Область техники, к которой относится изобретение
Настоящее изобретение относится к порошковой металлической композиции для получения деталей из металлического порошка, а также к способу получения деталей из металлического порошка, обладающих улучшенной обрабатываемостью резанием.
Предпосылки изобретения
Одно из главных преимуществ изготовления компонентов методами порошковой металлургии заключается в том, что посредством компактирования и спекания становится возможным получение заготовок конечной или очень близкой к конечной формы. Имеются, однако, случаи, когда требуется последующая обработка резанием. Например, она может быть необходима из-за высоких требований к допускам или потому, что конечный компонент имеет такую форму, что он не может быть спрессован непосредственно, а требует обработки резанием после спекания. Более конкретно, такие геометрии, как отверстия, поперечные направлению компактирования, выточки и резьбы, требуют последующей обработки резанием.
При непрерывной разработке новых спеченных сталей с более высокой прочностью, а значит, и более высокой твердостью, обработка резанием становится одной из главных проблем при изготовлении компонентов методами порошковой металлургии. Часто она является ограничивающим фактором при оценке того, является ли изготовление компонентов методами порошковой металлургии наиболее экономически эффективным способом изготовления компонента.
Сегодня имеется ряд известных веществ, которые добавляют к порошковым смесям на основе железа для облегчения обработки компонентов резанием после спекания. Наиболее распространенная порошковая добавка представляет собой MnS, который упоминается, например, в EP 0183666, описывающем то, как обрабатываемость резанием спеченной стали улучшается при подмешивании такого порошка.
Патент США № 4927461 описывает добавление 0,01 и 0,5% по массе гексагонального BN (нитрида бора) в порошковые смеси на основе железа для улучшения обрабатываемости резанием после спекания.
Патент США № 5631431 относится к добавке для улучшения обрабатываемости резанием порошковых композиций на основе железа. В соответствии с этим патентом добавка содержит частицы фторида кальция, которые включаются в количестве 0,1-0,6% по массе от порошковой композиции.
Заявка на патент Японии 08-095649 описывает улучшающий обрабатываемость резанием агент. Этот агент содержит Al2O3-SiO2-CaO и имеет кристаллическую структуру анортита или геленита. Анортит представляет собой тектосиликат, принадлежащий к группе полевого шпата, имеющий твердость по Моосу от 6 до 6,5, а геленит представляет собой соросиликат, имеющий твердость по Моосу 5-6.
Патент США № 7300490 описывает порошковую смесь для получения прессованных и спеченных деталей, состоящую из сочетания порошка сульфида марганца (MnS) и порошка фосфата кальция или порошка гидроксиапатита.
Публикация WO 2005/102567 раскрывает сочетание порошков гексагонального нитрида бора и фторида кальция, используемое в качестве улучшающего обрабатываемость резанием агента.
Содержащие бор порошки, такие как оксид бора, борная кислота или борат аммония, в сочетании с серой описываются в патенте США № 5938814.
Другие сочетания порошков, используемых в качестве добавок для обработки резанием, описываются в EP 1985393A1, причем такое сочетание содержит по меньшей мере один материал, выбранный из талька и стеатита, и жирную кислоту.
Тальк в качестве улучшающего обрабатываемость резанием агента упоминается в JP1-255604. Тальк принадлежит к группе филлосиликатов, состоящих из тетраэдрических слоев кремния, окружающих октаэдрический слой гидроксида магния.
Заявка EP1002883 описывает порошкообразную смесь перемешанных металлов для изготовления металлических деталей, в частности, вставных седел клапанов. Описанные смеси содержат 0,5-5% твердых смазок для обеспечения низкого трения и износа при скольжении, а также улучшения обрабатываемости резанием. В одном из вариантов осуществления в качестве твердой смазки упоминается слюда. Эти типы порошковых смесей, используемые для получения износостойких и стабильных при высоких температурах компонентов, всегда содержат высокие количества легирующих элементов, как правило, выше 10% по массе, и твердые фазы, как правило, карбиды.
Патент США № 4274875 предусматривает способ получения изделий с помощью порошковой металлургии, сходный с тем, что описан в EP1002883, включающий стадию добавления порошкообразной слюды в металлический порошок перед компактированием и спеканием в количествах от 0,5 до 2 мас.%. В частности, указано, что может использоваться любой тип слюды.
Кроме того, заявка на патент Японии JP10317002 описывает порошок или спеченный компакт, имеющий пониженный коэффициент трения. Порошок имеет химический состав 1-10 мас.% серы, 3-25 мас.% молибдена, а остаток составляет железо. Кроме того, добавляют твердую смазку и твердофазные материалы.
Обработка резанием прессованных и спеченных компонентов является очень сложной и зависит от таких параметров, как тип системы легирования компонента, спеченная плотность компонента и размер и форма компонента. Очевидно также, что тип операции обработки резанием и скорость обработки резанием являются теми параметрами, которые имеют большую важность для результатов операции обработки резанием. Многообразие предлагаемых улучшающих обрабатываемость резанием агентов, добавляемых к порошковым металлургическим композициям, отражает сложную природу технологии обработки резанием ПМ.
Сущность изобретения
Настоящее изобретение раскрывает новую добавку для улучшения обрабатываемости резанием спеченных сталей. В особенности для низколегированных спеченных сталей, имеющих содержание легирующих элементов ниже 10% по массе и не содержащих твердофазных материалов. Новая добавка разработана для улучшения обрабатываемости резанием таких спеченных сталей, подвергаемых операциям со снятием стружки, таким как сверление, точение, фрезерование и нарезание резьбы. Кроме того, новая добавка может использоваться в компонентах, подлежащих обработке резанием инструментальными материалами нескольких типов, таких как быстрорежущая сталь, карбиды вольфрама, керметы, керамика и кубический нитрид бора, и инструмент может также иметь покрытие.
Таким образом, целью настоящего изобретения является создание новой добавки к порошковой металлической композиции для улучшения обрабатываемости резанием.
Другой целью настоящего изобретения является создание такой добавки, используемой при различных операциях обработки резанием различных типов спеченных сталей.
Другой целью настоящего изобретения является создание нового улучшающего обрабатываемость резанием вещества, оказывающего пренебрежимо малое влияние на механические свойства прессованного и спеченного компонента или вообще не оказывающего его.
Еще одной целью настоящего изобретения является создание порошковой металлургической композиции, содержащей новую улучшающую обрабатываемость резанием добавку, а также способа получения компактированной детали из этой композиции.
