|
RU2530052C2 |
| ЛАКИРОВАЛЬНЫЙ РОБОТ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2009 |
|
RU2492937C2 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ УСТАНОВКИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ПО МЕНЬШЕЙ МЕРЕ С ОДНОЙ УДЕРЖИВАЮЩЕЙ ЧАСТЬЮ | 2010 |
|
RU2534074C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2007 |
|
RU2436638C2 |
| КЛАПАН ДЛЯ ТЕКУЧЕЙ СРЕДЫ, В ЧАСТНОСТИ ВОЗВРАТНЫЙ КЛАПАН ДЛЯ ЛАКИРОВАЛЬНОЙ УСТАНОВКИ | 2010 |
|
RU2533127C2 |
| СПОСОБ ЛАКИРОВАНИЯ И ЛАКИРОВАЛЬНАЯ УСТАНОВКА ДЛЯ ДЕКОРАТИВНОГО ЛАКИРОВАНИЯ | 2015 |
|
RU2669636C2 |
| СПОСОБ СООРУЖЕНИЯ ЛАКИРОВАЛЬНОЙ УСТАНОВКИ В ЗАДАННОМ МЕСТЕ | 2007 |
|
RU2441711C2 |
| АППЛИКАТОР ДЛЯ РОТАЦИОННОГО РАСПЫЛИТЕЛЯ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2007 |
|
RU2430790C2 |
| УНИВЕРСАЛЬНЫЙ РАСПЫЛИТЕЛЬ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2007 |
|
RU2450868C2 |
| РАСПЫЛИТЕЛЬ И СПОСОБ НАНЕСЕНИЯ ОДНОКОМПОНЕНТНЫХ И МНОГОКОМПОНЕНТНЫХ СРЕДСТВ ПОКРЫТИЯ | 2011 |
|
RU2567951C2 |

Изобретение относится к способу получения конструктивного элемента лакировальной установки и к полученному этим способом конструктивному элементу. Техническим результатом заявленного изобретения является улучшение способа получения конструктивных элементов лакировальной установки. Технический результат достигается способом получения конструктивного элемента лакировальной установки, в частности получения конструктивного элемента системы смены цвета, красочного клапана или распылителя. При этом конструктивный элемент лакировальной установки получают методом быстрого прототипирования. Причем методом быстрого прототипирования является лазерная генерация, в которой применяют металлический порошок, или избирательное лазерное спекание, в котором применяют термопласты. 2 н. и 20 з.п. ф-лы, 10 ил.
1. Способ получения конструктивного элемента (7; 14) лакировальной установки, в частности получения конструктивного элемента системы смены цвета, красочного клапана или распылителя, при этом конструктивный элемент (7; 14) лакировальной установки получают методом быстрого прототипирования,
отличающийся тем, что
a) методом быстрого прототипирования является лазерная генерация, в которой применяют металлический порошок, или
b) методом быстрого прототипирования является избирательное лазерное спекание, в котором применяют термопласты.
2. Способ по п.1, отличающийся тем, что:
a) полученный методом быстрого прототипирования конструктивный элемент (7; 14) лакировальной установки после осуществления быстрого прототипирования подвергают дополнительной обработке для сглаживания поверхности, и/или что
b) на полученный способом быстрого прототипирования конструктивный элемент (7; 14) лакировальной установки после осуществления быстрого прототипирования наносят легкоочищаемую поверхность.
3. Способ по п.2, отличающийся тем, что дополнительная обработка для сглаживания поверхности включает в себя по меньшей мере один из следующих методов:
a) электрохимическая обработка,
b) полирование, в частности электрополирование,
c) травление,
d) шлифование,
e) хонингование,
f) притирка,
g) выглаживание,
h) струйная обработка,
i) уплотнение, в частности, роликами,
j) нанесение покрытия,
k) обработка гранулами углекислоты или сухим снегом углекислоты,
l) проведение частиц через полости или каналы (13; 17) в конструктивном элементе (7; 14) лакировальной установки, причем частицы суспендированы в жидкости-носителе или содержатся в газе-носителе, причем частицы содержат, в частности, грануляты, дробь, шарики, формованные элементы или пыль из стекла, керамики, оксида алюминия, полимеров, ореховой скорлупы, органических веществ, песка или минералов.
4. Способ по п.2 или 3, отличающийся тем, что конструктивный элемент (7; 14) лакировальной установки после дополнительной обработки для сглаживания поверхности имеет шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше чем Rz=20, Rz=10, Rz=5 или Rz=2.