Теперь обнаружено, что посредством включения улучшающего обрабатываемость резанием агента, содержащего определенный специальный тип силиката, в состав порошковой композиции достигается неожиданно большое улучшение обрабатываемости резанием спеченных компонентов, имеющих различные микроструктуры и спеченные плотности. Кроме того, положительное воздействие на обрабатываемость резанием получается даже при очень низких добавляемых количествах, и таким образом будет сводиться к минимуму отрицательное действие на прессуемость при добавлении дополнительных веществ. Показано также, что влияние добавляемого силиката на механические свойства является приемлемым.
Таким образом, изобретение предусматривает порошковую композицию на основе железа, содержащую, в дополнение к порошку на основе железа, малое количество улучшающей обрабатываемость резанием добавки, содержащей по меньшей мере один силикат из группы филлосиликатов. Изобретение также предусматривает применение филлосиликата в качестве улучшающего обрабатываемость резанием агента в порошковой композиции на основе железа. Изобретение дополнительно предусматривает способ получения спеченной детали на основе железа с улучшенной обрабатываемостью резанием, включающий стадии: приготовления порошковой композиции на основе железа, как упоминается выше, компактирования порошковой композиции на основе железа при давлении компактирования 400-1200 МПа, спекания компактированной детали при температуре 1000-1300°C и необязательной термической обработки спеченной детали.
В соответствии с настоящим изобретением, по меньшей мере одна из указанных выше целей, а также другие цели, очевидные из приведенного ниже обсуждения, достигаются с помощью различных аспектов настоящего изобретения.
В соответствии с одним аспектом настоящего изобретения предусматривается порошковая композиция на основе железа, содержащая, в дополнение к порошку на основе железа, малое количество улучшающей обрабатываемость резанием добавки в форме порошка, содержащей по меньшей мере один силикат из группы, состоящей из филлосиликатов.
Филлосиликат может быть выбран, например, среди глинистых минералов, таких как бентонит, каолинит и смектит, среди хлоритов, или среди различных видов слюды, таких как флогопит, мусковит, биотит и маргарит.
В соответствии с другим аспектом настоящего изобретения предусматривается применение филлосиликата, содержащегося в улучшающей обрабатываемость резанием добавке, в порошковой композиции на основе железа.
В соответствии с другим аспектом настоящего изобретения предусматривается способ приготовления порошковой композиции на основе железа, включающий: обеспечение порошка на основе железа; и смешивание порошка на основе железа с улучшающей обрабатываемость резанием добавкой в форме порошка, содержащей по меньшей мере один филлосиликат.
В соответствии с другим аспектом настоящего изобретения предусматривается способ получения спеченной детали на основе железа с улучшенной обрабатываемостью резанием, включающий: приготовление порошковой композиции на основе железа в соответствии с вышеуказанным аспектом; компактирование порошковой композиции на основе железа при давлении компактирования 400-1200 МПа; спекание компактированной детали при температуре 1000-1300°C; и необязательную термическую обработку спеченной детали.
Краткое описание чертежей
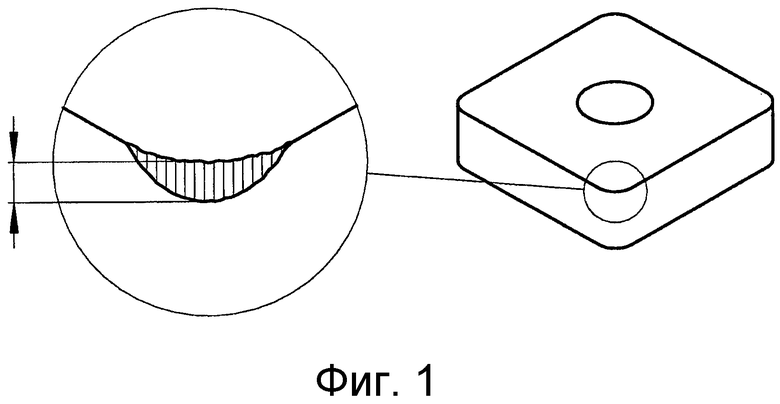
Фигура 1 показывает схематический чертеж того, как измеряется износ режущей кромки вставного резца, то есть расстояние между двумя стрелками на фигуре, для показателя обрабатываемости резанием в случае примеров 1, 3, 4, 5, 7 и 8.
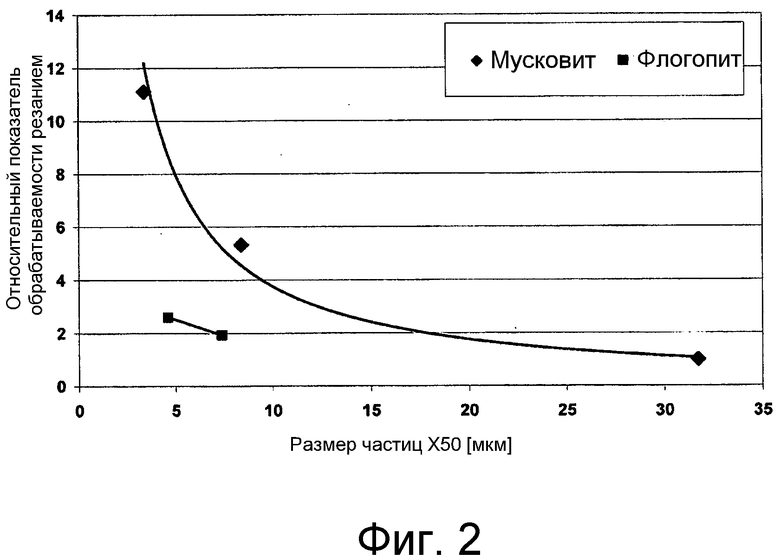
Фигура 2 представляет собой схематический график, иллюстрирующий влияние среднего размера частиц, улучшающих обрабатываемость резанием агентов мусковита и флогопита соответственно на относительный показатель улучшения обрабатываемости резанием.
Подробное описание изобретения
Улучшающий обрабатываемость резанием агент содержит определенный силикат, классифицируемый как филлосиликаты, который может характеризоваться наличием твердости по Моосу ниже 5, предпочтительно, ниже 4. Филлосиликат имеет хлопьеобразную кристаллическую структуру, содержащую слои тетраэдров кремния, объединенные со слоями октаэдрических структур гидроксидов. Предпочтительно, некоторые из атомов кремния в тетраэдрах могут замещаться другими атомами, такими как атомы алюминия, поэтому силикат обозначается как алюминат-силикат. Альтернативно, атомы алюминия присутствуют в октаэдрических структурах, или же атомы алюминия будут присутствовать в обеих структурах.