5. Способ по п.1, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки имеет части, состоящие из пластмассы, и части, состоящие из металла, причем и те, и другие предпочтительно формируют в рамках метода быстрого прототипирования, и/или что
b) состоящие из пластмассы части конструктивного элемента (7; 14) лакировальной установки после дополнительной обработки для сглаживания поверхности имеют шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше, чем Rz=20, Rz=15, Rz=10, Rz=9, Rz=8 или Rz=7, и/или что
c) состоящие из металла части конструктивного элемента (7; 14) лакировальной установки после дополнительной обработки для сглаживания поверхности имеют шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше чем Rz=10, Rz=5, Rz=2 или Rz=1,5.
6. Способ по п.1, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки в рамках метода быстрого прототипирования изготавливают по меньшей мере из первого материала и второго материала, и/или что
b) первый материал стоек к растворителям и/или стоек к лаку, и/или что
c) второй материал имеет более высокую твердость, трещиностойкость, прочность и/или жесткость, чем первый материал, и/или что
d) первый материал имеет другие электрические свойства, чем второй материал.
7. Способ по п.1, отличающийся тем, что конструктивный элемент (7; 14) лакировальной установки является одним из следующих элементов:
a) красочный клапан для лакировальной установки,
b) конструктивный элемент распылителя (14), в частности ротационного распылителя,
c) конструктивный элемент устройства смены цвета,
d) конструктивный элемент насоса-дозатора,
e) уменьшенная модель робота, в частности робота для нанесения лакокрасочного покрытия или робота-манипулятора,
f) уменьшенная модель лакировальной камеры,
g) уменьшенная модель линии лакирования,
h) уменьшенная модель лакировальной установки,
i) уменьшенная модель распылителя, в частности ротационного распылителя,
j) часть робота, проводящая среды,
k) конструкционный элемент робота,
l) канал или труба,
m) конструктивный элемент уплотнительного устройства,
n) коллектор для всех цветов из устройства смены цвета для энергетической цепи.
8. Способ по п.1, отличающийся тем, что конструктивный элемент (7; 14) лакировальной установки, по существу, не имеет застойных зон и/или, по существу, не содержит поднутрений.
9. Способ по п.1, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки имеет оболочку из высокопрочного полимера и канал (13; 17) для проведения сред, выполненный из стойкого к растворителям и/или стойкого к лаку полимера, причем канал (13; 17) служит, в частности, для проведения лака или растворителя, и/или что
b) конструктивный элемент (7; 14) лакировальной установки является клапаном, в частности красочным клапаном, который содержит седло клапана из металла, заделанное в полимер, причем полимер предпочтительно стоек к растворителям и/или стоек к лаку, и/или что
c) конструктивный элемент (7; 14) лакировальной установки состоит из металла и содержит по меньшей мере одну полость, наполненную опорной структурой, причем по меньшей мере одна зона конструктивного элемента лакировальной установки помимо опорной структуры по меньшей мере частично заполнена материалом, в частности полимером, который имеет меньшую массовую плотность по сравнению с металлом, и/или что
d) для обработки разных материалов используют разное лазерное излучение, в частности, разной интенсивности.
10. Способ по п.8 или 9, отличающийся следующими этапами (S3.1-S3.6) в рамках метода быстрого прототипирования:
a) наносят первый материал,
b) осуществляют отверждение первого материала в заданных местах для формирования конструктивного элемента, причем нанесенный первый материал отверждают лишь частично,
c) удаляют, в частности отсасывают, неотвержденную часть первого материала,
d) наносят второй материал,
e) осуществляют отверждение второго материала в заданных местах для формирования конструктивного элемента, причем нанесенный второй материал отверждают лишь частично,
f) удаляют, в частности отсасывают, неотвержденную часть второго материала.
11. Способ по п.10, отличающийся тем, что разные материалы наносят печатной головкой, которая для каждого материала имеет по меньшей мере одно собственное сопло.
12. Способ по п.1, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки в процессе быстрого прототипирования формируют таким образом, что в выполненном, по существу, сплошном конструктивном элементе (7; 14) лакировальной установки проходит канал (13; 17) для проведения текучих сред, в частности для лака, растворителя или сжатого воздуха, и/или что
b) канал (13; 17) формируют так, что канал (13; 17), по существу, не имеет изломов, и/или что
c) канал (13; 17) формируют так, что канал (13; 17) по меньшей мере на части своей длины плавно искривляется, и/или что
d) внутреннюю стенку канала (13; 17) подвергают дополнительной обработке для сглаживания поверхности, и/или что
e) канал (13; 17) формируют так, чтобы среда текла в канале (13; 17) ламинарно и без завихрений, в частности, в области изменения направления канала (13; 17).
13. Способ по п.1, отличающийся тем, что конструктивный элемент лакировальной установки получают комбинацией метода быстрого прототипирования и метода изготовления со съемом материала.