Примерами силикатов, которые могут включаться в новую улучшающую обрабатываемость резанием добавку, являются следующие:
Различные виды слюды, такие как:
флогопит KMg3(OH,F)2[AlSi3O10],
мусковит KAl2(OH)2[AlSi3O10],
биотит K(Mg,Fe)3(OH)2[AlSi3O10], и
маргарит CaAl2(OH)2[Al2Si2O10];
силикаты, принадлежащие к группе хлоритов;
глинистые минералы, такие как:
каолинит Al2(OH)4[Si2O5];
глинистые минералы, принадлежащие к группе смектитов, такие как:
алиеттит Ca0,2Mg6(Si,Al)8O20(OH)4·4H2O,
беиделлит (Na,Ca0,5)0,3Al2(Si,Al)4O10(OH)2·nH2O,
гекторит Na0,3(Mg,Li)3Si4O10(OH,F)2,
монтмориллонит (Na,Ca)0,33(Al,Mg)2Si4O10(OH)2·nH2O,
нотронит Na0,3Fe2(Si,Al)4O10(OH)2·nH2O,
сапонит Ca0,25(Mg,Fe)3(Si, Al)4O10(OH)2·nH2O,
стевенсит (Ca,Na)xMg3Si4O10(OH)2,
волконскоит Ca0,3(Cr,Mg,Fe)2(Si,Al)4O10(OH)2·4H2O, и
яхонтовит (Ca,Na)0,5(Cu,Mg,Fe)2Si4O10(OH)2·3H2O.
Как правило, силикатные минералы встречаются в природе в виде сочетания определенных минералов, поэтому коммерчески существуют различные сочетания химически определенных силикатов или их промежуточных соединений, такие как различные типы бентонитов, содержащих монтмориллонит. Настоящее изобретение не ограничивается силикатами, характеризующимися одной конкретной структурой, а включает и сочетания, и промежуточные соединения описанных выше силикатов.
Причина того, почему силикаты, используемые в соответствии с настоящим изобретением, могут иметь твердость по шкале Мооса ниже 5, предпочтительно, ниже 4, и могут иметь слоистую структуру, заключается в том, что теперь обнаружено, что такие силикаты будут вносить вклад в свойства обрабатываемости резанием даже при относительно низких температурах во время обработки резанием спеченного тела, по сравнению с более твердыми силикатами. Отрицательное воздействие на инструмент, вызываемое выделяемым во время обработки резанием теплом, может таким образом исключаться. Силикаты, имеющие более высокую твердость, могут не вносить вклад в смазывание во время компактирования и удаления компактированной массы из матрицы. При этом низкая твердость в сочетании со слоистой кристаллической структурой добавляемых силикатов является благоприятной и улучшает смазывающие свойства, таким образом делая возможным уменьшение добавляемого количества обычных смазок, позволяя добиваться более высоких плотностей в неспеченном состоянии.
Кроме того, не ограничиваясь какой-либо конкретной теорией, предполагается, что присутствие атомов алюминия в силикате может иметь положительное воздействие на свойства обработки резанием и вносит вклад в хорошие свойства обрабатываемости резанием независимо от металлографических структур обрабатываемых резанием компонентов.
Новая добавка может содержать другие известные улучшающие обрабатываемость резанием добавки, такие как сульфид марганца, гексагональный нитрид бора, другие содержащие бор вещества и/или фторид кальция, или может быть смешана с ними.
Количество добавки в порошковой композиции на основе железа может находиться в пределах между 0,05% и 1,0 по массе, предпочтительно, между 0,05% и 0,5%, предпочтительно, между 0,05% и 0,4%, предпочтительно, между 0,05% и 0,3%, а более предпочтительно, между 0,1 и 0,3% по массе. Более низкие количества могут не давать предполагаемого воздействия на обрабатываемость резанием, а более высокие количества могут иметь отрицательное влияние на механические свойства. Таким образом, количество улучшающего обрабатываемость резанием агента, добавляемого к порошковой композиции на основе железа, может быть меньшим, чем 0,5 мас.%, удобно, 0,49 мас.% или менее, предпочтительно, 0,45 мас.% или менее, более предпочтительно, 0,4 мас.% или менее, например, 0,3 мас.% или менее, или 0,2 мас.% или менее, или 0,15 мас.% или менее.
Размер частиц, X99, новой добавки в соответствии с изобретением может быть ниже 50 мкм, предпочтительно, ниже 30 мкм, более предпочтительно, ниже 20 мкм, например, 15 мкм или менее. Соответствующий средний размер частиц, X50, может быть ниже 20 мкм, предпочтительно, ниже 15 мкм, более предпочтительно, 10 мкм или менее, например, 5 мкм или менее. Размер частиц, X99, может по существу составлять по меньшей мере 1 мкм. Если размер частиц ниже 1 мкм, может быть сложным получение гомогенной порошковой смеси. Размер частиц выше 50 мкм может отрицательно влиять на обрабатываемость резанием и механические свойства.
Эффект улучшения обрабатываемости резанием улучшающей обрабатываемость резанием добавки по настоящему изобретению может быть особенно выраженным, когда подвергаемый обработке резанием компонент имеет мартенситную структуру, или гетерогенную структуру, содержащую мартенситную структуру.
Порошковая композиция на основе железа
Типы порошков
Этот новый порошок, улучшающий обрабатываемость резанием, может использоваться в по существу любых железных порошковых композициях. Таким образом, порошок на основе железа может представлять собой порошок чистого железа, такой как порошок распыленного железа, восстановленный порошок и тому подобное. Также могут использоваться предварительно легированные порошки, содержащие легирующие элементы, такие как Ni, Mo, Cr, V, Co, Mn, Cu, а также порошок частично легированной стали. Разумеется, эти порошки могут использоваться в смеси.
Улучшающая обрабатываемость резанием добавка присутствует в композиции в форме порошка. Частицы порошка добавки могут, например, быть смешанными с порошком на основе железа как свободные частицы порошка или быть связанными с частицами порошка на основе железа, например, посредством связывающего агента.
Другие добавки
Порошковая композиция в соответствии с изобретением может также включать другие добавки, такие как графит, связующие и смазки, и другие обычные улучшающие обрабатываемость резанием агенты. Смазка может добавляться при 0,05-2% по массе, предпочтительно, 0,1-1% по массе. Графит может добавляться при 0,05-2% по массе, предпочтительно, при 0,1-1% по массе.
Процесс
Получение компонентов методами порошковой металлургии в соответствии с изобретением может осуществляться обычным образом, то есть с помощью следующего процесса: порошок на основе железа, например, порошок железа или стали, может быть смешан с любыми желаемыми легирующими элементами, такими как никель, медь, молибден и, необязательно, углерод, а также с улучшающей обрабатываемость резанием добавкой в соответствии с изобретением в форме порошка. Легирующие элементы могут быть также добавлены к порошку на основе железа предварительно сплавленными или диффузионно сплавленными или в виде сочетания подмешанных легирующих элементов, диффузионно легированного порошка или предварительно легированного порошка. Эта порошковая смесь перед компактированием может быть смешана с обычной смазкой, например, стеаратом цинка или амидным воском. Более мелкодисперсные частицы в этой смеси могут быть связаны с порошком на основе железа посредством связующего вещества. Порошковая смесь после этого может компактироваться в инструменте прессования, с получением того, что известно как неспеченная заготовка с близкой к конечной геометрией.
Компактирование, как правило, имеет место при давлении 400-1200 МПа. После компактирования прессовка может быть спечена при температуре 1000-1300°C и получает свою конечную прочность, твердость, удлинение и тому подобное. Необязательно, спеченная деталь может подвергаться дополнительной термической обработке.
Примеры
Настоящее изобретение будет проиллюстрировано с помощью следующих неограничивающих примеров.
Улучшающие обрабатываемость резанием агенты
В качестве примеров, улучшающих обрабатываемость резанием агентов, в соответствии с изобретением использовали следующие вещества:
Порошок, содержащий мусковит, имеющий размер частиц, X99, существенно ниже 20 мкм и химический состав, выраженный как массовый % оксидов, в соответствии с нижеприведенным;
SiO2 48,0
Al2O3 33,3
K2O 10,1
FeO 2,8
MgO 0,3
Потери на выжигание 5,5
Порошок, содержащий флогопит, имеющий средний размер частиц, X50, примерно 18 мкм и размер частиц, X99, существенно ниже 45 мкм и химический состав, выраженный как массовый % оксидов, в соответствии с нижеприведенным;
SiO2 39,5
Al2O3 10,3
K2O 12,8
FeO 10,3
MgO 22,7
CaO 0,5
Потери на выжигание 3,0
Порошок, содержащий минералы, принадлежащие к группе смектита, имеющий размер частиц, X99, существенно ниже 20 мкм и химический состав, выраженный как массовый % оксидов, в соответствии с нижеприведенным;
SiO2 68,2
Al2O3 10,9
K2O 0,3
FeO 1,3
MgO 17,0
CaO 1,1
Na2O 1,2
Потери на выжигание (потери на выжигание не измеряли, химический анализ вычислен, когда потери на выжигание исключены)
Порошок, содержащий бентонит кальция, имеющий размер частиц, X99, существенно ниже 15 мкм и химический состав, выраженный как массовый % оксидов, в соответствии с нижеприведенным;
SiO2 55,1
Al2O3 23,3
K2O 2,9
FeO 1,6
MgO 2,9
CaO 4,7
Na2 1,9
Потери на выжигание 9,5
Пример 1
(Исследование обрабатываемости резанием, осуществленное с помощью операции токарной обработки, на ПМ-материале в состоянии после спекания)
Порошок бентонита смешивали с металлическим порошком, с распыленным водой порошком железа AHC100.29, доступным от Höganäs AB, Швеция. Металлический порошок смешивали также с 2 мас.% порошка меди, 0,8% этиленбисстеарамида в качестве смазки и графитом, 0,8 мас.%.
Смеси металлических порошков в соответствии с таблицей 1 компактировали до стандартизованных брусков для TRS в соответствии с ISO 3325 и колец с наружным диаметром 55 мм, внутренним диаметром 35 мм и высотой 20 мм, до плотности в неспеченном состоянии 6,9 г/см3.
Бруски для TRS и кольца спекали в лабораторной печи с сетчатой лентой при 1120°C в течение 20 минут в смеси 10% водорода и 90% азота. Полученная микроструктура образцов была перлитовой. Спеченные бруски для TRS использовали для определения прочности при поперечном разрыве в соответствии с ISO 3325, а спеченные кольца использовали в испытаниях токарной обработкой для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 2.
Показатель обрабатываемости резанием определяется как износ по задней поверхности на токарном инструменте, т.е. материал, удаленный с режущей кромки вставного резца. Фигура 1 показывает, как измеряется этот износ. Токарную обработку осуществляли на наружном диаметре колец с помощью вставного резца из карбида вольфрама, при постоянной скорости вращения шпинделя и постоянной подаче без охладителя.
Таблица 1 показывает, что добавленный бентонит почти не влияет на механические свойства компактированных колец. Однако для колец с добавленным бентонитом фактом является заметное улучшение обрабатываемости резанием, что показано в Таблице 2. Показатель обрабатываемости резанием для колец, содержащих бентонит, уменьшался почти на 50% (т.е. уменьшался износ режущей кромки вставного резца) по сравнению с кольцами без такой добавки для такого же расстояния резания.
HRB - твердость по Роквеллу по шкале B у бруска для измерения прочности при поперечном разрыве.
TRS - прочность при поперечном разрыве у бруска для измерения прочности при поперечном разрыве.
[%]
Расстояние резания - длина, пройденная вставным резцом в зацеплении со спеченным кольцом.
Показатель обрабатываемости (резанием) - износ по задней поверхности в мкм на режущей кромке вставного резца после прохождения расстояния резания (смотри фигуру 1).
Пример 2
(Исследование обрабатываемости резанием, осуществленное с помощью операции сверления, на ПМ-материале в состоянии после спекания)
Порошки мусковита и флогопита смешивали с металлическим порошком Distaloy AE, доступным от Höganäs AB, Швеция, который представляет собой чистое железо, диффузионно легированное 0,5% Mo, 4% Ni и 1,5% Cu. Металлический порошок также смешивали со смазкой, 0,8 мас.% EBS (этиленбисстеарамида) и 0,5 мас.% графита.
Смеси материалов в Таблице 3 компактировали до стандартизированных брусков для испытания на разрыв в соответствии с ISO 2740 и до дисков с диаметром 80 мм и высотой 12 мм, до плотности в неспеченном состоянии 7,10 г/см3. Бруски для испытания на разрыв и диски спекали в лабораторной печи с сетчатой лентой при 1120°C в течение 30 минут в смеси 10% водорода и 90% азота. Полученная микроструктура образцов была гетерогенной, содержавшей феррит, богатый никелем аустенит, перлит, бейнит и мартенсит.