14. Конструктивный элемент (7; 14) лакировальной установки, в частности конструктивный элемент устройства смены цвета, красочного вентиля или распылителя (14), при этом конструктивный элемент (7; 14) лакировальной установки получен методом быстрого прототипирования, отличающийся тем, что методом быстрого прототипирования является способ по одному из пп.1-13.
15. Конструктивный элемент лакировальной установки по п.14, отличающийся тем, что конструктивный элемент (7; 14) лакировальной установки имеет шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше чем Rz=20, Rz=10, Rz=5 или Rz=2.
16. Конструктивный элемент лакировальной установки по п.15, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки содержит части, состоящие из пластмассы, и части, состоящие из металла, причем
b) состоящие из пластмассы части конструктивного элемента (7; 14) лакировальной установки имеют шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше чем Rz=20, Rz=15, Rz=10, Rz=9, Rz=8 или Rz=7, при этом
c) состоящие из металла части конструктивного элемента (7; 14) лакировальной установки имеют шероховатость Rz, которая по меньшей мере на участках поверхности конструктивного элемента меньше чем Rz=10, Rz=5, Rz=2 или Rz=1,5.
17. Конструктивный элемент (7; 14) лакировальной установки по одному из пп.14-16, отличающийся тем, что конструктивный элемент (7; 14) является одним из следующих элементов лакировальной установки:
a) красочный клапан для лакировальной установки,
b) конструктивный элемент распылителя (14), в частности ротационного распылителя,
c) конструктивный элемент устройства смены цвета,
d) конструктивный элемент насоса-дозатора,
e) уменьшенная модель робота, в частности робота для нанесения лакокрасочного покрытия или робота-манипулятора,
f) уменьшенная модель лакировальной камеры,
g) уменьшенная модель линии лакирования,
h) уменьшенная модель лакировальной установки,
i) уменьшенная модель распылителя, в частности ротационного распылителя,
j) часть робота, проводящая среду,
k) конструкционный элемент робота,
l) канал или труба,
m) конструктивный элемент уплотнительного устройства,
n) коллектор для всех цветов из устройства смены цвета для энергетической цепи.
18. Конструктивный элемент (7; 14) лакировальной установки по п.14, отличающийся тем, что конструктивный элемент (7; 14) лакировальной установки, по существу, не имеет застойных зон и/или, по существу, не имеет поднутрений.
19. Конструктивный элемент (7; 14) лакировальной установки по п.14, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки состоит по меньшей мере из первого материала и второго материала, и/или что
b) первый материал является стойким к растворителям и/или стойким к лаку, и/или что
c) второй материал имеет более высокую твердость, трещиностойкость, прочность и/или жесткость, чем первый материал, и/или что
d) первый материал имеет другие электрические свойства, чем второй материал.
20. Конструктивный элемент (7; 14) лакировальной установки по п.14, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки имеет оболочку из высокопрочного полимера и канал для проведения сред, выполненный из стойкого к лаку и/или стойкого к растворителям полимера, причем канал выполнен с возможностью, в частности, проведения лака или растворителя, и/или что
b) конструктивный элемент (7; 14) лакировальной установки является клапаном, имеющим седло из металла, который вделан в полимер, причем полимер предпочтительно стоек к лаку и/или стоек к растворителям, и/или что
c) конструктивный элемент (7; 14) лакировальной установки выполнен из металла и имеет по меньшей мере одну полость, которая наполнена опорной структурой, причем по меньшей мере одна зона конструктивного элемента помимо опорной структуры по меньшей мере частично заполнена материалом, в частности полимером, который имеет меньшую массовую плотность, чем металл.
21. Конструктивный элемент (7; 14) лакировальной установки по п.14, отличающийся тем, что
a) конструктивный элемент (7; 14) лакировальной установки имеет канал (13; 17) проведения для лака или промывочного состава, который сплошь окружен выполненным сплошным конструктивным элементом (7; 14) лакировальной установки, и/или
b) что канал (13; 17) идет, по существу, без изломов, и/или
c) что канал (13; 17) плавно искривляется по меньшей мере на части своей длины, и/или,
d) что канал (13; 17) выполнен так, что среда в канале (13; 17) течет ламинарно и без завихрений, в частности, в области изменения направления канала (13; 17).
22. Конструктивный элемент лакировальной установки по п.14, отличающийся тем, что
a) конструктивный элемент лакировальной установки представляет собой механическую руку робота для нанесения лакокрасочного покрытия, причем
b) механическая рука имеет встроенный канал для проведения сред.
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| US 2008169585 A1, 17.07.2008 | |||
| US 6158346 A, 12.12.2000 | |||
| US 6652256 B2, 25.11.2003 | |||
| СПОСОБ ПОСЛОЙНОГО СИНТЕЗА ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2186681C2 |