Диски использовали в испытаниях сверлением для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 4. Этот показатель определяется как число отверстий на одно сверло, которые могут быть проделаны до полной выработки сверла, т.е. пока сверло полностью не выйдет из строя. Сверление осуществляли с помощью сверла из быстрорежущей стали, диаметр Ш3,5, при постоянной скорости вращения и постоянной подаче без какого-либо охладителя.
Таблица 3 показывает, что при добавлении порошков слюды - мусковита и флогопита - в механических свойствах наблюдаются лишь малые отклонения. Обрабатываемость резанием заметно улучшается с флогопитом и еще заметнее улучшается с мусковитом (т.е. можно просверлить значительно больше отверстий), как показано в Таблице 4.
[%]
[%]
[%]
[МПа]
[МПа]
[%]
HV10 - твердость по Виккерсу у бруска для измерения прочности на разрыв.
YS - предел текучести у бруска для измерения прочности на разрыв.
TS - предел прочности на разрыв у бруска для измерения прочности на разрыв.
A - пластическое удлинение во время испытания прочности на разрыв.
Показатель обрабатываемости (резанием) - среднее число просверленных отверстий до полного выхода сверла из строя.
Пример 3
(Исследование обрабатываемости резанием, осуществленное с помощью операции токарной обработки, на спеченном, закаленном и отпущенном ПМ-материале)
Порошок бентонита смешивали с металлическим порошком, распыленным водой порошком железа AHC100.29, доступным от Höganäs AB, Швеция. Металлический порошок также смешивали с 2 мас.% порошка меди, смазкой, 0,8 мас.% EBS (этиленбисстеарамида), и графитом, 0,8 мас.%.
Смеси материалов в соответствии с таблицей 5 компактировали до колец с наружным диаметром 55 мм, внутренним диаметром 35 мм и высотой 20 мм, до плотности в неспеченном состоянии 6,9 г/см3. Кольца спекали в лабораторной печи с сетчатой лентой при 1120°C в течение 20 минут в смеси 10% водорода и 90% азота. После спекания кольца подвергали термической обработке при 980°C в течение 30 минут, затем закаливали в масле. Непосредственно после закалки в масле кольца отпускали при 200°C за один час на воздухе. Полученная микроструктура была полностью мартенситной.
Кольца использовали в испытаниях токарной обработкой для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 6. Показатель обрабатываемости резанием определяется как износ по задней поверхности на токарном инструменте, т.е. материал, удаленный с режущей кромки вставного резца. Фигура 1 показывает, как измеряется этот износ. Токарную обработку осуществляли на наружном диаметре кольца керамическими вставными резцами из нитрида кремния, при постоянной скорости вращения шпинделя и при постоянной подаче без охладителя.
Таблица 5 показывает, что добавленный бентонит не влияет на твердость термически обработанных колец. Однако при использовании бентонита обрабатываемость резанием заметно улучшается, как показано в Таблице 6. Показатель обрабатываемости резанием для колец, содержащих бентонит, уменьшался более чем на 50% (т.е. уменьшался износ режущей кромки вставного резца) по сравнению с кольцами без такой добавки для такого же расстояния резания.
[%]
Расстояние резания - длина, пройденная вставным резцом в зацеплении со спеченным кольцом.
Показатель обрабатываемости (резанием) - износ по задней поверхности режущей кромки вставного резца после прохождения расстояния резания.
Пример 4
(Исследование обрабатываемости резанием, осуществленное с помощью операции токарной обработки, на отвержденном спеканием ПМ-материале)
Порошок бентонита смешивали с металлическим порошком, распыленным водой порошком стали Astaloy A, доступным от Höganäs AB, Швеция, который предварительно легирован с 1,9% Ni и 0,55% Mo. Металлический порошок также смешивали с 2 мас.% порошка меди, смазкой, 0,8 мас.% EBS (этиленбисстеарамида), и графитом, 0,8 мас.%.
Смеси материалов в соответствии с Таблицей 7 компактировали до колец с наружным диаметром 55 мм, внутренним диаметром 35 мм и высотой 20 мм, до плотности в неспеченном состоянии 6,9 г/см3. Кольца отверждали спеканием в производственной печи при 1120°C в течение 20 минут в смеси 10% водорода и 90% азота при скорости охлаждения 2,2°C/с. После отверждения спеканием кольца отпускали при 200°C в течение 30 минут на воздухе. Полученная микроструктура была полностью мартенситной.
Кольца использовали в испытаниях токарной обработкой для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 8. Показатель обрабатываемости резанием определяется как износ лицевой поверхности на токарном инструменте, т.е. материал, удаленный с режущей кромки вставного резца. Фигура 1 показывает, как измеряется этот износ. Токарную обработку осуществляли на наружном диаметре кольца керамическими вставными резцами из нитрида кремния, при постоянной скорости вращения шпинделя и постоянной подаче без охладителя.
Таблица 7 показывает, что при добавленном количестве бентонита твердость термически обработанных колец чуть больше. Обрабатываемость резанием при использовании бентонита заметно улучшается, как показано в Таблице 8. Показатель обрабатываемости резанием для колец, содержащих бентонит, уменьшался примерно на 60% (т.е. уменьшался износ режущей кромки вставного резца) по сравнению с кольцами без такой добавки для такого же расстояния резания.
[%]
[%]
Расстояние резания - длина, пройденная вставным резцом в зацеплении со спеченным кольцом.
Показатель обрабатываемости (резанием) - износ по задней поверхности режущей кромки вставного резца после прохождения расстояния резания.
Пример 5
(Исследование обрабатываемости резанием, осуществленное с помощью операции токарной обработки, на отвержденном спеканием ПМ-материале)
Порошок бентонита смешивали с металлическим порошком, распыленным водой порошком стали Astaloy CrL, доступным от Höganäs AB, Швеция, предварительно легированным порошком, имеющим 1,5% Cr и 0,2% Mo. Металлический порошок также смешивали с 2 мас.% порошка меди, смазкой, 0,8 мас.% EBS (этиленбисстеарамида), и графитом, 0,75 мас.%.
Смеси в соответствии с Таблицей 9 компактировали до колец с наружным диаметром 55 мм, внутренним диаметром 35 мм и высотой 20 мм, до плотности в неспеченном состоянии 6,9 г/см3. Кольца отверждали спеканием в производственной печи при 1120°C в течение 20 минут в смеси 10% водорода и 90% азота при скорости охлаждения 2,2°C/с. После отверждения спеканием кольца отпускали при 200°C в течение 30 минут на воздухе. Полученная микроструктура была полностью мартенситной.
Кольца использовали в испытаниях токарной обработкой для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 10. Показатель обрабатываемости резанием определяется как износ лицевой кромки на токарном инструменте, т.е. материал, удаленный с режущей кромки вставного резца. Фигура 1 показывает, как измеряется этот износ. Токарную обработку осуществляли на наружном диаметре колец керамическими вставными резцами из нитрида кремния, при постоянной скорости вращения шпинделя и постоянной подаче без охладителя.
Таблица 9 показывает, что при добавленном количестве бентонита твердость термически обработанных колец чуть больше. Обрабатываемость резанием при использовании бентонита заметно улучшается, как показано в Таблице 10. Показатель обрабатываемости резанием для колец, содержащих бентонит, уменьшался примерно на 75% (т.е. уменьшался износ режущей кромки вставного резца) по сравнению с кольцами без такой добавки для такого же расстояния резания.
[%]
Расстояние резания - длина, пройденная вставным резцом в зацеплении со спеченным кольцом.
Показатель обрабатываемости (резанием) - износ по задней поверхности режущей кромки вставного резца после прохождения расстояния резания.
Пример 6
(Исследование обрабатываемости резанием, осуществленное с помощью операции сверления, на отвержденном спеканием ПМ-материале)
Порошки мусковита, флогопита и смектита смешивали с металлическим порошком, распыленным водой порошком стали Astaloy CrM, доступным от Höganäs AB, Швеция, который представляет собой железо, предварительно легированное 3% Cr и 0,5% Mo. Металлический порошок также смешивали со смазкой, 0,8 мас.% EBS (этиленбисстеарамида), и 0,55 мас.% графита.
Смеси материалов в Таблице 11 компактировали до стандартизированных брусков для испытания на разрыв в соответствии с ISO 2740 и до дисков с диаметром 80 мм и высотой 12 мм, до плотности в неспеченном состоянии 7,10 г/см3. Бруски для испытания на разрыв и диски отверждали спеканием в лабораторной печи с сетчатой лентой при 1120°C в течение 30 минут в смеси 10% водорода и 90% азота при скорости охлаждения 2,2°C/с. После отверждения спеканием бруски TS и диски отпускали при 200°C в течение 30 минут на воздухе. Полученная микроструктура была полностью мартенситной.
Диски использовали в испытаниях сверлением для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 12. Этот показатель определяется как критическая скорость резания. Если сверло может проделать общее количество отверстий (216) на одном диске при определенной скорости резания без полного разрушения сверла, то в следующем испытании должно осуществляться сверление новым сверлом при повышенной скорости резания. Сверление осуществляли твердым карбидным сверлом, диаметр Ш3,5, при постоянной подаче без какого-либо охладителя.
Таблица 11 показывает, что при добавлении порошков мусковита, флогопита или смектита обнаруживаются некоторые малые отклонения в механических свойствах. Обрабатываемость резанием заметно улучшается с мусковитом, флогопитом или смектитом, что позволяет увеличить скорость вращения шпинделя без поломки сверла, как показано в Таблице 12.
(мартенсит)
[МПа]
MHV0,05 - микротвердость мартенсита по Виккерсу у бруска для измерения прочности на разрыв.
TS - предел прочности на разрыв у бруска для измерения прочности на разрыв.
Испытание прерывали после того, как просверлены 216 отверстий, поломок сверл не отмечено.
Пример 7
(Исследование обрабатываемости резанием, осуществленное с помощью операции токарной обработки, на отвержденном спеканием ПМ-материале)
Порошки мусковита, флогопита и смектита смешивали с металлическим порошком, распыленным водой порошком стали Astaloy CrM, как в примере 6. Металлический порошок также смешивали со смазкой, 0,8 мас.% EBS (этиленбисстеарамида) и 0,55 мас.% графита.
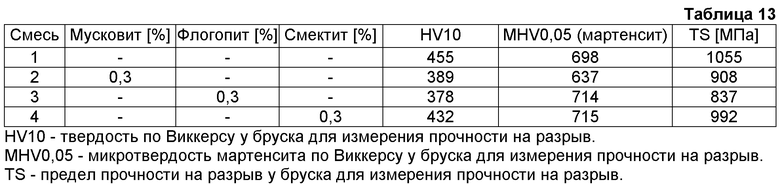
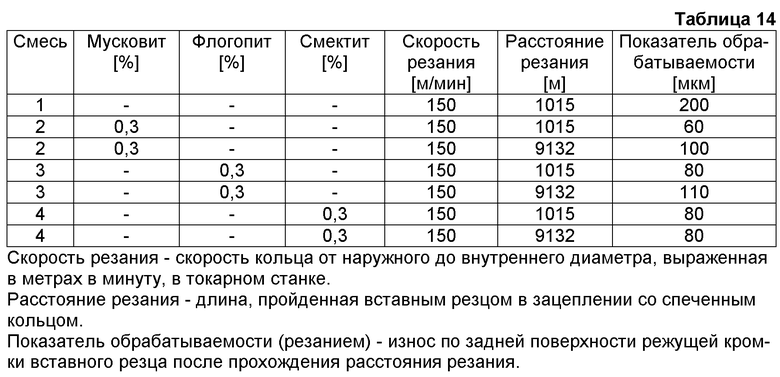
Смеси в Таблице 13 компактировали до стандартизированных брусков для испытания на разрыв в соответствии с ISO 2740 и до колец с наружным диаметром 64 мм, внутренним диаметром 35 мм и высотой 25 мм, до плотности в неспеченном состоянии 7,10 г/см3. Бруски для испытания на разрыв и кольца отверждали спеканием в лабораторной печи с сетчатой лентой при 1120°C в течение 30 минут в смеси 10% водорода и 90% азота при скорости охлаждения 2,2°C/с. Полученная микроструктура была полностью мартенситной.
После отверждения спеканием бруски TS и кольца отпускали при 200°C в течение 30 минут на воздухе. Кольца использовали в испытаниях токарной обработкой для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 14. Показатель обрабатываемости резанием определяется как износ по задней поверхности на токарном инструменте, т.е. материал, удаленный с режущей кромки вставного резца. Фигура 1 показывает, как измеряется этот износ. Токарную обработку осуществляли на торцевой стороне колец вставными резцами из кубического нитрида бора, при постоянной скорости резания и постоянной подаче без охладителя.
Таблица 13 показывает, что при добавлении порошков мусковита, флогопита или смектита обнаруживаются некоторые малые отклонения в механических свойствах.
Обрабатываемость резанием заметно улучшается с мусковитом, флогопитом или смектитом, как показано в Таблице 14. Показатель обрабатываемости резанием для колец, содержащих различные добавки, значительно уменьшался (т.е. уменьшался износ режущей кромки вставного резца) по сравнению с кольцами без этих добавок, для такого же расстояния резания.
Пример 8
(Исследование обрабатываемости резанием, осуществленное с помощью операции токарной обработки, на отвержденном спеканием ПМ-материале)
Порошок бентонита смешивали с металлическим порошком, распыленным водой порошком стали Astaloy CrM, как в примере 6. Металлический порошок также смешивали со смазкой, 0,8 мас.% EBS (этиленбисстеарамида), и графитом, 0,6 мас.%.
Смеси в соответствии с Таблицей 15 компактировали до колец с наружным диаметром 55 мм, внутренним диаметром 35 мм и высотой 20 мм, до плотности в неспеченном состоянии 6,9 г/см3. Кольца отверждали спеканием в производственной печи при 1120°C в течение 20 минут в смеси 10% водорода и 90% азота при скорости охлаждения 2,2°C/с. После отверждения спеканием кольца отпускали при 200°C в течение 30 минут на воздухе. Полученная микроструктура была полностью мартенситной.
Кольца использовали в испытаниях токарной обработкой для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 16. Показатель обрабатываемости резанием определяется как износ по задней поверхности на токарном инструменте, т.е. материал, удаленный с режущей кромки вставного резца. Фигура 1 показывает, как измеряется этот износ. Токарную обработку осуществляли на наружном диаметре кольца керамическими вставными резцами из нитрида кремния, при постоянной скорости вращения шпинделя и постоянной подаче без охладителя.
Таблица 15 показывает, что при добавленном количестве бентонита твердость термически обработанных колец чуть больше. Обрабатываемость резанием при использовании бентонита заметно улучшается, как показано в Таблице 16. Показатель обрабатываемости резанием для колец, содержащих бентонит, уменьшался примерно на 70% (т.е. уменьшался износ режущей кромки вставного резца) по сравнению с кольцами без такой добавки для такого же расстояния резания.
[%]
Расстояние резания - длина, пройденная вставным резцом в зацеплении со спеченным кольцом.
Пример 9
(Исследование обрабатываемости резанием, осуществленное с помощью операции сверления, на ПМ-материале в состоянии после спекания)
Порошки мусковита и флогопита, имеющие различное распределение размеров частиц, показанное в Таблице 17, измеряли с помощью оборудования для лазерной дифракции (Sympatec GmbH) в соответствии с методом Фраунгофера App. ISO13320-1:1999.
Значение X99 - размер частиц [мкм], когда 99 мас.% популяции имеют размер частиц ниже этого значения.
Порошки мусковита и флогопита смешивали с металлическим порошком Distaloy AE, доступным от Höganäs AB, Швеция, который представляет собой чистое железо, диффузионно легированное 0,5% Mo, 4% Ni и 1,5% Cu. Металлический порошок также смешивали со смазкой, 0,8 мас.% EBS (этиленбисстеарамида) и 0,5 мас.% графита.
Смеси материалов в Таблице 18 (выраженные как процент по массе) компактировали до стандартизированных брусков для испытания на разрыв в соответствии с ISO 2740 и до дисков с диаметром 80 мм и высотой 12 мм, до плотности в неспеченном состоянии 7,10 г/см3. Бруски для испытания на разрыв и диски спекали в лабораторной печи с сетчатой лентой при 1120°C в течение 30 минут в смеси 10% водорода и 90% азота. Полученная микроструктура образцов была гетерогенной, содержавшей феррит, богатый никелем аустенит, перлит, бейнит и мартенсит.
M2=Порошок мусковита с распределением размеров частиц X50=8,4 мкм и X99=39,7 мкм.
M3=Порошок мусковита с распределением размеров частиц X50=3,4 мкм и X99=12,3 мкм.
P1=Порошок флогопита с распределением размеров частиц X50=7,4 мкм и X99=34,6 мкм.
P2=Порошок флогопита с распределением размеров частиц X50=4,6 мкм и X99=13,6 мкм.
Диски использовали в испытаниях сверлением для определения показателя обрабатываемости резанием, как можно увидеть в Таблице 19. Этот показатель определяется как число отверстий на одно сверло, которые могут быть проделаны до полной выработки сверла, т.е. пока сверло полностью не выйдет из строя. Сверление осуществляли сверлом из быстрорежущей стали, диаметр Ш3,5, при постоянной скорости и постоянной подаче без какого-либо охладителя.
Обрабатываемость резанием улучшается с флогопитом и еще больше улучшается с мусковитом (т.е. можно просверлить значительно больше отверстий), как показано в Таблице 19, за исключением более крупного мусковита (M1).
[тип]
[мас.%]
[об/мин]
Относительный показатель обрабатываемости резанием - отношение среднего числа просверленных отверстий до полного выхода сверла из строя для каждой смеси 1-7 и среднего числа просверленных отверстий для смеси 1 (т.е. смеси без улучшающей обрабатываемость резанием добавки)
Определив относительный показатель обрабатываемости резанием как отношение среднего числа просверленных отверстий до полного выхода сверла из строя и среднего числа просверленных отверстий в материале без добавки до полного выхода сверла из строя, становится очевидной корреляция между обрабатываемостью резанием и распределением размеров частиц (X50) мусковита, как можно увидеть на Фигуре 2.
При уменьшении размера частиц (X50) влияние на обрабатываемость резанием является значительным с мусковитом с высоким эффектом повышения обрабатываемости резанием, в то время как с флогопитом может быть обнаружен меньший эффект повышения.
Как видно из Фигуры 2, средний размер частиц X50 удобным образом составляет 20 мкм или менее, предпочтительно, 15 мкм или менее, более предпочтительно, 10 мкм или менее, в частности, 5 мкм или менее.
Количество добавляемого агента для улучшения обрабатываемости резанием, как показано в примере для мусковита, оказывает влияние на изменение размера, механические свойства и твердость, как можно увидеть в Таблице 20.
[мас.%]
HV10 - твердость по Виккерсу у бруска для измерения прочности на разрыв.
YS - предел текучести у бруска для измерения прочности на разрыв.
TS - предел прочности на разрыв у бруска для измерения прочности на разрыв.
A - пластическое удлинение во время испытания прочности на разрыв.
Изобретение относится к порошковой металлургии, в частности к получению изделий на основе железа, пригодных для обработки резанием. Порошковая композиция на основе железа содержит порошок на основе железа и улучшающую обрабатываемость резанием добавку, содержащую по меньшей мере один силикат из группы глинистых минералов. Кроме того, по меньшей мере один силикат может быть выбран из группы различных видов слюды, при этом улучшающая обрабатываемость резанием добавка содержится в количестве менее 0,5 мас.%. Спеченную деталь получают путем прессования упомянутой порошковой композиции на основе железа при 400-1200 МПа и спекания при 1000-1300°С. Порошковая композиция обеспечивает улучшение обрабатываемости резанием деталей, подвергаемых операциям со снятием стружки инструментальными материалами разных типов. 3 н. и 24 з.п. ф-лы, 2 ил., 20 табл., 9 пр.
1. Порошковая композиция на основе железа, содержащая, дополнительно к порошку на основе железа, малое количество улучшающей обрабатываемость резанием добавки в форме порошка, содержащей по меньшей мере один силикат из группы глинистых минералов.
2. Порошковая композиция на основе железа по п.1, в которой глинистые минералы выбраны из группы, состоящей из каолинита, смектитов и бентонитов.
3. Порошковая композиция на основе железа по п.2, в которой глинистые минералы выбраны из группы, состоящей из бентонитов.
4. Порошковая композиция на основе железа по любому из пп.1-3, в которой содержание улучшающей обрабатываемость резанием добавки составляет 0,05-1%, удобно 0,05-0,5%, предпочтительно 0,05-0,3%, более предпочтительно 0,05-0,2%, от массы порошковой композиции на основе железа.
5. Порошковая композиция на основе железа, содержащая, дополнительно к порошку на основе железа, малое количество улучшающей обрабатываемость резанием добавки в форме порошка, содержащей по меньшей мере один силикат из группы различных видов слюды, при этом содержание улучшающей обрабатываемость резанием добавки составляет менее 0,5 мас.%, предпочтительно 0,4 мас.% или менее, например, 0,3 мас.% или менее, или 0,2 мас.% или менее.
6. Порошковая композиция на основе железа по п.5, в которой по меньшей мере один силикат представляет собой мусковит.
7. Порошковая композиция на основе железа по любому из пп.1-3, 5 и 6, в которой размер частиц, Х99, улучшающей обрабатываемость резанием добавки составляет ниже 50 мкм, предпочтительно ниже 30 мкм, а более предпочтительно ниже 20 мкм.
8. Порошковая композиция на основе железа по п.4, в которой размер частиц, Х99, улучшающей обрабатываемость резанием добавки составляет ниже 50 мкм, предпочтительно ниже 30 мкм, а более предпочтительно ниже 20 мкм.
9. Порошковая композиция на основе железа по любому из пп.1-3, 5, 6 и 8, в которой средний размер частиц, Х50, улучшающей обрабатываемость резанием добавки составляет ниже 20 мкм, предпочтительно ниже 15 мкм, более предпочтительно ниже 10 мкм, а наиболее предпочтительно ниже 5 мкм.
10. Порошковая композиция на основе железа по п.4, в которой средний размер частиц, Х50, улучшающей обрабатываемость резанием добавки составляет ниже 20 мкм, предпочтительно ниже 15 мкм, более предпочтительно ниже 10 мкм, а наиболее предпочтительно ниже 5 мкм.
11. Порошковая композиция на основе железа по п.7, в которой средний размер частиц, X50, улучшающей обрабатываемость резанием добавки составляет ниже 20 мкм, предпочтительно ниже 15 мкм, более предпочтительно ниже 10 мкм, а наиболее предпочтительно ниже 5 мкм.
12. Порошковая композиция на основе железа по любому из пп.1-3, 5, 6, 8, 10 и 11, в которой по меньшей мере один силикат имеет твердость по Моосу ниже 5, предпочтительно ниже 4.
13. Порошковая композиция на основе железа по п.4, в которой по меньшей мере один силикат имеет твердость по Моосу ниже 5, предпочтительно ниже 4.
14. Порошковая композиция на основе железа по п.7, в которой по меньшей мере один силикат имеет твердость по Моосу ниже 5, предпочтительно ниже 4.
15. Порошковая композиция на основе железа по п.9, в которой по меньшей мере один силикат имеет твердость по Моосу ниже 5, предпочтительно ниже 4.
16. Порошковая композиция на основе железа по любому из пп.1-3, 5, 6, 8, 10, 11 и 13-15, в которой по меньшей мере один силикат содержит алюминий.
17. Порошковая композиция на основе железа по п.4, в которой по меньшей мере один силикат содержит алюминий.
18. Порошковая композиция на основе железа по п.7, в которой по меньшей мере один силикат содержит алюминий.
19. Порошковая композиция на основе железа по п.9, в которой по меньшей мере один силикат содержит алюминий.
20. Порошковая композиция на основе железа по п.12, в которой по меньшей мере один силикат содержит алюминий.
21. Порошковая композиция на основе железа по любому из пп.1-3, 5, 6, 8, 10, 11, 13-15 и 17-20, в которой порошок на основе железа содержит менее 10% по массе легирующих элементов.
22. Порошковая композиция на основе железа по п.4, в которой порошок на основе железа содержит менее 10% по массе легирующих элементов.
23. Порошковая композиция на основе железа по п.7, в которой порошок на основе железа содержит менее 10% по массе легирующих элементов.
24. Порошковая композиция на основе железа по п.9, в которой порошок на основе железа содержит менее 10% по массе легирующих элементов.
25. Порошковая композиция на основе железа по п.12, в которой порошок на основе железа содержит менее 10% по массе легирующих элементов.
26. Порошковая композиция на основе железа по п.16, в которой порошок на основе железа содержит менее 10% по массе легирующих элементов.
27. Способ получения спеченной детали на основе железа с улучшенной обрабатываемостью резанием, включающий приготовление порошковой композиции на основе железа по любому из пп.1-26, компактирование порошковой композиции на основе железа при давлении компактирования 400-1200 МПа, спекание компактированной детали при температуре 1000-1300°С и необязательную термическую обработку спеченной детали.
| Устройство для отбора проб грунта с подводного аппарата | 1981 |
|
SU1002883A1 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, СОДЕРЖАЩИЙ КОМБИНИРОВАННУЮ ДОБАВКУ, УЛУЧШАЮЩУЮ МЕХАНИЧЕСКУЮ ОБРАБАТЫВАЕМОСТЬ, ДОБАВКА И СПЕЧЕННОЕ ИЗДЕЛИЕ | 2005 |
|
RU2339486C2 |
| Способ приготовления шихты для производства пористых металлокерамических антифрикционных сплавов на железографитовой основе | 1937 |
|
SU53883A1 |
| US 4274875 A, 23.06.1981 | |||

